Настоящее изобретение касается устройства для поточного производства флексографских печатных форм с использованием цифровых оптических изображений, а также способа получения газетных флексографских печатных форм с использованием указанного устройства.
Сегодня ежедневные газеты чаще всего изготавливают способом офсетной печати. Однако для выпуска ежедневных газет все более широкое применение находит и технология флексографской печати, поскольку она обладает рядом технических преимуществ. Благодаря используемой во флексографском способе печатной системе процесс печати может быть запущен гораздо быстрее по сравнению с офсетным способом, поскольку в отличие от последнего при флексографии отсутствует необходимость в настройке баланса между краской и влагой. Наряду с экономией времени это означает и существенную экономию бумаги. Другой отрицательной особенностью офсетного способа печати является использование пастообразных печатных красок, содержащих минеральные масла. При офсетной печати печатными красками с холодным закреплением большая часть масел остается внутри или на поверхности бумаги, что обусловливает наличие значительного количества черных продуктов истирания, остающихся, в частности, на пальцах читателей газет. При офсетной печати закрепляющимися под действием нагрева печатными красками в процессе сушки последних происходит выделение свободных минеральных масел. При флексографской печати быстро впитывающимися в бумагу печатными красками на водной основе количество черных продуктов истирания значительно сокращается, а выделение растворителей отсутствует. Флексографские печатные машины могут быть легко очищены, используя воду.
Недостатком флексографской печати по сравнению с офсетным способом является, однако, гораздо более высокая длительность преобразования флексографского фоточувствительного печатающего элемента в готовую флексографскую печатную форму по сравнению с соответствующим временем подготовки офсетных печатных форм. Типичная длительность подготовки стандартных флексографских печатных форм составляет 6 часов и более. Однако приемлемое время подготовки флексографских печатных форм для печатания ежедневных газет не должно превышать 30 минут. В связи с этим существует потребность в использовании пригодных способов и более совершенного оборудования, позволяющих сократить время подготовки флексографских печатных форм.
Нанесение цифровых оптических изображений с помощью фоточувствительных флексографских печатающих элементов в принципе известно. При этом печатающие элементы получают не классическим способом, заключающимся в наложении фотографической маски и последующей световой экспозиции через полученную маску. В отличие от этого способа маску выполняют пригодными методами in-situ, то есть непосредственно на флексографском печатающем элементе. Флексографские печатающие элементы могут быть снабжены, например, непрозрачными ИК-аблятивными слоями (европейские заявки на патент ЕР-В 654150, ЕР-А 1069475), удаляемыми в соответствии с изображением путем абляции при помощи инфракрасных лазеров. Другие пригодные технологии относятся к слоям, записываемым способом струйной печати (европейская заявка на патент ЕР-А 1072953), или термографическим слоям (европейская заявка на патент ЕР-А 1070989). После выполненной в соответствии с изображением записи таких слоев пригодными методами фотополимеризуемый слой экспонируют через полученную маску, используя актиничный свет.
Для нанесения (записи) цифровых оптических изображений на ИК-аблятивные слои посредством инфракрасных лазеров обычно используют лазерную аппаратуру с вращающимися барабанами, описанную, например, в европейской заявке на патент ЕР-В 741335. Флексографский печатающий элемент закрепляют на барабане, который приводят во вращение, после чего ИК-абляционный слой удаляют лазером в соответствии с изображением при одновременном вращении барабана.
В нашей международной заявке WO 03/14831 мы предлагаем для получения газетных флексографских печатных форм использовать тонкие фотополимеризуемые флексографские печатающие элементы с толщиной нанесенного на металлическую подложку слоя, составляющей от 0,3 до 1 мм. Указанные флексографские печатающие элементы могут быть обычными, то есть полученными при помощи фотографической маски, или могут быть созданы путем цифровой записи изображения. Подготовку печатных форм выполняют на обычном технологическом оборудовании.
Благодаря указанным флексографским печатающим элементам удалось значительно сократить время подготовки печатных форм. Однако желательно дополнительно сократить время преобразования фоточувствительного исходного материала в готовую флексографскую печатную форму.
Особенно большие потери времени наблюдаются на стадии ИК-абляции. Металлическая подложка обладает определенной пластичностью. Монтаж подложки на вращающемся барабане используемого для ИК-абляции лазерного оборудования требует ее сгибания, причем форма, по меньшей мере, частично сохраняет изогнутое состояние и после снятия с барабана. Поскольку стандартные устройства для вымывания рассчитаны на обработку только плоских печатных форм, подложке должно быть возвращено исходное плоское состояние. Эта процедура, во-первых, связана с затратами времени, а, во-вторых, существует опасность надламывания подложки в процессе выпрямления. Однако надламывание подложки приводит к значительным искажениям изображения. Поэтому крайне желательной была бы переработка флексографских печатных форм в плоском состоянии в течение всего процесса получения.
В патенте США US 5919378 описано устройство для полностью автоматизированного вымывания и сушки печатных форм, предназначенных для печати на объектах круглой формы (гильзах). Перемещение таких форм через оборудование осуществляют посредством шпинделей, на которых закрепляют гильзы. Формы для печати на круглых объектах обычно экспонируют в соответствии с изображением вне описываемого устройства.
В заявке на патент Германии DE-A 4231103 и европейской ЕР-А 225678 заявке на патент описаны устройства для перемещения флексографских печатных форм через предназначенное для вымывания устройство, используя которые печатную форму пропускают через установку с помощью пригодных штифтов или реек.
В заявке на патент Германии DE-A 10057061 описано печатающее устройство для нанесения изображения офсетных печатных форм, снабженное несколькими печатающими головками.
Однако до последнего времени ничего неизвестно о существовании устройства для преобразования наносимых цифровым способом фотополимеризуемых флексографских печатающих элементов в готовые флексографские печатные формы, предназначенные, в частности, для печатания газет, которое было бы пригодно для осуществления всех стадий технологического процесса и которое позволяло бы перерабатывать пластины в плоском или ровном состоянии.
Задача настоящего изобретения состояла в создании устройства для получения флексографских печатных форм, предназначенных для печатания газет, путем цифрового записи изображения, причем устройство включает все стадии переработки, флексографские печатающие элементы и печатные формы могут быть переработаны на нем без изгиба, то есть в плоском состоянии, и, кроме того, оно позволяет ускорить переработку. Наряду с этим задача изобретения состояла в создании способа получения предназначенных для печатания газет флексографских печатных форм с использованием указанного устройства.
В соответствии с этим предложено устройство для поточного производства флексографских печатных форм путем цифровой записи изображения, включающее, по меньшей мере,
(A) один узел приема записанных цифровым способом фотополимеризуемых флексографских печатающих элементов,
(B) один узел цифровой записи флексографского печатающего элемента, состоящий, по меньшей мере, из двух однотипных функциональных узлов,
(С) один узел экспонирования,
(D) один узел вымывания,
(Е) один узел сушки,
(F) при необходимости, один узел последующей обработки,
(G) один узел выгрузки полученных флексографских печатных форм, а также
(Н) узлы перемещения флексографских печатающих элементов и печатных форм, соединяющие между собой узлы (A)-(G),
причем узлы (А)-(Н) сконструированы таким образом, чтобы перерабатывать флексографские печатающие элементы и печатные формы в плоском состоянии.
Кроме того, заявлено применение указанного устройства для получения флексографских печатных форм.
Другим аспектом изобретения является способ получения флексографских печатных форм для печатания газет, согласно которому в качестве исходного материала используют фоточувствительный флексографский печатающий элемент, включающий расположенные друг на друге, по меньшей мере,
- одну гибкую металлическую подложку,
- один фотополимеризуемый слой, в свою очередь, содержащий, по меньшей мере, одно эластомерное связующее, мономеры с этиленовой ненасыщенностью и один фотоинициатор, а также
- один записываемый цифровым способом слой,
и согласно которому, кроме того, используют указанное выше устройство, причем способ включает следующие стадии:
(a) загрузку фоточувствительного флексографского печатающего элемента в узел приема (А),
(b) осуществляемую в узле записи изображения (В) запись цифровым способом слоя в соответствии с изображением с целью создания маски на флексографском печатающем элементе,
(c) осуществляемое в узле экспонирования (С) экспонирование флексографского печатающего элемента путем пропускания актинического света через созданную маску,
(d) осуществляемое в узле вымывания (D) удаление не экспонированных участков флексографского печатающего элемента, а также остатков записанного цифровым способом слоя посредством пригодного растворителя или смеси пригодных растворителей,
(e) осуществляемую в узле сушки (Е) сушку подвергнутой вымыванию флексографской печатной формы при температуре от 105 до 160°С,
(f) при необходимости, последующую обработку высушенной флексографской печатной формы ультрафиолетовым светом спектра А и/или С,
(g) выгрузку готовой флексографской печатной формы,
причем флексографские печатающий элемент и печатную форму перемещают из одного узла устройства в другой посредством узла перемещения (Н) и в течение всего процесса переработки не подвергают изгибанию.
Ниже приводится более подробное описание изобретения.
Устройство согласно изобретению включает, по меньшей мере, узлы (А)-(G), которые надлежащим образом соединены друг с другом посредством узлов перемещения (Н). Флексографские печатающий элемент и печатную форму перемещают через устройство и перерабатывают в плоском состоянии.
Под флексографским печатающим элементом подразумевают в принципе известный, используемый для способа исходный материал или промежуточный продукт, в то время как термином "флексографская печатная форма" обозначают готовую флексографскую печатную форму.
В контексте настоящего изобретения под термином "узел" следует подразумевать функциональный узел. Под оборудованием согласно изобретению могут подразумеваться отдельные устройства, которые в принципе можно эксплуатировать и независимо друг от друга и которые соединены друг с другом посредством узлов перемещения в более крупное устройство. Речь предпочтительно идет об оборудовании, в которое встроены все функциональные узлы, отдельные узлы которого невозможно эксплуатировать независимо друг от друга. Особенно предпочтительно речь идет о замкнутом оборудовании, в одну точку которого вводят флексографские печатающие элементы, а из другой точки выводят готовые флексографские печатные формы.
В контексте настоящего изобретения термин "ровная переработка" или "плоская переработка" означает, что способ не содержит ни одной технологической стадии, на которой флексографский печатающий элемент или флексографскую печатную форму умышленно перерабатывают в округленном или изогнутом состоянии, то есть, например, в огибающем барабан или аналогичное устройство состоянии, и оборудование обладает конструкцией, отвечающей условиям такой переработки. При плоской переработке, конечно, не исключается ситуация, когда флексографский печатающий элемент при реализации технологического процесса иногда оказывается непреднамеренно изогнутым под определенным углом.
Узел (А) предназначен для приема изготавливаемых цифровым способом фотополимеризуемых флексографских печатающих элементов, используемых в качестве исходного материала для способа. В наиболее простом варианте речь может идти об элементарном загрузочном устройстве, в которое флексографские печатающие элементы вводят вручную по отдельности, например, путем укладки на транспортерную ленту или вкладывания в захватывающее устройство. Однако предпочтительно узел (А) снабжен накопителем, содержащим запас большого количества флексографских печатающих элементов, из которого в случае необходимости осуществляют их автоматическое извлечение. Для извлечения можно использовать, например, манипулятор или опрокидывающее приспособление. В качестве накопителя предпочтительно используют закрытый резервуар. Поскольку флексографские печатающие элементы подлежат защите от воздействия ультрафиолетового света, то благодаря использованию закрытого резервуара отсутствует необходимость в полной защите помещения, в котором смонтировано устройство согласно изобретению, от воздействия ультрафиолетового света.
Узел (В) предназначен для цифровой записи флексографского печатающего элемента. Узел состоит, по меньшей мере, из двух однотипных функциональных узлов, предназначенных для цифрового нанесения изображения. Узел (В) предпочтительно содержит большое количество однотипных функциональных узлов для цифрового нанесения изображения. Речь может идти, например, о числе таких узлов, составляющем от 5 до 50. Благодаря совместному действию большого количества однотипных функциональных узлов обеспечивается высокая скорость нанесения изображения. Путем воздействия функциональных узлов на записываемый цифровым способом слой флексографского печатающего элемента на нем изготавливают маску.
Термин "однотипные функциональные узлы" не обязательно означает, что функциональные узлы должны быть одинаковыми. Он всего лишь означает необходимость совместного действия работающих по одинаковому принципу функциональных узлов, то есть, например, только инфракрасных лазеров или только печатающих головок для струйной печати. Однако такие функциональные узлы могут обладать конструкцией, соответствующей желаемой функции. Например, можно специально приспособить функциональные узлы одного типа для записи грубых структур, а функциональные узлы другого типа для записи тонких структур. Отдельные функциональные узлы полежат индивидуальной настройке.
Функциональные узлы обычно располагаются над флексографским печатающим элементом таким образом, чтобы они могли выполнять нанесение изображения на записанном цифровым способом слое сверху в возможно более перпендикулярном направлении. Однако допустимыми являются и другие варианты компоновки, в соответствии с которыми функциональные узлы располагаются иным образом.
Кроме того, для нанесения изображения должна быть обеспечена возможность взаимного перемещения функциональных узлов и записываемого флексографского печатающего элемента относительно друг друга. С этой целью пластины и функциональные узлы, или те и другие обладают способностью перемещаться. Кроме того, перемещение того или иного функционального узла может осуществляться путем перемещения общего узла. Однако речь может идти, в частности, и о стационарном источнике лазерных лучей, которые отклоняются, например, посредством системы зеркал.
Пример рациональной компоновки функциональных узлов изображен на фиг.1. В данном случае вдоль рейки (3) расположены десять функциональных узлов. Под рейкой (3) в направлении "х" пропускают фоточувствительный флексографский печатающий элемент (1) с записываемым цифровым способом слоем. В качестве альтернативы флексографский печатающий элемент может находиться в фиксированном положении, в то время как рейку перемещают в направлении "х". Каждый из десяти функциональных узлов записывает соответствующую область (2) записываемого цифровым способом слоя, ширина которой составляет (у). Для такой записи функциональные узлы обладают способностью перемещаться взад и вперед, например, в направлении "у", при этом они включаются и выключаются в соответствии с желаемым изображением. Более целесообразным является перемещение не отдельных функциональных узлов, а всей рейки (3) взад и вперед в направлении "у". Разумеется, возможны и другие варианты перемещения. Кроме того, в состав узла (В) входит управляющий блок, предназначенный для синхронизации поступательного движения в направлении "х" с перемещением функциональных узлов. Вместе с тем, разумеется, можно использовать столько функциональных узлов, чтобы оказалась возможной запись изображения на всей поверхности флексографского печатающего элемента при фиксированном положении рейки.
Возможны и другие варианты компоновки функциональных узлов. Например, возможно последовательное расположение двух или более реек или рейки могут быть смещены относительно друг друга. Например, возможны варианты компоновки, описанные в немецких заявках на патент DE-A 10057061 и DE-A 3730844.
Тип используемых функциональных узлов зависит от типа записываемого цифровым способом слоя. Для записи флексографских печатающих элементов с непрозрачными ИК-аблятивными слоями используют инфракрасные лазеры. Речь предпочтительно идет о лазерах на полупроводниковом диоде, однако изобретение не ограничивается только такими устройствами. В этом случае удаляют ИК-аблятивный слой в тех местах, на которые падает лазерный луч, освобождая расположенный под ним фотополимеризуемый слой. Для предотвращения загрязнения устройства согласно изобретению продуктами деструкции записывающий узел в данном варианте осуществления способа целесообразно снабдить отсасывающим устройством.
Нанесение изображения способом струйной печати осуществляют в соответствии с обратным принципом. Записываемый цифровым способом слой является прозрачным, и не подлежащие отверждению участки покрывают непрозрачными чернилами. Под функциональными узлами в данном случае подразумевают печатающие головки струйного печатного устройства.
Записываемые цифровым способом термографические слои являются прозрачными и при воздействии тепла становятся непрозрачными. Функциональными узлами, пригодными для записи термографических слоев, являются, например, инфракрасные лазеры или головки для термографической печати.
Более целесообразной является модульная структура узла записи изображения (В), благодаря которой возможна легкая замена функциональных узлов в зависимости от желаемой техники записи.
Узел экспонирования (С) включает источники излучения, пригодные для отверждения желаемых участков фотополимеризуемого слоя. Пригодными, в частности, являются ультрафиолетовые лучи спектра А или смешанное ультрафиолетовое излучение спектра А и видимой части спектра. В качестве источников излучения могут использоваться, например, трубчатые лампы или надлежащим образом расположенные точечные источники света. Экспонирование обычно осуществляют в присутствии кислорода воздуха. Однако для экспонирования в атмосфере инертного газа в узел (С), при необходимости, может подаваться, например, аргон.
Узел вымывания (D) включает устройство для обработки экспонированного флексографского печатающего элемента вымывающим агентом, например, путем опрыскивания или окунания. Кроме того, узел вымывания обычно включает подвижные щетки или нетканые материалы для ускоренного удаления неотвержденного полимера. Наряду с этим узел вымывания обычно содержит устройство, пригодное для подачи свежего и удаления использованного вымывающего агента.
Узел сушки (Е) предназначен для сушки влажного флексографского печатающего элемента. Он может включать, например, обогреваемую камеру или сушильный канал. Подвод тепловой энергии можно осуществлять, например, посредством встроенных нагревательных элементов. Однако предпочтительно через узел сушки можно пропускать поток теплого сушильного газа. Указанные варианты обогрева, разумеется, можно комбинировать друг с другом. В качестве сушилки следует использовать сушилку с выбросом воздуха вовне, чтобы избежать концентрирования паров растворителя в газовой камере. Концентрация паров растворителя в газовой камере должна находиться ниже нижнего предела взрываемости. Поток сушильного газа предпочтительно можно замкнуть в циркуляционный контур, причем улетучивающийся из флексографской печатной формы вымывающий агент отделяют в предназначенном для этого устройстве, а обедненный поток сушильного газа возвращают в узел сушки. Растворитель можно отделять, например, путем конденсации при низких температурах или абсорбции на подходящих абсорберах.
Узел последующей обработки (F) абсолютно неизбежен далеко не во всех случаях, в связи с чем его используют лишь при необходимости. Однако такой узел всегда рекомендуется использовать для устранения поверхностной липкости полученной флексографской печатной формы. В состав узла последующей обработки входят надлежащие источники излучения, предназначенные для облучения флексографской печатной формы ультрафиолетовым светом спектра А и/или С.
Узел выгрузки (G) предназначен для извлечения готовых флексографских печатных форм. В наиболее простом варианте речь может идти об элементарном устройстве для ручного извлечения флексографских печатных форм. Например, их можно выкатывать из узла последующей обработки (F) на транспортерную ленту. Однако узел выгрузки (G) может быть также снабжен накопителем, пригодным для приема большого количества готовых флексографских печатных форм.
Узлы перемещения (Н) соединяют между собой узлы (A)-(G) и обеспечивают перемещение флексографских печатающих элементов и печатных форм от одного узла к следующему. При необходимости узлы перемещения могут быть также скомбинированы с узлами перемещения, предназначенными для перемещения флексографских печатающих элементов и печатных форм между узлами (B)-(F). Возможен вариант, согласно которому флексографские печатающие элементы и печатные формы перемещают через все устройство согласно изобретению при помощи единственного устройства для перемещения. Под устройством для перемещения может подразумеваться, например, транспортерная лента, на которую укладывают флексографский печатающий элемент и фиксируют его посредством надлежащих устройств, например штифтов.
В особенно предпочтительном варианте исполнения изобретения устройство для перемещения снабжено магнитными приспособлениями для крепления. Ими перемещают флексографский печатающий элемент, снабженный металлической подложкой из намагничивающегося материала. Например, возможно использование снабженной магнитами транспортерной ленты. Металлическую подложку фиксируют такими магнитами на транспортерной ленте и перемещают вместе с ней через устройство. Речь может идти как о постоянных магнитах, так и об электромагнитах.
Разумеется, возможно использование узлов перемещения и в другом конструктивном исполнении. Флексографские печатающие элементы и печатные формы можно перемещать из одного узла в другой, например, посредством манипуляторов.
Приспособления для перемещения в случае необходимости могут быть дополнительно снабжены шлюзами или подобным устройствами, предназначенными для разобщения отдельных узлов и уменьшения их нежелательного взаимного воздействия. Конструкция таких устройств определяется типом соответствующих узлов, подлежащих разобщению. В частности, разделяющий узел всегда рекомендуется монтировать между узлом вымывания и сушилкой.
Флексографские печатающие элементы и печатные формы перемещают посредством узлов перемещения в плоском состоянии.
При необходимости устройство согласно изобретению может быть снабжено дополнительными функциональными узлами. Если на записываемом цифровым способом слое фотополимеризуемого флексографского печатающего элемента, используемого в качестве исходного материала, находится защитная пленка, то устройство согласно изобретению дополнительно может включать узел (А'), посредством которого автоматически удаляют защитный слой. Кроме того, может быть предусмотрен узел предварительного экспонирования (А"), на котором осуществляют экспонирование всего фотополимеризуемого слоя посредством ультрафиолетового света спектра А еще перед цифровой записью изображения.
Устройство согласно изобретению можно использовать для получения флексографских печатных форм исходя из обычных, записываемых цифровым способом фотополимеризуемых флексографских печатающих элементов, состоящих, по меньшей мере, из подложки, фотополимеризуемого слоя и записываемого цифровым способом слоя. Применение не ограничивается конкретными типами флексографских печатающих элементов. Например, возможна обработка толстых флексографских печатных форм толщиной от 2 до 4 мм.
Устройство согласно изобретению еще более предпочтительно используют в способе согласно изобретению для получения газетных флексографских печатных форм.
В качестве исходного материала в способе согласно изобретению предпочтительно используют фотополимеризуемый флексографский печатающий элемент, состоящий из наносимых друг на друга, по меньшей мере, одной гибкой металлической подложки, одного фотополимеризуемого слоя и одного записываемого цифровым способом слоя.
В качестве гибкой металлической подложки используют главным образом тонкий листовой металл или металлическую фольгу из стали, предпочтительно из нержавеющей стали, намагничивающейся пружинной стали, алюминия, цинка, магния, никеля, хрома или меди, причем указанные металлы могут быть легированы. В контексте настоящего изобретения термином "гибкие" обозначают настолько тонкие подложки, что они могут огибать печатный цилиндр. Однако, с другой стороны, подложки должны иметь стабильные размеры и такую толщину, чтобы при изготовлении флексографского печатающего элемента или монтаже готовой печатной формы они не перегибались на печатном цилиндре. Кроме того, возможно использование комбинированных металлических подложек, например стальных листов, облицованных оловом, цинком, хромом, алюминием, никелем или комбинациями разных металлов, а также металлических подложек, получаемых путем наслаивания листовых металлов одинакового или разного типа. Кроме того, возможно использование предварительно обработанного листового металла, например фосфатированной или хромированной листовой стали или анодированного листового алюминия. Листовой металл или фольгу перед использованием, как правило, подвергают обезжириванию. Предпочтительно используют подложки из стали или алюминия, причем особенно предпочтительной является пружинная сталь.
Толщина указанных гибких металлических подложек обычно составляет от 0,025 до 0,4 мм и наряду с желаемой степенью гибкости определяется видом используемого металла. Толщина подложек из стали обычно составляет от 0,025 до 0,25 мм, в частности от 0,14 до 0,24 мм. Толщина подложек из алюминия обычно составляет от 0,25 до 0,4 мм.
Наряду с этим, разумеется, возможно использование флексографских печатающих элементов с подложкой из полимерного материала, например полиэтилентерефталата.
Гибкая металлическая подложка снабжена нанесенным на ее поверхность адгезионным слоем. Адгезионный слой обеспечивает сильное сцепление гибкой металлической подложки с наносимым на нее позже фотополимеризуемым слоем, благодаря чему печатающие элементы, полученные путем экспонирования фотополимеризуемого слоя в соответствии с изображением, не отрываются, не отслаиваются и не отламываются ни при получении формы, ни в процессе печати.
В принципе можно использовать любые адгезионные слои при условии, что они обеспечивают достаточно эффективное сцепление. Особенно предпочтительным является адгезионный слой, состоящий из УФ-абсорбера. УФ-абсорбер препятствует проникновению рассеянного металлической подложкой ультрафиолетового света в рельефный слой. При известных условиях такое рассеяние может способствовать сокращению интервала экспонирования и ухудшению качества возможного разрешения. Адгезионные слои, особенно пригодные для осуществления настоящего изобретения, описаны, например, в немецкой заявке на патент DE-A 10040929.
Кроме того, используемый в качестве исходного материала флексографский печатающий элемент содержит фотополимеризуемый слой, который, в свою очередь, содержит по меньшей мере одно эластомерное связующее, мономеры с этиленовой ненасыщенностью, а также фотоинициатор или систему фотоинициаторов. При необходимости наряду с указанными могут содержаться и другие компоненты, например пластификаторы или вспомогательные добавки.
Под фотополимеризуемым слоем могут подразумеваться также несколько расположенных один поверх другого фотополимеризуемых слоев, обладающих одинаковым, примерно одинаковым или разным составом. Преимущество многослойной структуры состоит в возможности изменения свойств поверхности печатной формы, например цветопередачи, при отсутствии воздействия на типичные для флексографской печати свойства печатной формы, например твердость или эластичность. Для обеспечения оптимальных результатов печати возможно также независимое друг от друга варьирование свойств поверхности и отдельных слоев.
Под связующими подразумевают как эластомерные, так и термопластичные эластомерные связующие, которые обычно используют для получения флексографских печатающих элементов. Соответствующими примерами являются известные блок-сополимеры типа стирол/изопрен или стирол/бутадиен. Другими примерами являются эластомеры типа этилен/пропилен/диен или эластомеры на основе акрилатов или акрилатных сополимеров. Специалист осуществляет надлежащий выбор из принципиально пригодных эластомеров в зависимости от желаемых свойств слоя. Количество эластомерного связующего в рельефном слое по отношению к количеству всех компонентов этого слоя, как правило, составляет от 40 до 90 мас.%. Предпочтительно оно составляет от 40 до 85 мас.%, особенно предпочтительно от 40 до 75 мас.%.
Кроме того, фотополимеризуемый слой содержит известным способом полимеризуемые соединения, а именно мономеры. Мономеры должны обладать совместимостью со связующими или должны содержать, по меньшей мере, одну способную к полимеризации этиленовую ненасыщенность. Примерами пригодных мономеров являются (мет)акрилаты, в частности бутил(мет)акрилат, 2-этилгексил(мет)акрилат, лаурил(мет)акрилат, 1,4-бутандиолди(мет)акрилат или 1,6-гександиолди(мет)акрилат. Количество мономеров в фотополимеризуемом слое по отношению к количеству всех компонентов этого слоя, как правило, составляет от 4,9 до 30 мас.%, предпочтительно от 4,9 до 20 мас.%.
Кроме того, фотополимеризуемый слой содержит фотоинициатор или систему фотоинициаторов в принципе известного типа. Пригодными фотоинициаторами являются, например, бензоин или производные бензоина, в частности метилбензоин или простые эфиры бензоина. Количество фотоинициатора в рельефном слое по отношению к количеству всех компонентов этого слоя, как правило, составляет от 0,1 до 5 мас.%.
Фотополимерный слой, при необходимости, может содержать другие компоненты, например ингибиторы термически инициируемой полимеризации, пластификаторы, красители, пигменты, фотохромные добавки, антиоксиданты, дополнительные связующие для тонкой настройки свойств или экструзионные добавки. Однако количество таких компонентов, как правило, не должно превышать 10 мас.%.
В соответствии с предпочтительным вариантом способа согласно изобретению в качестве исходного материала используют записываемый цифровым способом флексографский печатающий элемент, в фотополимеризуемом слое которого в качестве эластомерного связующего используют блок-сополимер стирола и бутадиена, содержащий от 20 до 50 мас.%, предпочтительно от 25 до 45 мас.% и особенно предпочтительно от 25 до 35 мас.% стирола. Блок-сополимер типа стирол-бутадиен-стирол обладает твердостью по Шору А, определяемой согласно ISO 868, в интервале от 50 до 80. Твердость сополимера по Шору А предпочтительно составляет от 55 до 75 и особенно предпочтительно от 60 до 75. Кроме того, блок-сополимер должен обладать среднемассовой молекулярной массой (Mw) от 80000 до 150000 г/моль. Молекулярная масса предпочтительно составляет от 90000 до 140000 г/моль, особенно предпочтительно от 100000 до 130000 г/моль. Пригодные блок-сополимеры типа стирол-бутадиен-стирол могут быть приобретены, например, под торговым наименованием Kraton®.
В предпочтительном варианте способа согласно изобретению связующее используют в сочетании с пригодным пластификатором. Кроме того, возможно использование смесей разных пластификаторов. Примерами пригодных пластификаторов являются парафиновые минеральные масла, сложные эфиры дикарбоновых кислот, в частности диоктиладипат или диоктиловый эфир терефталевой кислоты; нафтеновые пластификаторы или полибутадиены с молекулярной массой от 500 до 5000 г/моль. Количество пластификатора в фотополимерном слое по отношению к количеству всех компонентов этого слоя обычно составляет от 5 до 50 мас.%. Точное количество пластификатора специалист выбирает в зависимости от используемого связующего и желаемой твердости печатной формы. Предпочтительно используют от 10 до 40 мас.%, особенно предпочтительно от 20 до 35 мас.% пластификатора.
Под записываемым цифровым способом слоем предпочтительно подразумевают слой, выбранный из группы ИК-аблятивных слоев и слоев, получаемых способом струйной печати или термографии.
ИК-аблятивные слои или маски являются непрозрачными для длин волн актинического света и обычно содержат, по меньшей мере, одно связующее и один ИК-абсорбер, например сажу. Сажа обеспечивает непрозрачность слоя. На ИК-аблятивном слое посредством инфракрасного лазера можно записать маску, то есть разрушить и удалить слой в подвергнутых воздействию лазерного луча точках. Через полученную маску можно пропускать лучи актинического света в соответствии с записываемым изображением. Примеры записи флексографских печатающих элементов с ИК-аблятивными масками описаны в европейских патентах ЕР-А 654150 и ЕР-А 1069475.
При использовании способа струйной печати наносят записываемый соответствующими чернилами, например, выполненный из желатины слой. Изображение записывают посредством струйных принтеров. Соответствующие примеры приведены в европейской заявке на патент ЕР-А 1072953.
Под термографическими слоями подразумевают слои, содержащие вещества, которые под действием нагрева приобретают черную окраску. Такие слои включают, например, связующее и органическое вещество и могут быть использованы для записи изображения посредством принтера с термопечатающей головкой или ИК-лазера. Соответствующие примеры приведены в европейской заявке на патент ЕР-А 1070989.
Используемый в качестве исходного материала флексографский печатающий элемент может быть получен, например, путем растворения, соответственно, компонентов фотополимеризуемого слоя, записываемого цифровым способом слоя, а также при необходимости используемого адгезионного слоя в пригодном растворителе и последовательного ступенчатого нанесения на металлическую подложку. В заключение, при необходимости, может быть нанесена защитная пленка, например, полиэтиленте-рефталата. Как альтернатива возможно осуществляемое в обратной последовательности наливание слоев на защитную пленку и в качестве заключительной операции каширование полученной системы металлической подложкой. Пригодный способ описан, например, в немецкой заявке на патент DE-A 10040929.
Предпочтительная общая толщина флексографского печатающего элемента, состоящего из металлической подложки, адгезионного слоя, фоточувствительного слоя и слоя, записываемого цифровым способом (без при необходимости используемой защитной пленки), предпочтительно составляет от 400 до 1000 мкм, особенно предпочтительно от 400 до 800 мкм и еще более предпочтительно от 450 до 750 мкм.
Для осуществления способа согласно изобретению сначала на стадии (а) в приемный узел (А) вводят исходный материал, например, путем укладки на транспортерную ленту или комплектования накопителя. Если исходный материал снабжен защитной пленкой, то в случае отсутствия в приемном узле устройства для автоматического снятия такой пленки, она подлежит предварительному удалению.
В соответствии с особенно предпочтительным вариантом осуществления способа согласно изобретению перед реализацией стадии (b) выполняют дополнительную операцию, состоящую в предварительном облучении всей поверхности исходного материала актиническим светом. При этом световую энергию ограничивают таким образом, чтобы фотополимеризуемый слой сохранял растворимость в проявителе и после предварительного облучения, то есть слой нельзя подвергать существенному структурированию. Для предварительного облучения в общем случае достаточно нескольких секунд. Указанная операция, разумеется, возможна только для флексографских печатающих элементов с прозрачными масками, то есть масками, полученными струйной печатью или термографией. Флексографские печатающие элементы с непрозрачным записываемым цифровым способом слоем, разумеется, не могут быть подвержены предварительному облучению.
На технологической стадии (b) в узле записи (В), используя надлежащую технику, осуществляют запись изображения цифровым способом. Содержащуюся в изображении информацию получают непосредственно с блока управления.
На технологической стадии (с) флексографский печатающий элемент с записанным слоем подвергают экспонированию в узле (С) путем пропускания через созданную ранее маску актинического, то есть химически эффективного, света. Для этого предпочтительно используют смешанное ультрафиолетовое излучение спектра А и видимой части спектра или ультрафиолетовые лучи спектра А. В зависимости от типа флексографского печатающего элемента возможно использование и других источников излучения. При этом фотополимеризуемый слой на прозрачных участках маски полимеризуется, а закрытые участки маски остаются неструктурированными.
На технологической стадии (d) записанный в соответствии с изображением и экспонированный флексографский печатающий элемент проявляют посредством пригодного растворителя или смеси растворителей. При этом неэкспонированные, то есть закрытые маской, участки рельефного слоя удаляют, в то время как экспонированные, то есть структурированные, участки сохраняются. Кроме того, удаляют остатки записываемого цифровым способом слоя.
Пригодный растворитель или смесь растворителей зависит от типа соответствующего флексографского печатающего элемента. Если печатающий элемент содержит фотополимеризуемый слой, формируемый в водной среде, то в качестве растворителя можно использовать воду или преимущественно водные растворители. Для формируемого в органической среде флексографского печатающего элемента пригодны, в частности, известные средства для вымывания флексографских печатных форм, обычно представляющие собой смеси различных органических растворителей, которые проявляют надлежащий эффект при совместном действии. Их примерами могут служить проявители, состоящие из нафтеновых или ароматических нефтяных фракций в смеси со спиртами, например бензиловым спиртом или циклогексанолом, а также, при необходимости, другими компонентами, в частности алициклическими или терпеновыми углеводородами, замещенными бензолами, например диизопропилбензолом, или дипропиленгликольдиметиловым эфиром. Пригодные средства для вымывания описаны, например, в европейских заявках на патент ЕР-А 332070 или ЕР-А 433374.
Стадию проявления обычно осуществляют при температуре ниже 30°С. В соответствии с предпочтительным вариантом осуществления изобретения стадию проявления в связи с более высокой скоростью вымывания реализуют при более высоких температурах. Для обеспечения безопасности и снижения затрат на оборудование для вымывания при использовании органических растворителей в качестве средства вымывания рабочая температура должна быть на 5-15°С ниже точки их воспламенения.
Сушку флексографских печатных форм на технологической стадии (е) предпочтительно осуществляют при температуре от 105 до 160°С, особенно предпочтительно от 120 до 150°С.
Если устройство согласно изобретению снабжено узлом последующей обработки (F), то полученные флексографские печатные формы с целью устранения липкости могут быть подвергнуты дополнительному воздействию УФ-света спектра А и/или С на технологической стадии (f). Такую операцию, как правило, рекомендуют для выполнения. Если предусмотрено облучение светом с разной длиной волн, оно может быть реализовано одновременно или последовательно. В заключение готовую флексографскую печатную форму выгружают посредством соответствующего устройства (G).
Флексографские печатающий элемент и печатную форму транспортируют между отдельными технологическими стадиями от одного узла к следующему посредством соответствующих узлов перемещения (Н). Флексографские печатающий элемент и печатная форма не должны подвергаться изгибу ни на одной из технологических стадий, то есть при осуществлении любых операций они пребывают в плоском состоянии.
Способ согласно изобретению допускает возможность быстрой переработки флексографских печатающих элементов в готовые газетные флексографские печатные формы. Длительность получения описанных выше газетных печатных форм, как правило, может быть значительно меньше 30 минут.
Изобретение относится к производству печатных форм. Изобретение включает нанесение цифровых оптических изображений, а также осуществляемую в узле записи запись записываемого цифровым способом слоя в соответствии с изображением с целью создания маски на флексографском печатающем элементе и осуществляемое в узле экспонирования экспонирование флексографского печатающего элемента путем пропускания актинического света через созданную маску. Изобретение обеспечивает переработку флексографских печатающих элементов и печатных форм в плоском состоянии. Технический результат - ускорение переработки печатных форм без их изгиба. 3 н. и 12 з.п. ф-лы, 1 ил.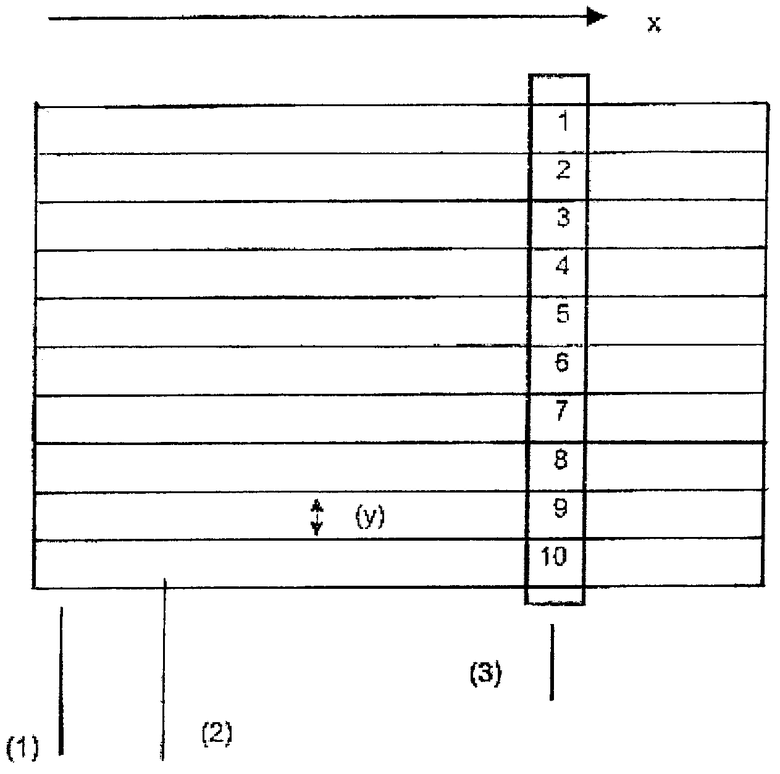
(A) один узел приема записываемых цифровым способом фотополимеризуемых флексографских печатающих элементов с толщиной от 0,4 до 1 мм,
(B) один узел цифровой записи флексографского печатающего элемента, состоящий, по меньшей мере, из двух однотипных функциональных узлов, выбранных из группы ИК-лазеров, струйных печатающих головок или головок для термографической печати,
(C) один узел экспонирования,
(D) один узел вымывания,
(Е) один узел сушки,
(F) при необходимости, один узел последующей обработки,
(G) один узел выгрузки полученных флексографских печатных форм, а также
(H) узлы перемещения флексографских печатающих элементов и печатных форм, соединяющие между собой узлы (A)-(G),
причем узлы (А)-(Н) сконструированы таким образом, чтобы перерабатывать флексографские печатающие элементы и печатные формы в плоском состоянии.
| US 6016188 А, 18.01.2000 | |||
| ЕР 0762723 A1, 12.03.1997 | |||
| DE 10057061 C1, 23.05.2002 | |||
| СИСТЕМА ДЛЯ ПЕРЕНОСА ПРЕОБРАЗОВАННЫХ В ЦИФРОВУЮ ФОРМУ ИЗОБРАЖЕНИЙ НА ЧУВСТВИТЕЛЬНУЮ ОСНОВУ | 1996 |
|
RU2178907C2 |

