Изобретение относится к обработке металлов давлением, в частности к ротационной вытяжке (РВ) и обработке резанием оболочковых деталей с заданной толщиной дна.
В процессе РВ донная часть оболочки не подвержена воздействию давильного инструмента, ее толщина остается неизменной и равной толщине исходной заготовки, в то время как все остальные элементы контура детали в результате вытяжки изменяют свою толщину и, в большинстве случаев, весьма значительно. У готовой детали толщина дна больше толщины стенки, что в ряде случаев недопустимо из-за увеличенного веса или требований конструкции. Если вытяжку производить из заготовки меньшей толщины, то из-за неизбежного утонения стенки в процессе вытяжки прочность и жесткость готовой детали оказывается недостаточной. В связи с указанным приходится после вытяжки детали из заготовки большей толщины прибегать к обработке донной части оболочки, как правило, резанием до требуемой толщины.
Известен способ обработки донной части оболочки, заключающийся в том, что по- сле ротационной вытяжки детали и фиксация ее на оправке с помощью сьемно- го кольцевого прижима, обработка дна до требуемой толщины производится при отведенном прижиме.
Указанный способ имеет существенный недостаток, поскольку при отведенном прижиме необходимо закрепить заготовку на оправке, в противном случае подрезку дна производить невозможно, т.к. оболочка, будучи незафиксированной, провернется. Поэтому для подрезки донной части оболочки приходится применять специальное приспособление для крепления оболочки при отведенном прижиме. Это крепление можно производить за фланец детали, наружную поверхность и т.д. В ряде случаев обрезку производят на другом станке, оснащенном приспособлением для крепления отформованной оболочки. Такой способ обработки связан со значительным снижением производительности процесса выпуска готовых деталей и повышенными затратами
Ё
VJ VI
2
CJ 00
на изготовление дополнительного оснащения,
Целью изобретения является расширение технологических возможностей и повышение производительности, непосредственно после ротационной вытяжки.
Указанная цель достигается тем, что непосредственно после ротационной вытяжки осуществляют механическую обработку дна детали режущим инструментом, перемещаемым в пространстве между опорными частями прижима, что отличается от известного способа обработки донной части оболочковой детали, при котором подрезку дна производят при отведенном прижиме и применении специального приспособления для крепления оболочки.
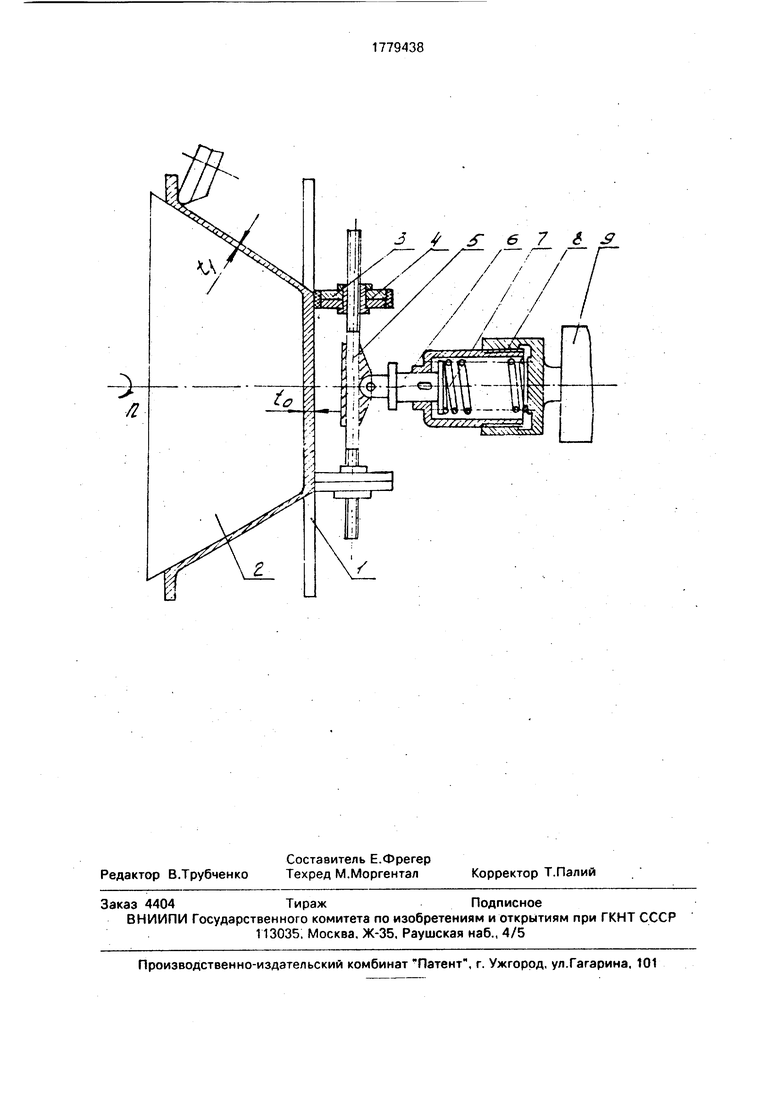
Предлагаемый способ обработки иллюстрируется чертежом.
Дисковая заготовка 1 прижимается к оправке 2 роликами 3, посаженными на втулки 4, которые при необходимости можно перемещать по оси 5. Ролики обрезине- ны с тем. чтобы не оставлять следов на поверхности готовой оболочки, а наличие на каждом конце оси не менее двух роликов позволяет уменьшить скольжение роликов из-за разных окружных скоростей на периферии роликов. Перемещение роликов по оси 5 дает возможность производить прижатие к оправке оболочек с различным диаметром дна. Ось 5 шарнирно соединена со штоком 6, поджимаемым пружиной 7, расположенной в корпусе 8. Последний установлен в пиноли задней бабки 9.
После того как произведена ротационная вытяжка и деталь приняла форму оправки, толщина стенки детали меньше толщины дна (). Подрезку дна детали до требуемой толщины производят резцом 10, который будучи установленным в резцедер- жке суппорта.свободно может перемещать к центру детали (ось с роликами установлена в другой плоскости, на рисунке - в вертикальной).
Кроме подрезки дна при необходимости можно производить и вырезку дна, при этом поджим детали к оправке сохраняется. Применение предлагаемого способа
позволяет повысить производительность процесса изготовления оболочковых деталей, что подтверждается приведенными ниже данными.
Пример. Деталь в форме усеченного
конуса с углом при вершине 75°, диаметром нижней части конуса (дна) 180 мм и глубиной 150 мм изготовлена из стали Х18Н10Т из заготовки диаметром 350 мм толщиной 2 мм. Вытяжка производилась на станке
16КЗОФЗ методом проецирования. После вытяжки толщина боковой стенки детали составила 1,1 мм, а толщина донной части осталась прежней, т.е. 2 мм. Поскольку по требованиям чертежа толщина детали по
всему контуру не должна превышать 1,2 мм, для подрезки дна деталь устанавливают на другой станок, закрепляют за фланец, центрируя на оправке, а затем подрезают торец до толщины 1,2 мм. Время изготовления детали: на ротационную вытяжку 48, обрезку дна на другом станке с учетом перестановки 248, Общее время изготовления детали З Зб. При изготовлении этой же детали с применением предлагаемого нами способа
обработки время изготовления детали составило: на РВ 48, на обрезку дна на том же станке без снятия детали 35. Общее время Г23.
Формула изобретения
Способ изготовления оболочковой детали, включающий крепление заготовки на оп- равке опорными частями прижима и ротационную вытяжку, отличающийся тем, что, с целью расширения технологических возможностей и повышения производительности, непосредственно после ротационной вытяжки осуществляют механическую обработку дна детали режущим инструментом.перемещаемым в пространстве
между опорными частями прижима.при этом в качестве заготовки используют круглую листовую заготовку.
П-effifF ЙМ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК С ДНОМ | 2015 |
|
RU2601364C1 |
| Способ изготовления тонкостенных деталей с криволинейной образующей и приспособление жесткости для его осуществления | 2022 |
|
RU2787190C1 |
| Способ изготовления тонкостенных сосудов из листовой заготовки | 1987 |
|
SU1505629A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ЛОКАЛЬНЫМИ УТОЛЩЕНИЯМИ | 2011 |
|
RU2460605C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ | 2011 |
|
RU2490085C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2009 |
|
RU2420367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ОСЕСИММЕТРИЧНЫХ КОРПУСОВ СОСУДОВ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2015 |
|
RU2584622C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2014 |
|
RU2556846C1 |
Использование: обработка металлов давлением. Сущность изобретения: круглую листовую заготовку закрепляют на оправке опорными частями прижима. Непосредственно после ротационной вытяжки оболочковой детали осуществляют механическую обработку дна детали режущим инструментом, перемещаемым в пространстве между опорными частями прижима. 1 ил.
| Могильный Н | |||
| И | |||
| Ротационная вытяжка оболочковых деталей на станках | |||
| М.: Машиностроение, 1983, с | |||
| Способ получения нерастворимых лаков основных красителей в субстанции и на волокнах | 1923 |
|
SU132A1 |
| рис | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
