Область техники
Настоящее изобретение относится к листовому материалу для упаковывания пищевых продуктов.
Предшествующий уровень техники
Известны материалы для упаковывания льющихся пищевых продуктов, как например фруктового сока, вина, томатного соуса, пастеризованного молока или молока длительного хранения (молока ультравысокотемпературной обработки (УВТО)).
Упаковки формируются из непрерывного полотна упаковочного материала. Согласно одному известному способу полотно запечатывают в продольном направлении для образования непрерывной трубы.
Упаковочный материал имеет многослойную структуру, состоящую из слоя бумажного материала, покрытого с обеих сторон слоями термосвариваемого материала, например, полиэтилена, а в случае асептических упаковок для продуктов длительного хранения, как например молока УВТО, также содержит слой барьерного материала, которым является, например, алюминиевая фольга и который наложен на слой термосвариваемой пластмассы и, в свою очередь, покрыт другим слоем термосвариваемой пластмассы, в конце концов, образующим внутреннюю поверхности упаковки, соприкасающуюся с пищевым продуктом.
Для изготовления асептических упаковок полотно упаковочного материала сматывают с рулона и подают через асептическую камеру, в которой его стерилизуют, например, посредством нанесения стерилизующего вещества, как например перекиси водорода, которую затем испаряют, нагревая и/или подвергая упаковочный материал облучению с соответствующей длиной волны и интенсивностью.
Затем стерилизованное полотно свертывают в цилиндр и запечатывают в продольном направлении для образования известным способом непрерывной, вертикальной, продольно запечатанной трубы. Иначе говоря, труба из упаковочного материала образует продолжение асептической камеры и непрерывно наполняется льющимся пищевым продуктом и затем подается к устройству для формования и запечатывания отдельных упаковок, на котором парами зажимов поперечно зажимают и запечатывают трубу для формования пакетов в виде подушек.
Затем пакеты в виде подушек разделяют, разрезая участок запечатывания между пакетами, и подают в пункт окончательного формования, где их механически складывают для придания формы готовых упаковок.
В процессе изготовления упаковочного материала различные операции выполняют, используя в качестве указателя метку или метки, напечатанные на материала на первой стадии печатания.
Метка или метки включают в себя напечатанный код, который обычно используют также на формовочной машине для контроля подачи материала через различные производственные пункты. Конкретнее, как известно, так называемое устройство «для коррекции декоративного оформления» действует на формуемые упаковки для различной «тяги» материала в направлении подачи и обеспечения выполнения механических операций формования в соответствии с декоративным оформлением на упаковках.
На известных упаковочных машинах до продольного запечатывания полотна для образования трубы обычно необходимо также контролировать поперечное положение полотна, например, для выполнения вспомогательных операций, как например разрезания и нанесения съемных этикеток или устройств для открывания.
Кроме того, необходимо контролировать угловое положение трубы на устройстве для запечатывания, которое при использовании этого устройства может изменяться относительно заданного положения вследствие того, что боковые края ленты не являются совершенно прямыми, а также из-за воздействий, вызываемых последовательным ударением пар зажимов о трубку и изменениями в натяжении полотна.
Так как это может отрицательно повлиять на качество продольных и поперечных швов и на точность, с которой формуются упаковки, известные машины снабжены устройствами для регулирования вручную углового положения трубы. Однако такие устройства отнимают сравнительно много времени и могут потребовать остановки машины, сопровождаемой потерей продукции. Кроме того, предложены системы для автоматического регулирования углового положения трубки из упаковочного материала, но они предусматривают использование специальных датчиков для определения положения наложенных друг на друга слоев материала в продольном шве.
Описание изобретения
Технической задачей настоящего изобретения является создание листового упаковочного материала для изготовления упаковок с пищевыми продуктами, который содержит зрительно обнаруживаемые метки для определения положения материала на машине как в направлении подачи, так и в поперечном направлении.
Согласно настоящему изобретению предлагается листовой материал для изготовления упаковок с пищевыми продуктами, который содержит ряд линий сгиба и непрерывный ряд зрительно обнаруживаемых меток и отличается тем, что каждая метка содержит, по меньшей мере, два параллельных отрезка, перпендикулярных направлению подачи указанного материала, и наклонный отрезок, расположенный между параллельными отрезками.
Согласно изобретению при подаче материала через машину метки могут быть обнаружены одним или большим числом оптических датчиков для контроля положения ленты на соответствующем производственном участке, которые соединены с устройством обработки сигналов и контроля для управления устройствами, регулирующими положение ленты. Наклонный отрезок вместе с двумя отрезками, поперечными направлению подачи, показывают поперечное положение материала и могут быть использованы для автоматической коррекции как поперечного положения плоской ленты, так и углового положения трубы.
Другой проблемой, обычно связанной с известными упаковочными материалами, является следующая проблема.
Упаковку формуют, сгибая упаковочный материал по линиям сгиба, «выдавленным» в материале. Хотя формование упаковок должно проводиться в соответствии с линиями сгиба, подачу упаковочного материала в формовочную машину обычно контролируют по меткам, напечатанным на материале.
Причина этого заключается в том, что обычное непосредственное оптическое обнаружение линий сгиба по-прежнему создает проблемы, для которых еще не найдено удовлетворительного решения.
Образование линий сгиба и печатание осуществляют на разных стадиях процесса изготовления материала, так что неизбежны допуски на точное совпадение размеров между этими двумя операциями. Следовательно, использование напечатанных меток в качестве указателей положения для операций, которые должны проводиться в соответствии с линиями сгиба, неизбежно приводит к ошибкам.
Согласно предпочтительному варианту осуществления изобретения оптически обнаруживаемые метки образованы линиями сгиба, выполненными прессованием и имеющими углубленный профиль на первой поверхности материала и невыпуклый профиль на второй поверхности материала.
По сравнению с известными способами образования линий сгиба прессование обеспечивает получение намного более четких линий прессования, которые являются оптически обнаруживаемыми и, следовательно, могут быть использованы в качестве меток.
Согласно предпочтительному варианту осуществления изобретения материал, кроме того, содержит декоративное оформление с областью печати, которая, по меньшей мере, частично захватывает одну или большее число образованных прессованием линий сгиба, так что линии сгиба в области печати образуют оптически обнаруживаемые, «негативно-напечатанные» метки.
При использовании любого известного способа печатания упаковочный материал сдавливают между печатным цилиндром и противоцилиндром. В случае использования обычного способа образования линий сгиба выпуклый профиль линии сгиба со стороны противоцилиндра создает нажим, приводящий к случайному, нежелательному контакту между упаковочным материалом и печатным цилиндром на вогнутой стороне линии сгиба, в результате чего линии сгиба имеют нечеткие профили, которые по существу являются оптически необнаруживаемыми.
С другой стороны, при образовании линий сгиба прессованием создается плоский или слегка вогнутый профиль линии сгиба на поверхности упаковочного материала, соприкасающейся с противоцилиндром, что, таким образом, исключает создание нажима, и углубленная противоположная сторона линии сгиба определенно является свободной от типографской краски, в результате чего получают сильно контрастную метку, отлично обнаруживаемую оптическим датчиком.
Краткое описание чертежей
Ряд неограничивающих вариантов осуществления изобретения будет описан в качестве примера со ссылкой на сопровождающие чертежи, на которых:
фиг.1 - схематический вид машины для изготовления асептических упаковок из полотна листового материала согласно настоящему изобретению,
фиг.2 - часть листового упаковочного материала согласно настоящему изобретению,
фиг.3 и 4 - схематический вид соответствующих стадий способа изготовления материала с фиг.2,
фиг.5 - часть упаковочного материала согласно другому варианту осуществления изобретения.
Наилучший вариант осуществления изобретения
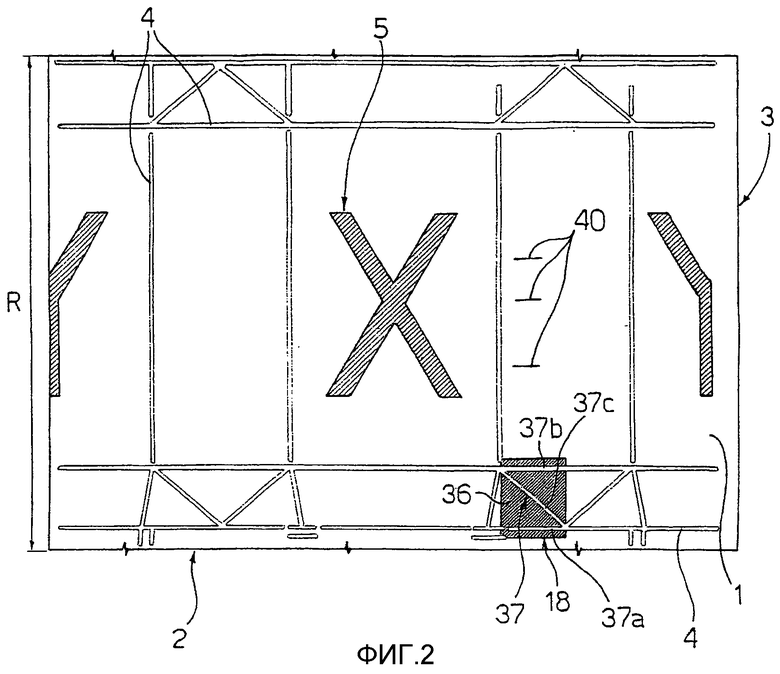
На фиг.2 позицией 1 обозначена часть листового упаковочного материала 2, подаваемого в виде непрерывного полотна 3.
Полотно 3 материала 2 содержит ряд линий сгиба 4 и напечатанное декоративное оформление 5, которые повторяются с интервалами R, равными длине материала, необходимой для изготовления одной упаковки.
Полотно 3 может быть использовано на машине 6 для изготовления асептических упаковок, которая схематически показана на фиг.1 и на которой полотно 3 сматывают с рулона 7 и подают через асептическую камеру (не показана), где его стерилизуют, и через устройство 8, посредством которого полотно сгибают в продольном направлении и запечатывают для образования известным способом непрерывной вертикальной трубы 9.
Трубу 9 из упаковочного материала непрерывно наполняют льющимся пищевым продуктом посредством известного наполнительного устройства 10 и затем подают к пункту 14 формования и поперечного запечатывания, где ее зажимают между парами зажимов (не показаны), которые поперечно запечатывают трубу для образования пакетов 15 в форме подушек.
Затем пакеты 15 в форме подушек разделяют, разрезая участок запечатывания между пакетами, и подают на пункт окончательного формования 16, где их механически складывают для придания формы готовых пакетов 17.
Пакеты формуют, сгибая материал по линиям сгиба 4 и контролируя подачу материала посредством оптического датчика 16 для «считывания» меток 18, расположенных на материале с интервалами R.
Согласно настоящему изобретению каждая метка 18 содержит ломаную, по существу Z-образную линию отметки 37, образованную первым и вторым отрезками 37а, 37b, параллельными друг другу и перпендикулярными направлению подачи полотна 3 в машине 6, и отрезком 37с, наклоненным относительно отрезков 37а, 37b.
Следовательно, при подаче полотна 3 через машину 6 метка 18 может быть обнаружена одним или большим числом оптических датчиков 16, которые контролируют положение полотна 3 на соответствующем производственном участке и соединены с устройством обработки сигналов и контроля 41 для управления известными устройствами (не показаны), регулирующими положение полотна 3.
Используя Z-образную линию отметки 37, можно контролировать положение полотна 3 как в направлении подачи, так и в поперечном направлении, например, для коррекции поперечного положения еще плоского полотна при выполнении вспомогательных операций, как например разрезания и нанесения съемных этикеток и устройств для открывания или для коррекции углового положения трубы 9.
Кроме того, возможен контроль за поперечным выравниванием во время процесса нанесения липкой полоски на один край полотна для продольного запечатывания полотна и образования трубы, а также контроль за выравниванием наложенных один на другой краев полотна в случае сращивания полотен.
Оптический датчик 16 фактически успешно обнаруживает первый отрезок 37а, наклонный отрезок 37с и второй отрезок 37b линии; устройство контроля 41 вычисляет первое время Т1 между моментами обнаружения первого отрезка 37а и наклонного отрезка 37с и второе время Т2 между моментами обнаружения наклонного отрезка 37с и второго отрезка 37b; и на основе отношения Т1 и Т2 может быть вычислена и исправлена ошибка в поперечном положении полотна 3. Конкретнее, если датчик 16 расположен в средней плоскости меток 18, то при правильном или стандартном положении полотна 3 правильное поперечное положение полотна соответствует отношению Т1/Т2, равному 1. Если это отношение меньше или больше, чем 1, то полотно может быть известным способом поперечно передвинуто в соответствующем направлении для уменьшения ошибки в положении.
Подобным же образом ошибку в поперечном положении полотна 3 можно вычислить по отношению между Т1 или Т2 и суммарным временем Т1+Т2. В этом случае величина 0,5 обозначает центр, в то время как другие величины обозначают поперечные смещения.
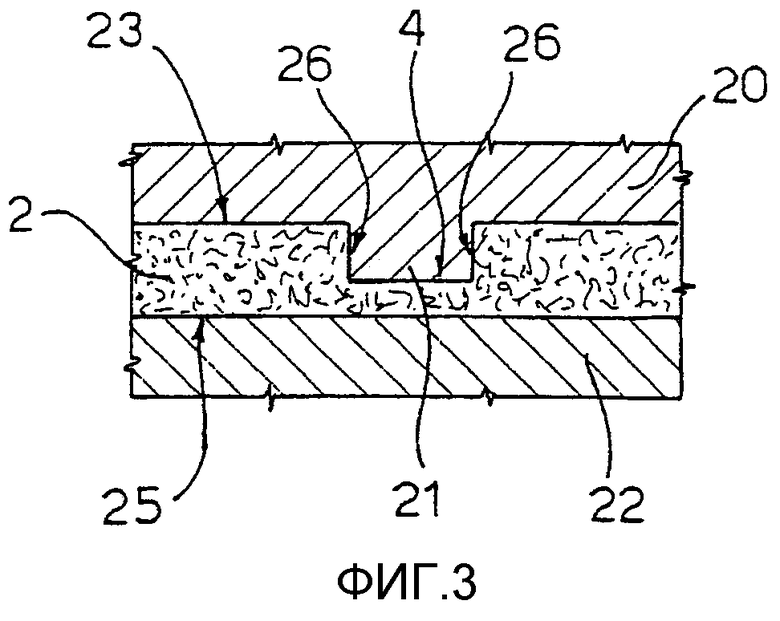
Линии сгиба 4 желательно выполнять в виде линий прессования, образованных посредством процесса образования линий сгиба прессованием (фиг.3).
Конкретнее, материал 2 прессуют между формовочным валиком 20, профиль которого частично показан в плане на фиг.3 и который имеет ряд выступов 21, соответствующих линиям прессования 4, и гладким опорным валиком 22, т.е. не имеющим никаких углублений, соответствующих выступам 21. Желательно, чтобы валик 20 воздействовал на поверхность 23 материала, которая образует наружную поверхность упаковки, т.е. на которой печатают декоративное оформление 5, а валик 22 - на противоположную поверхность 25.
Высота выступов 21 составляет от 50% до 90% и предпочтительно около 80% толщины материала 2. Во время прессования толщина материала уменьшается на аналогичную процентную величину, после чего материал частично восстанавливается, но сохраняет остаточную деформацию прессования. Остаточная глубина линий прессования составляет от 30% до 60% толщины материала 2 и равна около 50% толщины, когда во время образования линий сгиба создается деформация приблизительно в 80%.
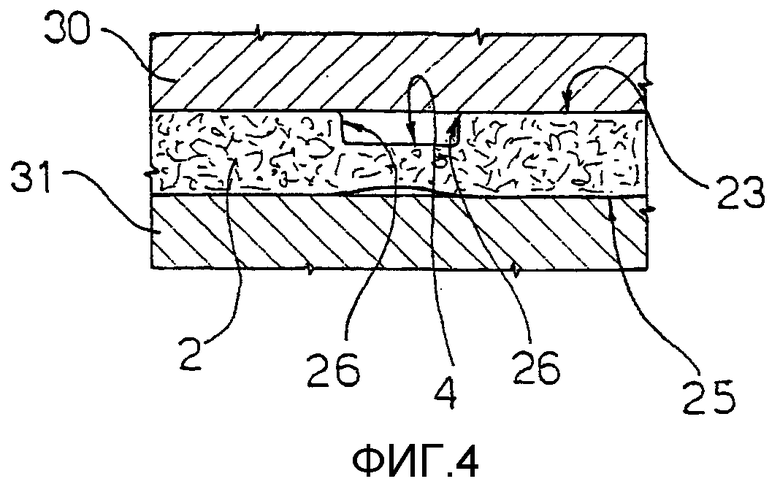
Как ясно показано на фиг.4, линии прессования 4 на поверхности 23 материала имеют углубленный профиль, ограниченный по бокам стенками 26, а на противоположной поверхности 25 по существу плоский или слегка вогнутый профиль.
Кроме того, на фиг.4 схематически показаны в плане профили печатного валика 30 и противовалика 31, соответственно соприкасающиеся с поверхностями 23 и 25 материала 2 у линии прессования 4.
Как ясно показано на фиг.4, по существу плоский или слегка вогнутый профиль линии прессования 4 на стороне, обращенной к противовалику 31, исключает нажим на материал 2, который может привести к соприкосновению более тонкой части материала с печатным валиком 30.
Следовательно, печатный валик 30 соприкасается только с поверхностью материала 2 снаружи линии прессования 4, которая, таким образом, выглядит на материале как «негативно-напечатанная» линия.
В предпочтительном варианте осуществления настоящего изобретения эта особенность образования линий сгиба прессованием может быть использована для получения меток 18, совершенно соответствующих линиям прессования 4. Например, как показано на фиг.2, метка 18 может быть образована прямоугольным участком 36, напечатанным на части материала 2, в конце концов образующей дно готовой упаковки 17. Участок 36 заключает в себе часть линий прессования 4, в частности, Z-образную линию 37, образованную отрезками 37а, 37b, 37с линий прессования 4, так чтобы создавать метку 18 с линией 37 и в контрасте с ней.
Таким образом, Z-образная линия 37 является «негативно-напечатанной» на участке 36, образующим часть декоративного оформления 5.
Материал 2 (фиг.2) с пользой снабжен оптически обнаруживаемыми знаками 40 для их считывания оптическим датчиком 16 для того, чтобы нельзя было «спутать» метку 18 (которая дает три переменно разнесенных отсчета) с другими знаками, образованными декоративным оформлением 5, линиями 4 или их сочетаниями.
Знаки 40, которые могут быть напечатаны или выдавлены, могут быть образованы штрих-кодом или двумя или большим числом линий, перпендикулярных к направлению подачи и расположенных на заранее установленном расстоянии друг от друга. Штрих-код может быть расположен в любом удобном месте на ленте.
Устройство 41 для обработки сигналов может быть запрограммировано на открывание считывающего окна (выполненного с такими размерами, чтобы полностью считывать метку 18) только после заранее установленного интервала времени и/или расстояния с того времени, как считана известная последовательность знаков 40 с заданным шагом между ними.
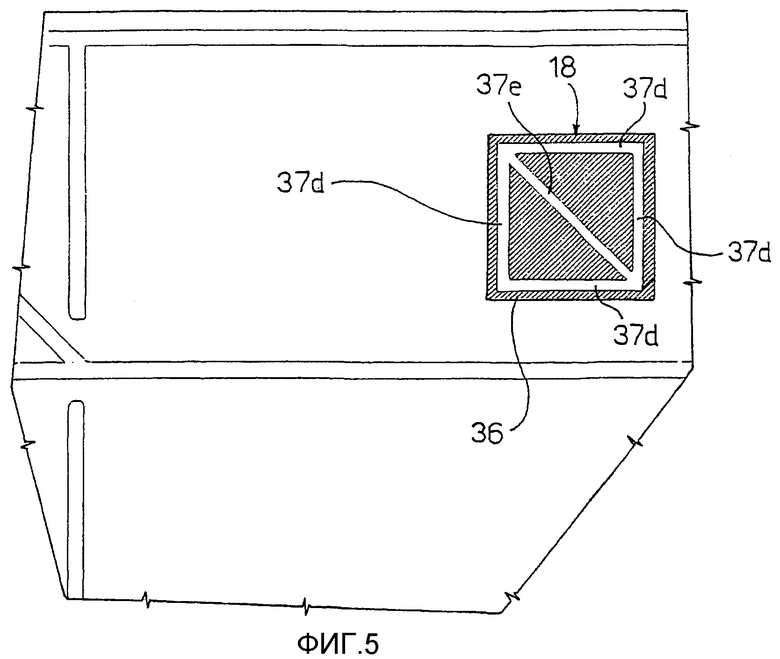
В варианте на фиг.5 метка 18 образована линиями прессования 4, выполненными лишь с этой целью, т.е. не играющими никакой роли в формовании упаковки, и с пользой представляет собой квадратный напечатанный участок 36, который содержит четыре линии прессования 37d, образующими квадрат, и линию прессования 37е по диагонали квадрата.
Таким образом, метку можно «считывать» точно таким же самым способом, как Z-образную линию 37, но, будучи квадратной, она может быть считана в двух перпендикулярных направлениях подачи материала Х, У относительно оптического датчика 16.
Например, может оказаться полезным применение метки 18 в качестве базы отсчета на устройстве по нанесению устройств для открывания на готовые упаковки 17, в котором упаковки подаются вперед при их разной ориентации.
Ясно, что могут быть сделаны изменения в вышеописанном материале, при этом, однако, не выходя за пределы, определенные в сопровождающей формуле изобретения.
В частности, если контраст, получаемый вследствие образования линий сгиба прессованием, является достаточным, то напечатанный участок 36 может отсутствовать и линии сгиба считываются непосредственно.
Кроме того, в противоположность образованию линий сгиба прессованием материал может быть снабжен метками Z-образной формы или в форме квадрата с диагональю, позитивно или негативно напечатанными обычным способом.
Листовой материал для изготовления упаковок пищевых продуктов имеет непрерывный ряд из оптически обнаруживаемых меток; каждая метка имеет первый и второй отрезки, параллельные друг другу и перпендикулярные к направлению подачи материала, и наклонный отрезок, расположенный между параллельными отрезками так, чтобы образовывать ломаную, по существу Z-образную линию, которая может быть использована для определения положения материала как в направлении подачи, так и в перпендикулярном направлении. Техническим результатом изобретения является увеличение качества и скорости изготовления упаковок пищевых продуктов. 2 н. и 13 з.п. ф-лы, 5 ил.
| ЕР 0761546 A1, 12.03.1997 | |||
| US 3028064 А, 03.04.1962 | |||
| RU 97117602 А, 10.02.2000 | |||
| Устройство для распознавания прямого края объекта | 1980 |
|
SU947882A1 |
| Устройство для подачи ленточного материала к упаковочной машине | 1981 |
|
SU973421A1 |

