Устройство относится к установкам, предназначенным для диффузионной металлизации изделий с целью придания поверхностным слоям этих изделий особых физико-химических свойств, и может использоваться в общем машиностроении, в инструментальной промышленности и других областях. В частности, установка предназначена для нанесения на изделия диффузионных покрытий в среде легкоплавких жидкометаллических растворов в условиях массового производства при одновременном совмещении процессов нанесения покрытий с термической обработкой материала изделий.
Известно устройство для нанесения диффузионных покрытий в среде жидкометаллических растворов [патент 2521187 РФ, МПКС23С 10/18, С23С 2/04(2006.01). Опубл. 27.06.2014, Бюл. №18], содержащее две камеры, в нижней камере располагается ампула с металлическим раствором, в верхней - подвижный шток, на котором закреплены покрываемые изделия, полости камер связаны вертикальным каналом, закрытым подвижным теплозащитным экраном и герметичным затвором, камеры имеют вакуумную систему и систему наполнения их инертным газом, а верхняя - дополнительно систему циркуляции и охлаждения инертного газа, отличающееся тем, что нижняя камера выполнена из жаропрочного и жаростойкого материала в виде цилиндра и установлена в шахтную печь. Недостатком данного устройства является то, что оно может быть использовано только в единичном, мелкосерийном производстве для изделий малых габаритов.
Также известно устройство для нанесения диффузионных покрытий в среде жидкометаллических растворов [патент 2423546 РФ, МПК С23С 10/22 (2006.01). Опубл. 10.07.2011, Бюл. №19]. Устройство содержит нагревательную камеру с внешними нагревателями, в которой располагается ванна с металлическим раствором. На одном уровне с нагревательной камерой расположена шлюзовая камера. Над нагревательной и шлюзовой камерами расположена манипуляционная камера, которая связывает между собой нагревательную и шлюзовую камеры. В манипуляционной камере размещено роторное устройство перемещения покрываемых изделий, загрузочно-разгрузочное устройство, на котором закреплены покрываемые изделия, теплоизолирующие экраны и уплотняющие водоохлаждаемые диски, обеспечивающие герметизацию шлюзовой камеры. Достоинствами данного устройства является: сокращение энергетических затрат, автоматизация процессов нанесения покрытий и термической обработки, повышение качества наносимых покрытий, надежность и долговечность устройства, увеличение веса и габаритов обрабатываемых изделий, а недостатком - то, что данное устройство не обеспечивает возможность наносить диффузионные покрытия способом диффузионной металлизации из среды легкоплавких жидкометаллических растворов на длинномерные изделия типа труб, шнеков и тому подобных изделий, а также термическую обработку материала этих изделий.
Наиболее близкой к заявляемому устройству является установка для диффузионной металлизации из среды легкоплавких растворов [патент 2692142 РФ, МПК С23С 10/18, С23С 2/04 (2006.01). Опубл. 21.09.2019, Бюл. №18]. Устройство относится к установкам для диффузионной металлизации изделий. Устройство содержит герметичный корпус, в котором размещена печь с ванной с легкоплавким жидкометаллическим расплавом для диффузионной металлизации, шлюзовые камеры, устройство для перемещения покрываемых изделий внутри корпуса и системы вакуумирования и наполнения корпуса инертным газом. Корпус выполнен в виде замкнутой шахты, разделенной вертикальной теплоизолирующей перегородкой на две камеры - холодную и горячую, при этом к корпусу со стороны холодной камеры герметично присоединены загрузочная и разгрузочная шлюзовые камеры. Между шлюзовыми камерами и корпусом установлены вакуумные затворы, при этом в горячей камере размещены, как минимум, две печи продолговатой формы. Первая печь представляет собой печь с ванной с легкоплавким жидкометаллическим расплавом для диффузионной металлизации, во второй печи расположена ванна с солевым расплавом, обеспечивающим очистку изделий от следов расплава и, при необходимости, изотермическую закалку материала изделий. Устройство для перемещения покрываемых изделий внутри корпуса представляет собой размещенный в верхней части корпуса подвесной замкнутый монорельсовый конвейер с каретками, к которым прикреплены негерметичные загрузочные контейнеры, внутри которых размещены покрываемые изделия. На упомянутых контейнерах размещены крышки для герметизации ванн с легкоплавким жидкометаллическим расплавом и с солевым расплавом. Обеспечивается возможность нанесения диффузионных покрытий на длинномерные изделия типа труб, шнеков и тому подобных изделий из среды легкоплавких жидкометаллических растворов в условиях массового производства при одновременном совмещении процессов термической обработки. Недостатки данного устройства заключаются в нерациональном использовании производственных площадей, высокой стоимости и сложности оборудования, применяемого для перемещения покрываемых изделий, более низкой производительности устройства.
Технической задачей заявляемого изобретения является обеспечение возможности нанесения диффузионных покрытий на длинномерные изделия типа труб, шнеков и тому подобных изделий из среды легкоплавких жидкометаллических растворов в условиях массового производства при одновременном сокращении себестоимости процесса нанесения диффузионных покрытий и термической обработки покрытых изделий, а также повышение производительности и надежности процесса диффузионной металлизации изделий в легкоплавком жидкометаллическом растворе.
Поставленная задача решается тем, что заявляемое устройство для диффузионной металлизации изделий в легкоплавком жидкометаллическом растворе, содержащее герметичный корпус, в котором размещены ванны с легкоплавким жидкометаллическим раствором для диффузионной металлизации и солевым расплавом, обеспечивающим очистку изделий от следов расплава и термическую обработку материала изделий. К корпусу присоединены две шлюзовые камеры накопительного типа - загрузочная и разгрузочная, системы вакуумирования и наполнения корпуса инертным газом, при этом корпус выполнен в виде протяженного параллелепипеда, разделенного по горизонтали теплоизолирующей перегородкой на верхнюю и нижнюю камеры. В корпусе выполнены опоры, к нижней камере по краям корпуса с одной стороны присоединена загрузочная шлюзовая камера, а с другой - разгрузочная шлюзовая камера. Внизу нижней камеры размещена плоская платформа, имеющая в средней части прямоугольное углубление, в котором размещены нагревательные устройства, ванны с легкоплавким жидкометаллическим раствором и с солевым расплавом, а также ванны для сбора следов легкоплавкого жидкометаллического раствора и солевого расплава. С обеих сторон платформы выполнены волнообразные опорные направляющие для обеспечения перемещения колес четырех технологических тележек, имеющих в поперечном сечении П-образную форму, в верхних частях которых размещены загрузочные платформы для покрываемых изделий, а на правых торцах технологических тележек по ходу их движения зафиксированы распорные приспособления, при этом в опоре, находящейся в зоне загрузки, расположены толкатели для проталкивания технологических тележек по волнообразным опорным направляющим, обеспечивающим покрываемым изделиям перемещение, загрузку и выгрузку из ванн с легкоплавким жидкометаллическим раствором и с солевым расплавом, кроме этого, в верхней части корпуса на опорах размещена кран-балка для перемещения разгруженных технологических тележек в зону загрузки.
Благодаря новой совокупности существенных признаков заявляемого изобретения, в частности, вследствие принципиально нового конструктивного решения заявляемого устройства, в котором для перемещения покрываемых и покрытых изделий по технологической линии, а также загрузки их в ванны с легкоплавким жидкометаллическим раствором и с солевым расплавом и выгрузки из этих ванн используются технологические тележки, имеющие в поперечном сечении П-образную форму, что обеспечивает свободное их перемещение вдоль над ваннами с легкоплавким жидкометаллическим раствором и с солевым расплавом. Кроме этого, в верхней части технологических тележек размещены загрузочные платформы с покрываемыми изделиями, что обеспечивает загрузку покрываемых изделий и выгрузку уже покрытых изделий из ванны с легкоплавким жидкометаллическим раствором и с солевым расплавом, что обеспечивается тем, что колеса технологических тележек перемещаются по волнообразным опорным направляющим, выполненным на платформе с обеих ее сторон. При этом проталкивание технологических тележек по платформе обеспечивает им волнообразное перемещение в горизонтальном и вертикальном направлениях (вперед и вверх-вниз), что обеспечивает плавную загрузку и выгрузку покрываемых изделий в выше указанные технологические ванны. Так, загрузка покрываемых изделий в ванны с легкоплавким жидкометаллическим раствором и с солевым расплавом происходит при перемещении технологических тележек по волнообразным направляющим на этапах одновременного схода всех колес технологических тележек в нижнюю ветвь волнообразных направляющих, а выгрузка уже покрытых изделий на этапах также одновременного подъема колес технологических тележек в верхнюю ветвь волнообразных направляющих.
Кроме этого, для закольцовывания технологической линии используется кран-балка, обеспечивающая возврат разгруженных технологических тележек в зону загрузки для продолжения технологического процесса.
Таким образом обеспечивается возможность нанесения диффузионных покрытий в среде легкоплавких жидкометаллических растворов на длинномерные изделия типа труб, шнеков и тому подобных изделий, в условиях массового производства при одновременном совмещении процессов нанесения покрытий с термической обработкой материала изделий.
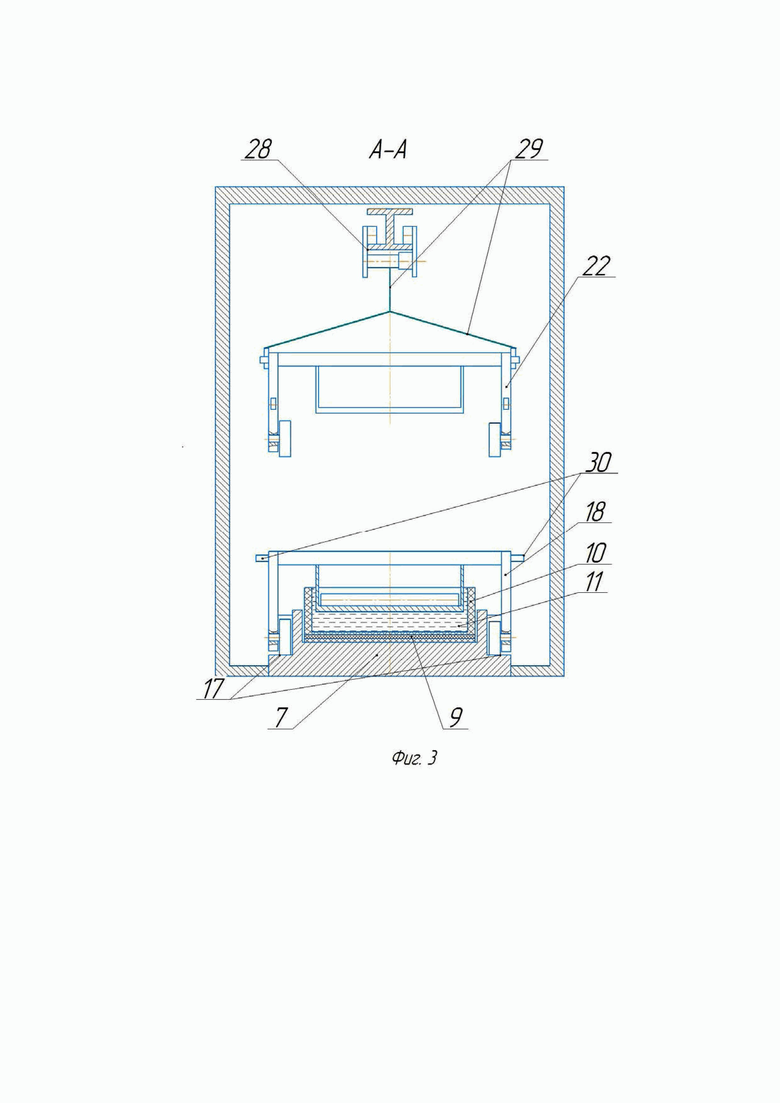
На фиг. 1, 2, 3 схематично представлен вариант выполнения заявляемого устройства.
Заявляемое устройство содержит корпус 1, который по горизонтали разделен теплоизолирующей перегородкой 2 - на верхнюю камеру А и нижнюю камеру Б. К нижней камере Б по краям корпуса с одной стороны присоединена загрузочная шлюзовая камера 3, а с другой - разгрузочная шлюзовая камера 4. В корпусе 1 размещены опоры 5, 6 корпуса 1, а в его нижней части размещена плоская платформа 7, в средней части которой выполнено прямоугольное углубление 8, в котором размещены нагревательное устройство 9, ванна 10 с легкоплавким жидкометаллическим раствором 11 и нагревательное устройство 12, нагревающее ванну 13 с солевым расплавом 14, а также ванна 15, используемая для сбора остающегося на поверхности изделий легкоплавкого жидкометаллического раствора 11, и ванна 16, используемая для сбора остающегося на поверхности изделий солевого расплава 14. На протяженных торцах с обеих сторон платформы расположены волнообразные опорные направляющие 17, по которым перемещаются колеса технологических тележек 18, 19, 20, 21. Технологические тележки выполнены рамными, имеющими П-образную форму в поперечном сечении, на верхних несущих элементах рам закреплены загрузочные платформы 22, в которых размещены покрываемые изделия 23. Кроме этого, для обеспечения заданного расстояния между технологическими тележками 18, 19, 20, 21 при перемещении их с покрываемыми изделиями 23 и покрытыми изделиями 24, а также загрузки и выгрузки покрываемых изделий 23 в ванны 10 и ванны 13, на правой торцевой поверхности технологических тележек по ходу их движения зафиксированы распорные приспособления 25. При этом, для перемещения технологических тележек по волнообразным опорным направляющим 17 в опоре 5 зафиксированы толкатели 26 и 27, которые воздействуют на раму технологической тележки 18, вызывают ее перемещение, которое через распорные приспособления 25 передаются технологическим тележкам 19, 20, 21. Для возвращения разгруженных технологических тележек 18, 19, 20, 21 в зону загрузочной шлюзовой камеры 3 в верхней камере А корпуса 1 на опорах 5 и 6 размещена кран-балка 28, которая через стропы 29 и захваты 30, закрепленные на технологических тележках, обеспечивает перемещение разгруженной технологической тележки в зону загрузочной шлюзовой камеры 3. Кроме этого, устройство имеет вакуумную систему, а также систему наполнения инертным газом, аналогичные прототипу, служащие для удаления воздуха из корпуса 1, шлюзовых камер 3, 4 и заполнения их инертным газом.
Устройство работает следующим образом. Исходно в корпусе 1 находятся незагруженные технологические тележки 18, 19, 20, 21, которые последовательно размещаются на волнообразных опорных направляющих 17 платформы 7. После этого производится вакуумирование корпуса 1, загрузочной шлюзовой камеры 3, разгрузочной шлюзовой камеры 4, после которого они заполняются инертным газом (аргоном). После достижения требуемого давления инертного газа в корпусе 1 и шлюзовых камерах 3, 4 включаются нагревательное устройство 9, обеспечивающее нагрев ванны 10 с легкоплавким жидкометаллическим раствором 11 для диффузионной металлизации, и нагревательное устройство 12, нагревающее ванну 13 с солевым расплавом 14. Во время разогрева расплавов производится загрузка предварительно очищенных от ржавчины и масляных загрязнений покрываемых изделий 23 из загрузочной шлюзовой камеры 3 на загрузочную платформу 22 технологической тележки 18. После нагрева в ванне 10 легкоплавкого жидкометаллического раствора 11 до заданной температуры толкателями 26 и 27 производится проталкивание технологической тележки 18 по волнообразным опорным направляющим 17. Проталкивание производится на расстояние, при котором технологическая тележка 18 обеими парами ее колес попадает в нижнюю ветвь волнообразных опорных направляющих 17. В результате этого перемещения покрываемые изделия 23, находящиеся на загрузочной платформе 22, плавно погружаются в ванну 10 с легкоплавким жидкометаллическим раствором 11, в котором производится процесс диффузионной металлизации. Это перемещение технологической тележки 18 за счет ее воздействия через распорные приспособления 25, закрепленные на всех технологических тележках, обеспечивает перемещение и технологических тележек 19, 20, 21 по волнообразным опорным направляющим 17. В результате этого перемещения технологическая тележка 19 попадает в зону ванны 15, используемой для сбора остающегося на поверхности изделий жидкометаллического раствора, технологическая тележка 20 - в зону ванны 13 с солевым расплавом 14, а технологическая тележка 21 попадает в зону разгрузочной шлюзовой камеры 4. После этого производится возвращение толкателей 26 и 27 в исходное состояние и остановка перемещения технологических тележек 18, 19, 20, 21 на технологический период выдержки покрываемых изделий 23 в ванне 10 с легкоплавким жидкометаллическим раствором 11. В период этой выдержки технологическая тележка 21 с помощью кран-балки 28 перемещается на освободившуюся после перемещения технологической тележки 18 зону загрузочной шлюзовой камеры 3, где производится загрузка технологической тележки 21 новой партией покрываемых изделий 23.
Далее, по окончании времени технологической выдержки покрываемых изделий 23 в ванне 10 с легкоплавким жидкометаллическим раствором 11, с помощью толкателей 27 и 28 производится проталкивание технологической тележки 21 по волнообразным опорным направляющим 17. В результате этого проталкивания покрываемые изделия 23, находящиеся на загрузочной платформе 22 технологической тележки 21, плавно погружаются в ванну 10 с легкоплавким жидкометаллическим раствором 11, в котором производится процесс диффузионной металлизации. Это перемещение технологической тележки 21 за счет ее воздействия через распорные приспособления 25, закрепленные на всех технологических тележках, обеспечивает последовательное перемещение технологических тележек 18, 19, 20 по волнообразным опорным направляющим 17. В результате этого перемещения технологическая тележка 18 перекатывается в зону ванны 15, в которой происходит сбор остающегося на поверхности уже покрытых изделий 24 жидкометаллического раствора, а технологическая тележка 19 перемещается в зону ванны 13 с солевым расплавом 14, технологическая тележка 20 попадает в зону разгрузочной шлюзовой камеры 4. После этого производится возращение толкателей 26 и 27 в исходное состояние и остановка перемещения технологических тележек 21, 18, 19, 20 на технологический период выдержки покрываемых изделий 23 в ванне 10 с легкоплавким жидкометаллическим раствором 11. В период этой выдержки технологическая тележка 20 с помощью кран-балки 28 перемещается на освободившуюся после перемещения технологической тележки 21 зону загрузочной шлюзовой камеры 3, и производится загрузка технологической тележки 20 новой партией покрываемых изделий 23.
Далее, по окончании времени технологической выдержки покрываемых изделий 23 в ванне 10 с легкоплавким жидкометаллическим раствором 11, с помощью толкателей 27 и 28 производится проталкивание технологической тележки 20 по синусоидообразным опорным площадкам 17. В результате этого проталкивания покрываемые изделия 23, находящиеся на загрузочной платформе 22 технологической тележки 20, плавно погружаются в ванну 10 с легкоплавким жидкометаллическим раствором 11, в котором производится процесс диффузионной металлизации. Это перемещение технологической тележки 20 за счет ее воздействия через распорные приспособления 25, закрепленные на всех технологических тележках, обеспечивает последовательное перемещение и технологических тележек 21, 18, 19 по синусоидообразным опорным площадкам 17. В результате этого перемещения технологическая тележка 21 попадает в зону ванны 15, в которой происходит сбор остающегося на поверхности уже покрытых изделий 24 жидкометаллического раствора, технологическая тележка 18 перемещается в зону ванны 13 с солевым расплавом 14, при котором происходит плавное погружение покрытых изделий 24, размещенных на загрузочной платформе 22, в солевой расплав, а технологическая тележка 19 попадает в зону разгрузочной шлюзовой камеры 4. После этого производится возвращение толкателей 26 и 27 в исходное состояние, и остановка перемещения последовательно расположенных технологических тележек 20, 21, 18, 19 на технологический период выдержки покрываемых изделий 23 в ванне 10 с легкоплавким жидкометаллическим раствором 11. В период этой выдержки технологическая тележка 19 с помощью кран-балки 28 перемещается на освободившуюся после перемещения технологической тележки 20 зону загрузочной шлюзовой камеры 3, и производится загрузка технологической тележки 19 новой партией покрываемых изделий 23.
Далее, по окончании времени технологической выдержки покрываемых изделий 23 в ванне 10 с легкоплавким жидкометаллическим раствором 11, с помощью толкателей 27 и 28 производится проталкивание технологической тележки 19 по волнообразным опорным направляющим 17. В результате этого проталкивания покрываемые изделия 23, находящиеся на загрузочной платформе 22 технологической тележки 19, плавно погружаются в ванну 10 с легкоплавким жидкометаллическим раствором 11, в котором производится процесс диффузионной металлизации. Это перемещение технологической тележки 19, за счет ее воздействия через распорные приспособления 25, закрепленные на всех технологических тележках, обеспечивает последовательное перемещение и технологических тележек 20, 21, 18 по волнообразным опорным направляющим 17. В результате этого перемещения технологическая тележка 20 попадает в зону ванны 15, в которой происходит сбор остающегося на поверхности уже покрытых изделий 24 жидкометаллического раствора, технологическая тележка 19 перемещается в зону ванны 13 с солевым расплавом 14, при котором происходит плавное погружение покрытых изделий 24, размещенных на загрузочной платформе 22, в солевой расплав, а технологическая тележка 18 попадает в зону разгрузочной шлюзовой камеры 4. После этого производится возвращение толкателей 26 и 27 в исходное состояние и остановка перемещения последовательно расположенных технологических тележек 19, 20, 21, 18 на технологический период выдержки покрываемых изделий 23 в ванне 10 с легкоплавким жидкометаллическим раствором 11. В период этой выдержки производится разгрузка покрытых изделий 24 из загрузочной платформы 22 технологической тележки 18 в разгрузочную шлюзовую камеру 4. По окончании разгрузки технологическая тележка 18 с помощью кран-балки 28 перемещается на освободившуюся после перемещения технологической тележки 19 зону загрузочной шлюзовой камеры 3, и повторно производится загрузка технологической тележки 18 новой партией покрываемых изделий 23. Далее технологический цикл повторяется.
Таким образом, заявляемое устройство обеспечивает возможность решить поставленные задачи обеспечения возможности нанесения диффузионных покрытий на длинномерные изделия типа труб, шнеков и тому подобных изделий в среде легкоплавких жидкометаллических растворов в условиях массового производства, при одновременном снижении себестоимости процесса нанесения диффузионных покрытий и термической обработки покрытых изделий за счет компактности и упрощения технологического оборудования, а также повышения производительности и надежности процесса диффузионной металлизации изделий в легкоплавком жидкометаллическом растворе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов | 2019 |
|
RU2692142C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИФФУЗИОННЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2553155C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ | 2012 |
|
RU2521187C2 |
| Устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов | 2021 |
|
RU2767108C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ | 2009 |
|
RU2423546C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В СРЕДЕ ЛЕГКОПЛАВКИХ МАТЕРИАЛОВ | 2019 |
|
RU2711701C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА СТАЛЬНОЕ ИЗДЕЛИЕ В ЛЕГКОПЛАВКОМ МЕТАЛЛИЧЕСКОМ РАСТВОРЕ | 2022 |
|
RU2792992C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ | 2005 |
|
RU2293791C1 |
| Способ нанесения покрытий из металлических расплавов | 1989 |
|
SU1744145A1 |
| ТЕХНОЛОГИЧЕСКАЯ ВАКУУМНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ ИЗ МАТЕРИАЛА С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ НА ПОВЕРХНОСТИ ДЕТАЛИ | 2014 |
|
RU2563910C1 |


Изобретение может быть использовано в общем машиностроении и инструментальной промышленности. Устройство для диффузионной металлизации изделий в легкоплавком жидкометаллическом растворе содержит герметичный корпус 1, в котором размещены ванны 10 и 13, соответственно, с легкоплавким жидкометаллическим раствором 11 для диффузионной металлизации и солевым расплавом 14, обеспечивающим очистку изделий от следов расплава и термическую обработку материала изделий. К корпусу 1 присоединены две шлюзовые камеры накопительного типа – загрузочная 3 и разгрузочная 4, системы вакуумирования и наполнения корпуса 1 инертным газом. Корпус 1 выполнен в виде протяженного параллелепипеда и разделён по горизонтали теплоизолирующей перегородкой 2 на верхнюю А и нижнюю Б камеры. К нижней камере Б по краям корпуса 1 с одной стороны присоединена загрузочная шлюзовая камера 3, а с другой - разгрузочная шлюзовая камера 4. Внизу нижней камеры Б размещена плоская платформа 7, в средней своей части имеющая прямоугольное углубление 8, в котором размещены нагревательные устройства 9 и 12, ванны 10 и 13, а также ванны 15 для сбора следов легкоплавкого жидкометаллического раствора 11 и солевого расплава 14. С обеих сторон платформы 7 выполнены волнообразные опорные направляющие 17 для обеспечения перемещения колес четырех технологических тележек 18-21, имеющих в поперечном сечении П-образную форму, в верхних частях которых размещены загрузочные платформы 22 для покрываемых изделий 23, а на правых торцах технологических тележек 18-21 по ходу их движения зафиксированы распорные приспособления 25. В опоре 5, находящейся в зоне загрузки, расположены толкатели 26 и 27 для проталкивания тележек 18-21 по волнообразным опорным направляющим 17, обеспечивающим покрываемым изделиям перемещение, загрузку и выгрузку из ванн 10 и 13. В верхней части корпуса 1 на опорах 5 и 6 размещена кран-балка 28 для перемещения разгруженных тележек 18-21 в зону загрузки. Технический результат: обеспечение возможности нанесения диффузионных покрытий на длинномерные изделия, такие как трубы или шнеки, в условиях массового производства, а также повышение производительности. 3 ил.
Устройство для диффузионной металлизации изделий в легкоплавком жидкометаллическом растворе, содержащее герметичный корпус, в котором размещены ванны с легкоплавким жидкометаллическим раствором для диффузионной металлизации и солевым расплавом, обеспечивающим очистку изделий от следов расплава и термическую обработку материала изделий, к корпусу присоединены две шлюзовые камеры накопительного типа - загрузочная и разгрузочная, системы вакуумирования и наполнения корпуса инертным газом, отличающееся тем, что корпус выполнен в виде протяженного параллелепипеда, разделенного по горизонтали теплоизолирующей перегородкой на верхнюю и нижнюю камеры, в корпусе выполнены опоры, к нижней камере по краям корпуса с одной стороны присоединена загрузочная шлюзовая камера, а с другой - разгрузочная шлюзовая камера, внизу нижней камеры размещена плоская платформа, имеющая в средней части прямоугольное углубление, в котором размещены нагревательные устройства, ванны с легкоплавким жидкометаллическим раствором и с солевым расплавом, а также ванны для сбора следов легкоплавкого жидкометаллического раствора и солевого расплава, с обеих сторон платформы выполнены волнообразные опорные направляющие для обеспечения перемещения колес четырех технологических тележек, имеющих в поперечном сечении П-образную форму, в верхних частях которых размещены загрузочные платформы для покрываемых изделий, а на правых торцах технологических тележек по ходу их движения зафиксированы распорные приспособления, при этом в опоре, находящейся в зоне загрузки, расположены толкатели для проталкивания технологических тележек по волнообразным опорным направляющим, обеспечивающим покрываемым изделиям перемещение, загрузку и выгрузку из ванн с легкоплавким жидкометаллическим раствором и с солевым расплавом, кроме этого, в верхней части корпуса на опорах размещена кран-балка для перемещения разгруженных технологических тележек в зону загрузки.
| Устройство для диффузионной металлизации в среде легкоплавких жидкометаллических растворов | 2019 |
|
RU2692142C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ | 2005 |
|
RU2293791C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ | 2009 |
|
RU2423546C1 |
| УСТРОЙСТВО ДЛЯ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ В СРЕДЕ ЛЕГКОПЛАВКИХ ЖИДКОМЕТАЛЛИЧЕСКИХ РАСТВОРОВ | 2012 |
|
RU2521187C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДИФФУЗИОННЫХ ПОКРЫТИЙ НА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2553155C1 |
| US 3122114 A, 25.02.1964 | |||
| ОЖЕГОВ С.И., Шведова Н.Ю., Толковый словарь русского языка, Москва, Азбуковник, 1998, с | |||
| Байпас для паровозов | 1923 |
|
SU804A1 |

