Машина для получения днища сосуда, работающего под давлением, предназначена для применения в машиностроении, в частности для формовки конусообразного днища баросмесителя в мелкосерийном производстве.
Днище - это полая деталь, которая является неотъемлемой частью почти любого сосуда и аппарата. В зависимости от назначения аппарата и условий его работы применяют днища, различные по форме: выпуклые, конические и плоские.
Для большинства сосудов и аппаратов применяются конические отбортованные днища с углом при вершине конуса 90 и 60 градусов. Конические днища диаметром более 1200 миллиметров в большинстве случаев изготовляют путем сварки двух предварительно изготовленных элементов - отбортованной кольцевой и конической частей (В.П.Лукьянов, И.И.Маткава, В.А.Бойко «Штамповка, гибка деталей для сварных сосудов, аппаратов и котлов», М.: Машиностроение, 2003). Сварные швы у сваренных из двух или нескольких частей заготовки должны располагаться относительно оси днища в строго определенных местах. Смещение кромок заготовок днищ не должны превышать 10% толщины листа. Отклонения диаметров в цилиндрической части днищ и относительная овальность допускается не более 1% номинального диаметра. На цилиндрической части днища не допускаются гофры высотой более 2 мм. Утончение стенки отштампованного днища на участке перехода цилиндрической части днища в эллиптическую допускаются в пределах 15% от исходной толщины заготовки.
Наибольшее распространение при изготовлении днищ получили следующие способы: штамповка на гидравлических или кривошипных прессах, обкатка на специальных обкатных машинах и штамповка взрывом. Целесообразность использования того или иного способа зависит от целого ряда факторов: серийности производства, размеров и формы днищ, технических требований к ним и т.д.
При крупносерийном производстве применяют способ изготовления днищ штамповкой. Этот способ обеспечивает получение детали относительно высокой точности и требуемого качества. Но способ очень сложный и требует применения специальных дорогостоящих прессов двойного действия.
Для получения большой номенклатуры крупногабаритных и толстостенных днищ в условиях мелкосерийного производства применяют обкаточные (фланжировочные) машины. Например, известна технологическая установка для ротационной вытяжки деталей цилиндрической, конической, сферической и фасонной форм с последующей завальцовкой и подрезкой торцов модели РТ305 («Каталог промышленного оборудования Рязанского станкостроительного завода», выпуск №3). Обкатка днищ данным способом относится к числу сложных и сравнительно мало изученных процессов в обработке металлов давлением. Поэтому качество и точность размеров днищ в значительной степени зависит от субъективного фактора - квалификации оператора. Процесс обкатки отличается ярко выраженной нестабильностью. Объясняется это тем, что при штамповке центральной части сферы и обкатке борта днища в заготовке возникают тангенциальные напряжения сжатия, которые способствуют течению металла по толщине, т.е получается разнотолщинное днище.
Также известна машина для получения днища (А.Н.Банкетов, Е.А.Ланский. Кузнечно-штамповочное оборудование, М.: Машиностроение, 1982). Машина включает в себя гидравлический цилиндр, к поршню которого крепят формовочную матрицу, расположенную на неподвижной траверсе-портале. Заготовка устанавливается на формовочный пуансон, который приводится во вращение шпинделем от электродвигателя через редуктор и прижимается сверху формовочной матрицей. Гибка днища производится обкаткой под давлением при помощи давильного ролика. Цилиндрическая часть днища формируется обкаткой торца днища, зажатого между давильным и опорным роликами. Заготовки большой толщины обрабатывают вгорячую, путем нагрева до определенной температуры всей заготовки.
Общим недостатком указанных способов является то, что в качестве заготовок для обкатки применяются цельные или сваренные между собой отдельные части. При этом необходимо сварные швы предварительно зачистить, чтобы они не выходили за плоскость обкатываемой детали и не мешали давильному ролику обкатывать деталь. Кроме того, сварной шов может привести к деформации детали в процессе обкатки, а ведь выше приведены жесткие конструктивные требования, которым должна соответствовать деталь. Следует отметить, что нецелесообразно также при обкатке нагревать всю деталь, когда отгибается только цилиндрическая часть днища. После получения днища его необходимо механически обработать по нижнему срезу (отторцевать), чтобы кромка плотно прилегала к сопрягаемой поверхности и на нее можно было нанести ровный сварной шов.
Техническая задача предлагаемого изобретения - получение отторцованных конусообразного днища сосуда, работающего под давлением, с минимальными капитальными вложениями и отклонениями от конструктивных требований.
Достигается поставленная задача тем, что заготовка не обкатывается, а выгибается по профилю формовочного пуансона с конической поверхностью, а шов сваривается уже после гибки без снятия детали с формовочного пуансона. При такой технологии соединения торцов корпуса днища конструкцию не будет вести от температурных перепадов. Для локального нагрева места отгибки цилиндрической части днища предусмотрена газовая горелка. При этом отпадает необходимость в нагреве всей заготовки. Для выгибания заготовки днища и придания ему профиля формовочного пуансона предусмотрен специальный сменный прижим. Прижим включает корпус, на котором на валках установлены свободно вращающиеся прижимные ролики. Оси вращения прижимных роликов параллельны образующим конической поверхности конусного формовочного пуансона в месте касания роликов и равноудалены от этих образующих. К каждому профилю формовочного пуансона с конической поверхностью прилагается свой сменный прижим. Заготовка днища выкраивается по чертежу его развертки. Готовое днище представляет собой усеченный конус, нижняя часть которого плавно (с заданным радиусом) переходит в цилиндрическую часть. В комплект баросмесителя входят два таких днища. Одно своим большим основанием приваривается к одному из торцов цилиндрического корпуса баросмесителя, а меньшее основание предназначено для установки загрузочного люка. Второе днище также большим основанием приваривается ко второму торцу цилиндрического корпуса баросмесителя, а меньшее основание предназначено для установки механизма привода ротора баросмесителя.
Чертеж машины для получения днища сосуда приведен на фиг.1. На фиг.2 приведена конструкция сменного прижима.
Машина для получения днища сосуда включает в себя станину 1 с наклонными колоннами 2. На одной колонне установлено устройство отгибки 3 цилиндрической части днища. Оно включает в себя гидроцилиндр 4 для подвода к заготовке днища 5 давильного ролика 6. Устройство отгибки цилиндрической части днища установлено на ползуне 7 и поднимается по направляющим 8 гидроцилиндром 9. Устройство отгибки установлено на оси 10 и меняет угол наклона при помощи гидроцилиндра 11, установленного на ползуне. На второй колонне на ползуне 12 с фиксатором (на чертеже не указан) установлен сменный прижим 13, подводимый гидроцилиндром 14. На станине установлен шпиндель 15 с установленным на нем формовочным пуансоном 16 с конической поверхностью. Пуансон вращается электродвигателем 17 через редуктор 18. Под формовочным пуансоном размещен свободно вращающийся опорный ролик 19. Согнутое по профилю и сваренное по шву днище прижимается к формовочному пуансону съемной крышкой 20 и затягивается гайкой 21. Место отгиба цилиндрической части днища нагревается газовой горелкой 22.
Сменный прижим (см. фиг 2) включает в себя корпус 23, на осях 24 которого установлены свободно вращающиеся прижимные ролики 25. Прижим снабжен проушинами 26 для соединения со штоком прижимного гидроцилиндра. Такое шарнирное соединение позволяет равномерно прижать все ролики к поверхности заготовки. Оси вращения А прижимных роликов расположены параллельно образующим боковой поверхности формовочного пуансона в месте касания прижимных роликов и равноудалены от них.
Сменный прижим снабжен центровочными опорными роликами 27 для установки на них заготовки днища и его центровки.
Машина для получения днища сосуда работает следующим образом.
Плоская металлическая заготовка днища (кольцо с вырезанным сектором) устанавливается на опорные ролики 27 сменного прижима. После этого приводится в действие гидроцилиндр 14. Заготовка зажимается между роликами 25 и формовочным пуансоном 16, прилегая к его боковой поверхности. Причем на заготовку сначала давят прижимные ролики 25, установленные на крайних осях (см. фиг.2), по мере выгибания заготовки, когда поверхность заготовки в пределах ширины охвата сменного прижима прижмется полностью к поверхности формовочного пуансона, к поверхности заготовки прижимаются и ролики, установленные на средней оси. После этого приводится во вращение шпиндель 15 совместно с формовочным пуансоном с конической поверхностью, причем для симметричной гибки шпиндель, используя реверсивный механизм, вращается попеременно то в одну, то в другую сторону, постепенно увеличивая угол вращения (например, сначала на 15 градусов в обе стороны, потом на 30 градусов и т.д до 180 градусов). Заготовка постепенно выгибается и в конце процесса обкатки всей своей поверхностью прилегает к боковой поверхности формовочного пуансона. На этом процесс обкатки заканчивается. Заготовка принимает форму усеченного конуса, и на место стыка накладывается сварной шов, не снимая заготовки с формовочного пуансона. После завершения процесса обкатки приступают к отгибке цилиндрической части днища В. Для этого предназначено устройство отгибки 3. Установив ее на нужной высоте и под заданным углом при помощи гидроцилиндров 9 и 11, к сформированному днищу подводится при помощи гидроцилиндра 4 давильный ролик 6. Постепенно подавая вперед устройство отгибки и меняя его угол наклона, давильный ролик выгибает по радиусу нижнюю часть днища, прижимая ее к вращающемуся опорному ролику 19. При этом днище вращается вместе с формовочным пуансоном. Для фиксации днища на формовочном пуансоне в процессе отгибки устанавливается крышка 20, притягиваемая гайкой 21. Для облегчения отгибки нижняя часть конусного днища нагревается до необходимой температуры газовой горелкой. После отгибки цилиндрической части днища его вращающийся нижний срез торцуется торцовочным механизмом (на чертеже не указан). Торцовочный механизм представляет собой установленный в резцедержателе подрезной резец, снабженный механизмом подачи, и идентичен известному механизму подачи резца токарного станка. Готовое днище снимается с машины отвинчиванием гайки 21 и снятием крышки 20.

Машина для получения днища сосудов, работающих под давлением, предназначена для применения в машиностроении, в частности для формовки конусообразных днищ баросмесителей в мелкосерийном производстве. Отличительные особенности предложенной машины заключаются в том, что заготовка не обкатывается, а выгибается по профилю формовочного пуансона, а шов сваривается уже после гибки, не снимая деталь с формовочного пуансона. При такой технологии соединения торцов корпуса днища конструкцию не будет вести от температурных перепадов. Для локального нагрева места отгибки цилиндрической части днища предусмотрена газовая горелка. При этом отпадает необходимость в нагреве всей заготовки. Для выгибания заготовки днища и придания ему профиля формовочного пуансона предусмотрен специальный сменный прижим. Прижим включает корпус, на котором на осях установлены свободно вращающиеся прижимные ролики. Оси вращения прижимных роликов параллельны образующим боковой поверхности конусного формовочного пуансона в месте их касания и равноудалены от них. При применении данной конструкции достигается следующий технический результат: конусообразное днище сосудов изготавливается с минимальными капитальными вложениями и минимальными отклонениями от конструктивных требований. 2 ил.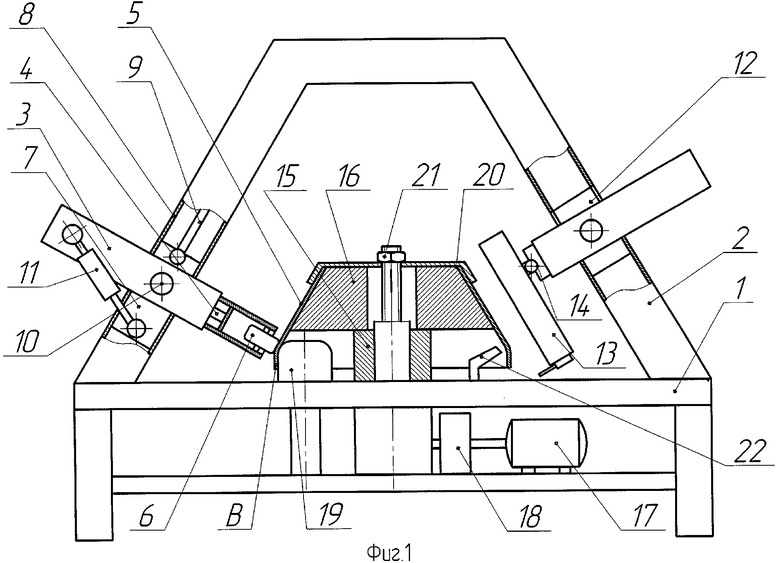
Машина для получения днища сосуда, содержащая станину с установленными на ней колоннами и устройством отгибки с давильным роликом, гидроцилиндр, вращающийся формовочный пуансон с конической поверхностью, опорный ролик, механизм привода, газовую горелку, отличающаяся тем, что машина снабжена торцовочным механизмом и сменным прижимом, выполненным в виде корпуса с проушинами, в котором установлены на осях свободно вращающиеся прижимные ролики, центровочные опорные ролики, причем проушины шарнирно соединены со штоком гидроцилиндра, а оси вращения прижимных роликов параллельны образующим конической поверхности пуансона в месте касания роликов и равноудалены от этих образующих.
| Банкетов А.Н., Ланской Е.А | |||
| «Кузнечно-штамповочное оборудование», Москва, «Машиностроение», 1982, с.517-518 | |||
| Устройство для ротационной вытяжки | 1990 |
|
SU1784353A1 |
| Способ изготовления оболочковой детали | 1990 |
|
SU1779438A1 |
| GB 12038189, 03.09.1970. | |||

