ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к листу или полотну упаковочного материала, содержащему, по меньшей мере, одну обнаруживаемую несущую информацию метку на упаковочный контейнер, предназначенный для изготовления из указанного полотна или листа. В частности, настоящее изобретение относится к полотну или листу такого упаковочного материала, содержащему основной слой бумаги или картона и внешние непроницаемые для жидкостей слои полиолефина, из которого изготавливают упаковочный контейнер для транспортировки и использования жидких и/или твердых продуктов питания. Настоящее изобретение также относится к упаковочному контейнеру, производимому из листа или полотна указанного упаковочного материала в процессе изготовления, наполнения и герметизации. Настоящее изобретение также относится к способу изготовления полотна упаковочного материала, содержащего, по меньшей мере, одну обнаруживаемую несущую информацию метку на упаковочный контейнер (пакет), предназначенный для изготовления из указанного полотна. Кроме того, настоящее изобретение относится к способу изготовления наполняемой и герметизируемой упаковки из листа или полотна упаковочного материала, содержащего, по меньшей мере, по одной обнаруживаемой несущей информацию метке на каждой упаковке, предназначенной для изготовления из указанного полотна или листа, где информацию, считываемую с указанной несущей информацию метки, используют, чтобы регулировать соответствующие технологические параметры для изготовления упаковочного контейнера.
УРОВЕНЬ ТЕХНИКИ
В области упаковочной технологии, где упаковку изготавливают из упаковочного материала, известно использование упаковочного материала в виде отдельных листов, нарезанных из полотна перед наполнением упаковки, или в виде полотна, из которого изготавливают трубу во время процесса производства, наполнения и герметизации упаковочного контейнера. Направляющие метки, например, для оптического считывания, обеспечивают для сохранения связанной с технологией информации, чтобы осуществлять операции в процессе превращения указанных отдельных листов или полотна посредством складывания и герметизации в упаковочный контейнер. Такие оптические направляющие метки иногда называют термином «приводочные метки» («штрих-коды»). Приводочную метку для оптического считывания наносят во время печати упаковочного материала, когда, например, декоративный рисунок или информацию о продукте печатают на упаковочном материале. Проблема этих приводочных меток заключается в том, что они занимают немалую площадь поверхности, которая определяет внешний вид упаковочного контейнера. Были сделаны попытки уменьшить такую нежелательно занимаемую внешнюю поверхность путем сокращения физического размера метки. Однако поскольку уменьшение физического размера ограничено нижним критическим пределом размера, ниже которого метка становится слишком мелкой, чтобы быть обнаруживаемой, по меньшей мере, с минимальной требуемой точностью посредством имеющихся оптических приборов.
Европейский патент EP 705759 A1 описывает использование магнитной метки в упаковочном материале для хранения относящейся к упаковке информации. Однако эти магнитные метки не обеспечивают ни точного расположения упаковочного материала в расфасовочной машине, ни передачи достаточного объема данных от места изготовления упаковочного материала до расфасовочной машины и далее.
ЦЕЛЬ
Таким образом, цель настоящего изобретения заключается в том, чтобы предложить улучшенную упаковку на основе полотна упаковочного материала с магнитными метками.
Упаковочный материал для такой улучшенной упаковки изготавливают в форме полотна или отдельных листов, которые превращают в упаковки согласно известным принципам изготовления, наполнения и герметизации упаковочных контейнеров для транспортировки и использования продуктов питания. Хорошо известные примеры таких упаковочных контейнеров представляют собой Tetra Brik, Tetra Rex, Tetra Fino, Tetra Recart, Tetra Top (все они являются зарегистрированными товарными знаками, принадлежащими фирме Tetra Pak), см. в издании «Энциклопедия упаковки» 1987 г. (с. 93 и далее) более подробную информацию о форме и размерах типичного примера промышленной упаковки Tetra Brik. Общая отличительная особенность большинства упаковочных материалов для этих промышленных упаковочных контейнеров заключается в том, что они содержат жесткий, но сгибаемый основной слой картона и внешние непроницаемые для жидкостей пленки или покрытия на основе полиолефина, обычно полиэтилена на обеих сторонах указанного основного слоя. В тех случаях, где готовую упаковку предполагается использовать для особенно чувствительных к кислороду продуктов питания, таких как сок, вино, пищевое растительное масло, упаковочный материал содержит, по меньшей мере, один дополнительный слой материала, обладающего желательными свойствами непроницаемости по отношению к газам, в частности, кислороду. Один предпочтительный материал для такого непроницаемого слоя представляет собой фольга из алюминия (Al), благодаря которой упаковочный материал можно герметизировать посредством индукционного нагревания, которое представляет собой быстрый и эффективный способ термической герметизации.
Чтобы упростить изготовление путем сгибания упаковочного материала, на указанный упаковочный материал можно наносить картину линий сгиба, вдоль которых материал предполагается сгибать при его превращении в готовые упаковочные контейнеры. Линии сгиба наносят во время изготовления упаковочного материала. Кроме того, предпочтительно печатать на упаковочном материале отличительное изображение для эстетических и/или информационных целей (так называемое оформление), которое должно быть заметно на внешней стороне упаковка, изготавливаемой из данного материала.
Разумеется, упаковочный материал, из которого изготавливают упаковку для транспортировки и использования продуктов питания, должен иметь такой состав и конфигурацию, чтобы наилучшим образом обеспечивать химическую, а также механическую защиту для содержащихся в нем продуктов питания, причем для многослойного материала существует дополнительное требование того, что из него должны получаться удобные для потребителей упаковочные контейнеры, которые легко открываются без необходимости использования дополнительного инструмента для получения доступа к их содержимому. Таким образом, упаковочный материал обычно снабжен встроенным устройством для открывания, таким как предварительно вырезанное отверстие, через которое предполагается опустошение данной упаковки.
Один традиционный способ изготовления упаковочного материала, который описан выше, включает сначала следующие интегрированные технологические этапы: пропускание полотна из картона через печатное устройство, в котором желательное печатное изображение для эстетических и/или информационных целей многократно наносят на одну поверхность картона, т.е. на поверхность, которая будет обращена наружу, когда из упаковочного материала впоследствии будут изготовлены упаковки. После такой печати полотно пропускают через сгибающее устройство, установленное непосредственно после печатного устройства или совмещенного с ним, где на полотно многократно наносят рисунок линий сгиба в соответствии с уже нанесенным печатным изображением.
Как указано выше, часто оказывается, что полотно дополняет также предварительно изготовленное устройство для открывания, в том числе предварительно вырезанное отверстие, через которое предполагается извлечение содержимого наполненных упаковок. Такое отверстие можно вырезать, используя механический инструмент или лазерное режущее устройство. Операцию механического резания обычно осуществляют в непосредственной близости от операции сгибания, тогда как операцию лазерного резания можно осуществлять во временном и пространственном удалении от указанной операции сгибания. Независимо от способа резания, важно, чтобы положение вырезанного отверстия соответствовало рисунку линий сгиба, в результате чего получается упаковочный контейнер высокого качества в отношении функциональности и внешнего вида.
Полотно затем свертывают в рулон и направляют на вторую интегрированную технологическую линию, включающую несколько устройств для нанесения покрытия или ламинирования, где на полотно в первом устройстве для нанесения покрытия наносят внешний слой полиолефина, что осуществляется методом экструзионного покрытия печатной поверхности картона. После этого полотно поступает во второе устройство для нанесения покрытия или ламинирования, в котором на противоположную поверхность картона, т.е. на поверхность, которая предназначена для обращения внутрь при изготовлении из упаковочного материала упаковочных контейнеров, наносят внешний слой полиолефина методом экструзионного покрытия. В том случае, когда упаковочный материал предназначен для упаковки чувствительных к кислороду продуктов питания, таких как сок, вино, пищевое растительное масло и т.д., газонепроницаемый слой, обычно фольгу из алюминия (Al) сначала ламинируют на указанную противоположную поверхность, прежде чем наносят внешний слой полиолефина, таким образом, чтобы предотвратить контакт между фольгой и продуктом питания, для которого предназначен упаковочный контейнер. Наконец, полученное в результате покрытое и ламинированное полотно свертывают в рулон и направляют на третью интегрированную технологическую линию, где полотно подвергают проверке, исправлению дефектов, разрезанию и аналогичным механическим операциям, чтобы привести полотно в приемлемое состояние для изготовления из него наполняемых и герметизируемых упаковок.
Настоящее изобретение основано на понимании того, что на упаковочный материал можно наносить магнитные метки. В настоящем изобретении предлагается наносить на полотно по одной или более обнаруживаемых намагничиваемых частей на каждой упаковке, для изготовления которой предназначено полотно, где обнаруживаемые намагничиваемые части содержат намагничиваемые частицы, таким образом, что создаются магнитные метки.
Согласно первому аспекту, предложен упаковочный материал, в котором содержится множество намагничиваемых частей, по меньшей мере, по одной обнаруживаемой намагничиваемой части на каждой упаковке, изготавливаемой из упаковочного материала, где, по меньшей мере, одна из намагничиваемых частей образует первую магнитную метку, содержащую картину силовых линий магнитного поля.
Картина силовых линий магнитного поля первой магнитной метки может представлять собой комплексные данные. Материал может определять поперечное направление, параллельное воображаемой оси рулона при наматывании полотна материала, и продольное направление, перпендикулярное поперечному направлению, где намагничиваемая часть, образующая первую магнитную метку, может содержать полоску, расположенную по существу вдоль продольного направления полотна. Комплексные данные могут содержать информацию, по которой материал можно однозначно идентифицировать, предпочтительно информацию, по которой можно однозначно идентифицировать часть материала, где присутствует намагничиваемая часть, образующая магнитную метку. Комплексные данные могут представлять собой схему модулирования картины силовых линий магнитного поля, где схема модулирования может представлять собой любую схему из группы, которую составляют манипуляция сдвигом частоты, манипуляция сдвигом амплитуды, квадратурная амплитудная модуляция и широтно-импульсная модуляция. Предпочтительно указанные комплексные данные представляют собой схему модулирования, включающую манипуляцию сдвигом фазы, которая в настоящее время считается наиболее надежной и точной для заданных целей.
Указанную первую магнитную метку предпочтительно наносят, насколько это возможно, на наиболее раннем этапе технологической линии, используемой для изготовления упаковочного материала, чтобы обеспечивать полную и индивидуальную регистрацию любых событий на протяжении всей технологической линии. Таким образом, указанную магнитную метку наносят и индивидуально приводят в действие уже в связи с операцией печати, которую обычно осуществляют в качестве первой операции на полотне из картона. Предпочтительно указанную первую метку печатают непосредственно на одной поверхности картона таким образом, чтобы получить, по меньшей мере, по одной такой метке на упаковке, изготавливаемой из указанного полотна, причем указанную, по меньшей мере, одну метку печатают в виде полоски с многочисленными перерывами, которая проходит в продольном направлении полотна.
В одном аспекте указанную первую индивидуально кодированную магнитную метку можно использовать, чтобы получить возможность слежения. Для этой цели магнитное средство обнаружения (детектор или считывающее устройство) устанавливают вдоль физически отдельных интегральных технологических линий (см. выше) в соединении с каждым технологическим устройством для определения прохождения последовательных кодов или идентификационных номеров таким образом, чтобы иметь возможность регистрировать любые обнаруженные нарушения операций или другие события в тесной взаимосвязи с соответствующими кодами в базе данных, которые доступны для слежения. Не только нарушения, но также и технологические параметры, такие как температуры и количества полиолефина в покрытиях, можно регистрировать и использовать для установки параметров производства (например, температуры герметизации) в расфасовочной машине, чтобы экономить время оператора. Аналогичным образом, базу данных можно также использовать, чтобы сохранять информацию о технологических условиях, используемых для обработки продукта перед наполнением и т.д. Конкретное нанесение идентификационного кодирования с помощью динамической метки осуществляют в связи с технологическими операциями на полотне, такими как устранение дефектов, где метку можно использовать в качестве средства регулирования для точной остановки полотна в месте регистрации нарушения, связанного с производством.
По меньшей мере, одна из намагничиваемых частей может включать вторую магнитную метку, содержащую картину силовых линий магнитного поля, выровненную, по меньшей мере, с одним отличительным признаком изделия для улучшения обработки упаковок. Отличительный признак изделия может содержать любой признак из группы, включающей линии сгиба, отверстия, перфорации, край или герметизацию упаковки, начало полотна, конец полотна, положение оптической метки, печать на внешней стороне упаковки. Расстояние между областью отличительного признака изделия и соответствующей выровненной метки магнитного поля может составлять, по меньшей мере, 2 мм, предпочтительно, по меньшей мере, 5 мм, предпочтительно, по меньшей мере, 7 мм, предпочтительно, по меньшей мере, 10 мм.
По меньшей мере, одна из обнаруживаемых намагничиваемых частей для каждой изготавливаемой упаковки может находиться на расстоянии, составляющем не более чем 20%, предпочтительно от 5 до 15% ширины материала для изготовления упаковки, от продольного края материала для изготовления упаковки. Причина этого заключается в том, что традиционная расфасовочная машина, используемая для производства упаковочного контейнера согласно принципу изготовления, наполнения и герметизации, в которой изготавливают трубу из полотна упаковочного материала, обычно оборудована оптическим считывающим устройством в фиксированном положении для наблюдения за изготовленной таким способом трубы. Чтобы упростить доступ для обслуживания и/или замены, указанное считывающее устройство предпочтительно устанавливают в центральном положении непосредственно напротив продольного перекрывания, образующегося во время изготовления трубы. Такое оптическое считывающее устройство имеет эффективный рабочий интервал, ширина или степень которого существенно зависит от расстояния между считывающим устройством и перекрыванием. Чтобы обеспечить короткое расстояние и, таким образом, точное оптическое считывание (обнаружение) метки, указанная метка должна находиться, насколько это возможно, максимально близко к перекрывающимся продольным краям изготовленной трубы, причем на практике это означает, что указанная метка должна находиться на расстоянии, не превышающем 20% и предпочтительно составляющем от 5 до 15% ширины материала для изготовления упаковки, от соответствующего продольного края. Замена оптической метки, для которой требуется оптическое считывающее устройство, несущей информацию намагничиваемой меткой согласно настоящее изобретению также приводит к необходимости замены предшествующего оптического считывающего устройства магнитным считывающим устройством, которое можно размещать в таком же положении, используя уже установленные опорные приспособления в расфасовочной машине, без необходимости каких-либо других установочных приспособлений, связанных с дополнительными затратами.
Картина силовых линий магнитного поля может содержать, по меньшей мере, первый максимум магнитного поля, имеющий первую полярность, и второй максимум магнитного поля, имеющий вторую противоположную полярность. Материал может определять поперечное направление, параллельное воображаемой оси рулона при наматывании полотна материала, продольное направление, перпендикулярное поперечному направлению, и воображаемую линию между средними точками первого максимума и второго максимума картины силовых линий магнитного поля, причем картина силовых линий магнитного поля может быть расположена таким образом, что угол между воображаемой линией и продольным направлением составляет от -10 до 10°, предпочтительно от -5 до 5°, предпочтительно приблизительно 0°. Максимумы картины силовых линий магнитного поля могут иметь распределение, образующее практически постоянное магнитное поле по всей ширине картины силовых линий магнитного поля в направлении, перпендикулярном воображаемой линии, и образующее резко уменьшающееся магнитное поле за пределами ширины картины силовых линий магнитного поля в направлении, перпендикулярном воображаемой линии. Ширина может составлять, по меньшей мере, 2 мм, предпочтительно, по меньшей мере, 4 мм, предпочтительно, по меньшей мере, 6 мм.
Согласно следующему варианту осуществления настоящего изобретения, используют различные метки на одной упаковке. Упаковочный материал содержит множество намагничиваемых частей, в том числе, по меньшей мере, по одной обнаруживаемой намагничиваемой части на каждой упаковке, изготавливаемой из упаковочного материала, причем, по меньшей мере, одна из намагничиваемых частей образует первую магнитную метку, содержащую картину силовых линий магнитного поля, и еще одна из намагничиваемых частей образует вторую магнитную метку, содержащую картину силовых линий магнитного поля.
Первая магнитная метка представляет собой основную метку (приводочную метку), таким образом, что в процессе операций по обработке упаковки можно получать информацию о положении части полотна, предназначенного для изготовления упаковки. Основную метку используют, как правило, чтобы устанавливать полотно упаковочного материала во время технологического процесса, в том числе во время изготовления упаковочного материала или впоследствии во время изготовления из него упаковок и их наполнения.
Вторая магнитная метка связана с отличительным признаком для улучшения обработки упаковок таким образом, что операция, связанная с отличительным признаком и осуществляемая для обработки упаковки позволяет получать информацию о положении части полотна, предназначенного для изготовления упаковки, и/или первая магнитная метка может быть связана с отличительным признаком для улучшения обработки упаковок таким образом, что операция, связанная с отличительным признаком и осуществляемая для обработки упаковки, позволяет получать информацию о положении части полотна, предназначенного для изготовления упаковки.
Магнитные поля первой и/или второй магнитных меток представляют собой комплексные данные. Упаковочный материал определяет поперечное направление, параллельное воображаемой оси рулона при наматывании полотна материала, и продольное направление, перпендикулярное поперечному направлению, причем, по меньшей мере, одна из намагничиваемых частей может содержать полоску, расположенную по существу вдоль продольного направления полотна, и вторую магнитную метку можно обеспечить указанной полоской. Комплексные данные могут содержать информацию, по которой материал можно однозначно идентифицировать, предпочтительно информацию, по которой можно однозначно идентифицировать часть материала. Комплексные данные могут представлять собой схему модулирования картины силовых линий магнитного поля, причем схема модулирования представляет собой любую схему из группы, которую составляют манипуляция сдвигом фазы, манипуляция сдвигом частоты, манипуляция сдвигом амплитуды, квадратурная амплитудная модуляция, и широтно-импульсная модуляция. Использование множества меток на каждой упаковке или схем модулирования для данных на каждую метку повышает объем данных, которые может содержать каждая упаковка, без необходимости увеличения количества намагничиваемого материала, печатаемого на слое упаковочного материала. Это обеспечивает недорогое нанесение указанных меток. Кроме того, печать намагничиваемого материала может оставаться неизменной, но количество данных на каждой упаковке увеличивается без существенных капиталовложений.
Согласно еще одному аспекту настоящего изобретения, предложен упаковочный материал, в котором содержится множество намагничиваемых частей, по меньшей мере, по одной обнаруживаемой намагничиваемой части на каждой упаковке, изготавливаемой из упаковочного материала. По меньшей мере, одна из намагничиваемых частей представляет собой магнитную метку, содержащую картину силовых линий магнитного поля. Картина силовых линий магнитного поля содержит первый максимум магнитного поля, имеющий первую полярность, и второй максимум магнитного поля, имеющий вторую противоположную полярность, причем можно осуществлять недорогое намагничивание, используя постоянный магнит. Это является преимущественным для точного считывания и расположения, чтобы сохранять низкое расстояние между максимумами, составляющее предпочтительно менее чем 20 мм, наиболее предпочтительно от 1 до 3 мм.
Упаковочный материал определяет поперечное направление, параллельное воображаемой оси рулона при наматывании полотна материала, продольное направление, перпендикулярное поперечному направлению, и воображаемую линию между средними точками первого максимума и второго максимума картины силовых линий магнитного поля, причем картина силовых линий магнитного поля расположена таким образом, что угол между воображаемой линией и продольным направлением составляет от -10 до 10°, предпочтительно от -5 до 5°, предпочтительно приблизительно 0º. Максимумы картины силовых линий магнитного поля имеют распределение, образующее практически постоянное магнитное поле по всей ширине картины силовых линий магнитного поля в направлении, перпендикулярном воображаемой линии, и образующее резко уменьшающееся магнитное поле за пределами ширины картины силовых линий магнитного поля в направлении, перпендикулярном воображаемой линии. Данная ширина может составлять, по меньшей мере, 2 мм, предпочтительно, по меньшей мере, 4 мм, предпочтительно, по меньшей мере, 6 мм. Хорошее обнаружение метки в обоих направлениях является важным не только для сохранения хорошей считываемости, если полотно слегка смещается от центра, но также для выравнивания полотна в продольном направлении, перпендикулярном движению полотна. Для продольного направления метка с меньшей шириной картины силовых линий магнитного поля и/или резким краем картины силовых линий магнитного поля обеспечивает улучшенное разрешение считывания. Однако широкая картина силовых линий магнитного поля или медленно спадающая интенсивность на краю указанной картины силовых линий магнитного поля обеспечивает более высокую надежность считывания метки.
Второй максимум магнитного поля может иметь такие распределение, что он окружает первый максимум в плоскости материала и имеет вторую противоположную полярность относительно первого максимума магнитного поля.
Согласно еще одному аспекту настоящего изобретения, предложен упаковочный материал, в котором содержится множество намагничиваемых частей, по меньшей мере, по одной обнаруживаемой намагничиваемой части на каждой упаковке, изготавливаемой из упаковочного материала, и, по меньшей мере, один отличительный признак изделия для улучшения обработки упаковок, причем, по меньшей мере, один отличительный признак изделия выровнен с меткой магнитного поля, по меньшей мере, в одной намагничиваемой части.
Отличительный признак изделия представляет собой любую схему из группы, которую составляют линии сгиба, отверстия, перфорации, край или герметизация упаковки, начало полотна, конец полотна, положение оптической метки, обнаруживаемое печатное (декоративное) изображение на упаковке. Метка не должна пересекаться с отличительным признаком изделия во избежание повреждения метки во время изготовления. Намагничиваемая часть образуется во время раннего этапа процесса изготовления упаковочного материала. Последующее сжатие, сгибание или растяжение упаковочного материала точно в положении указанной метки может ухудшать ее качество.
Согласно следующему улучшению настоящего изобретения, расстояние между областью отличительного признака изделия и соответствующей выровненной метки магнитного поля может составлять, по меньшей мере, 2 мм, предпочтительно, по меньшей мере, 5 мм, предпочтительно, по меньшей мере, 7 мм, предпочтительно, по меньшей мере, 10 мм. Части упаковки имеют ограниченную поверхность, но также наиболее высокие скорости в расфасовочной машине. Большие расстояния обеспечивают хорошие метки и малое число ошибок при считывании; меньшие расстояния можно использовать с более сложными формами упаковок и дополнительными функциональными признаками на упаковке.
По меньшей мере, одна из магнитных меток для каждой изготавливаемой упаковки может находиться на расстоянии, составляющем не более чем 20%, предпочтительно от 5 до 15% ширины материала для изготовления упаковки, от продольного края материала для изготовления упаковки. Причина заключается в том, что традиционная расфасовочная машина, используемая для производства упаковочного контейнера согласно принципу изготовления, наполнения и герметизации, в которой трубу изготавливают из полотна упаковочного материала, обычно оборудована оптическим считывающим устройством в фиксированном положении, чтобы наблюдать за изготовленной таким способом трубой. Чтобы упростить доступ для обслуживания и/или замены, указанное считывающее устройство предпочтительно устанавливают в центральном положении непосредственно напротив продольного перекрывания, образующегося во время изготовления трубы. Такое оптическое считывающее устройство эффективный рабочий интервал, ширина или степень которого существенно зависит от расстояния между считывающим устройством и перекрыванием. Чтобы обеспечить короткое расстояние и, таким образом, точное оптическое считывание (обнаружение) метки, указанная метка должна находиться, насколько это возможно, максимально близко к перекрывающимся продольным краям изготовленной трубы, причем на практике это означает, что указанная метка должна находиться на расстоянии, не превышающем 20% и предпочтительно составляющем от 5 до 15% ширины материала для изготовления упаковки, от соответствующего продольного края. Замена оптической метки, для которой требуется оптическое считывающее устройство, несущей информацию намагничиваемой меткой согласно настоящее изобретению также приводит к необходимости замены предшествующего оптического считывающего устройства магнитным считывающим устройством, которое можно размещать в таком же положении, используя уже установленные опорные приспособления в расфасовочной машине, без необходимости каких-либо других установочных приспособлений, связанных с дополнительными затратами.
Согласно еще одному аспекту настоящего изобретения, предложен упаковочный материал, в котором содержится множество намагничиваемых частей, в том числе, по меньшей мере, по одной обнаруживаемой намагничиваемой части на каждой упаковке, изготавливаемой из упаковочного материала, причем обнаруживаемые намагничиваемые части содержат намагничиваемые частицы.
Обнаруживаемая намагничиваемая часть может иметь практически правильную геометрическую форму, выбранную из группы, которую составляют прямоугольная, квадратная, круглая, овальная и продолговатая форма. По меньшей мере, одна из обнаруживаемых намагничиваемых частей может быть предназначена для расположения магнитной метки и может иметь площадь, составляющую менее чем 250 мм2, предпочтительно менее чем 150 мм2, предпочтительно менее чем 25 мм2. Для изготовления меньших обнаруживаемых намагничиваемых частей требуется меньше намагничиваемых частиц, но более высокая точность на этапе намагничивания частиц во время изготовления. Более крупные обнаруживаемые намагничиваемые части не требуют такой высокой точности во время намагничивания, и для них не является обязательным такое высокое качество выравнивания полотна во время изготовления.
Ширина магнитной метки зависит от магнитного считывающего устройства; см. в международной патентной заявке WO2006093449 A1 исчерпывающее описание считывающего устройства, которое можно использовать. Потенциально в одной расфасовочной машине используют множество таких считывающих устройств. Небольшие компактные считывающие устройства необходимо использовать в расфасовочной машине для обеспечения изготовление упаковки в качестве регулирования приводки (положения полотна для нанесения покрытия, герметизации или резки), поправки скручивания трубы или стыковки. В расфасовочной машине имеется небольшое пространство, доступное для установки считывающих устройств. Небольшие, но надежные магнитные метки являются предпочтительными. Некоторая, но не чрезмерно большая поверхность предоставляется для намагничиваемых частей, намагничивание которых будет осуществлено для изготовления магнитной метки.
Обнаруживаемые намагничиваемые части могут содержать намагничиваемые частицы в количестве, составляющем от 0,5 до 4 г/м2, предпочтительно от 1,5 до 4 г/м2, предпочтительно приблизительно 2 г/м2 печатной площади.
Упаковочный материал определяет поперечное направление, параллельное воображаемой оси рулона при наматывании полотна материала, и продольное направление, перпендикулярное поперечному направлению, в котором, по меньшей мере, одна из намагничиваемых частей может содержать полоску, расположенную по существу вдоль продольного направления полотна. Полоска содержит разделенные индивидуальные части, причем по одной части присутствует для каждой упаковки, изготавливаемой из упаковочного материала. Разделы между частями могут быть расположены таким образом, что герметизация упаковки, изготавливаемой из упаковочного материала, обеспечивается в положении раздела. Полоска может содержать магнитную метку, показывающую заданное расстояние до установленного положения герметизации. Кроме того, полоска представляет собой предпочтительное место для любой другой метки, содержащей информацию в отношении упаковочного материала, его состава, предназначенный для него цели или предприятия заказчика.
Обнаруживаемые намагничиваемые части можно изготавливать как отпечатки, которые образует намагничиваемая краска, содержащая намагничиваемые частицы, растворитель и связующий материал. Намагничиваемые частицы можно выбирать из группы, которую составляют маггемит и гематит. Связующий материал можно выбирать из группы, которую составляют акрилат, акриловые сополимеры, такие как стиролакриловый сополимер, полиуретан, нитроцеллюлоза, полиамид и латекс. Связующий материал может содержать два компонента из группы, в котором один служит в качестве диспергатора, таким образом, что намагничиваемые частицы равномерно диспергируются в краске, и другой служит в качестве клея для упаковочного материала. Количество связующего материала может составлять от 20 до 60%, предпочтительно от 40 до 60%, предпочтительно от 50 до 55% массы краски. Краска может дополнительно содержать добавки, такие как воск и/или пеногаситель. Воск может представлять собой любой материал из группы, включающей полиэтилен, полипропилен, кремнийорганическое соединение, полиамид, сополимер этилена и винилацетата, этиленбутилацетат, сополимер этилена и акриловой кислоты и политетрафторэтилен. Пеногаситель может представлять собой кремнийорганическое соединение или минеральное масло. Растворитель может представлять собой любой растворитель из группы, включающей этанол, этилацетат, воду, изопропанол, гликоль или ингибирующий растворитель. Количество намагничиваемых частиц может составлять от 15 до 40% предпочтительно от 30 до 35% массы краски. Размер намагничиваемых частиц может составлять от 0,1 до 2,5 мкм, предпочтительно от 0,1 до 0,8 мкм или предпочтительно от 0,4 до 1,5 мкм, предпочтительно приблизительно 0,3 мкм или предпочтительно приблизительно 1 мкм.
Согласно еще одному варианту осуществления настоящего изобретения, упаковочный материал содержит множество намагничиваемых частей из намагничиваемых частиц, нанесенных на сторону бумажного слоя, предназначенного для обращения внутрь упаковки. Намагничиваемые части имеют, как правило, темный цвет. Внутри отпечатка уменьшается видимость обнаруживаемых намагничиваемых частей или количество отбеливающих веществ, вводимых в упаковочный материал.
Упаковочный материал содержит слой бумаги и слой пластмассового покрытия, и обнаруживаемые намагничиваемые части наносят на слой бумаги. По меньшей мере, одну обнаруживаемую намагничиваемую часть можно напечатать на стороне бумажного слоя, предназначенного для обращения внутрь упаковки. Многослойный материал содержит дополнительный слой металлической фольги, содержащий неферромагнитный металл, таким образом, что намагничиваемая часть является электромагнитно доступной через металлическую фольгу. Благодаря такому выбору, не будет наблюдаться отрицательное воздействие металлической фольги на намагничивание.
Отпечатки можно получать, используя намагничиваемую краску, содержащую намагничиваемые частицы, растворитель и связующий материал. Намагничиваемые частицы можно выбирать из группы, которую составляют магнетит и маггемит. Связующий материал можно выбирать из группы, содержащей акрилат, акриловые сополимеры, такие как стиролакриловый сополимер, полиуретан, нитроцеллюлоза, полиамид и латекс. Связующий материал может содержать два компонента из группы, причем один служит в качестве диспергатора таким образом, что намагничиваемые частицы равномерно диспергируются в краске, и другой служит в качестве клея для упаковочного материала. Количество связующего материала может составлять от 20 до 60%, предпочтительно от 40 до 60%, предпочтительно от 50 до 55% массы краски. Краска может дополнительно содержать добавки, такие как воск и/или пеногаситель. Воск может представлять собой любой материал из группы, включающей полиэтилен, полипропилен, кремнийорганическое соединение, полиамид, сополимер этилена и винилацетата, этиленбутилацетат, сополимер этилена и акриловой кислоты и политетрафторэтилен. Пеногаситель может представлять собой кремнийорганическое соединение или минеральное масло. Растворитель может представлять собой любой растворитель из группы, включающей этанол, этилацетат, воду, изопропанол, гликоль или ингибирующий растворитель. Количество намагничиваемых частиц может составлять от 15 до 40%, предпочтительно от 30 до 35% массы краски. Размер намагничиваемых частиц может составлять от 0,1 до 2,5 мкм, предпочтительно от 0,1 до 0,8 мкм или предпочтительно от 0,4 до 1,5 мкм, предпочтительно приблизительно 0,3 мкм или предпочтительно приблизительно 1 мкм.
Согласно первому аспекту, предложена намагничиваемая краска, подходящая в упаковочном материале, из которого изготавливают предназначенные для продуктов питания упаковки, содержащая намагничиваемые частицы, растворитель и связующий материал.
В предпочтительном варианте осуществления намагничиваемая краска приспособлена для высокой скорости печати полотна упаковочного материала, содержащий основной слой бумаги или картона, причем указанная намагничиваемая краска является подходящей для печати непосредственно на бумажном или картонном слое. В частности, указанная намагничиваемая краска приспособлена для печати на поверхности указанного бумажного или картонного слоя, который будет обращен внутрь предназначенной для продуктов питания упаковки, изготовленной из указанного упаковочного материала. Намагничиваемые частицы можно выбирать из группы, которую составляют маггемит и гематит.
Связующий материал можно выбирать из группы, которую составляют акрилат, акриловые сополимеры, такие как стиролакриловый сополимер, полиуретан, нитроцеллюлоза, полиамид и латекс. Связующий материал может содержать два компонента из группы, причем один служит в качестве диспергатора, таким образом, что намагничиваемые частицы равномерно диспергируются в краске, и другой служит в качестве клея для упаковочного материала. Количество связующего материала может составлять от 20 до 60%, предпочтительно от 40 до 60%, предпочтительно от 50 до 55% массы краски.
Намагничиваемая краска может дополнительно содержать добавки, такие как воск и/или пеногаситель. Воск может представлять собой любой материал из группы, включающей карнаубский воск, парафин, полиэтилен, полипропилен, кремнийорганическое соединение, полиамид, сополимер этилена и винилацетата, этиленбутилацетат, сополимер этилена и акриловой кислоты и политетрафторэтилен. Пеногаситель может представлять собой полигликоль, минеральное масло, полисилоксаны, гидрофобный диоксид кремния, кремнийорганическое соединение или минеральное масло. Растворитель может представлять собой любой растворитель из группы, включающей этоксипропанол, н-пропанол, этанол, этилацетат, воду, изопропанол, гликоль или ингибирующий растворитель. Количество намагничиваемых частиц может составлять от 15 до 40%, предпочтительно от 30 до 35% массы краски.
Размер намагничиваемых частиц может составлять от 0,1 до 2,5 мкм, предпочтительно от 0,1 до 0,8 мкм или предпочтительно от 0,4 и 1,5 мкм, предпочтительно приблизительно 0,3 мкм или предпочтительно приблизительно 1 мкм.
ПРИМЕНЕНИЯ
Улучшенный упаковочный материал можно использовать в расфасовочной машине, чтобы осуществлять дополнительные функции машины или повышать точность действия машины, в результате чего улучшается качество и внешний вид изготавливаемой упаковки, и сокращаются отходы.
Упаковочный материал согласно следующему варианту осуществления настоящего изобретения содержит множество намагничиваемых частей, в том числе, по меньшей мере, по одной обнаруживаемой намагничиваемой части на каждой упаковке, изготавливаемой из упаковочного материала. Обнаруживаемые намагничиваемые части, содержащие намагничиваемые частицы, где, по меньшей мере, одна из намагничиваемых частей образует магнитную метку, содержащую картину силовых линий магнитного поля, что обеспечивает определение положения таким образом, что при стыковке первого и второго полотна такого материала, первое и второе полотна можно выравнивать, используя определенные положения соответствующих полотен. Стыки между двумя рулонами упаковочного материала можно осуществлять с высокой точностью и минимальными отходами. Метки для улучшенной стыковки можно создавать только на концах полотна материала или периодически по всей длине полотна.
Кроме того, определение поперечного направления, параллельного воображаемой оси рулона при наматывании полотна материала, и продольного направления, перпендикулярного поперечному направлению, где полотна выровнены в продольном направлении, основано на периодичности упаковок, изготавливаемых из упаковочного материала, и информации об определенном положении. Использование множества метки для расположения полотна дополнительно повышает точность.
Настоящее изобретение можно преимущественно использовать в расфасовочной машине для определения и правильного скручивания трубы подобного полотну упаковочного материала перед герметизацией и разрезанием. Подобный полотну упаковочный материал, из которого изготавливают трубу, герметизируемую на одном конце, наполняемую содержимым, герметизируемую на другом конце для закрытия содержимого, разрезаемую и превращаемую в упаковку, содержит множество намагничиваемых частей. Во время изготовления упаковочного материала, по меньшей мере, по одной магнитной метке создают на каждой упаковке, изготавливаемой из упаковочного материала. Одна или более из этих намагничиваемых частей образуют первую магнитную метку, содержащую картину силовых линий магнитного поля, причем можно определять и исправлять информацию о точном положении в процессе любого скручивания изготовленной трубы.
Согласно еще одному улучшению, положение метки на полотне обеспечивает высокую точность регулирования полотна во время операций при переменной скорости полотна. Упаковочный материал содержит множество напечатанных магнитных меток, в том числе, по меньшей мере, по одной магнитной метке на каждой упаковке, изготавливаемой из упаковочного материала. Указанную, по меньшей мере, одну магнитную метку выравнивают с отличительным признаком изделия, связанным с операцией, которую осуществляют для обработки упаковок. Одна магнитная метка расположена на материале таким образом, что относительная скорость между материалом и устройством для считывания магнитной метки не является нулевым, но также значительно ниже максимальной скорости, которую может достигать полотно в расфасовочной машине. Относительная скорость в операции индексирования составляет от нуля до относительно высокой скорости во время изготовления частей упаковок в высокоскоростной расфасовочной машине, которая способна производить вплоть до 24000 упаковок в час. Считывающее устройство зафиксировано в расфасовочной машине в заданном положении относительно рабочего устройства, которое осуществляет операцию немедленно после остановки полотна. Метка преимущественно занимает на полотне положения, которые соответствуют положениям считывающего устройства, где полотно движется с низкими скоростями.
В одном варианте осуществления настоящего изобретения предложен упаковочный материал, содержащий магнитную метку, которая образует картину силовых линий магнитного поля и является выровненной с операцией изготовления устройства для открывания на упаковочном материале, где указанная магнитная метка расположена на материале таким образом, что относительная скорость между материалом и считывающим устройством является низкой и предпочтительно практически постоянной.
Картина силовых линий магнитного поля может содержать первый максимум магнитного поля, имеющий первую полярность, и второй максимум магнитного поля, имеющий вторую противоположную полярность. Материал может определять поперечное направление, параллельное воображаемой оси рулона при наматывании полотна материала, продольное направление, перпендикулярное поперечному направлению, и воображаемую линию между средними точками первого максимума и второго максимума картины силовых линий магнитного поля, где картина силовых линий магнитного поля может быть расположена таким образом, что угол между воображаемой линией и продольным направлением составляет от -10 до 10°, предпочтительно от -5 до 5°, предпочтительно приблизительно 0°. Максимумы картины силовых линий магнитного поля могут иметь распределение, образующее практически постоянное магнитное поле по всей ширине картины силовых линий магнитного поля в направлении, перпендикулярном воображаемой линии, и образующее резко уменьшающееся магнитное поле за пределами ширины картины силовых линий магнитного поля в направлении, перпендикулярном воображаемой линии. Данная ширина может составлять, по меньшей мере, 2 мм, предпочтительно, по меньшей мере, 4 мм, предпочтительно, по меньшей мере, 6 мм. Чтобы в этом преимущественном варианте осуществления получить возможность сочетания метки и ее положения с другим применением, картина силовых линий магнитного поля может содержать первый максимум магнитного поля, имеющий первую полярность, и второй максимум магнитного поля, распределенный таким образом, что оно окружает первый максимум и имеет вторую противоположную полярность.
Относительная скорость должна быть нулевой при записи магнитной метки, и она может быть ненулевой при считывании магнитной метки. Таким образом, при записи магнитной метки отсутствует скольжение между записывающим устройством и упаковочным материалом (как в случае ролика, который образует на упаковочном материале линии сгиба), что обеспечивает точное нанесение магнитной метки. При считывании магнитной метки существует движение между считывающим устройством и магнитной метки, которое должно осуществляться таким образом, чтобы можно было надлежащим образом определить картину магнитной метки. В том случае, где упаковочный материал предназначен для изготовления упаковок посредством расфасовочной машины, работающей в режиме индексирования, указанная, по меньшей мере, одна магнитная метка предпочтительно расположена на упаковочном материале таким образом, что она обнаруживается, когда скорость движения упаковочного материала составляет менее чем 50% своего максимального значения, чтобы получить хорошее обнаружение магнитной метки.
Согласно следующему улучшению, метку используют в способе регулирования и расположения полотна при движении с различными скоростями, что происходит в том случае, когда полотно движется и останавливается в операциях индексирования. Данный способ включает регулирование относительной скорости между считывающим устройством и материалом на ненулевом уровне. Предпочтительно относительная скорость между считывающим устройством и упаковочным материалом регулируют таким образом, что она составляет менее чем 50% своего максимального значения в том случае, где упаковочный материал движется в режиме циклирования или индексирования через расфасовочную машину такого типа, что она изготавливает, наполняет и герметизирует упаковки в непрерывном режиме, используя проходящий через нее упаковочный материал. Регулирование относительной скорости может включать ослабление натяжения части материала до и после положения считывания таким образом, что обеспечивается постоянная скорость в положении записи в момент считывания независимо от общего изменения скорости материала.
Магнитное поле магнитных меток должно быть достаточно сильным, чтобы его можно было надежно считывать, но оно также должно быть низким, составляя предпочтительно от 90 до 240 MSS. При такой напряженности поля магнитная метка не будет постоянно изменяться при колебаниях магнитного поля, составляющих менее чем 1000 мкТл.
Максимальные колебания магнитного поля при переходе от одной магнитной метки к другой в упаковочном материале находятся в пределах +/-15 MSS. MSS представляет собой единицу силы магнитного поля, измеряемого как параллельное магнитное поле на расстоянии 0,7 мм от центра магнитной метки на стороне метки, обращенной в сторону ее намагничивания. Данное значение измеряют в соответствии с исследовательским методом 1025.307. Такая низкая напряженность поля обеспечивает минимальное воздействие на продукт питания, заполняющий упаковку, и окружающую среду предприятия во время изготовления упаковочного материала и упаковки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 схематически иллюстрирует полотно упаковочного материала согласно варианту осуществления.
Фиг. 2 схематически иллюстрирует намагничиваемую часть согласно варианту осуществления.
Фиг. 3a-3c представляют графики, иллюстрирующие картину силовых линий магнитного поля согласно варианту осуществления.
Фиг. 4a и 4b представляют графики, иллюстрирующие картину силовых линий магнитного поля согласно варианту осуществления.
Фиг. 5a-5c схематически иллюстрируют считывание картины силовых линий магнитного поля согласно вариантам осуществления.
Фиг. 6 представляет график, иллюстрирующий модуляцию комплексных данных по картине силовых линий магнитного поля согласно варианту осуществления.
Фиг. 7 схематически иллюстрирует полотно упаковочного материала согласно варианту осуществления.
Фиг. 8 иллюстрирует пример многослойной структуры упаковочного материала.
Фиг. 9 схематически иллюстрирует полотно многослойного упаковочного материала согласно варианту осуществления по отношению к положениям намагничиваемых частей.
Фиг. 10 иллюстрирует различные примеры форм намагничиваемых частей.
Фиг. 11 схематически иллюстрирует полотно многослойного упаковочного материала согласно варианту осуществления.
Фиг. 12 иллюстрирует пример многослойной структуры.
Фиг. 13 схематически иллюстрирует полотно многослойного упаковочного материала согласно варианту осуществления.
Фиг. 14 схематически иллюстрирует полотно многослойного упаковочного материала согласно варианту осуществления.
Фиг. 15 схематически иллюстрирует полотно многослойного упаковочного материала согласно варианту осуществления.
Фиг. 16 схематически иллюстрирует обработку упаковок согласно варианту осуществления.
Фиг. 17 схематически иллюстрирует полотно многослойного упаковочного материала согласно варианту осуществления.
Фиг. 18 схематически иллюстрирует пример считывания/записи положения, выровненного с операциями на полотне упаковочного материала.
Фиг. 19 схематически иллюстрирует пример стыковки двух полотен упаковочного материала посредством использования магнитной метки.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Полотно упаковочного материала, такого как многослойный материал, содержит множество намагничиваемых частей, как проиллюстрировано на фиг. 1. Полотно содержит, по меньшей мере, по одной обнаруживаемой намагничиваемой части на каждой упаковке, изготавливаемой из упаковочного материала. Кроме того, полотно обеспечивает, по меньшей мере, один отличительный признак изделия для улучшения обработки упаковок. По меньшей мере, один отличительный признак изделия выровнен с меткой магнитного поля, по меньшей мере, в одной намагничиваемой части. Например, как проиллюстрировано на фиг. 1, в полотне делают линии сгиба, чтобы обеспечить быструю и надежную обработку упаковки. При изготовлении линий сгиба метка образуется как заданное магнитное поле в намагничиваемой части одновременно с изготовлением линий сгиба. Механизм для изготовления линий сгиба, т.е. ролики с трафаретированными канавками/выступами, можно быть снабжен намагничивающим элементом. Выравнивание магнитной метки будет затем обеспечивать операция по изготовлению линий сгиба. Намагничивающий элемент может представлять собой постоянный магнит или электромагнит для создания метки магнитного поля. Когда магнит находится на периферии сгиба, ролик оказывается в тесной близости от намагничиваемой части, намагничиваемые частицы намагничиваемой части намагничиваются, и картина силовых линий магнитного поля остается в намагничиваемой части. Таким образом, образуется метка магнитного поля. Предпочтительно намагничиваемая часть слегка превышает геометрический размер метки магнитного поля, т.е. области намагничиваемой части, имеющей остаточную намагниченность. В результате этого выравнивание намагничиваемой части не имеет критического значения, поскольку именно метка магнитного поля, а не сама печать намагничиваемой части будет представлять собой элемент, обеспечивающий точное положение. За счет создания подходящей картины силовых линий магнитного поля можно будет также точно считывать точную метку магнитного поля, что будет подробно обсуждаться ниже.
Отличительный признак изделия может быть иным, чем изготовление линий сгиба, таким как изготовление отверстий, перфораций и т.д. Выравнивание следует такому же принципу, т.е. намагничиваемая часть образуется у механизма, создающего отличительный признак изделия, таким образом, что происходит естественное выравнивание вследствие структуры.
Применение намагничивающего элемента в механизме, создающем отличительный признак изделия, может вызывать ряд проблем. Намагничивающий элемент может, например, не находиться в положении, где для отличительного признака изделия требуется механическое взаимодействие с упаковочным материалом, такое как изготовление линии сгиба или перфорационного отверстия. Таким образом, предпочтительно существует расстояние между областью такого отличительного признака изделия и его выровненной меткой магнитного поля. Кроме того, инструмент, обеспечивающий вышеупомянутое взаимодействие, может быть изготовлен из ферромагнитного материала. Чтобы улучшить применение метки магнитного поля, может потребоваться снабжение намагничивающего элемента удерживающим или установочным приспособлением, изготовленным из неферромагнитного материала, такого как алюминий, в котором это расстояние может быть дополнительно увеличено. Таким образом, в зависимости от операции по изготовлению отличительного признака изделия и инструмента для ее осуществления, данное расстояние предпочтительно составляет, например, по меньшей мере, 2 мм, по меньшей мере, 5 мм, по меньшей мере, 7 мм или, по меньшей мере, 10 мм.
Поскольку несколько операций создают отличительные признаки изделия, оказывается предпочтительным, чтобы каждая такая операция имела свою выровненную метку магнитного поля. Каждую из этих различных меток магнитного поля предпочтительно делают в соответствующей намагничиваемой части, положение которой приспособлено для операции. Поскольку некоторые операции могут быть взаимодействующими, в одной операции можно использовать метку магнитного поля, изготовленную в другой операции, в качестве основной метки, или можно изготавливать определенно выделенную основную метку, которая не является естественно выровненной с какой-либо операцией по изготовлению отличительного признака изделия, и которую, таким образом, используют только в качестве ориентира для последующих выполняемых операций.
Другие метки магнитного поля могут содержать комплексные данные, и их можно, например, изготавливать как длинные прямоугольные обнаруживаемые намагничиваемые части, т.е. как полоски. Полоски могут проходить по всей длине полотна, с перерывами или без перерывов в частях, предназначенных для разрезания при обработке упаковок. Метки магнитного поля, содержащие комплексные данные, могут, например, нести индивидуальный код, по которому можно идентифицировать полотно, а также часть полотна. Комплексные данные можно также содержать информацию о положении, указания для обработки упаковки и т.д.
Фиг. 1 иллюстрирует пример полотна 800, содержащего линии сгиба 802 и намагничиваемую часть 804, в которой находится информация о положении для линий сгиба посредством выровненной метки магнитного поля. Полотно 800 также содержит перфорационное отверстие 806 для каждой изготавливаемой упаковки и намагничиваемую часть 808, содержащую информацию о положении для соответствующего перфорационного отверстия 806 посредством выровненной метки магнитного поля. Эту метку магнитного поля можно, например, использовать при изготовлении многократно закрываемого отверстия в упаковке при обработке. Полотно 800 также содержит полоску 810, содержащую комплексные данные, например, как указано выше.
Дополнительная информация о положении может представлять собой край или герметизацию упаковки, где операция предназначена для разделения полотна на части, образующие упаковку, или для герметизации соответствующей упаковки.
Дополнительная информация о положении, которую может содержать намагничиваемая часть, представляет собой положение магнитных меток на концах полотна упаковочного материала, т.е. в начале полотна и/или конце полотна, таким образом, что при соединении полотен обеспечивается выровненная стыковка.
Дополнительная информация о положении представляет собой положение оптической метки, которая может обеспечивать выгодную совместимость для расфасовочных машин, осуществляющих оптическое считывание или магнитное считывание информации о положении. Предпочтительно положение обнаруживаемой намагничиваемой части, содержащей эту информацию, определяют аналогично положению оптической метки, но на стороне, которая предназначена для образования внутренней поверхности упаковки. Поскольку оптическая метка, как правило, находится на части, предназначенной для изготовления нижней части упаковки, данная намагничиваемая часть расположена соответствующим образом. Магнитная метка в данной намагничиваемой части, таким образом, способна нести информацию, аналогичную оптической метки, и оптическое считывающее устройство расфасовочной машины можно, таким образом, просто заменить магнитным считывающим устройством. На практике никакая оптическая метка, таким образом, не является обязательной, если оптические считывающие устройства заменены магнитными считывающими устройствами, и магнитная метка занимает место оптической метки, как описано выше. В таком случае совместимость заключается в смысле одинакового положения установки считывающих устройств в расфасовочной машине.
Дополнительная информация о положении может быть предназначена для печати на наружной поверхности. Эта информация о положении может быть полезной для обеспечения надлежащего выравнивания печати с упаковкой и с другими отличительными признаками изделия в упаковке.
При изготовлении метки магнитного поля может оказаться полезным, если устройство для записи метки магнитного поля, например, постоянный магнит или катушка электромагнита, осуществляло нулевое или малое относительное движение, или, по меньшей мере, приблизительно постоянное движение относительно намагничиваемой части. Это достигается, например, путем интегрирования записывающего устройства, например, в ролики для изготовления линий сгиба, где отсутствует относительное движение, поскольку периферия роликов и полотно движутся с одинаковой скоростью в одном направлении. Еще один способ обеспечения нулевого или малого относительного движения, или, по меньшей мере, приблизительно постоянного движения относительно намагничиваемой части заключается в том, чтобы регулировать движение в положении записи. Это можно осуществлять, ослабляя натяжение части полотна до и после положения записи таким образом, что скорость в данном положении можно регулировать независимо от скорости полотна до и после данного положения. Ослабление натяжения можно обеспечивать, заставляя полотно проходить волнообразным путем, где размеры волн приспособлены для создания переменного натяжения. Таким образом, во время операции записи скорость можно регулировать в положении записи, и полотно ускоряют или замедляют между операциями записи, чтобы обеспечивать среднюю скорость полотна.
По меньшей мере, одна из обнаруживаемых намагничиваемых частей для каждой изготавливаемой упаковки может находиться на расстоянии, составляющем не более чем 20%, предпочтительно от 5 до 15% ширины материала для изготовления упаковки, от продольного края материала для изготовления упаковки. Метку магнитного поля в таких обнаруживаемых намагничиваемых частях можно затем использовать для регулирования скручивания материала при изготовлении упаковки. Изготовление упаковки обычно осуществляют, изготавливая некоторого рода трубу, которую затем герметизируют некоторым способом на концах и придают ей желательную форму. Данная труба может затем непреднамеренно скручиваться, что может препятствовать изготовлению упаковки. Таким образом, такая метка магнитного поля может способствовать ограничению любого скручивания трубы, чтобы обеспечивать изготовление упаковки. Установление этих магнитных меток относительно близко к продольным краям, соединяемым для изготовления трубы, дополнительно способствует регулированию, поскольку считывание меток магнитного поля можно осуществлять со стороны упаковки, где происходит соединение.
При рассмотрении полотна упаковочного материала, содержащего множество намагничиваемых частей, в том числе, по меньшей мере, по одной обнаруживаемой намагничиваемой части на каждой упаковке, изготавливаемой из упаковочного материала, по меньшей мере, одна из намагничиваемых частей может образовывать магнитную метку, содержащую картину силовых линий магнитного поля. Таким образом, магнитная метка превращается в носитель информации. Содержащаяся информация является геометрической в том смысле, что она нанесена в определенном положении полотна, которое проходит через различные технологические этапы, от изготовления полотна до обработки упаковки. Информация может также относиться к картине силовых линий магнитного поля, которая может представлять собой достаточно простую картину для надежного определения положения или более сложную картину для содержания комплексных данных.
Некоторые примеры картин силовых линий магнитного поля будут обсуждаться со ссылкой на фиг. 2, который иллюстрирует часть полотна 1900 упаковочного материала с намагничиваемой частью 1902. Можно определить поперечное направление T, заданное как параллельное воображаемой оси рулона при сматывании полотна, и продольное направление L, перпендикулярное поперечному направлению, и поперечные линии t1 и t2 предназначены для иллюстрации примерных магнитных полей на фиг. 3 и 4.
Картина силовых линий магнитного поля содержит первый максимум магнитного поля, имеющий первую полярность, и второй максимум магнитного поля, имеющий вторую противоположную полярность. Фиг. 3 иллюстрирует пример этого, причем фиг. 3a представляет график, иллюстрирующий картину силовых линий магнитного поля в продольном направлении L, фиг. 3b представляет график, иллюстрирующий картину силовых линий магнитного поля вдоль линии t1, и фиг. 3c представляет график, иллюстрирующий картину силовых линий магнитного поля вдоль линии t2. Такую картину силовых линий магнитного поля можно получить, используя одиночный магнит, например, постоянный магнит, имеющий северный и южный полюс, который расположен вблизи намагничиваемой части во время нанесения магнитной метки, где остаточное магнитное поле магнитных частиц магнитной краски в намагничиваемой части становится, подобным полю, проиллюстрированному на фиг. 3. Положение в продольном направлении L затем обнаруживают предпочтительно путем наблюдения смещения магнитного поля, т.е. пересечения нулевого уровня, которое обеспечивает очень точное определение положения в продольном направлении L. Положение в поперечном направлении T определяют предпочтительно путем наблюдения флангов магнитного поля, например, используя метод дифференциальных измерений, который обеспечивает точное слежение в поперечном направлении T.
Картина магнитных линий, проиллюстрированная на фиг. 3, является идеально выровненной в направлениях T и L. Однако такое идеальное выравнивание не является обязательным. Относительно воображаемой линии между средними точками первого максимума и второго максимума картины силовых линий магнитного поля эта картина может быть расположена таким образом, что угол между воображаемой линией и продольным направлением L составляет от -10 до 10°. В предпочтительном варианте осуществления данный угол составляет от -5 до 5°. Однако для многих приложений данный угол предпочтительно приблизительно 0°, как проиллюстрировано на фиг. 3. Максимумы картины силовых линий магнитного поля имеют распределение, образующее практически постоянное магнитное поле по всей ширине картины силовых линий магнитного поля в направлении, перпендикулярном воображаемой линии, и образующее резко уменьшающееся магнитное поле за пределами ширины картины силовых линий магнитного поля в направлении, перпендикулярном воображаемой линии, например, как проиллюстрировано на фиг. 3b и 3c. Данная ширина составляет предпочтительно, по меньшей мере, 2 мм, чтобы обеспечить обнаружение флангов без помех. Для повышенной надежности ширина составляет предпочтительно, по меньшей мере, 4 мм, причем для некоторых приложений она составляет предпочтительно, по меньшей мере, 6 мм.
Согласно еще одному варианту осуществления расположения картины силовых линий магнитного поля, который проиллюстрирован на фиг. 4, картина силовых линий магнитного поля содержит первый максимум магнитного поля, имеющий первую полярность, и второй максимум магнитного поля, распределенный таким образом, что он окружает первый максимум и имеет вторую противоположную полярность. Наблюдение этой картины силовых линий магнитного поля в направлениях T и L покажет симметричные свойства картины силовых линий магнитного поля. Таким образом, обнаружение согласно такому же принципу можно осуществлять в любом направлении. Например, два пересечения нулевого уровня магнитного поля можно наблюдать, используя технологию дифференциальных измерений. Еще один пример представляет собой простое наблюдение главного центрального максимума картины силовых линий магнитного поля.
На практике при считывании магнитной метки, когда считывающее устройство, такое как катушка электромагнита, проходит относительно упаковочного материала, линии магнитного поля от магнитной метки, как проиллюстрировано на фиг. 5a, где полюса расположены в направлении относительного движения, обеспечивают считывание, как проиллюстрировано на фиг. 5b. Устанавливая два считывающих устройства на некотором расстоянии друг от друга в направлении относительного движения и принимая от них дифференциальный сигнал, можно осуществлять считывание иным способом, как проиллюстрировано на фиг. 5c. Используя такое считывание, можно получать менее склонный к ошибкам результат определения положения. Кроме того, можно установить магнитную метку, как проиллюстрировано на фиг. 5a, чтобы получать один бит информации, выбирая направление полярности магнитной метки по отношению к материалу. Считывание затем осуществляется зеркальным образом по сравнению с иллюстрациями на фиг. 5b и 5c. Один бит информации может, например, определять тип отличительного признака изготовления материала, с которым выравнивается магнитная метка.
Полотно упаковочного материала, содержащее множество намагничиваемых частей, в том числе, по меньшей мере, по одной обнаруживаемой намагничиваемой части на каждой упаковке, изготавливаемой из упаковочного материала, может содержать более или менее сложную информацию в своих намагничиваемых частях. Учитывая, что, по меньшей мере, одна из намагничиваемых частей образует магнитную метку, содержащую картину силовых линий магнитного поля, картина силовых линий магнитного поля может предоставлять информацию о своем характере и о положении, которую она имеет. По меньшей мере, одна из множества намагничиваемых частей может образовывать магнитную метку, содержащую дополнительную картину силовых линий магнитного поля, которая представляет комплексные данные, и можно также использовать дополнительные магнитные метки для содержания информации.
Определяя поперечное направление T, параллельное воображаемой оси рулона при сматывании полотна, и продольное направление L, перпендикулярное поперечному направлению, вторая намагничиваемая часть может содержать полоску, расположенную по существу вдоль продольного направления T полотна. Такая полоска является подходящей для содержания комплексных данных. Например, комплексные данные могут включать информацию, по которой можно однозначно идентифицировать полотно, а также можно однозначно идентифицировать даже часть полотна. Эти данные могут представлять собой описание полотна и/или части полотна, или идентификатор, по которому описание можно получить из базы данных, если идентификатор является известным.
Комплексные данные могут представлять собой схему модулирования картины силовых линий магнитного поля. Схема модулирования может представлять собой любую из следующих схем: манипуляция сдвигом фазы, манипуляция сдвигом частоты, манипуляция сдвигом амплитуды, квадратурная амплитудная модуляция, и широтно-импульсная модуляция. Фиг. 6 иллюстрирует примерную модуляцию магнитного поля для представления цифровой последовательности посредством манипуляции сдвигом фазы, которая в настоящее время представляет собой предпочтительную модуляцию благодаря своей высокой надежности и точности для предназначенных целей согласно настоящему изобретению.
Фиг. 7 иллюстрирует полотно 100 упаковочного материала, в котором содержится множество намагничиваемых частей 102. Намагничиваемые части предпочтительно распределены при печати таким образом, что существует, по меньшей мере, одна намагничиваемая часть 102 на каждой упаковке 104, изготавливаемой из упаковочного материала. Штриховые линии являются воображаемыми и предназначаются для того, чтобы представить множество частей, из которых будут изготовлены упаковки. Чтобы сократить расход намагничиваемого материала, например, расход намагничиваемой краски, намагничиваемые части изготовлены как обнаруживаемые намагничиваемые части или подобные части в местах, которые предназначены для расположения магнитных меток. Поскольку существует ограниченная точность определения положения между печатью и назначением магнитной метки, по сравнению с проблемой оптических меток, обнаруживаемые намагничиваемые части предпочтительно несколько превышают фактический размер, требуемый для магнитной метки. Таким образом, можно допускать любое разумное отклонение. Обнаруживаемые намагничиваемые части, таким образом, содержат намагничиваемые частицы, которые могут представлять собой магнитные метки, и, как более подробно разъясняется ниже, в зависимости от формы и размера обнаруживаемых намагничиваемых частей, содержать более сложную информацию путем модулированного намагничивания. Упаковочный материал предпочтительно представляет собой многослойный материал или однослойный материал, такой как полимерный материал.
Фиг. 8 иллюстрирует, что упаковочный многослойный материал 200 может содержать слой бумаги 202, причем непосредственно на его поверхности можно осуществлять печать намагничиваемых частей 204, и один или более слоев пластмассового покрытия 206, предпочтительно из полиолефина, такого как полиэтилен низкой плотности. Здесь термин «пластмассовое покрытие» следует истолковывать как любое покрытие или пленку, которые содержат полимеры, подходящие для пищевых контейнеров. Многослойный упаковочный материал может также содержать газонепроницаемый слой, такой как пленочный слой непроницаемого полимера, например, EVOH, PA, PET, но предпочтительно слой металлической фольги, такой как алюминиевая фольга, которая делает упаковочный материал термически герметизируемым посредством индукционного нагревания, которое представляет собой быстрый и эффективный способ герметизации. Кроме того, чтобы иметь возможность записывать и считывать магнитную метку через такой слой металлической фольги, предпочтительно выбирать неферромагнитный металл, такой как алюминий.
Печать намагничиваемых частей осуществляют на стороне слоя многослойного материала, предназначенного для обращения внутрь изготавливаемой упаковки. Таким образом, это не препятствует печати, например, декоративных изображений или информации о продукте на внешней поверхности упаковки. Печать предпочтительно осуществляют, используя намагничиваемую краску, как будет продемонстрировано ниже, таким образом, что толщина отпечатка после высушивания составляет от 4 до 10 мкм, предпочтительно от 6 до 8 мкм.
Намагничиваемую краску наносят таким образом, что можно изготавливать намагничиваемые части на многослойном упаковочном материале, причем данный многослойный упаковочный материал предназначен для использования в изготовлении, например, упаковок для продуктов питания, таких как напитки, и контейнеров для продуктов питания или контейнеров для основных или дополнительных продуктов, используемых в приготовлении продуктов питания или напитков. Краска содержит намагничиваемые частицы для изготовления магнитных отличительных признаков намагничиваемых частей.
Краска дополнительно содержит растворитель. Функция растворителя может заключаться в том, чтобы сохранять текучей и открытой систему распределения краски при печати. Растворитель можно составлять на основе воды или на основе мономера. Примеры растворителей представляют собой этанол, этилацетат, вода, изопропанол, гликоль или ингибирующий растворитель.
Краска дополнительно содержит связующий материал, такой как акрилат, стиролакриловый сополимер, полиуретан, нитроцеллюлоза, полиамид или латекс. Связующий материал может представлять собой смесь нескольких компонентов, например, из представленного выше списка, чтобы придавать краске требуемые свойства. Рассматриваемые свойства должны способствовать диспергированию и стабилизации магнитных частиц в краске, переносу магнитных частиц во время процесса печати, усилению адгезии к подложке, на которой осуществляется печать, т.е. к слою многослойного материала. Кроме того, рассматриваемые свойства представляют собой защиту магнитных частиц после печати и придание надлежащих параметров отпечатку. Например, один компонент связующего материала может служить в качестве диспергатора, чтобы равномерно диспергировать магнитные частицы в краске, в то время как другой компонент может служить в качестве клея для многослойного материала и т.д. Для приготовления краски, которая является подходящей для высокой скорости печати, содержание связующего материала может составлять от 20 до 60% массы краски во влажном состоянии. Обнаружено, что подходящее содержание составляет от 40 до 60%. Хорошо проявило себя содержание от 50 до 55%.
Краска может дополнительно содержать добавки, такие как воск и/или пеногаситель. Подходящий воск может представлять собой полиэтилен, полипропилен или политетрафторэтилен, кремнийорганическое соединение, полиамид, сополимер этилена и винилацетата, этиленбутилацетат, сополимер этилена и акриловой кислоты и т.д. Количество воска может изменяться, но оно должно быть достаточным, чтобы предотвращать осаждение или размазывание краски. Подходящий пеногаситель может представлять собой кремнийорганическое соединение или минеральное масло. Количество пеногасителя должно быть достаточным, чтобы предотвращать вспенивание краски во время печати на движущемся полотне, особенно при высокоскоростной печати.
Краску можно изготавливать, смешивая намагничиваемые частицы и связующий материал, например, в процессе непрерывного сдвига или перемешивания. Введение частиц, которое можно осуществлять порциями, можно прекращать, когда температура смеси составляет приблизительно от 40 до 50°C, и можно немедленно вводить любые добавки, например, пеногаситель и/или воск, и текучую среду, таким образом, чтобы получалась готовая к использованию краска.
Намагничиваемые частицы могут представлять собой маггемит или магнетит, или их сочетание. Данные минералы являются подходящими в упаковках для продуктов питания, поскольку отсутствует ограничение в отношении их возможного контакта с продуктами питания. Количество намагничиваемых частиц предпочтительно составляет от X до Y% массы краски.
Обнаружено, что размер намагничиваемых частиц, т.е. поперечная длина частицы, диаметр и т.д., в зависимости от принятой формы частиц, придает более или менее полезные свойства остаточному магнитному полю при нанесении магнитной метки на обнаруживаемую намагничиваемую часть посредством печати намагничиваемой краской. Частицы меньшего размера, который составляет 0,1 мкм, можно лучше диспергировать, но каждая частица может, разумеется, сохранять меньшее магнитное поле. Кроме того, в зависимости от выбора связующего материала, растворителя и т.д., диспергирование таких мелких частиц может на практике оказываться проблематичным, поскольку агломерация мелких частиц может представлять собой проблему во время изготовления краски и работы с ней. С другой стороны, частицы более крупного размера, который составляет от одного до нескольких микрометров, разумеется, невозможно диспергировать подобно мелким частицам, но каждая крупная частица может создавать большее остаточное магнитное поле, и агломерация таких частиц является менее выраженной. Обнаружено, что дальнейшее увеличение размера частиц не приводит к увеличению совокупного остаточного магнитного поля, которое может сохранять количество краски в обнаруживаемых намагничиваемых частях, и которое остается постоянным. Таким образом, подходящий размер намагничиваемых частиц может составлять от 0,1 до 2,5 мкм. Предпочтительные размеры могут составлять от 1 до 8 мкм для одного варианта осуществления или от 0,4 до 1,5 мкм для следующего варианта осуществления. Можно использовать мелкие частицы, размер которых составляет, например, приблизительно 0,3 мкм, чтобы обеспечивать подходящий компромисс между диспергированием и проблемой агломерации. Еще один возможный подход заключается в том, чтобы использовать частицы, размер которых составляет приблизительно 1 мкм, чтобы позволить каждой частице создавать значительную напряженность магнитного поля и сводить до минимума проблему агломерации. В следующем варианте осуществления можно использовать частицы, размер которых составляет приблизительно 0,4, 0,5, 0,6 или 0,7 мкм, чтобы обеспечить, по меньшей мере, оба преимущества для представленных выше двух других примеров. Здесь размер, приведенный как «приблизительный», следует интерпретировать в свете того, что форма частиц может не иметь определенного геометрического расстояния для измерения, а также что существует естественное распределение частиц по размерам, обусловленное их изготовлением. Рассмотрим, например, выбор частиц, размер которых составляет 0,5 мкм, но частицы изготовлены путем помола и имеют слегка неправильную форму. Таким образом, средняя частица может тогда составлять 0,5 мкм в своем максимальном имеющемся измерении, но при этом только 0,35 мкм в своем минимальном измерении. Кроме того, в наибольшем измерении размер 80% частиц может составлять от 0,45 до 0,55 мкм, в то время как размер остальных 20% может находиться за пределами данного интервала, особенно со стороны мелких частиц, образуемых путем помола. Разумеется, данный пример является применимым к любому выбранному размеру. Распределение можно также описать путем просеивания частиц после помола.
Фиг. 9 иллюстрирует полотно упаковочного материала 300, содержащее множество намагничиваемых частей 302. Намагничиваемые части могут быть распределены таким образом, что существует, по меньшей мере, по одной или более намагничиваемых частей на каждой упаковке, изготавливаемой из упаковочного материала 300. Намагничиваемые части содержат намагничиваемые частицы, например, обеспечиваемые магнитной краской, как продемонстрировано выше. Намагничиваемые части или «обнаруживаемые намагничиваемые части» могут иметь разнообразные формы, как проиллюстрировано на фиг. 10, в зависимости от магнитной метки и функции, которую магнитная метка предназначена выполнять. У обнаруживаемых намагничиваемых частей может быть квадратная, прямоугольная, круглая, овальная или продолговатая форма, ориентированная в продольном или поперечном направлении полотна. Размер обнаруживаемой намагничиваемой части выбирают в зависимости от размера метки, которую предполагается на ней разместить. Предпочтительно размер обнаруживаемой намагничиваемой части является несколько большим во избежание любой проблемы отклонения положения печати обнаруживаемой намагничиваемой части и образуемой на ней магнитной метки. Разумеется, более крупная обнаруживаемая намагничиваемая часть способна сохранять большее намагничивание, которое можно использовать для увеличения магнитного поля несущей мало информации метки, которую, таким образом, будет проще считывать, особенно в условиях контрастного сигнала, или сохранять более сложную информацию, например, сохранять информацию о полотне или определенной части полотна. Для несущей мало информации метки обнаруживаемая намагничиваемая часть может иметь площадь, составляющую 250 мм2 или менее, которая в случае квадратной обнаруживаемой намагничиваемой части соответствует длине стороны, составляющей приблизительно 15-16 мм, или в случае круглой обнаруживаемой намагничиваемой части соответствует диаметру, составляющему приблизительно 17-18 мм. Для многих применений достаточной является площадь, составляющая 150 мм2 или менее, и для некоторых применений достаточной является площадь, составляющая 25 мм2 или даже менее. Для сохранения комплексных данных может быть подходящей намагничиваемая часть, которая представляет собой продолговатую обнаруживаемую намагничиваемую часть в форме полоски. Изготавливая продолговатую часть таким образом, что она проходит в продольном направлении полотна, надлежащим образом обеспечивают запись и считывание комплексных данных, когда полотно движется во время изготовление полотна и/или обработки упаковок.
Напечатанные обнаруживаемые намагничиваемые части предпочтительно содержат магнитные частицы, количество которых составляет от 0,5 до 4 г на 1 м2 площади обнаруживаемой намагничиваемой части. Меньшее количество может сокращать способность сохранять магнитную информацию, а большее количество может только увеличивать расход намагничиваемой краски без улучшения способности сохранять информацию. Печать большим количеством краски может также оказываться проблематичной, особенно при высокоскоростной печати, поскольку краска может вызывать проблемы осаждения. Предпочтительный количество составляет от 1,5 до 4 г/м2, чтобы обеспечивать способность сохранять информацию в различных условиях. Разумный компромиссное количество, обеспечивающее надежное считывание/запись, печать и экономию расходуемой краски, составляет приблизительно 2 г/м2.
Положение продолговатой обнаруживаемой намагничиваемой части или полоски может определять заданное расстояние от продольной границы полотна, причем данные, сохраняемые в этой части, также можно использовать для выравнивания полотна в некоторых применениях.
Продолговатая обнаруживаемая намагничиваемая часть или полоска может представлять собой часть полоски вдоль полотна, которая разделена на части таким образом, что существует по одной части для каждой изготавливаемой упаковки. Разделение предпочтительно осуществляют в таком положении, что обеспечивается герметизация изготавливаемой упаковки в положении раздела, где отсутствует намагничиваемый отпечаток. Полоска может содержать магнитную метку, показывающую положение герметизации и находящуюся на заданном расстоянии от положения герметизации.
Фиг. 11 иллюстрирует полотно 500 многослойного упаковочного материала содержащее множество намагничиваемых частей 502, которые здесь проиллюстрированы в виде точек. Полотно 500 предназначено для изготовления множества упаковок для содержания, например, продуктов питания или жидкостей. Штриховые линии являются воображаемыми и предназначаются для того, чтобы представить множество частей, из которых будут изготовлены упаковки. Полотно 500 содержит, по меньшей мере, по одной намагничиваемой части на каждой упаковке. Таким образом, при изготовлении упаковок из упаковочного многослойного материала каждая упаковка будет содержать, по меньшей мере, по одной намагничиваемой части. Обнаруживаемые намагничиваемые части предпочтительно имеют любое подходящее сочетание отличительных признаков согласно тому, что было продемонстрировано выше в отношении геометрии, печати и намагничиваемой краски.
Многослойный материал может представлять собой сложный многослойный материал, содержащий множество слоев, где каждый слой выбран для придания конечной упаковке желательных свойств. Например, можно использовать дополнительный полимерный слой 610, чтобы, например, защитить бумажный слой от влаги, сделать конечную упаковку более простой в обращении и более устойчивой к воздействию окружающей среды и/или просто придать конечной упаковке более привлекательный внешний вид. Многослойный материал может также содержать один слой, несмотря на то, что он обозначен как многослойный материал, если это придает конечной упаковке желательные свойства, например, один полимерный слой. Многослойный материал 600 может содержать первый слой 602 бумаги и второй слой 604 пластмассового покрытия, как проиллюстрировано на фиг. 12. Намагничиваемые части можно затем получать как отпечатки 608, например, в форме обнаруживаемых намагничиваемых частей или в других формах, как продемонстрировано выше, в отношении геометрии, нанесенных на слой бумаги. Можно также изготавливать дополнительные слои, такие как третий слой 606 металлической фольги. Можно использовать большее или меньшее число слоев различных материалов, чтобы придавать желательные свойства конечной упаковке. Когда многослойный материал содержит слой металлической фольги 606, она предпочтительно изготовлен из неферромагнитного металла, такого как алюминий, таким образом, что намагничиваемая часть является электромагнитно доступной через металлическую фольгу для печати и считывания сохраняемой в магнитной форме информации и/или положения.
По меньшей мере, некоторую обнаруживаемую намагничиваемая часть из присутствующих на каждой упаковке печатают таким образом, что она не является обнаруживаемой снаружи конечной упаковки. Это может быть обусловлено, например, тем, что внешняя поверхность упаковки должна быть доступной для размещения декоративного изображения и/или информации о продукте. Таким образом, печать предпочтительно осуществляют на стороне полотна, предназначенной для обращения внутрь упаковки, или, по меньшей мере, на стороне подходящего слоя, такого как бумажный слой, как продемонстрировано выше, предназначенный для обращения внутрь упаковки.
Фиг. 13 иллюстрирует полотно 700 упаковочного материала, содержащее множество намагничиваемых частей 702. Полотно 700 содержит, по меньшей мере, по одной обнаруживаемой намагничиваемой части на каждой упаковке, изготавливаемой из упаковочного материала. Кроме того, по меньшей мере, полотно обеспечивает один отличительный признак изделия для улучшения обработки упаковок. По меньшей мере, один отличительный признак изделия выравнивают с меткой магнитного поля, по меньшей мере, в одной намагничиваемой части. Например, как проиллюстрировано на фиг. 7, в полотне делают линии сгиба, чтобы обеспечить быструю и надежную обработку упаковки. При изготовлении линий сгиба метка образуется как заданное магнитное поле в намагничиваемой части одновременно с изготовлением линий сгиба. Механизм для изготовления линий сгиба, т.е. ролики с трафаретированными канавками/выступами, можно быть снабжен намагничивающим элементом. Выравнивание магнитной метки будет затем обеспечивать операция по изготовлению линий сгиба. Намагничивающий элемент может представлять собой постоянный магнит или электромагнит для создания метки магнитного поля. Когда магнит находится на периферии сгиба, ролик оказывается в тесной близости от намагничиваемой части, намагничиваемые частицы намагничиваемой части намагничиваются, и картина силовых линий магнитного поля остается в намагничиваемой части. Таким образом, образуется метка магнитного поля. Предпочтительно намагничиваемая часть слегка превышает геометрический размер метки магнитного поля, т.е. области намагничиваемой части, имеющей остаточную намагниченность. В результате этого выравнивание намагничиваемой части не имеет критического значения, поскольку именно метка магнитного поля, а не сама печать намагничиваемой части будет представлять собой элемент, обеспечивающий точное положение. За счет создания подходящей картины силовых линий магнитного поля можно будет также точно считывать точную метку магнитного поля, что будет подробно обсуждаться ниже.
Отличительный признак изделия может быть иным, чем изготовление линий сгиба, таким как изготовление отверстий, перфораций и т.д. Выравнивание следует такому же принципу, т.е. намагничиваемая часть образуется у механизма, создающего отличительный признак изделия, таким образом, что происходит естественное выравнивание вследствие структуры.
Применение намагничивающего элемента в механизме, создающем отличительный признак изделия, может вызывать ряд проблем. Намагничивающий элемент может, например, не находиться в положении, где для отличительного признака изделия требуется механическое взаимодействие с упаковочным материалом, такое как изготовление линии сгиба или перфорированного отверстия. Таким образом, предпочтительно существует расстояние между областью такого отличительного признака изделия и его выровненной меткой магнитного поля. Кроме того, инструмент, обеспечивающий вышеупомянутое взаимодействие, может быть изготовлен из ферромагнитного материала. Чтобы улучшить применение метки магнитного поля, может потребоваться снабжение намагничивающего элемента удерживающим или установочным приспособлением, изготовленным из неферромагнитного материала, такого как алюминий, в котором это расстояние может быть дополнительно увеличено. Таким образом, в зависимости от операции по изготовлению отличительного признака изделия и инструмента для ее осуществления, данное расстояние предпочтительно составляет, например, по меньшей мере, 2 мм, по меньшей мере, 5 мм, по меньшей мере, 7 мм или, по меньшей мере, 10 мм.
Поскольку несколько операций создают отличительные признаки изделия, оказывается предпочтительным, чтобы каждая такая операция имела свою выровненную метку магнитного поля. Каждую из этих различных меток магнитного поля предпочтительно делают в соответствующей намагничиваемой части, положение которой приспособлено для операции. Поскольку некоторые операции могут быть взаимодействующими, в одной операции можно использовать метку магнитного поля, изготовленную в другой операции, в качестве основной метки, или можно изготавливать определенно выделенную основную метку, которая не является естественно выровненной с какой-либо операцией по изготовлению отличительного признака изделия, и которую, таким образом, используют только в качестве ориентира для последующих выполняемых операций.
Другие метки магнитного поля могут содержать комплексные данные, и их можно, например, изготавливать как длинные прямоугольные обнаруживаемые намагничиваемые части, т.е. как полоски. Полоски могут проходить по всей длине полотна, с перерывами или без перерывов в частях, предназначенных для разрезания при обработке упаковок. Метки магнитного поля, содержащие комплексные данные, могут, например, нести индивидуальный код, по которому можно идентифицировать полотно, а также часть полотна. Комплексные данные можно также содержать информацию о положении, указания для обработки упаковки и т.д.
Фиг. 14 иллюстрирует пример полотна 900, содержащего линии сгиба 902 и намагничиваемую часть 904, в которой находится информация о положении для линий сгиба посредством выровненной метки магнитного поля. Полотно 900 также содержит перфорационное отверстие 906 для каждой изготавливаемой упаковки и намагничиваемую часть 908, содержащую информацию о положении для соответствующего перфорационного отверстия 906 посредством выровненной метки магнитного поля. Эту метку магнитного поля можно, например, использовать при изготовлении многократно закрываемого отверстия в упаковке при обработке. Полотно 900 также содержит полоску 910, содержащую комплексные данные, например, как указано выше.
Дополнительная информация о положении может представлять собой край или герметизацию упаковки, где операция предназначена для разделения полотна на части, образующие упаковку, или для герметизации соответствующей упаковки.
Дополнительная информация о положении, которую может содержать намагничиваемая часть, представляет собой положение магнитных меток на концах полотна упаковочного материала, т.е. в начале полотна и/или конце полотна, таким образом, что при соединении полотен обеспечивается выровненная стыковка.
Дополнительная информация о положении представляет собой положение оптической метки, которая может обеспечивать выгодную совместимость для расфасовочных машин, осуществляющих оптическое считывание или магнитное считывание информации о положении. Предпочтительно положение обнаруживаемой намагничиваемой части, содержащей эту информацию, определяют аналогично положению оптической метки, но на стороне, которая предназначена для образования внутренней поверхности упаковки. Поскольку оптическая метка, как правило, находится на части, предназначенной для изготовления нижней части упаковки, данная намагничиваемая часть расположена соответствующим образом. Магнитная метка в данной намагничиваемой части, таким образом, способна нести информацию, аналогичную оптической метки, и оптическое считывающее устройство расфасовочной машины можно, таким образом, просто заменить магнитным считывающим устройством. На практике никакая оптическая метка, таким образом, не является обязательной, если оптические считывающие устройства заменены магнитными считывающими устройствами, и магнитная метка занимает место оптической метки, как описано выше. В таком случае совместимость заключается в смысле одинакового положения установки считывающих устройств в расфасовочной машине.
Дополнительная информация о положении может быть предназначена для печати на наружной поверхности. Эта информация о положении может быть полезной для обеспечения надлежащего выравнивания печати с упаковкой и с другими отличительными признаками изделия в упаковке.
При изготовлении метки магнитного поля может оказаться полезным, если устройство для записи метки магнитного поля, например, постоянный магнит или катушка электромагнита, осуществляло нулевое или малое относительное движение, или, по меньшей мере, приблизительно постоянное движение относительно намагничиваемой части. Это достигается, например, путем интегрирования записывающего устройства, например, в ролики для изготовления линий сгиба, где отсутствует относительное движение, поскольку периферия роликов и полотно движутся с одинаковой скоростью в одном направлении. Еще один способ обеспечения нулевого или малого относительного движения, или, по меньшей мере, приблизительно постоянного движения относительно намагничиваемой части заключается в том, чтобы регулировать движение в положении записи. Это можно осуществлять, ослабляя натяжение часть полотна до и после положения записи таким образом, что скорость в данном положении можно регулировать независимо от скорости полотна до и после данного положения. Ослабление натяжения можно обеспечивать, заставляя полотно проходить волнообразным путем, где размеры волн приспособлены для создания переменного натяжения. Таким образом, во время операции записи скорость можно регулировать в положении записи, и полотно ускоряют или замедляют между операциями записи, чтобы обеспечивать среднюю скорость полотна.
По меньшей мере, одна из обнаруживаемых намагничиваемых частей для каждой изготавливаемой упаковки может находиться на расстоянии, составляющем не более чем 20%, предпочтительно от 5 до 15% ширины материала для изготовления упаковки, от продольного края материала для изготовления упаковки. Метку магнитного поля в таких обнаруживаемых намагничиваемых частях можно затем использовать для регулирования скручивания материала при изготовлении упаковки. Изготовление упаковки обычно осуществляют, изготавливая некоторого рода трубу, которую затем герметизируют некоторым способом на концах и придают ей желательную форму. Данная труба может затем непреднамеренно скручиваться, что может препятствовать изготовлению упаковки. Таким образом, такая метка магнитного поля может способствовать ограничению любого скручивания трубы, чтобы обеспечивать изготовление упаковки. Установление этих магнитных меток относительно близко к продольным краям, соединяемым для изготовления трубы, дополнительно способствует регулированию, поскольку считывание меток магнитного поля можно осуществлять со стороны упаковки, где происходит соединение.
Полотно упаковочного материала, такого как многослойный материал, содержит множество намагничиваемых частей 1004, 1006, 1010, как проиллюстрировано на фиг. 15. Полотно содержит, по меньшей мере, по одной обнаруживаемой намагничиваемой части 1004 на каждой упаковке, изготавливаемой из упаковочного многослойного материала. Кроме того, по меньшей мере, один отличительный признак изделия для улучшения обработки упаковок обеспечивает полотно. По меньшей мере, один отличительный признак изделия выравнивают с меткой магнитного поля, по меньшей мере, в одной намагничиваемой части. Например, как проиллюстрировано на фиг. 15, в полотне 1000 делают линии сгиба 1002, чтобы обеспечить быструю и надежную обработку упаковки. При изготовлении линий сгиба 1002 метка 1008 образуется как заданное магнитное поле в намагничиваемой части одновременно с изготовлением линий сгиба. Механизм для изготовления линий сгиба, т.е. ролики с трафаретированными канавками/выступами, можно быть снабжен намагничивающим элементом. Выравнивание магнитной метки 1004 будет затем обеспечивать операция по изготовлению линий сгиба. Намагничивающий элемент может представлять собой постоянный магнит или электромагнит для создания метки магнитного поля. Когда магнит находится на периферии сгиба, ролик оказывается в тесной близости от намагничиваемой части, намагничиваемые частицы намагничиваемой части намагничиваются, и картина силовых линий магнитного поля остается в намагничиваемой части. Таким образом, образуется метка магнитного поля. Предпочтительно намагничиваемая часть слегка превышает геометрический размер метки магнитного поля, т.е. области намагничиваемой части, имеющей остаточную намагниченность (остаточную магнитную индукцию). В результате этого выравнивание намагничиваемой части не имеет критического значения, поскольку именно метка магнитного поля, а не сама печать намагничиваемой части будет представлять собой элемент, обеспечивающий точное положение. За счет создания подходящей картины силовых линий магнитного поля можно будет также точно считывать точную метку магнитного поля, что будет подробно обсуждаться ниже.
Отличительный признак изделия может быть иным, чем изготовление линий сгиба, таким как изготовление отверстий, перфораций и т.д. Выравнивание следует такому же принципу, т.е. намагничиваемая часть образуется у механизма, создающего отличительный признак изделия, таким образом, что происходит естественное выравнивание вследствие структуры.
Применение намагничивающего элемента в механизме, создающем отличительный признак изделия, может вызывать ряд проблем. Намагничивающий элемент может, например, не находиться в положении, где для отличительного признака изделия требуется механическое взаимодействие с упаковочным материалом, такое как изготовление линии сгиба или перфорационного отверстия. Таким образом, предпочтительно существует расстояние между областью такого отличительного признака изделия и его выровненной меткой магнитного поля. Кроме того, инструмент, обеспечивающий вышеупомянутое взаимодействие, может быть изготовлен из ферромагнитного материала. Чтобы улучшить применение метки магнитного поля, может потребоваться снабжение намагничивающего элемента удерживающим или установочным приспособлением, изготовленным из неферромагнитного материала, такого как алюминий, в котором это расстояние может быть дополнительно увеличено. Таким образом, в зависимости от операции по изготовлению отличительного признака изделия и инструмента для ее осуществления, данное расстояние предпочтительно составляет, например, по меньшей мере, 2 мм, по меньшей мере, 5 мм, по меньшей мере, 7 мм или, по меньшей мере, 10 мм.
Поскольку несколько операций создают отличительные признаки изделия, оказывается предпочтительным, чтобы каждая такая операция имела свою выровненную метку магнитного поля. Каждую из этих различных меток магнитного поля предпочтительно делают в соответствующей намагничиваемой части, положение которой приспособлено для операции. Поскольку некоторые операции могут быть взаимодействующими, в одной операции можно использовать метку магнитного поля, изготовленную в другой операции, в качестве основной метки, или можно изготавливать определенно выделенную основную метку, которая не является естественно выровненной с какой-либо операцией по изготовлению отличительного признака изделия, и которую, таким образом, используют только в качестве ориентира для последующих выполняемых операций.
Другие метки магнитного поля могут содержать комплексные данные, и их можно, например, изготавливать как длинные прямоугольные обнаруживаемые намагничиваемые части 1010, т.е. как полоски. Полоски 1010 могут проходить по всей длине полотна 1000, с перерывами или без перерывов в частях, предназначенных для разрезания при обработке упаковок. Метки магнитного поля, содержащие комплексные данные, могут, например, нести индивидуальный код, по которому можно идентифицировать полотно, а также часть полотна. Комплексные данные можно также содержать информацию о положении, указания для обработки упаковки и т.д.
При изготовлении метки магнитного поля может оказаться полезным, если устройство для записи метки магнитного поля, например, постоянный магнит или катушка электромагнита, осуществляло нулевое или малое относительное движение, или, по меньшей мере, приблизительно постоянное движение относительно намагничиваемой части. Это достигается, например, путем интегрирования записывающего устройства, например, в ролики для изготовления линий сгиба, где отсутствует относительное движение, поскольку периферия роликов и полотно движутся с одинаковой скоростью в одном направлении. Еще один способ обеспечения нулевого или малого относительного движения, или, по меньшей мере, приблизительно постоянного движения относительно намагничиваемой части заключается в том, чтобы регулировать движение в положении записи. Это можно осуществлять, ослабляя натяжение часть полотна до и после положения записи таким образом, что скорость в данном положении можно регулировать независимо от скорости полотна до и после данного положения. Ослабление натяжения можно обеспечивать, заставляя полотно проходить волнообразным путем, где размеры волн приспособлены для создания переменного натяжения. Таким образом, во время операции записи скорость можно регулировать в положении записи, и полотно ускоряют или замедляют между операциями записи, чтобы обеспечивать среднюю скорость полотна.
Материал является подходящим для изготовления трубы, которую герметизируют с одного конца, наполняют содержимым, герметизируют с другого конца вместе с содержимым, разрезают и превращают в упаковку, как схематически проиллюстрировано на фиг. 16. Магнитная метка оказалась особенно подходящей для решения проблемы в данной области техники. Магнитная метка расположена таким образом, что можно обнаруживать любое скручивание при изготовлении трубы 1011. За счет возможности обнаружения любого скручивания трубы 1011 в процессе изготовления и наполнения, который осуществляют с высокой скоростью, возможно внесение исправлений, что способно в значительной степени улучшать работу и повышать производительность в отношении надлежащим образом изготовленных, наполненных и герметизированных упаковок.
Упаковочная операция, которая продемонстрирована выше, определяет определенные требования для любой дополнительной операции. Авторы настоящего изобретения обнаружили, что большое преимущество представляет собой возможность доступа к трубе в области соединения краев упаковочного материала. Таким образом, по меньшей мере, по одной из обнаруживаемых намагничиваемых частей для каждой изготавливаемой упаковки, которую затем можно надлежащим образом использовать для определения скручивания, предпочтительно находится от краев на расстоянии, составляющем не более чем 20% ширины материала. В результате этого обеспечивается максимальный доступ во время такой упаковочной операции. Для определенных форм упаковок, которые известны в данной области техники, оказывается предпочтительным, чтобы данная обнаруживаемая намагничиваемая часть находилась от края на расстоянии, составляющем от 5 до 15% ширины материала.
Метку магнитного поля в таких обнаруживаемых намагничиваемых частях можно затем использовать для регулирования скручивания материала при изготовлении упаковки. Изготовление упаковки обычно осуществляют, изготавливая некоторого рода трубу, которую затем герметизируют некоторым способом на концах и придают ей желательную форму. Данная труба может затем непреднамеренно скручиваться, что может препятствовать изготовлению упаковки. Таким образом, такая метка магнитного поля может способствовать ограничению любого скручивания трубы, чтобы обеспечивать изготовление упаковки. Установление этих магнитных меток относительно близко к продольным краям, соединяемым для изготовления трубы, дополнительно способствует регулированию, поскольку считывание меток магнитного поля можно осуществлять со стороны упаковки, где происходит соединение.
Картина силовых линий магнитного поля может содержать первый максимум магнитного поля, имеющий первую полярность, и второй максимум магнитного поля, имеющий вторую противоположную полярность. Такую картину силовых линий магнитного поля можно получить, используя одиночный магнит, например, постоянный магнит, имеющий северный и южный полюс, который расположен вблизи намагничиваемой части во время нанесения магнитной метки, где остаточное магнитное поле (остаточная магнитная индукция) магнитных частиц магнитной краски в намагничиваемой части становится желательной. Положение в продольном направлении затем обнаруживают предпочтительно путем наблюдения смещения магнитного поля, т.е. пересечения нулевого уровня, которое обеспечивает очень точное определение положения в продольном направлении. Положение в поперечном направлении определяют предпочтительно путем наблюдения флангов магнитного поля, например, используя метод дифференциальных измерений, который обеспечивает точное слежение в поперечном направлении.
Проиллюстрированная картина магнитных линий предпочтительно является выровненной в продольном или поперечном направлении. Однако такое идеальное выравнивание не является обязательным. Относительно воображаемой линии между средними точками первого максимума и второго максимума картины силовых линий магнитного поля эта картина может быть расположена таким образом, что угол между воображаемой линией и продольным направлением составляет от -10 до 10°. В предпочтительном варианте осуществления данный угол составляет от -5 до 5°. Максимумы картины силовых линий магнитного поля имеют распределение, образующее практически постоянное магнитное поле по всей ширине картины силовых линий магнитного поля в направлении, перпендикулярном воображаемой линии, и образующее резко уменьшающееся магнитное поле за пределами ширины картины силовых линий магнитного поля в направлении, перпендикулярном воображаемой линии. Данная ширина составляет предпочтительно, по меньшей мере, 2 мм, чтобы обеспечить обнаружение флангов без помех. Для повышенной надежности ширина составляет предпочтительно, по меньшей мере, 4 мм, причем для некоторых приложений она составляет предпочтительно, по меньшей мере, 6 мм.
Согласно еще одному варианту осуществления расположения картины силовых линий магнитного поля, картина силовых линий магнитного поля содержит первый максимум магнитного поля, имеющий первую полярность, и второй максимум магнитного поля, распределенный таким образом, что он окружает первый максимум и имеет вторую противоположную полярность. Наблюдение этой картины силовых линий магнитного поля в продольном и поперечном направлениях покажет симметричные свойства картины силовых линий магнитного поля. Таким образом, обнаружение согласно такому же принципу можно осуществлять в любом направлении. Например, два пересечения нулевого уровня магнитного поля можно наблюдать, используя технологию дифференциальных измерений. Еще один пример представляет собой простое наблюдение главного центрального максимума картины силовых линий магнитного поля.
Фиг. 17 иллюстрирует полотно 1100 упаковочного материала, в котором содержится множество намагничиваемых частей 1102. Намагничиваемые части предпочтительно распределены при печати таким образом, что существует, по меньшей мере, одна намагничиваемая часть 1102 на каждой упаковке 1104, изготавливаемой из упаковочного материала. Штриховые линии являются воображаемыми и предназначаются для того, чтобы представить множество частей, из которых будут изготовлены упаковки. Чтобы сократить расход намагничиваемого материала, например, расход намагничиваемой краски, намагничиваемые части изготовлены как обнаруживаемые намагничиваемые части или подобные части в местах, которые предназначены для расположения магнитных меток. Поскольку существует ограниченная точность определения положения между печатью и назначением магнитной метки, по сравнению с проблемой оптических меток, обнаруживаемые намагничиваемые части предпочтительно несколько превышают фактический размер, требуемый для магнитной метки. Таким образом, можно допускать любое разумное отклонение. Обнаруживаемые намагничиваемые части, таким образом, содержат намагничиваемые частицы, которые могут представлять собой магнитные метки, и, как более подробно разъясняется ниже, в зависимости от формы и размера обнаруживаемых намагничиваемых частей, содержать более сложную информацию путем модулированного намагничивания. Упаковочный материал предпочтительно представляет собой многослойный материал или однослойный материал, такой как полимерный материал.
Фиг. 18 схематически иллюстрирует пример считывания/записи положение магнитной метки, выровненной в процессе одной или нескольких операций 1203 на полотне 1200 упаковочного материала. Магнитную метку 1201 используют для выравнивания в одной или нескольких операциях. Чтобы обеспечивать надлежащие положения полотна для операций и осуществлять движение с постоянной скоростью, т.е. без ускорений или замедлений материала, или отсутствие движения, можно создавать ослабления натяжения 1204 и 1206 до и после положения считывания/записи/операций.
Кроме того, по меньшей мере, один отличительный признак изделия для улучшения обработки упаковок может обеспечивать полотно. По меньшей мере, один отличительный признак изделия можно выравнивать с меткой магнитного поля, по меньшей мере, в одной намагничиваемой части. Например, в полотке изготавливают линии сгиба, чтобы обеспечивать быструю и надежную обработку упаковки. Отличительный признак изделия может быть иным, чем изготовление линий сгиба, таким как изготовление отверстий, перфораций и т.д. Выравнивание следует такому же принципу, т.е. намагничиваемая часть образуется у механизма, создающего отличительный признак изделия, таким образом, что происходит естественное выравнивание вследствие структуры.
Применение намагничивающего элемента в механизме, создающем отличительный признак изделия, может вызывать ряд проблем. Намагничивающий элемент может, например, не находиться в положении, где для отличительного признака изделия требуется механическое взаимодействие с упаковочным материалом, такое как изготовление линии сгиба или перфорационного отверстия. Таким образом, предпочтительно существует расстояние между областью такого отличительного признака изделия и его выровненной меткой магнитного поля. Кроме того, инструмент, обеспечивающий вышеупомянутое взаимодействие, может быть изготовлен из ферромагнитного материала. Чтобы улучшить применение метки магнитного поля, может потребоваться снабжение намагничивающего элемента удерживающим или установочным приспособлением, изготовленным из неферромагнитного материала, такого как алюминий, в котором это расстояние может быть дополнительно увеличено. Таким образом, в зависимости от операции по изготовлению отличительного признака изделия и инструмента для ее осуществления, данное расстояние предпочтительно составляет, например, по меньшей мере, 2 мм, по меньшей мере, 5 мм, по меньшей мере, 7 мм или, по меньшей мере, 10 мм.
Поскольку несколько операций создают отличительные признаки изделия, оказывается предпочтительным, чтобы каждая такая операция имела свою выровненную метку магнитного поля. Каждую из этих различных меток магнитного поля предпочтительно делают в соответствующей намагничиваемой части, положение которой приспособлено для операции. Поскольку некоторые операции могут быть взаимодействующими, в одной операции можно использовать метку магнитного поля, изготовленную в другой операции, в качестве основной метки, или можно изготавливать определенно выделенную основную метку, которая не является естественно выровненной с какой-либо операцией по изготовлению отличительного признака изделия, и которую, таким образом, используют только в качестве ориентира для последующих выполняемых операций.
Другие метки магнитного поля могут содержать комплексные данные, и их можно, например, изготавливать как длинные прямоугольные обнаруживаемые намагничиваемые части, т.е. как полоски. Полоски могут проходить по всей длине полотна, с перерывами или без перерывов в частях, предназначенных для разрезания при обработке упаковок. Метки магнитного поля, содержащие комплексные данные, могут, например, нести индивидуальный код, по которому можно идентифицировать полотно, а также часть полотна. Комплексные данные можно также содержать информацию о положении, указания для обработки упаковки и т.д.
Дополнительная информация о положении может представлять собой край или герметизацию упаковки, где операция предназначена для разделения полотна на части, образующие упаковку, или для герметизации соответствующей упаковки.
Дополнительная информация о положении, которую может содержать намагничиваемая часть, представляет собой положение магнитных меток на концах полотна упаковочного материала, т.е. в начале полотна и/или конце полотна, таким образом, что при соединении полотен обеспечивается выровненная стыковка.
Дополнительная информация о положении представляет собой положение оптической метки, которая может обеспечивать выгодную совместимость для расфасовочных машин, осуществляющих оптическое считывание или магнитное считывание информации о положении. Предпочтительно положение обнаруживаемой намагничиваемой части, содержащей эту информацию, определяют аналогично положению оптической метки, но на стороне, которая предназначена для образования внутренней поверхности упаковки. Поскольку оптическая метка, как правило, находится на части, предназначенной для изготовления нижней части упаковки, данная намагничиваемая часть расположена соответствующим образом. Магнитная метка в данной намагничиваемой части, таким образом, способна нести информацию, аналогичную оптической метки, и оптическое считывающее устройство расфасовочной машины можно, таким образом, просто заменить магнитным считывающим устройством. На практике никакая оптическая метка, таким образом, не является обязательной, если оптические считывающие устройства заменены магнитными считывающими устройствами, и магнитная метка занимает место оптической метки, как описано выше. В таком случае совместимость заключается в смысле одинакового положения установки считывающих устройств в расфасовочной машине.
Дополнительная информация о положении может быть предназначена для печати на наружной поверхности. Эта информация о положении может быть полезной для обеспечения надлежащего выравнивания печати с упаковкой и с другими отличительными признаками изделия в упаковке.
При изготовлении метки магнитного поля может оказаться полезным, если устройство для записи метки магнитного поля, например, постоянный магнит или катушка электромагнита, осуществляло нулевое или малое относительное движение, или, по меньшей мере, приблизительно постоянное движение относительно намагничиваемой части. Это достигается, например, путем интегрирования записывающего устройства, например, в ролики для изготовления линий сгиба, где отсутствует относительное движение, поскольку периферия роликов и полотно движутся с одинаковой скоростью в одном направлении. Еще один способ обеспечения нулевого или малого относительного движения, или, по меньшей мере, приблизительно постоянного движения относительно намагничиваемой части заключается в том, чтобы регулировать движение в положении записи. Это можно осуществлять, ослабляя натяжение часть полотна до и после положения записи таким образом, что скорость в данном положении можно регулировать независимо от скорости полотна до и после данного положения. Ослабление натяжения можно обеспечивать, заставляя полотно проходить волнообразным путем, где размеры волн приспособлены для создания переменного натяжения. Таким образом, во время операции записи скорость можно регулировать в положении записи, и полотно ускоряют или замедляют между операциями записи, чтобы обеспечивать среднюю скорость полотна.
При считывании метки магнитного поля, может оказаться полезным, если устройство для считывания метки магнитного поля, например, катушка электромагнита, осуществляет приблизительно постоянное движение относительно намагничиваемой части. Способ достижения приблизительно постоянного движения относительно намагничиваемой части представляет собой регулирование движения в положении считывания. Это можно осуществлять, ослабляя натяжение часть полотна до и после положения считывания таким образом, что скорость в данном положении можно регулировать независимо от скорости полотна до и после данного положения. Ослабление натяжения можно обеспечивать, заставляя полотно проходить волнообразным путем, где размеры волн приспособлены для создания переменного натяжения. Таким образом, во время операции считывания скорость можно регулировать в положении считывания, и полотно ускоряют или замедляют между операциями считывания, чтобы обеспечивать среднюю скорость полотна.
Таким образом, предложены, соответственно, способы записи и считывания магнитной метки согласно приведенному выше обсуждению. Для записи магнитной метки преимущество использования нулевой относительной скорости между записывающим устройством и материалом заключается в том, что положение метки может быть очень точным, и что картина магнитных линий метки становится заданной, поскольку скольжение отсутствует. Для считывания магнитной метки преимущество использования постоянной ненулевой относительной скорости заключается в том, что можно надлежащим образом считывать картину силовых линий магнитного поля метка. В данном контексте нулевую и ненулевую скорость следует истолковывать, учитывая динамику процессов движения материала и время, которое требуется для считывания и записи. Таким образом, состояние нулевой (и, соответственно, ненулевой) скорости не следует истолковывать как абсолютное, а также его не следует рассматривать в качестве постоянного условия, поскольку оно представляет собой желательное состояние только в самый момент считывания или записи.
По меньшей мере, одна из обнаруживаемых намагничиваемых частей для каждой изготавливаемой упаковки может находиться на расстоянии, составляющем не более чем 20%, предпочтительно от 5 до 15% ширины материала для изготовления упаковки, от продольного края материала для изготовления упаковки. Метку магнитного поля в таких обнаруживаемых намагничиваемых частях можно затем использовать для регулирования скручивания материала при изготовлении упаковки. Изготовление упаковки обычно осуществляют, изготавливая некоторого рода трубу, которую затем герметизируют некоторым способом на концах и придают ей желательную форму. Данная труба может затем непреднамеренно скручиваться, что может препятствовать изготовлению упаковки. Таким образом, такая метка магнитного поля может способствовать ограничению любого скручивания трубы, чтобы обеспечивать изготовление упаковки. Установление этих магнитных меток относительно близко к продольным краям, соединяемым для изготовления трубы, дополнительно способствует регулированию, поскольку считывание меток магнитного поля можно осуществлять со стороны упаковки, где происходит соединение.
При рассмотрении полотна упаковочного материала, содержащего множество намагничиваемых частей, в том числе, по меньшей мере, по одной обнаруживаемой намагничиваемой части на каждой упаковке, изготавливаемой из упаковочного материала, по меньшей мере, одна из намагничиваемых частей может образовывать магнитную метку, содержащую картину силовых линий магнитного поля. Таким образом, магнитная метка превращается в носитель информации. Содержащаяся информация является геометрической в том смысле, что она нанесена в определенном положении полотна, которое проходит через различные технологические этапы, от изготовления полотна до обработки упаковки. Информация может также относиться к картине силовых линий магнитного поля, которая может представлять собой достаточно простую картину для надежного определения положения или более сложную картину для содержания комплексных данных.
Картина силовых линий магнитного поля может содержать первый максимум магнитного поля, имеющий первую полярность, и второй максимум магнитного поля, имеющий вторую противоположную полярность. Такую картину силовых линий магнитного поля можно получить, используя одиночный магнит, например, постоянный магнит, имеющий северный и южный полюс, который расположен вблизи намагничиваемой части во время нанесения магнитной метки, где остаточное магнитное поле магнитных частиц магнитной краски в намагничиваемой части становится желательной. Положение в продольном направлении затем обнаруживают предпочтительно путем наблюдения смещения магнитного поля, т.е. пересечения нулевого уровня, которое обеспечивает очень точное определение положения в продольном направлении. Положение в поперечном направлении определяют предпочтительно путем наблюдения флангов магнитного поля, например, используя метод дифференциальных измерений, который обеспечивает точное слежение в поперечном направлении.
Проиллюстрированная картина магнитных линий предпочтительно является выровненной в продольном или поперечном направлении. Однако такое идеальное выравнивание не является обязательным. Относительно воображаемой линии между средними точками первого максимума и второго максимума картины силовых линий магнитного поля эта картина может быть расположена таким образом, что угол между воображаемой линией и продольным направлением составляет от -10 до 10°. В предпочтительном варианте осуществления данный угол составляет от -5 до 5°. Максимумы картины силовых линий магнитного поля имеют распределение, образующее практически постоянное магнитное поле по всей ширине картины силовых линий магнитного поля в направлении, перпендикулярном воображаемой линии, и образующее резко уменьшающееся магнитное поле за пределами ширины картины силовых линий магнитного поля в направлении, перпендикулярном воображаемой линии. Данная ширина составляет предпочтительно, по меньшей мере, 2 мм, чтобы обеспечить обнаружение флангов без помех. Для повышенной надежности ширина составляет предпочтительно, по меньшей мере, 4 мм, причем для некоторых приложений она составляет предпочтительно, по меньшей мере, 6 мм.
Согласно еще одному варианту осуществления расположения картины силовых линий магнитного поля, картина силовых линий магнитного поля содержит первый максимум магнитного поля, имеющий первую полярность, и второй максимум магнитного поля, распределенный таким образом, что он окружает первый максимум и имеет вторую противоположную полярность. Наблюдение этой картины силовых линий магнитного поля в продольном и поперечном направлениях покажет симметричные свойства картины силовых линий магнитного поля. Таким образом, обнаружение согласно такому же принципу можно осуществлять в любом направлении. Например, два пересечения нулевого уровня магнитного поля можно наблюдать, используя технологию дифференциальных измерений. Еще один пример представляет собой простое наблюдение главного центрального максимума картины силовых линий магнитного поля.
Фиг. 19 схематически иллюстрирует стыковку двух полотен 2200 и 2202 упаковочного многослойного материала, где магнитные метки 2201 и 2203 используют для выравнивания стыковки. Чтобы обеспечить надлежащее положение полотен для стыковки, можно осуществить ослабление натяжения 2204 и 2206 до и после положения стыковки.
Кроме того, полотно обеспечивает, по меньшей мере, один отличительный признак изделия для улучшения обработки упаковок. По меньшей мере, один отличительный признак изделия выровнен с меткой магнитного поля, по меньшей мере, в одной намагничиваемой части. Например, в полотне делают линии сгиба, чтобы обеспечить быструю и надежную обработку упаковки. При изготовлении линий сгиба метка образуется как заданное магнитное поле в намагничиваемой части одновременно с изготовлением линий сгиба. Механизм для изготовления линий сгиба, т.е. ролики с трафаретированными канавками/выступами, можно быть снабжен намагничивающим элементом. Выравнивание магнитной метки будет затем обеспечивать операция по изготовлению линий сгиба. Намагничивающий элемент может представлять собой постоянный магнит или электромагнит для создания метки магнитного поля. Когда магнит находится на периферии сгиба, ролик оказывается в тесной близости от намагничиваемой части, намагничиваемые частицы намагничиваемой части намагничиваются, и картина силовых линий магнитного поля остается в намагничиваемой части. Таким образом, образуется метка магнитного поля. Предпочтительно намагничиваемая часть слегка превышает геометрический размер метки магнитного поля, т.е. области намагничиваемой части, имеющей остаточную намагниченность. В результате этого выравнивание намагничиваемой части не имеет критического значения, поскольку именно метка магнитного поля, а не сама печать намагничиваемой части будет представлять собой элемент, обеспечивающий точное положение. За счет создания подходящей картины силовых линий магнитного поля можно будет также точно считывать точную метку магнитного поля, что будет подробно обсуждаться ниже. Поскольку стыковка будет хорошо выровнена, эти отличительные признаки изделия будут по-прежнему работать в непрерывной операции расфасовочной машины после стыковки с новым полотном.
Для совместимости расфасовочных машин, осуществляющих оптическое считывание или магнитное считывание информации о положении, магнитная метка может показывать положение оптической метки. Предпочтительно положение обнаруживаемой намагничиваемой части, содержащей эту информацию, определяют аналогично положению оптической метки, но на стороне, которая предназначена для образования внутренней поверхности упаковки. Поскольку оптическая метка, как правило, находится на части, предназначенной для изготовления нижней части упаковки, данная намагничиваемая часть расположена соответствующим образом. Магнитная метка в данной намагничиваемой части, таким образом, способна нести информацию, аналогичную оптической метки, и оптическое считывающее устройство расфасовочной машины можно, таким образом, просто заменить магнитным считывающим устройством. На практике никакая оптическая метка, таким образом, не является обязательной, если оптические считывающие устройства заменены магнитными считывающими устройствами, и магнитная метка занимает место оптической метки, как описано выше. В таком случае совместимость заключается в смысле одинакового положения установки считывающих устройств в расфасовочной машине.
Полотно упаковочного материала, содержащее множество намагничиваемых частей, в том числе, по меньшей мере, по одной обнаруживаемой намагничиваемой части на каждой упаковке, изготавливаемой из упаковочного материала, может содержать более или менее сложную информацию в своих намагничиваемых частях. Учитывая, что, по меньшей мере, одна из намагничиваемых частей образует магнитную метку, содержащую картину силовых линий магнитного поля, картина силовых линий магнитного поля может предоставлять информацию о своем характере и о положении, которую она имеет. По меньшей мере, одна из множества намагничиваемых частей может образовывать магнитную метку, содержащую дополнительную картину силовых линий магнитного поля, которая представляет комплексные данные, и можно также использовать дополнительные магнитные метки для содержания информации. Например, комплексные данные могут содержать информацию, по которой можно однозначно идентифицировать полотно, и даже можно однозначно идентифицировать часть полотна. Эти данные могут представлять собой описание полотна и/или части полотна или идентификатор, по которому описание можно получить из базы данных, если идентификатор является известным. При стыковке информацию о соответствующих полотнах можно получить из комплексной информации, которую содержат метки, причем данную информацию можно использовать для улучшения стыковки или проверки качества, например, правильности типа соединяемого материала. Комплексные данные можно представлять как схему модулирования картины силовых линий магнитного поля. Схема модулирования может представлять собой любую из следующих схем: манипуляция сдвигом фазы, манипуляция сдвигом частоты, манипуляция сдвигом амплитуды, квадратурная амплитудная модуляция и широтно-импульсная модуляция, предпочтительно манипуляция сдвигом фазы, как разъясняется выше.
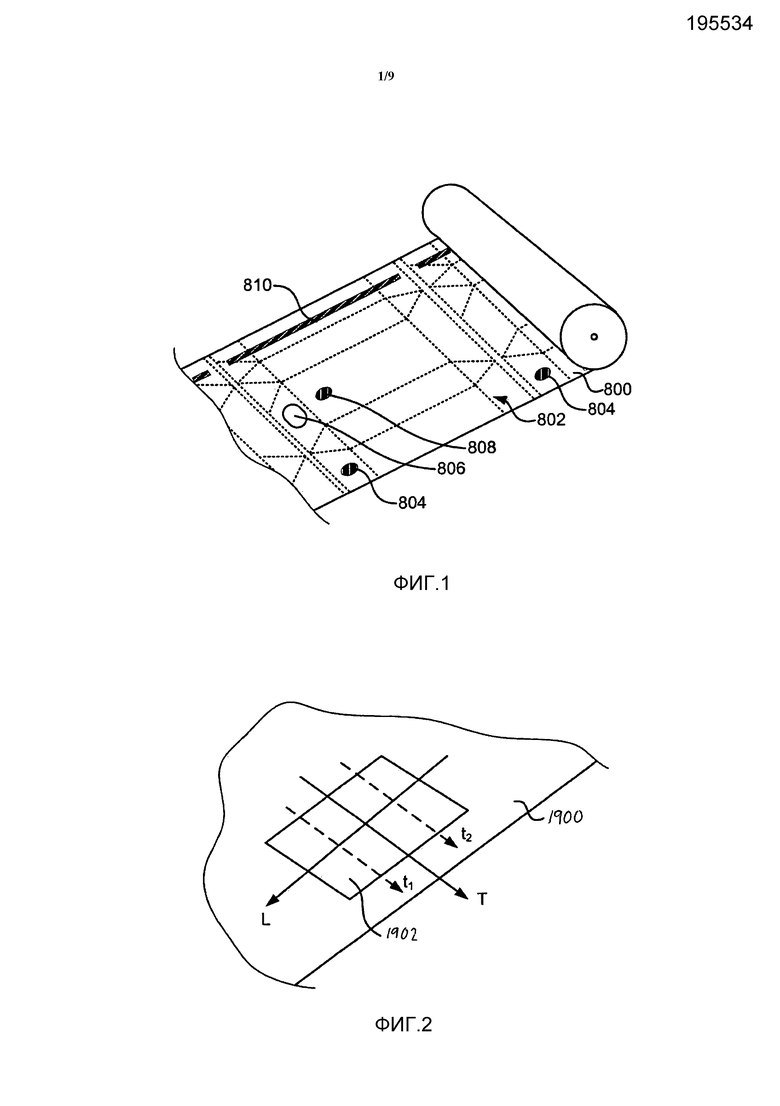

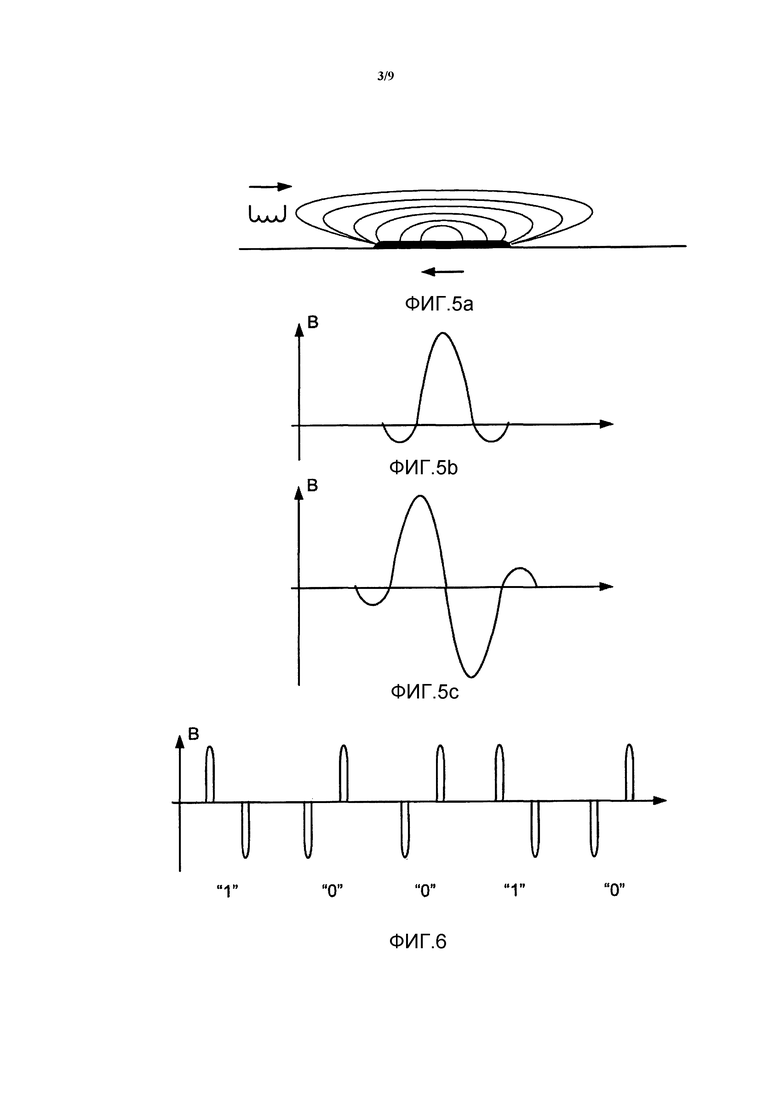

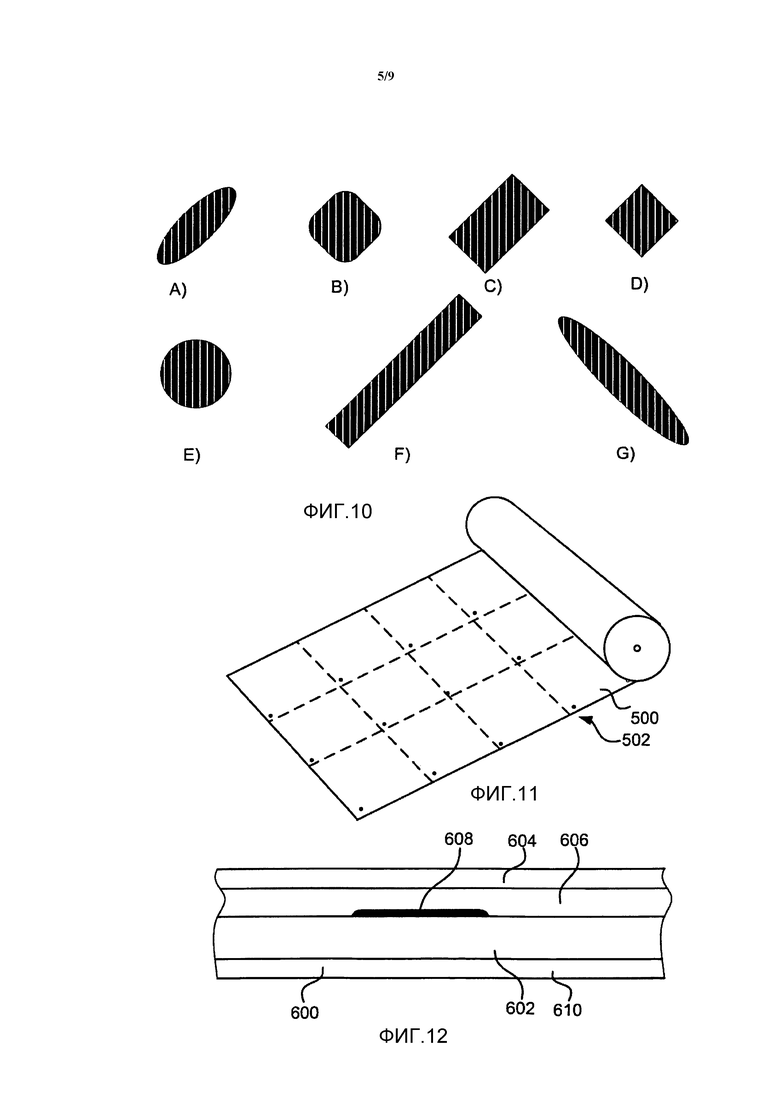

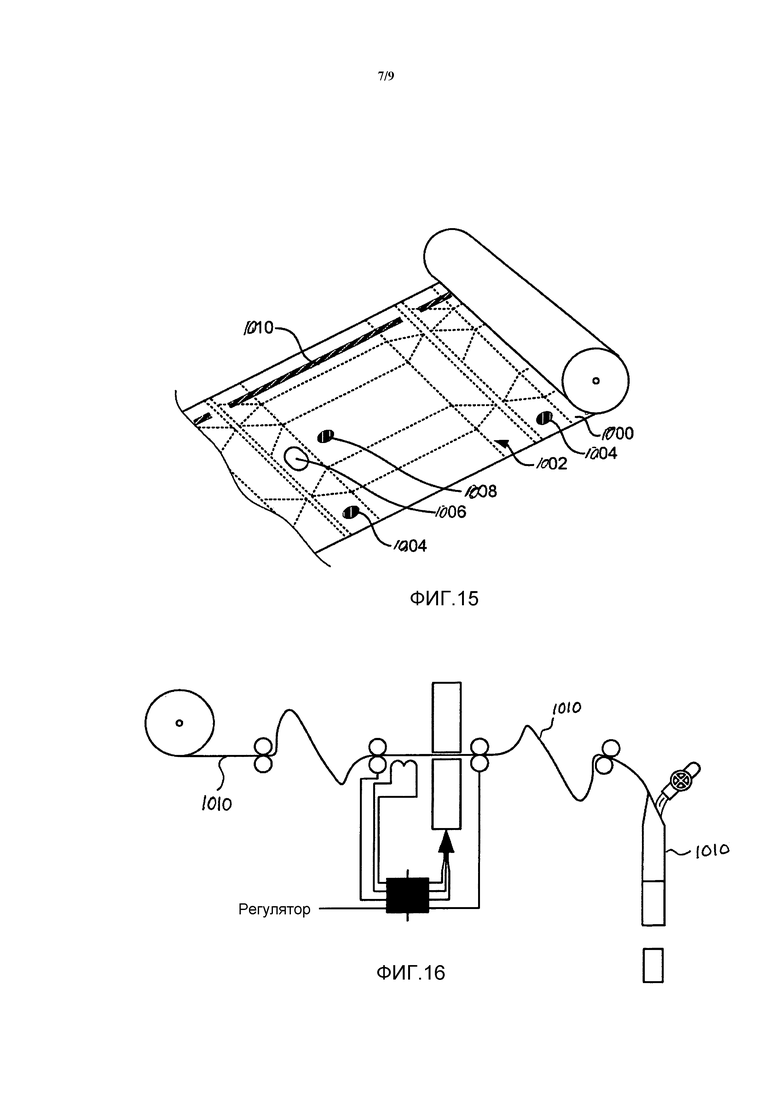
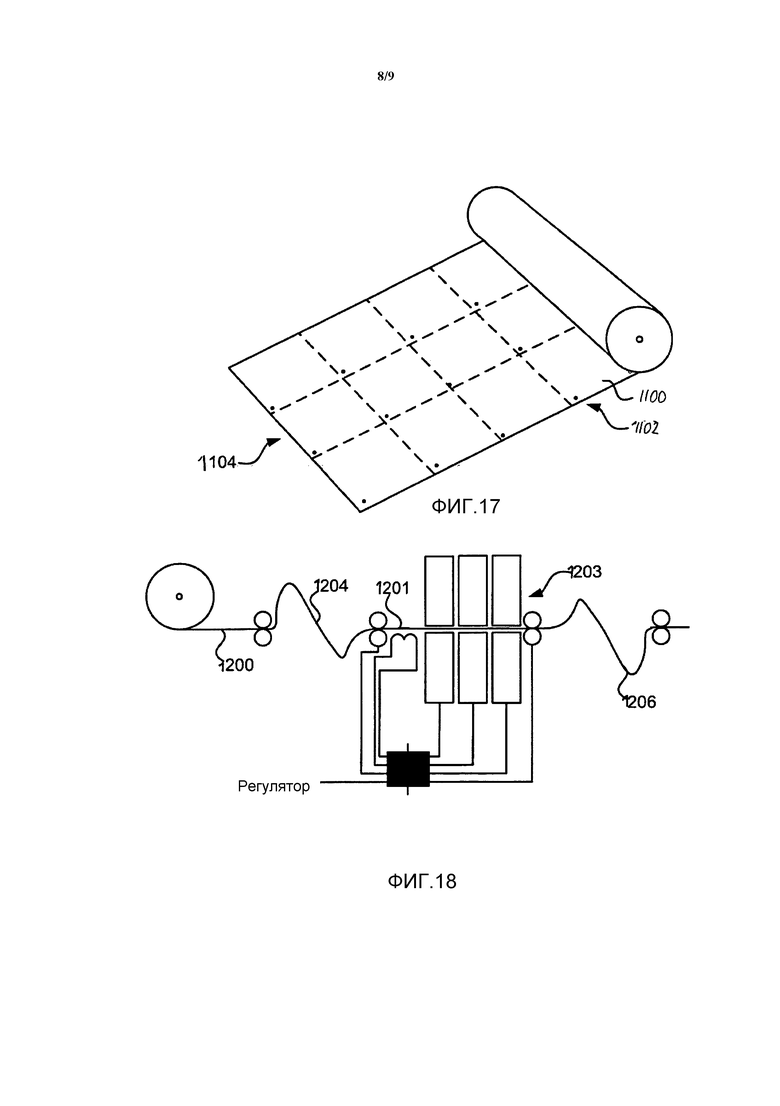
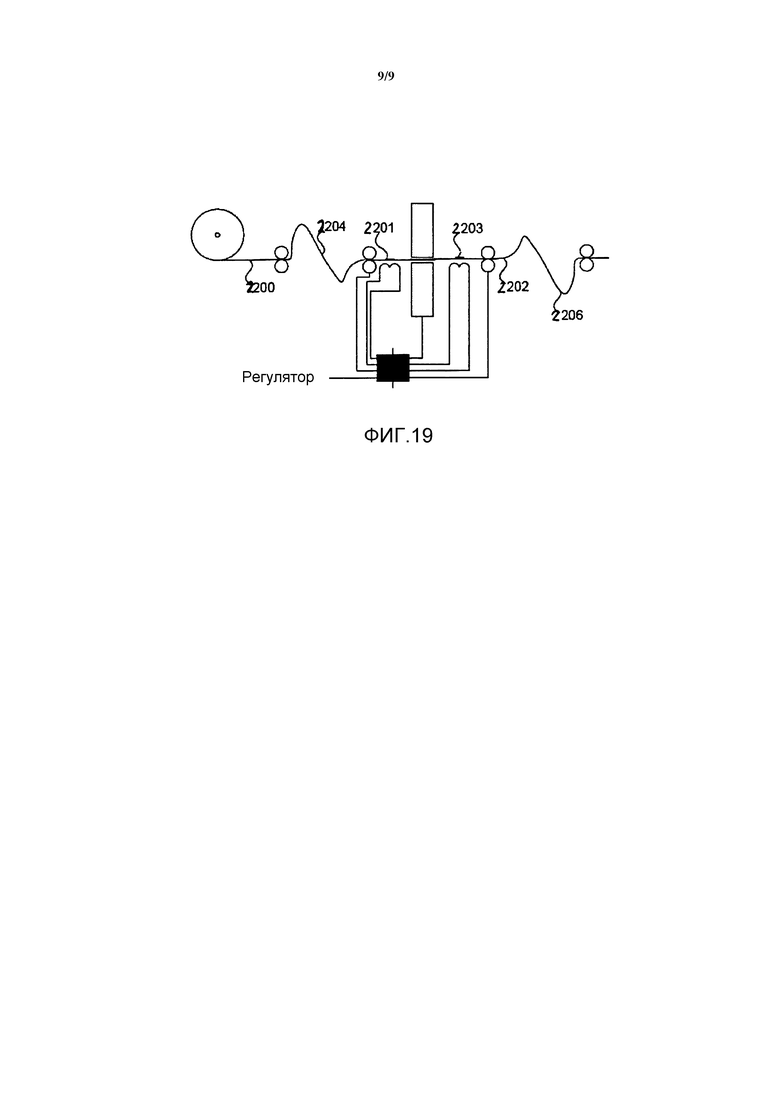
Изобретение относится к листу или полотну упаковочного материала. Упаковочный материал содержит по меньшей мере одну намагничиваемую часть на каждую упаковку, изготавливаемую из упаковочного материала, причем упомянутый упаковочный материал содержит многослойный материал со слоем бумаги или картона. Упомянутая по меньшей мере одна намагничиваемая часть обеспечена непосредственно на одной поверхности упомянутого бумажного или картонного слоя. Причем по меньшей мере одна намагничиваемая часть обеспечена посредством операции печати. При этом по меньшей мере одна намагничиваемая часть выполнена таким образом, чтобы не искажать внешний вид упаковки. Упомянутая по меньшей мере одна намагничиваемая часть размещается в таком месте на упаковочном материале, которое находится в пределах соединения перекрывающихся краев упаковочного материала, когда упаковочный материал складывается и герметизируется для того, чтобы образовать упаковку. Кроме того, упомянутый бумажный или картонный слой покрыт пластмассовыми покрытиями на каждой его стороне. 4 з.п. ф-лы, 19 ил.
1. Упаковочный материал, содержащий по меньшей мере одну намагничиваемую часть на каждую упаковку, изготавливаемую из упаковочного материала, причем упомянутый упаковочный материал содержит многослойный материал со слоем бумаги или картона, отличающийся тем, что упомянутая по меньшей мере одна намагничиваемая часть обеспечена непосредственно на одной поверхности упомянутого бумажного или картонного слоя,
причем по меньшей мере одна намагничиваемая часть обеспечена посредством операции печати,
при этом по меньшей мере одна намагничиваемая часть выполнена таким образом, чтобы не искажать внешний вид упаковки, и
упомянутая по меньшей мере одна намагничиваемая часть размещается в таком месте на упаковочном материале, которое находится в пределах соединения перекрывающихся краев упаковочного материала, когда упаковочный материал складывается и герметизируется для того, чтобы образовать упаковку,
при этом упомянутый бумажный или картонный слой покрыт пластмассовыми покрытиями на каждой его стороне.
2. Упаковка, изготовленная складыванием и герметизацией упаковочного материала по п. 1.
3. Упаковка по п. 2, в которой упомянутая по меньшей мере одна намагничиваемая часть обеспечена на той поверхности бумажного или картонного слоя, которая обращена внутрь упаковки.
4 Упаковка по п. 2 или 3, в которой упомянутая по меньшей мере одна намагничиваемая часть обеспечена в пределах соединения перекрывающихся краев упаковочного материала, которое образуется при изготовлении упаковки посредством складывания и герметизации.
5. Упаковка по п. 2 или 3, в которой упомянутая по меньшей мере одна намагничиваемая часть нанесена посредством операции печати.
| WO 9724278 A1, 10.07.1997 | |||
| WO 2006135314 A1, 21.12.2006 | |||
| WO 2006135315 A1, 21.12.2006. |

