Изобретение относится к обработке металлов давлением, в частности к давильной обработке роликами без преднамеренного утонения стенки плоской или чашевидной заготовки.
Известен способ изготовления днищ методом однопереходной ротационной вытяжки (ОРВ), при котором плоскую листовую заготовку прижимают к оправке и приводят ее во вращательное движение, после чего подводят давильный ролик, которым производят формование днища (см., например, книгу Могильный Н.И. Ротационная вытяжка оболочковых деталей на станках. -М.: Машиностроение, 1983, стр. 67, рис. 4.18.II).
Основные трудности глубокой вытяжки сферических и куполообразных деталей по этому способу заключаются в отклонении толщины стенки от заданной из-за склонности металла к утонению по правилу синуса. Для уменьшения утонения стенок детали при ОРВ прибегают к проведению вытяжки на сменных оправках, что экономически не оправдано из-за большой материалоемкости оправок и станка.
Известен также способ изготовления осесимметричных деталей типа днищ из плоских круглых в плане листовых исходных заготовок, согласно которому сначала на заготовке штамповкой формуют центральную часть днища сферической формы, затем на недеформированной части заготовки ротационным выдавливанием формуют криволинейный участок центральной оси днища, формуют кромки днища, при этом диаметр окружности штампованной центральной части днища выбирают равным 0,4-0,5 диаметра исходной заготовки (см., например, авторское свидетельство СССР 1704884, МКИ В 21 D 22/18, 51/24).
Однако при формовке плоской заготовки происходит утонение стенки днища в центральной части, что ухудшает качество днища и, кроме того, происходит коробление тонкостенных заготовок из-за их недостаточной жесткости.
Известно устройство для изготовления днищ методом ОРВ однопереходной ротационной вытяжки, содержащее приводную оправку, прижим и соединенный с приводом перемещения давильный ролик (см., например, книгу Могильный Н.И. Ротационная вытяжка оболочковых деталей на станках. -М.: Машиностроение, 1983, стр. 67, рис. 4.18.II).
Основные трудности глубокой вытяжки сферических и куполообразных деталей заключаются в склонности металла к утонению по правилу синуса. Для уменьшения утонения стенок детали при ОРВ прибегают к проведению вытяжки на сменных оправках в несколько операций. При изготовлении деталей большого диаметра (например, от 2 до 8 м) это невыгодно из-за большой материалоемкости оборудования - станка и нескольких оправок, количество которых зависит от номенклатуры выпускаемых днищ, умноженной на количество оправок, требуемых для каждого диаметра.
Этот недостаток частично устранен в устройстве для изготовления осесимметричных деталей типа днищ из плоских круглых в плане листовых исходных заготовок, содержащем оправку с прижимным кольцом, установленную на столе токарно-карусельного станка. На суппорте карусельного станка закреплена рейка с осью для установки водила. В боковом суппорте в резцедержателе установлена оправка для перемещения ролика от периферии до центра днища (см., например, книгу Н.С. Артемова. Особенности производства химического оборудования из меди и медных сплавов. Учебно-методическое пособие для слушателей системы подготовки и повышения квалификации кадров. -М.: Машиностроение, 1994, стp.111, рис.3.10).
Однако и этому устройству присущи недостатки, заключающиеся в том, что изготавливаемое днище имеет разнотолщинность по сечению детали: центральная часть детали имеет меньшую толщину, чем ее периферическая часть, и после окончания ротационной вытяжки днища происходит изменение формы детали, обусловленная большими внутренними напряжениями. Другим недостатком устройства является необходимость применения дорогостоящего оборудования, например токароно-карусельного станка с диаметром поворотного стола, равным диаметру днища. Это требует больших капитальных начальных затрат не только для приобретения карусельного станка, но и для строительства помещения для его размещения.
По совокупности общих признаков в качестве прототипа способа выбран способ по авторскому свидетельству СССР N 1704884, а в качестве прототипа устройства выбрано приспособление, описанное в книге Н.С. Артемова.
Задачей изобретения является повышение качества изделий путем исключения разнотолщинности по всему сечению днища, исключение брака в виде гофр и повышение производительности за счет сокращения количества оборудования и операций при изготовлении эллиптических, сферических и торосферических днищ.
Поставленная задача достигается тем, что согласно способу ротационного выдавливания днищ из круглых в плане листовых исходных заготовок, при котором заготовку днища закрепляют по периметру на кольцевой оправке и придают ей вращательное движение, в процессе которого к заготовке подводят давильный ролик, движение которого осуществляют по радиусу выпуклости днища в радиальном направлении, при этом исходную заготовку выполняют в виде конуса, а движение ролика осуществляют в плоскости, смещенной относительно центра днища, а также тем, что исходную заготовку выполняют в виде конуса с высотой, равной 1,1-1,3 высоты днища, а движение давильного ролика осуществляют в плоскости, смещенной относительно центра днища на 1/8-1/4 диаметра накатного ролика.
Поставленная задача достигается также тем, что устройство для ротационного выдавливания днищ из плоских круглых в плане листовых исходных заготовок, содержащее вращающийся стол с оправкой для закрепления заготовки по периметру и давильный ролик, установленный на траверсе, соединенной с приводом ее качания и установленной на раме с возможностью поворота по радиусу днища, давильный ролик установлен со смещением относительно центра вращения стола, а траверса снабжена механизмом осевого перемещения давильного ролика, установленного на траверсе с возможностью поворота относительно продольной оси траверсы и соединен рычажно-шарнирным механизмом поворота с приводом качания траверсы и выполненного из развернутых относительно друг друга дисков.
Выполнение исходной заготовки в виде конуса обеспечивает исключение разнотолщинности днища в процессе ротационного выдавливания заготовки за счет перераспределения материала по его сечению, а также уменьшения его коробления за счет уменьшения величины напряжений в материале. Это повышает качество днища.
Осуществление движения давильного ролика в плоскости, смещенной относительно центра вращения днища, обеспечивает повышение качества днища за счет уменьшения величины упругих деформаций в материале, которые возникают при ротационном выдавливании при отсутствии сдвиговых деформаций, которые происходят при проходе давильного ролика через центр заготовки и после его отвода приводят к образованию сферического выступа, направленного внутрь днища.
Выполнение исходной заготовки в виде конуса с высотой, равной 1,1-1,3 высоты днища, обеспечивает получение изделий необходимой высоты, так как при ротационном выдавливании днища происходит утяжка центральной части за счет деформации стенки по радиусу. При меньшей высоте заготовки происходит утонение центральной части, а при избыточной высоте не достигается получения днища требуемой формы. При прочих равных условиях величина утяжки зависит от величины требуемого диаметра днища, толщины его и физико-механических свойств (в первую очередь пластичности и склонности к нагартовке) обрабатываемого материала, а также требований нормативной документации к точности выполнения требуемого изделия. Чем больше диаметр днища и пластичней применяемый для изготовления днища материал, тем относительно меньшей высоты требуется днище и наоборот. То же самое можно сказать о влиянии толщины листа заготовки на выбор высоты конуса заготовки. Таким образом, выбор оптимальной высоты конуса производится опытным путем для каждого диаметра днищ и характеристик исходного материала.
Осуществление движения ролика в плоскости, смещенной относительно центра днища на 1/8-1/4 диаметра накатного ролика, обеспечивает достижение требуемой формы днища. При большем смещении происходит образование не отформованной центральной части, а при смещении меньше 1/8 в центральной части днища образуется выступ, обращенный внутрь днища за счет возникновения больших упругих деформаций в центральной части заготовки.
Смещение плоскости поворота штанги относительно центра вращения стола обеспечивает выравнивание сдвиговых деформаций в центре заготовки и в периферической части заготовки при ротационной вытяжке. За счет этого обеспечивается получение необходимой сферичности в центре детали и ее сохранение при последующей обработке.
Снабжение траверсы механизмом осевого перемещения давильного ролика обеспечивает корректировку режимов ротационного выдавливания в зависимости от физико-механических свойств материала заготовки. При повышенной упругости материала давильный ролик выдвигается на большее расстояние с тем, чтобы компенсировать изменение формы днища под действием сил упругой деформации. Кроме того, упрощается установка заготовки на оправку и удаление готового днища после окончания процесса ротационного выдавливания.
Установка давильного ролика на траверсе с возможностью поворота относительно продольной оси траверсы и соединение рычажно-шарнирным механизмом поворота с приводом качания траверсы обеспечивает автоматическое достижение разворота давильного ролика. Так как при выдвижении тяги меняется угол между траверсой и тягой привода ее качания, то происходит разворот давильного ролика на больший угол, вблизи его подхода к центру вращения заготовки. Это обеспечивает повышение качества днища за счет выравнивания величины сдвиговых деформаций в материале на всей поверхности днища, уменьшение его коробления и повышение качества отделки поверхности.
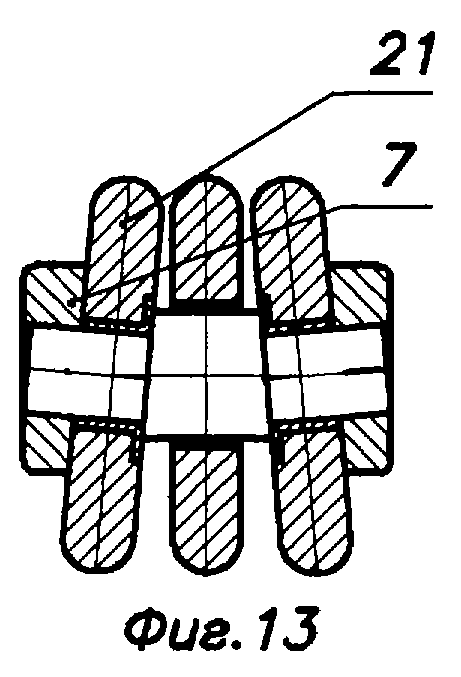
Выполнение давильного ролика из развернутых относительно друг друга дисков обеспечивает повышение качества поверхности днища. В процессе ротационного выдавливания обращенный к центру заготовки диск производит предварительную формовку, центральный выполняет основную операцию ротационного выдавливания, а обращенный к периферии заготовки диск производит выглаживание отформованной поверхности. Одновременно такая конструкция давильного ролика обеспечивает повышение производительности за счет уменьшения количества проходов инструмента.
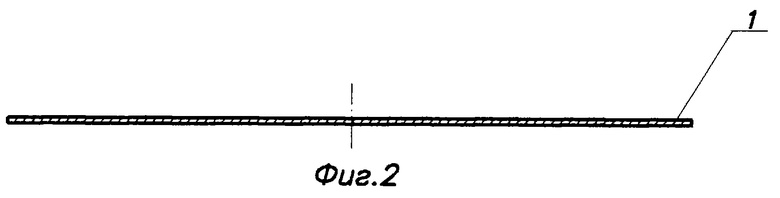
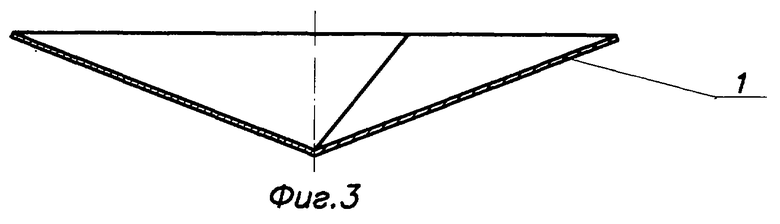
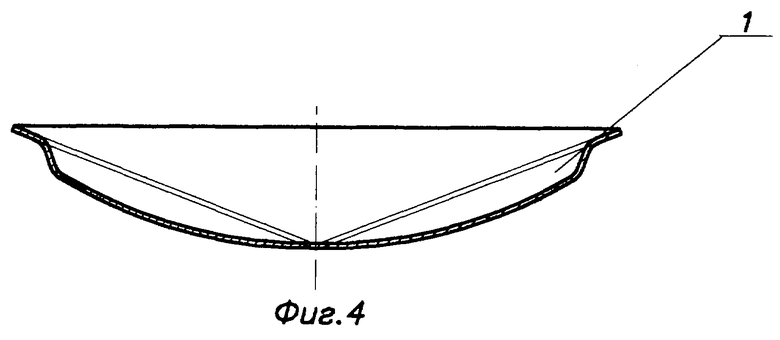
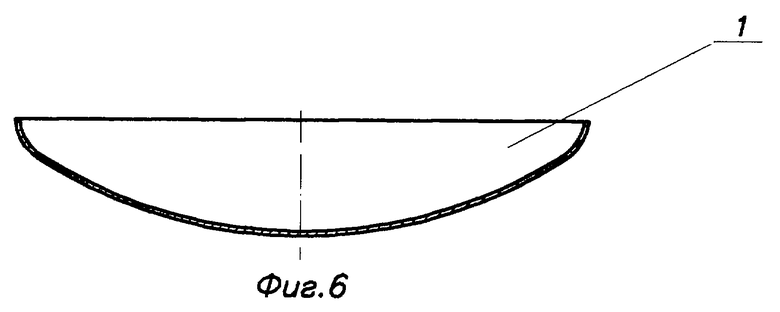
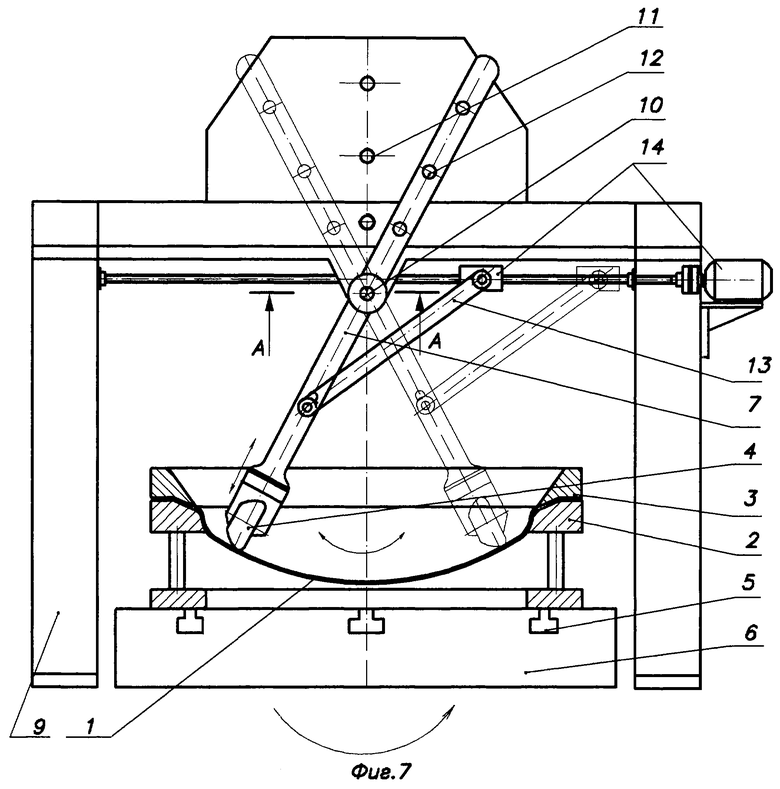
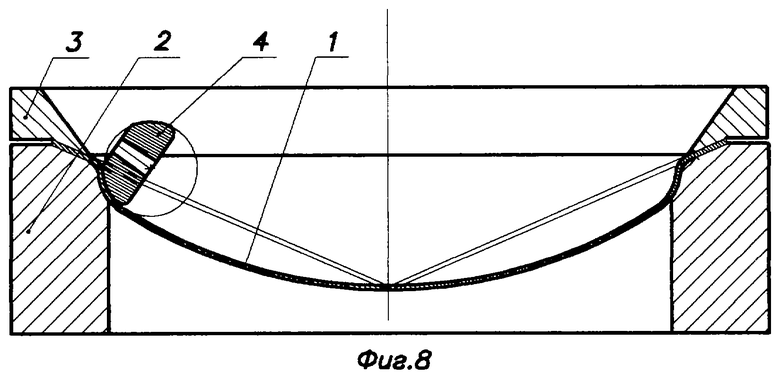
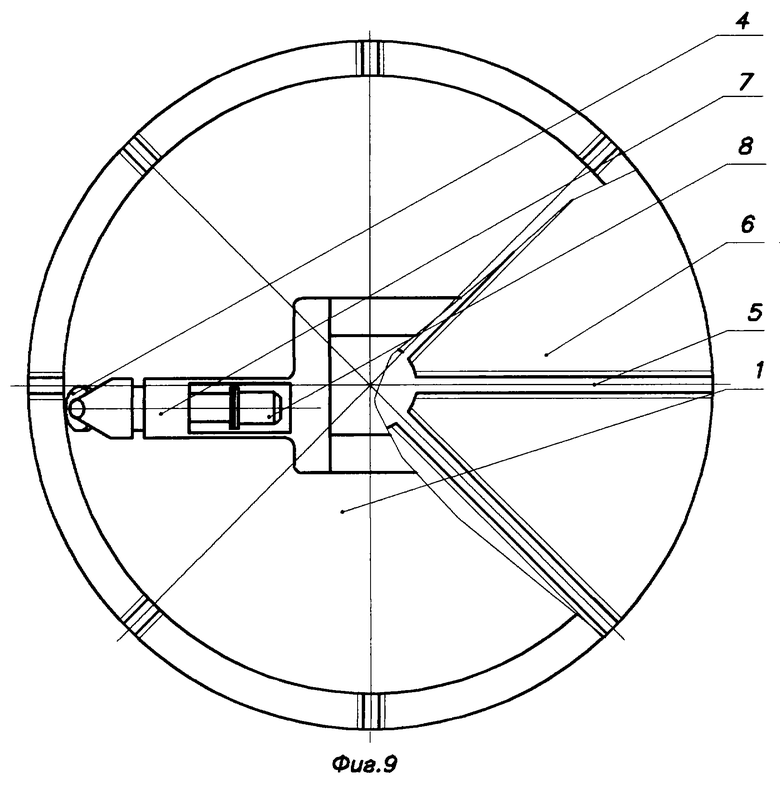
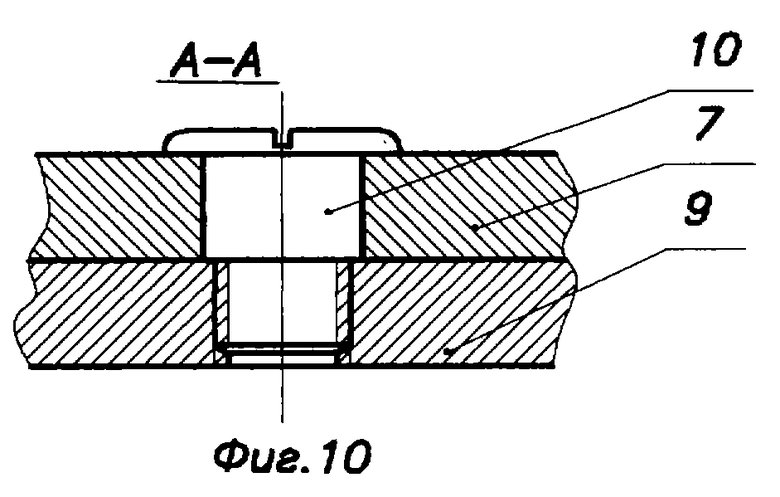
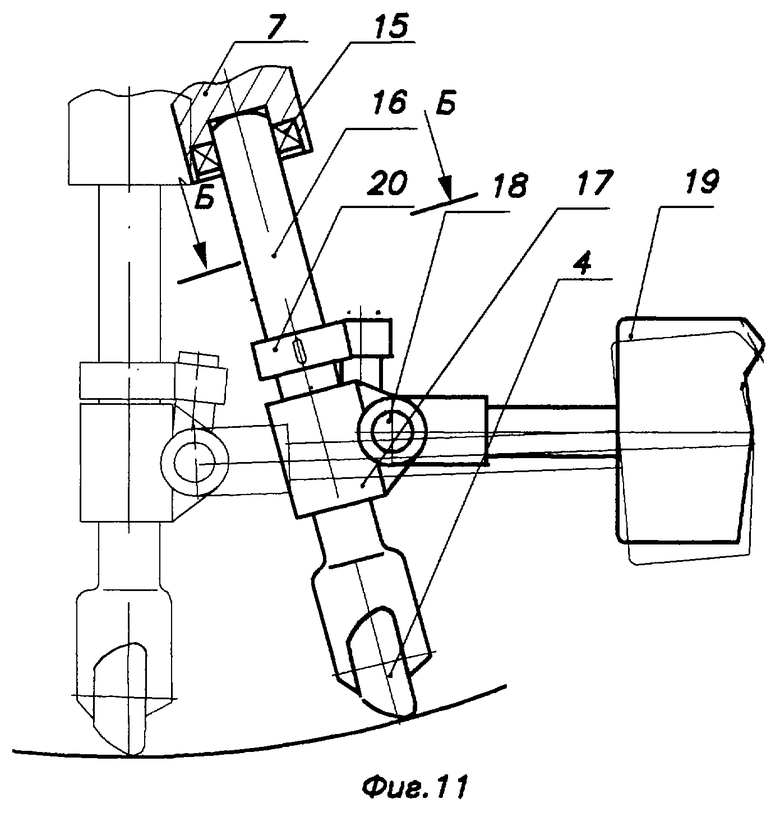
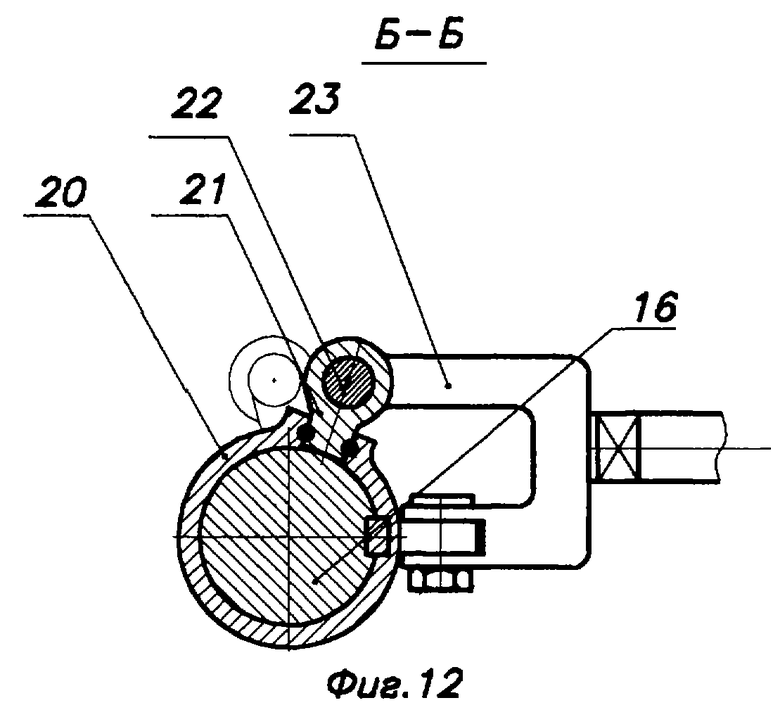
Сущность заявленного решения поясняется чертежами, где на фиг.1 изображена развертка плоской исходной заготовки; на фиг.2 - сечение исходной заготовки; на фиг.3 - сечение конической заготовки, устанавливаемой на устройство для ротационного выдавливания; на фиг.4 - полуфабрикат, полученный ротационным выдавливанием заготовки днища, наложенный на контур исходной конической заготовки; на фиг.5 - полуфабрикат днища после формовки по заданному радиусу поверхности в периферической части; на фиг.6 - готовое днище после торцовки, при которой отделяется коническая часть; на фиг.7 - схема ротационного выдавливания днища; на фиг.8 - схема ротационного выдавливания днищ; на фиг.9 - взаимное расположение стола, траверсы и давильного ролика, вид сверху; на фиг.10 - узел крепления траверсы к раме устройства (сечение по А-А); на фиг.11 - вариант конструкции устройства с автоматическим разворотом давильного ролика в режиме ротационной вытяжки и в режиме полирования внутренней поверхности днища; на фиг.12 - сечение по Б-Б; на фиг.13 - сечение составного накатного ролика.
Способ ротационного выдавливания днищ осуществляют следующим образом.
Круглую в плане листовую исходную заготовку 1 из листа получают одним из известных способов, например, вырезкой на дисковых ножницах (см. фиг.1 и 2). Из исходной заготовки на прессе, снабженном необходимыми оправками в виде конических вогнутого и выпуклого секторов, формуют конус, края заготовки по образующей соединяют сваркой (см. фиг.3), при этом исходную заготовку рассчитывают исходя из того, что высота конуса должна быть равна 1,1-1,3 высоты готового днища. Полученный конус 1 устанавливают на оправке 2 и фиксируют прижимным кольцом 3, после чего к поверхности заготовки подводят давильный ролик 4, которым осуществляют ротационное выдавливание полуфабриката, как это показано на фиг.7. При этом давильный ролик перемещается по дуге, лежащей в плоскости, параллельной проходящей через центр вращения заготовки, а его движение осуществляют в плоскости, смещенной относительно центра днища на 1/8-1/4 диаметра накатного ролика. Для ротационного выдавливания материалов с относительно низкой пластичностью осуществляют разворот давильного ролика в плоскости, перпендикулярной продольной оси траверсы 7, на которой он закреплен.
В результате ротационного выдавливания получается полуфабрикат с конфигурацией, близкой к требуемой. Последующую обработку проводят либо на этом же устройстве, если позволяют пластические свойства и толщина материала, при этом конфигурация давильного ролика выбирается близкой к малому радиусу днища. Днища большого диаметра и изготовленные из менее пластичного материала обрабатывают на специализированных станках для ротационного выдавливания, в которых деформирование периферической части полуфабриката производится давильным роликом, перемещающимся по дуге, соответствующей меньшему радиусу днища, опирающегося на сферическую оправку, соединенную с приводом вращения. В результате окончательной ротационной обработки получается полуфабрикат с конфигурацией, показанной на фиг.5. Полуфабрикат подвергают торцовке на токарно-карусельном станке, и готовое днище (см. фиг.6) поступает на последующую обработку - шлифовку и полировку.
Пример 1. Изготовление днищ с торосферической поверхностью диаметром 2400 мм и толщиной 6 мм из стали 08Х18Н10. Вначале изготавливали плоские круглые заготовки диаметром 2794 мм, с вырезом с углом при вершине 27o46" на дисковых ножницах модели Н-4420 из листового проката толщиной 6 мм. На специальном прессе, снабженном пуансоном и матрицей в виде секторов усеченных конусов, плоские заготовки формировали в конусы с углом при вершине 134o46", высотой 665 мм и диаметром 2715 мм, после чего производили соединение кромок по образующей посредством сварки в защитной среде с последующей зачисткой заподлицо сварного шва. В установленном на специализированном устройстве для ротационного выдавливания сфер с диаметром стола 3200 мм формовали центральную часть полуфабриката с радиусом кривизны 1900 мм путем деформации вращающейся заготовки давильным роликом. Затем формовали периферическую часть полуфабриката с радиусом 400 мм и цилиндрическую часть высотой 25 мм. Полученный полуфабрикат затем устанавливали на карусельном станке с диаметром стола 3200 мм и производили торцовку кромки днища для получения высоты 560 мм и выполняли разделку кромки под сварку. Готовые днища после торцовки шлифовали и полировали.
Пример 2. Изготовление днищ с торосферической поверхностью диаметром 5600 мм и толщиной 6 мм из стали 08Х18Н10. Вначале изготавливали плоские круглые заготовки диаметром 6416 мм, с вырезом с углом при вершине 16o39" на дисковых ножницах модели Н-4420 из листового проката толщиной 6 мм. На специальном прессе, снабженном пуансоном и матрицей в виде секторов усеченных конусов, плоские заготовки формировали в конусы с углом при вершине 145o10", высотой 1080 мм и диаметром 6120 мм, после чего производили соединение кромок по образующей посредством сварки в защитной среде с последующей зачисткой заподлицо сварного шва. В установленном на специализированном устройстве для ротационного выдавливания сфер с диаметром стола 3200 мм формовали центральную часть полуфабриката с радиусом кривизны 5600 мм путем деформации вращающейся заготовки давильным роликом. Затем формовали периферическую часть полуфабриката с радиусом 560 мм и цилиндрическую часть высотой 35 мм. Полученный полуфабрикат затем устанавливали на карусельном станке с диаметром стола 3200 мм и производили торцовку кромки днища для получения высоты 1000 мм, и выполняли разделку кромки под сварку. Готовые днища после торцовки шлифовали и полировали.
Устройство для ротационного выдавливания днищ содержит предназначенную для закрепления заготовок 1 оправку 2 с прижимным кольцом 3 и давильный ролик 4, при взаимодействии которого с заготовкой 1 происходит формование днища за счет ротационного выдавливания заготовки. Оправка 2 установлена на снабженном радиальными пазами 5 столе 6, соединенном с приводом вращения (условно не показаны). Оправка 2 выполнена в виде двух горизонтальных колец, соединенных между собой вертикальными оправками или обечайкой. Нижнее кольцо закреплено в радиальных пазах 5 стола 6, а верхнее снабжено конической расточкой для установки заготовки днища 1. Возможно изготовление оправки в виде секторов, установленных с возможностью перемещения в радиальных пазах 5. Давильный ролик 4 установлен со смещением от середины основания траверсы 7, снабженной приводом осевого перемещения 8 и установленной на раме 9 с помощью осей 10. На раме 9 выполнены резьбовые гнезда 11, а на боковых поверхностях траверсы 7 отверстия 12, в которых устанавливаются оси 10, которые устанавливаются в зависимости от величины требуемого радиуса днища. Расстояния между резьбовыми отверстиями и соответственно отверстиями 12 одинаковы и выбираются в пределах от 100 до 300 мм в зависимости от номенклатуры выпускаемых днищ и величины хода привода осевого перемещения 8. Для обеспечения поворота на осях 10 траверсы 7 последняя тягой 13 шарнирно соединена с приводом качания 14, включающей двигатель и винтовую пару. На фиг.11 и 12 показан вариант конструкции нижней части траверсы 7, в нижней части которой установлен подшипник 15 и поворотная державка 16, которая выполнена в виде поворотного цилиндрического стержня. На нижней части державки 16 установлен давильный ролик 4. На средней части державки 16 установлена с возможностью осевого перемещения втулка 17, шарниром 18 соединенная с приводом 19. Выше втулки 17 на державке 16 неподвижно закреплена обойма 20 с поворотной втулкой 21, в которую с зазором входит палец 22, закрепленный на наконечнике 23 привода 19, установленного на раме 9. На фиг.13 показан вариант выполнения давильного ролика, выполненного из развернутых под углом друг к другу дисков 24.
Предлагаемое устройство работает следующим образом.
Для изготовления днища требуемого диаметра выполняются следующие подготовительные работы. Устанавливается оправка 2 с соответствующим диаметром конической расточки, для чего она закрепляется на столе 6 посредством болтов, устанавливаемых в пазах 5. В случае применения секторной оправки 2 ее секторы разводятся на требуемый диаметр и закрепляются в радиальных пазах 5 стола 6. При этом контролируется отсутствие смещения расточки относительно центра вращения стола 6. В оправке 2 устанавливается коническая заготовка 1 и закрепляется прижимным кольцом 3. Под требуемый большой радиус днища устанавливается траверса 7, для чего вначале устанавливается давильный ролик 4 с радиусом, равным меньшему диаметру днища (см. фиг.8). После этого устанавливаются оси 10 в отверстия 12 траверсы 7 и резьбовые гнезда 11 с обеих сторон рамы 9. Приводом осевого перемещения 8 давильный ролик 4 отводится в верхнее положение, а приводом качания 14 траверса 7 отводится в одно из крайних своих положений. Для этого включается электродвигатель привода 14 и за счет вращения винта гайка, перемещаясь по винту, тягой 13 поворачивает траверсу 7 вокруг осей 11.
После окончания подготовки включается привод вращения стола 6. Приводом качания 14 траверса 7 перемещается внутри конуса 1 от края заготовки 1 к центру. Это же действие повторяется несколько раз с постепенным выдвижением давильного ролика 4 посредством механизма осевого перемещения 8. После окончания формирования большого радиуса производится формообразование малого радиуса и борта. Эта операция может производиться как на предлагаемом устройстве, если позволяют пластические свойства материала днища. Если материал днища сильно нагартовывается в процессе ротационного выдавливания, то окончательное формообразование может проводиться на известных устройствах для ротационного выдавливания с использованием опорного приводного ролика и с периодическим, либо непрерывным подогревом заготовки.
После окончания обработки днища вращение стола 6 прекращается. Давильный ролик 4 приводом осевого перемещения переводится в крайнее верхнее положение. Траверса 7 приводом качания 14 выводится в одно из крайних положений. Удаляется прижимное кольцо 3 и извлекается отформованное днище 1.
При использовании поворотного варианта траверсы работа устройства аналогична описанной выше. Так как при перемещении траверсы 7 изменяется угол между осями привода 19 и траверсы 7, то при включении привода 19 шток своим наконечником 23 воздействует на шарнир 18 подвижной втулки 17, поворачивая державку 16 в подшипнике 15 на требуемый угол. При этом палец 22 входит под углом в поворотную втулку 21, тем самым поворачивая обойму 20 и связанную с ней державку 16. При этом происходит перемещение втулки 17 вдоль цилиндрической части державки 16.
При выполнении давильного ролика в виде развернутых относительно друг друга дисков 24 крайние диски осуществляют вспомогательные функции: они производят предварительную деформацию и выглаживание материала заготовки, а средний диск осуществляет ротационное выдавливание.
Предлагаемое техническое решение обеспечивает повышение качества изделий за счет исключения брака из-за разнотолщинности днищ по их сечению, а также позволяет сократить количество станочного оборудования и уменьшить материалоемкость оснастки при изготовлении днищ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ТИПА ДНИЩ | 2000 |
|
RU2175901C2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ОБЕЧАЕК | 1996 |
|
RU2121406C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ НЕСИММЕТРИЧНЫХ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ С ФЛАНЦЕМ | 2011 |
|
RU2471585C1 |
| СПОСОБ ХОЛОДНОГО ФОРМООБРАЗОВАНИЯ ДНИЩ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2021 |
|
RU2769795C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК СЛОЖНОЙ ФОРМЫ | 2012 |
|
RU2511166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2009 |
|
RU2419504C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ | 2011 |
|
RU2490085C1 |
| ДАВИЛЬНЫЙ РОЛИК | 2002 |
|
RU2212299C1 |
| Способ изготовления полых изделий | 2015 |
|
RU2684332C2 |

Изобретение относится к обработке металлов давлением, в частности к давильной обработке роликами без преднамеренного утонения стенки плоской или чашевидной заготовки. Заготовку днища закрепляют по периметру на кольцевой оправке и придают ей вращательное движение, в процессе которого к заготовке подводят давильный ролик, движение которого осуществляют по радиусу выпуклости днища в радиальном направлении, при этом исходную заготовку выполняют в виде конуса, а движение ролика осуществляют в плоскости, смещенной относительно центра днища, а также тем, что исходную заготовку выполняют в виде конуса с высотой, равной 1,1-1,3 высоты днища, а движение ролика осуществляют в плоскости, смещенной относительно центра днища на 1/8-1/4 диаметра накатного ролика. Устройство для ротационного выдавливания днищ из плоских круглых в плане листовых исходных заготовок содержит вращающийся стол с оправкой для закрепления заготовки по периметру и давильный ролик, закрепленный на траверсе, соединенной с приводом ее качания и установленной на раме с возможностью поворота по радиусу днища, ролик установлен со смещением относительно центра вращения стола, а траверса снабжена механизмом осевого перемещения давильного ролика, установленного на траверсе с возможностью поворота относительно продольной оси траверсы и соединенного рычажно-шарнирным механизмом поворота с приводом качания траверсы и выполненного из развернутых относительно друг друга дисков. Повышается качество изделий за счет исключения разнотолщинности по всему сечению днища и производительность за счет сокращения единиц оборудования и операций. 2 с. и 3 з.п. ф-лы, 13 ил.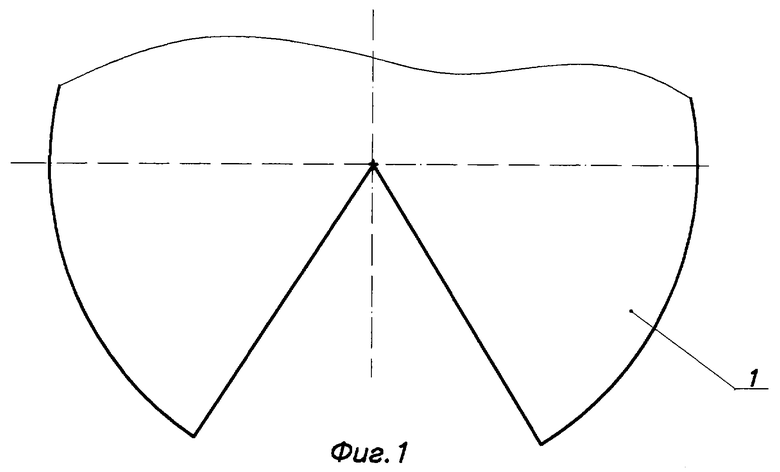
| Способ изготовления полых осесимметричных деталей типа днищ | 1989 |
|
SU1704884A1 |
| АРТЕМОВ Н.С | |||
| Особенности производства химического оборудования из меди и медных сплавов | |||
| - М.: Машиностроение, 1994, с.111, рис.3,10 | |||
| SU 1169256 А1, 27.10.1996 | |||
| Способ изготовления толстостенных днищ | 1971 |
|
SU511127A1 |
| US 3972213, 03.08.1976 | |||
| Трубчатый непламенный атомизатор | 1979 |
|
SU1100503A1 |

