Изобретение относится к изготовлению изделий с отверстиями методом литья и может быть использовано при изготовлении душевых сеток, применяемых в процессах гидромассажирования в домашних условиях, в ванных комнатах жилых помещений, при повышенных требованиях к качеству обработки и необходимости получения водного иглотерапевтического эффекта.
Известен способ формирования структуры сопловых отверстий в изделии, включающий механическое формирования структуры сопловых отверстий в материале изделия для струйной обработки [1].
Этот способ делает крайне затруднительным или невозможным получение душевых сеток с сопловыми отверстиями наиболее эффективной для целей гидромассажа коноидальной формы с низкой степенью шероховатости (Ra=0,16-0,32) и/или минимальными трудозатратами.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату известным решением, выбранным в качестве прототипа, является способ формирования структуры сопловых отверстий в душевых сетках, получаемых путем литья термопластичных материалов под давлением, при котором осуществляют формование изделия в матрице формы с помощью установленных в заданном порядке множества формующих отверстия элементов с заданным профилем, причем порядок установки множества формующих отверстия элементов задают с помощью сочленяемой с ними и заменяемой, в зависимости от вида формующих отверстия элементов, соответствующей матрицы для формирования входных отверстий изделия, при этом отверстия в матрице для размещения в ней формующих отверстия элементов располагают в виде параллельных горизонтальных рядов со смещением вертикальных осей центров отверстий каждого последующего ряда относительно вертикальных осей центров отверстий каждого предыдущего ряда. Причем величину смещения вертикальных осей центров отверстий каждого последующего ряда относительно вертикальных осей центров отверстий каждого предыдущего ряда (Δ) определяют из условия: 
При этом отношение длины отверстия (lCO) в изделии к диаметру выходного отверстия  в изделии определяют из условия:
в изделии определяют из условия:

а отношение диаметра входного отверстия  в изделии к диаметру выходного отверстия в изделии определяют из условия:
в изделии к диаметру выходного отверстия в изделии определяют из условия:

Известный способ, выбранный в качестве прототипа, не позволяет формировать струйные потоки рациональной структуры, поскольку при выборе величины смещения центров выходных отверстий не учитывает размеры зон действия нормальных и касательных напряжений в растекающейся струе жидкости после ее попадания на обрабатываемую поверхность [3], что является особенно необходимым при проведении гидромассажных процедур с присутствием водного иглотерапевтического эффекта.
Это объясняется тем, что в известном способе, выбранном в качестве прототипа, величина смещения вертикальных осей формующих отверстия элементов относительно друг друга не указана или сделана сравнительно малой для обеспечения промывки глухих отверстий на поверхностях, положение которых относительно душевых сеток априори неизвестно.
Однако данное обстоятельство не позволяет обеспечить должного ударного воздействия струи на обрабатываемую поверхность тела человека при гидромассаже, поскольку при формировании структуры сопловых отверстий в матрице формы с помощью установленных в заданном порядке множества формующих отверстия элементов с заданным профилем не учитываются размеры (в частности, диаметр) зон действия нормальных (Н) и касательных (Р) напряжений в растекающейся струе жидкости после ее попадания на обрабатываемую поверхность.
Так, в соответствии с [3] площадь зоны 
Тогда при  (крайнее значение для целей водной иглотерапии, установленное автором эмпирически) величина диаметра зоны Н (DH) составит:
(крайнее значение для целей водной иглотерапии, установленное автором эмпирически) величина диаметра зоны Н (DH) составит:
DH=2,52 мм,
а величина зоны действия касательных напряжений (Р), называемой зоной бурного состояния потока, в соответствии с [3] будет еще больше.
Попадание соседней струи душевой сетки в эти зоны значительно снижает эффективность ударного воздействия этой струи и, как следствие, эффективность гидромассажа в целом.
Кроме того, в этом случае имеет место нерациональное использование воды, учитывая цель предполагаемого использования.
Новый технический результат заключается в расширении функциональных возможностей, повышении эффективности и качества гидромассажных процедур.
Это достигается тем, что в способе формирования структуры сопловых отверстий в душевых сетках, получаемых путем литья термопластичных материалов под давлением, при котором осуществляют формование изделия в матрице формы с помощью установленных в заданном порядке множества смещенных относительно друг друга формующих отверстия элементов с заданным профилем, порядок множества которых задают с помощью сочленяемой с ними соответствующей матрицы для формирования входных отверстий душевой сетки, согласно изобретению величину смещения вертикальных осей формующих отверстия элементов относительно друг друга (Δ) определяют из условия:
DH<Δ≤DP,
где DH - размер (в частности, диаметр) зоны действия нормальных напряжений в растекающейся струе жидкости после ее попадания на обрабатываемую поверхность под углом α=90°, 
DP - размер (в частности, диаметр) зоны действия касательных напряжений в растекающейся струе жидкости после ее попадания на обрабатываемую поверхность под углом α=90°, 
 - выходной диаметр соплового отверстия душевой сетки.
- выходной диаметр соплового отверстия душевой сетки.
Причем величину выходного диаметра соплового отверстия  душевой сетки определяют из условия:
душевой сетки определяют из условия:

При этом отношение длины отверстия (lCO) в изделии к диаметру выходного отверстия в изделии определяют из условия:
а отношение диаметра входного отверстия  в изделии к диаметру выходного отверстия в изделии определяют из условия:
в изделии к диаметру выходного отверстия в изделии определяют из условия:

Кроме того, профиль каждого из отверстий в душевой сетке формуют с помощью соответствующих элементов либо коноидальным, либо коническим или коническо-цилиндрическим.
Причем в качестве термопластичных материалов используют полипропилен, полистирол или АВС-пластик.
Сопоставительный анализ с прототипом показывает, что заявляемый способ отличается новой и научно обоснованной величиной смещения вертикальных осей формующих отверстия элементов, а также уточненной величиной выходного диаметра соплового отверстия душевой сетки. Таким образом, заявляемый способ соответствует критерию изобретения "новизна".
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области не позволило выявить в них признаки, отличающие заявляемое решение от прототипа. Это позволяет сделать вывод о соответствии заявляемого технического решения критерию "существенные отличия".
На фиг.1 представлена пресс-форма для формования душевых сеток, вид сверху со снятой крышкой пресс-формы и локальным разрезом, с количеством отверстий в душевой сетке, равным 19, и величиной Δ, равной 11 мм.
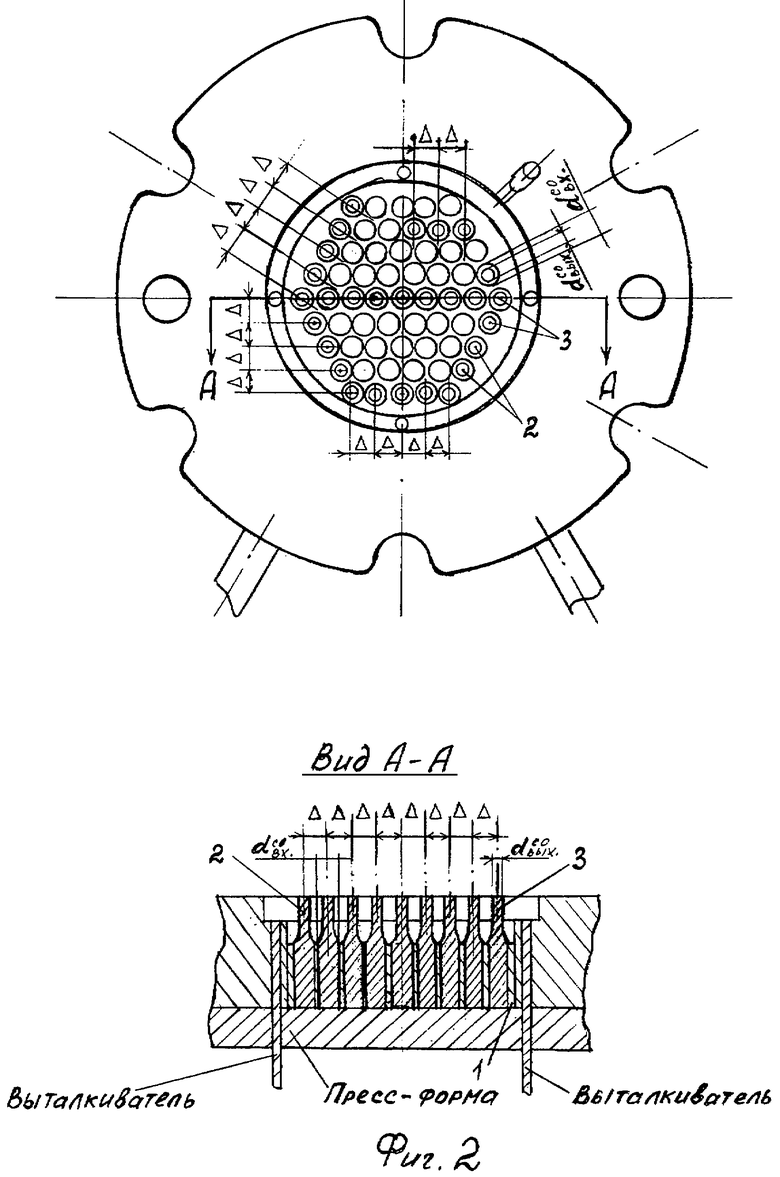
На фиг.2 представлена пресс-форма для формования душевых сеток, вид сверху со снятой крышкой пресс-формы и локальным разрезом, с количеством отверстий в душевой сетке, равным 61, и величиной Δ, равной 5 мм.
Пресс-форма оснащена выталкивателями, каналами для охлаждения, подачи (на фиг.1, 2 не показаны) термопластичного материала (например, полистирола или полипропилена) и содержит матрицу 1 для формования входных отверстий душевой сетки, в которой размещены формующие отверстия элементы 2, 3 для создания профиля отверстий (на фиг.1, 2 не обозначены) душевой сетки.
Перед процессом литья под давлением в пресс-форму устанавливают соответствующие матрицу 1 и элементы 2, 3, размещаемые в отверстиях матрицы 1, в виде параллельных (в данном случае) горизонтальных рядов со смещением вертикальных осей центров формующих отверстия элементов с заданным профилем относительно друг друга на величину Δ, которая определяется из условия:
DH<Δ≤DP,
где DH - размер (в частности, диаметр) зоны действия нормальных напряжений в растекающейся струе жидкости после ее попадания на обрабатываемую поверхность под углом α=90°, 
DP - размер (в частности, диаметр) зоны действия касательных напряжений в растекающейся струе жидкости после ее попадания на обрабатываемую поверхность под углом α=90°, 
 - выходной диаметр соплового отверстия душевой сетки.
- выходной диаметр соплового отверстия душевой сетки.
Причем профиль каждого из отверстий душевой сетки формируют с помощью элементов 2, 3 коноидальным (в данном случае), в котором отношение длины отверстия (lCO) в душевой сетке к диаметру выходного отверстия в изделии определяют из условия:

а отношение диаметра входного отверстия  в изделии к диаметру выходного отверстия в изделии определяют из условия:
в изделии к диаметру выходного отверстия в изделии определяют из условия:

При этом величина выходного диаметра соплового отверстия  душевой сетки определяется из условия:
душевой сетки определяется из условия:

Кроме того, входные отверстия в душевой сетке формируют в нижнем торце вертикальной части сетки, а выходные отверстия - в верхнем торце горизонтальной части сетки.
После этого производят прочное уплотнение верхней крышки пресс-формы с ее остальной частью и подготовку (разогрев) термопластичного материала (например, полистирола или полиамида).
После окончания подачи под давлением соответствующего термопластичного материала (в частности, полистирола или полипропилена) производится подача хладоагента, разуплотнение и отвод крышки и остальной части пресс-формы и перемещение (с помощью выталкивателей) вверх готового (после удаления литниковых частей) изделия с сформированными в нем отверстиями коноидального (в данном случае) профиля, рационального (для целей гидромассажа) размещения и количества.
При этом габаритные (по высоте и диаметру) размеры душевой сетки остаются постоянными, чем и достигается высокая технологическая и функциональная гибкость.
Одновременно достигается сравнительно высокая степень ремонтопригодности и взаимозаменяемости элементов для формирования профиля, расположения и количества отверстий в душевой сетке.
При этом в качестве элементов для формирования профиля отверстий в душевой сетке могут при необходимости использоваться и элементы с коническим или конически-цилиндрическим профилем, с более низким значением коэффициента расхода жидкости.
А сами элементы для формирования профиля отверстий в душевой сетке могут иметь соответствующие резьбовые участки в нижней части для их надежной фиксации в матрице для их установки с помощью крепежных гаек, с целью обеспечения возможности оперативной замены и облегчения одинаковой высоты установки элементов для формирования профиля отверстий.
Реализацию предложенного способа осуществляли в производственных условиях ФГУП "ПО "СТАРТ" на термопластавтомате ARBURG - А 270-21-500.
Материал пресс-формы - сталь Х18Н10Т.
Материал элементов для создания профиля отверстий в душевой сетке и матрицы для формирования входных отверстий сетки - сталь У8А.
Параметры отверстий душевых сеток, полученных литьем под давлением полистирола, сведены в таблицу.
 мм
мм
 мм
мм
Сравнение изготовленных по заявляемому способу душевых сеток с отечественными и зарубежными изделиями аналогичного назначения и полученные отзывы от потребителей свидетельствуют о достижении (в первую очередь благодаря предложенной и научно обоснованной величине смещения сопловых отверстий) представленного в изобретении нового технического результата.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Маслов Н.Н., Плутов В.И. Прогрессивные способы очистки деталей. Л.: ЛДНТП, 1971, 26 с.
2. Патент РФ №2046685, М. Кл. В 08 В 3/02, В 29 С 45/20, 1992 - прототип.
3. Козлов Ю.С., Кузнецов O.K., Тельнов А.Ф. Очистка изделий в машиностроении // М.: Машиностроение, 1982, с.101-103.
Изобретение относится к изготовлению изделий с отверстиями методом литья и может быть использовано при изготовлении душевых сеток, применяемых в процессах гидромассажирования в домашних условиях, при необходимости получения водного иглотерапевтического эффекта. Технический результат заявленного изобретения заключается в расширении функциональных возможностей, повышении эффективности и качества гидромассажных процедур. Способ формирования структуры сопловых отверстий в душевых сетках отличается тем, что величину смещения вертикальных осей формующих отверстия элементов относительно друг друга (Δ) выбирают из условия DН<Δ≤Dp, где DH - размер зоны действия нормальных напряжений в растекающейся струе после ее попадания на обрабатываемую поверхность под углом 90°,  ; Dp - размер зоны действия касательных напряжений в растекающейся струе после ее попадания на обрабатываемую поверхность под углом 90°,
; Dp - размер зоны действия касательных напряжений в растекающейся струе после ее попадания на обрабатываемую поверхность под углом 90°,  а
а  - выходной диаметр отверстия душевой сетки, определяют из условия
- выходной диаметр отверстия душевой сетки, определяют из условия  3 з.п. ф-лы, 2 ил., 1 табл.
3 з.п. ф-лы, 2 ил., 1 табл.
DH<Δ≤Dp,
где DH - размер (в частности, диаметр) зоны действия нормальных напряжений в растекающейся жидкости струи после ее попадания на обрабатываемую поверхность под углом α=90°, 
Dp - размер (в частности, диаметр) зоны действия касательных напряжений в растекающейся жидкости струи после ее попадания на обрабатываемую поверхность под углом α=90°, 
 - выходной диаметр соплового отверстия душевой сетки, определяемый из условия
- выходной диаметр соплового отверстия душевой сетки, определяемый из условия


 ) к диаметру выходного отверстия в изделии определяют из условия
) к диаметру выходного отверстия в изделии определяют из условия
| СПОСОБ А.Н.АЛЕКСЕЕВА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ С ОТВЕРСТИЯМИ МЕТОДОМ ЛИТЬЯ | 1992 |
|
RU2046685C1 |
| ДУШ КУЛАЧКИНА | 1994 |
|
RU2033276C1 |
| Маслов Н.Н | |||
| и др | |||
| Прогрессивные способы очистки деталей | |||
| Ленинград: ЛДНТП, 1971, с.26 | |||
| Козлов Ю.С | |||
| и др | |||
| Очистка изделий в машиностроении | |||
| Москва: Машиностроение, 1982, с.100-103. | |||

