Изобретение относится к инструментам для обработки металлов и может быть использовано на предприятиях металлообрабатывающей промышленности для эффективной предварительной и окончательной обработки заготовок деталей машин и приборов.
Известны сборные торцовые шлифовальные круги, состоящие из металлического корпуса и закрепленных на нем тем или иным способом абразивных элементов (SU, авторские свидетельства 1002142, кл. B 24 D 7/06, 1983; 1100076, кл. B 24 D 7/00, 1984; 1100077, кл. B 24 D 7/00, 1984; 1102667, кл. B 24 D 7/00, 1984; 127737, кл. В 24 D 7/00, 1986; 1235709, кл. B 24 D 7/06, 1986; 1315273, кл. B 24 D 7/00, 1977). Достоинствами таких кругов являются:
- рациональное расходование абразивных материалов за счет использования металлического корпуса многократного применения и сменных абразивных элементов;
- возможность снижения теплонапряженности шлифования заготовок прерывистой абразивной поверхностью.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известных кругов, относится то, что их конструкции не позволяют осуществить регулируемое осевое перемещение отдельных абразивных элементов.
Известны комбинированные шлифовальные инструменты, состоящие из корпуса многократного использования, крупно- и мелкозернистых абразивных элементов и механизма перемещения последних (RU, патент 2152869, кл. B 24 D 5/14, 2000; 2153968, кл. B 24 D 5/14, 2000; 2155129, кл. B 24 D 5/14, 2000). Такие круги позволяют выполнить за одну операцию предварительную и окончательную обработку заготовок без смены круга.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известных кругов, относится то, что в известных конструкциях возможно лишь радиальное перемещение мелкозернистых элементов при круглом наружном шлифовании кругами прямого плоского профиля.
Известен абразивный круг, состоящий из корпуса многократного использования, на торце которого на упругом основании установлены кольца, несущие крупно- и мелкозернистые элементы, позволяющие осуществить последовательную предварительную и окончательную заточку режущего инструмента участками круга с разной зернистостью и жесткостью (SU, авторское свидетельство 1184656, кл. B 24 D 7/06, 1984). К причинам, препятствующим достижению указанного ниже технического результата при использовании известного круга, относится то, что его конструкция позволяет осуществить лишь заточку режущего инструмента при его последовательном перемещении от крупнозернистого элемента к мелкозернистому.
Наиболее близким устройством того же назначения к заявляемому изобретению по совокупности признаков является абразивный торцовый круг, имеющий корпус и соосный с ним стакан, несущие соответственно крупно- и мелкозернистый абразивные слои, а также пластинчатую пружину, связанную с корпусом и оправкой и имеющую возможность силового взаимодействия со стаканом (SU, авторское свидетельство 1041280, кл. B 24 D 7/06, 1983), принятое за прототип.
Такой круг позволяет осуществить последовательную предварительную и окончательную обработку заготовок крупно- и мелкозернистым абразивными слоями, закрепленными соответственно на сегментах корпуса и расположенных между ними лепестках стакана.
К причинам, препятствующим достижению указанного технического результата при использовании известного круга, принятого за прототип, относится то, что мелкозернистые абразивные слои образуют прерывистую рабочую поверхность, что приводит к возникновению дополнительных колебаний в технологической системе при шлифовании и ухудшению микрогеометрии шлифованных поверхностей, формируемой на окончательном этапе обработки торцовым кругом.
Сущность изобретения заключается в следующем. С целью повышения качества (а именно, улучшения микрогеометрии) шлифованных поверхностей непрерывный мелкозернистый абразивный слой закреплен на сплошной кольцевой торцовой поверхности соосного с корпусом стакана, выдвигаемого в осевом направлении на окончательном этапе шлифования.
Технический результат заключается в улучшении микрогеометрии шлифованных поверхностей.
Указанный технический результат при осуществлении изобретения достигается тем, что как и в известном устройстве, торцовый абразивный круг имеет корпус с закрепленным на нем крупнозернистым абразивным слоем и соосный с корпусом стакан с закрепленным на нем мелкозернистым абразивным слоем. Особенность заключается в том, что мелкозернистый абразивный слой выполнен непрерывным и неподвижно закреплен на сплошной кольцевой торцовой поверхности стакана.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном устройстве, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного устройства. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата.
Описываемое изобретение не основано на изменении количественных признаков, представлении таких признаков по взаимосвязи либо изменении их вида.
Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
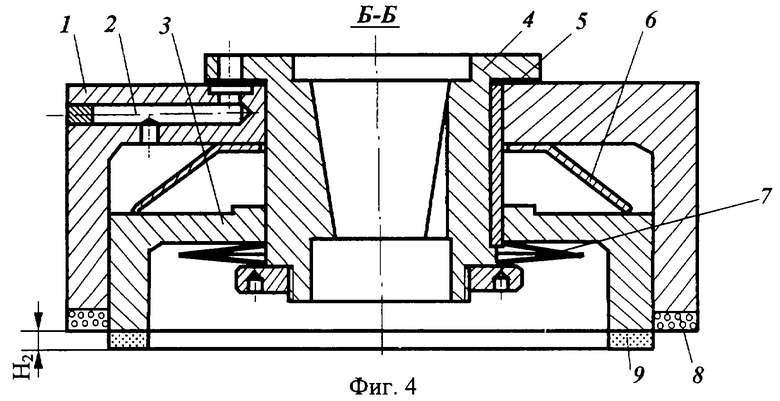
На чертежах представлено: на фиг.1 - продольный разрез торцового абразивного круга; на фиг.2 - вид сверху на круг по фиг.1; на фиг.3 - вид снизу на круг по фиг.1; на фиг.4 - продольный разрез круга с выдвинутыми мелкозернистыми элементами.
Торцовый абразивный круг содержит металлический корпус 1 с отверстиями 2 для подвода нагретого воздуха, соосный с корпусом стакан 3, оправку 4, прокладку 5, тарельчатый элемент 6 и тарельчатую пружину 7 (фиг.1). Элемент 6, изготовленный из сплава с термомеханической памятью, например из сплава никель-титан марки ТН-1 (Крахин О.И., Кузнецов А.П., Косов М.Г. Материалы с термомеханической памятью в станкостроении. М.: ВНИИТЭМР, 1988, - 54с.), предварительно деформируют при температуре, превышающей температуру мартенситного превращения сплава Тд=105oС для придания ему формы, указанной на фиг. 4, затем охлаждают до 40oС и подвергают промежуточной деформации, он приобретает форму, показанную на фиг.1, и устанавливают его в корпус круга. На сегментах корпуса 1 круга неподвижно закреплены крупнозернистый слой 8, а на сплошной кольцевой торцовой поверхности стакана 3 мелкозернистый слой 9. На оправке 4 установлена тарельчатая пружина 7, опорой которой служит гайка 10 (фиг.1).
Торцовый абразивный круг работает следующим образом.
При съеме основного припуска (на предварительную обработку) шлифование осуществляется крупнозернистым абразивным слоем 8, закрепленным неподвижно на сегментах корпуса 1 круга (фиг.1), на режимах, соответствующих предварительному шлифованию. Прерывистость рабочей поверхности на этом этапе шлифования способствует снижению теплонапряженности процесса предварительной обработки и формированию благоприятных физико-механических характеристик поверхностных слоев металла. При этом рабочая поверхность мелкозернистого слоя "утоплена", т. е. находится на некотором расстоянии H1 (фиг.1) от рабочей поверхности крупнозернистого слоя и не касается обрабатываемой поверхности заготовки.
После снятия основной части припуска вручную или по сигналу контролирующего устройства через каналы 2 на элемент 6 подается нагретый воздух, разогревающий элемент 6 до 70-105oС. При этом элемент 6 восстанавливает форму, полученную при предварительном деформировании (фиг.4), перемещая стакан 3 в осевом направлении так, чтобы мелкозернистый абразивный слой выступал за пределы крупнозернистого на величину H2 (фиг.4). С его помощью удаляется остальная часть припуска на режимах, соответствующих окончательному шлифованию. Непрерывность рабочей поверхности круга с мелкозернистым абразивным слоем на окончательном этапе шлифования позволяет уменьшить вибрации в технологической системе, улучшив тем самым микрогеометрию шлифованных поверхностей.
После окончания цикла шлифования подача нагретого воздуха прекращается, элемент 6 принимает форму, показанную на фиг.1. Возвращение стакана 3 в исходное положение осуществляется пружиной 7.
Для ускорения охлаждения элемента 6 через каналы 2 подают охлажденный воздух.
Осевая (врезная) подача абразивного круга при обработке как крупно-, так и мелкозернистым абразивными слоями осуществляется от привода подач шлифовального станка.
Применение предлагаемого круга позволяет на одной операции выполнить предварительное и окончательное шлифование торцом круга за один установ заготовки. При этом обеспечивается высокое качество шлифованных деталей: благоприятное физико-механическое состояние поверхностных слоев металла на предварительном этапе шлифования прерывистым крупнозернистым абразивным слоем, хорошая микрогеометрия поверхности - на окончательном этапе шлифования сплошным мелкозернистым абразивным слоем.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного устройства следующей совокупности условий:
- средство, воплощающее заявленное устройство при его осуществлении, предназначено для использования в промышленности, а именно в машиностроении при обработке металлов резанием;
- для заявленного устройства в том виде, как оно охарактеризовано в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов;
- средство, воплощающее заявленное изобретение при его осуществлении, способно обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует условию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2147983C1 |
| ТОРЦОВЫЙ АБРАЗИВНЫЙ КРУГ | 2001 |
|
RU2205742C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2151047C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2004 |
|
RU2252132C1 |
| СПОСОБ ШЛИФОВАНИЯ КОМБИНИРОВАННЫМ АБРАЗИВНЫМ КРУГОМ | 2004 |
|
RU2252124C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2152869C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2155130C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2001 |
|
RU2205741C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2000 |
|
RU2183551C2 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2155669C2 |


Изобретение относится к области машиностроения. Круг содержит корпус с закрепленным на нем крупнозернистым абразивным слоем. Соосно с корпусом, с возможностью осевого перемещения, установлен стакан с закрепленным на его торцовой поверхности мелкозернистым абразивным слоем. Торцовая поверхность стакана выполнена сплошной, а закрепленный на ней мелкозернистый абразивный слой - непрерывным. Изобретение позволяет повысить качество шлифованной поверхности. 4 ил.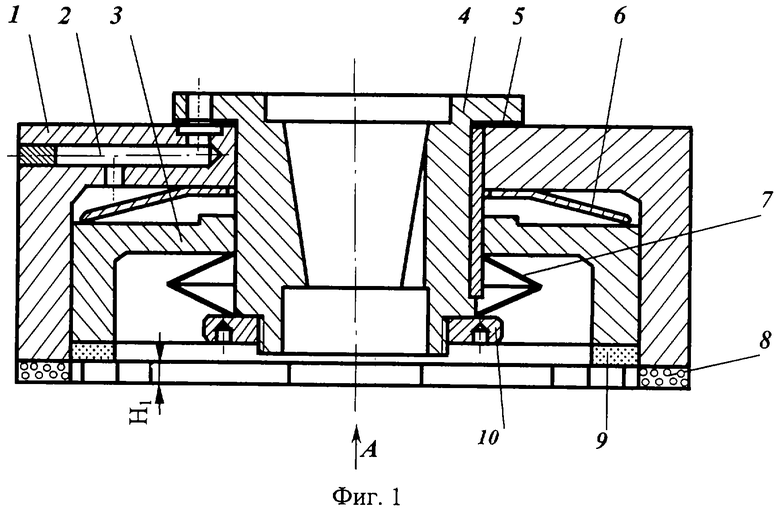
Торцовый абразивный круг, содержащий корпус с закрепленным на нем крупнозернистым абразивным слоем и установленный соосно с корпусом с возможностью осевого перемещения стакан с закрепленным на его торцовой поверхности мелкозернистым абразивным слоем, отличающийся тем, что упомянутая торцовая поверхность выполнена сплошной, а закрепленный на ней мелкозернистый абразивный слой - непрерывным.
| Абразивный торцевой инструмент | 1982 |
|
SU1041280A1 |
| Абразивный инструмент | 1984 |
|
SU1184656A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1996 |
|
RU2153968C2 |

