Изобретение относится к изготовлению изделий с отверстиями преимущественно методом литья и может быть использовано как при изготовлении непосредственно струеформирующих сопел, так и при формировании с их помощью структуры струеформирующих сеток или панелей, применяемых в составе душевых устройств в процессах гидромассажирования, реализуемых с различной интенсивностью на различных участках разного размера тела человека, при наличии магистралей подачи воды с различными расходными характеристиками и категорией чистоты воды, как в бытовых ваннах, так и в составе домашних душевых кабин, и также может найти применение в физиотерапевтических кабинетах, отделениях водолечения курортно-лечебных учреждений, восстановительных центрах спортсменов, СПА-салонах и фитнес-центрах.
Известен способ изготовления изделий с отверстиями, включающий механическое формирование профиля, расположения и количества отверстий в изделии, выполненном в виде трубы [1].
Этот способ не позволяет получать изделия с конической, коническо-цилиндрической или коноидальной формой сопловых отверстий, что ограничивает эффективность и технологические возможности способа, в частности при использовании изделия с отверстиями в качестве струеформирующего насадка, применяемого в составе душевых устройств, используемых в процессах гидромассажирования, из-за сравнительно низкого значения кинетической энергии формируемых струй, что, в свою очередь, не позволяет добиться максимального эффекта от гидромассажных процедур в части достижения соответствующего водного иглотерапевтического эффекта из-за отсутствия возможности получения максимального гидродинамического давления струй на обрабатываемую поверхность [2].
Наиболее близким к заявляемому по технической сущности и достигаемому результату известным решением, выбранным в качестве прототипа, является способ изготовления изделий с отверстиями методом литья, включающий формование изделия с отверстиями в матрице формы с помощью установки в заданном порядке множества формующих отверстия элементов с заданным профилем [3].
Данный способ имеет сравнительно ограниченные возможности, не позволяющие более точно и с меньшими трудозатратами подбирать, для конкретного случая использования, необходимые количество, расположение и профиль сопловых отверстий в изделии, что является крайне необходимым для получения изделий с одинаковыми габаритами, но с различными концентрацией отверстий, их профилем и/или высотой, что может быть обусловлено различными (по величине) требованиями к кинетической энергии формируемых струй и расходу воды, если изделие используется в составе душевых устройств, используемых в процессах гидромассажирования, реализуемых с различной интенсивностью на различных участках разного размера тела человека, при наличии магистралей подачи воды с различными расходными характеристиками.
Кроме того, при использовании изделия в условиях бытовой ванны могут возникать проблемы, связанные с необходимостью замены всего изделия или очисткой части его отверстий из-за возможного засорения последних, как механическими частицами, так и отложениями солей жесткости воды, при использовании централизованной магистрали в ванных комнатах жилых зданий.
Наконец, еще одним недостатком известного способа является возможная непрямолинейность выходных струй воды, в частности, у насадка с большими по длине габаритами (порядка 200 мм), что может быть обусловлено отклонением от прямолинейности длины выбранного термопластичного материала после окончания процесса литья соответствующего материала под давлением.
Новый технический результат заключается в обеспечении возможности оптимальной адаптации структуры (количества, расположения, профиля и/или высоты) отверстий получаемых изделий к расходным характеристикам используемой напорной системы для обеспечения требуемого водного иглотерапевтического эффекта, необходимого для целей гидромассажирования, а также в снижении трудозатрат по изготовлению и замене элементов формирования струй воды и их очистке, а также в более надежном обеспечении прямолинейности струй воды у насадков с большой по длине зоной струйной обработки.
Он достигается тем, что в способе изготовления изделий с отверстиями методом литья, включающем формование изделия в матрице формы с помощью установки в заданном порядке множества формующих элементов, согласно изобретению, в качестве формующих элементов используют резьбовые элементы для последующего сочленения, через образованные таким образом резьбовые установочные отверстия, с получаемыми также литьевым методом соплами с отверстиями коноидального профиля и заглушками, оснащенными соответствующей резьбой и используемыми для их монтажа-демонтажа в вертикальной плоскости крепежными пазами.
Причем крепежные пазы реализуют в виде, представленном на фиг. 3, 4 и 5, 6 соответственно.
При этом в качестве устройства для монтажа-демонтажа в вертикальной плоскости сопел с отверстиями коноидального профиля и заглушек используют отвертку с выходной частью в виде трубки, оснащенной на ее торце соответствующими выступами, взаимодействующими с пазами сопел и/или заглушек.
А в качестве формующих элементов используют цилиндрические элементы с профилем, представленным на фиг. 2, и конической резьбой или байонетным соединением, располагаемыми на вертикальном участке профиля формующего элемента.
А удельный расход через струеформирующее сопло с отверстием коноидального профиля 

Кроме того, при изготовлении методом литья изделия с резьбовыми установочными отверстиями его выполняют с защитным экраном, получаемым непосредственно при отливке изделия в матрице формы.
Причем при изготовления изделия методом литья его выполняют в виде оснащенных резьбовыми установочными отверстиями пластины или горизонтальной плоскости соответствующего участка трубы, выполненной со смещением центра внутреннего отверстия относительно наружного диаметра.
При этом при выполнении изделия в виде оснащенных резьбовыми установочными отверстиями пластины или горизонтальной плоскости соответствующего участка трубы, выполненной со смещением центра внутреннего отверстия относительно наружного диаметра, его защитный экран выполняют отдельно в виде, представленном на фиг. 22, в том числе и методом литья, с последующим его сочленением с периметром горизонтальной плоскости изделия, оснащенной резьбовыми установочными отверстиями.
Сопоставительный анализ с прототипом показывает, что заявляемый способ отличается более расширенными функционально-технологических возможностями, обеспечением возможности оптимальной адаптации структуры (количества, профиля и/или высоты) отверстий получаемых насадков к расходным характеристикам используемой напорной системы для обеспечения требуемого водного иглотерапевтического эффекта, необходимого для целей гидромассажирования, а также в снижении трудозатрат по замене элементов формирования струй воды и их очистке.
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области показало, что известен способ изготовления сопловых отверстий в душевых сетках, получаемых путем литья термопластичных материалов под давлением, при котором осуществляют формование изделия в матрице формы с помощью установленных в заданном порядке множества смещенных относительно друг друга формующих отверстия элементов с коноидальным профилем, порядок множества которых задают с помощью сочленяемой с ними соответствующей матрицы для формирования входных отверстий душевой сетки [4]. Также известно и изделие, реализуемое с использованием данного патента [5].
Общим недостатком известных как способа, так и изделия является сравнительно ограниченный уровень квантования количества сопел в душевой сетке (в частности, 19 и 61 [5]), что связано, с одной стороны, сравнительно большими трудозатратами по установке в заданном порядке различных множеств смещенных относительно друг друга формующих отверстия элементов с коноидальным профилем, а с другой стороны, априори неизвестным расходом воды у конкретного пользователя, что может приводить в ряде случаев (в частности, у жителей верхних этажей многоэтажных жилых зданий) к снижению гидродинамического давления струй воды и отсутствию требуемого водного иглотерапевтического эффекта и, как следствие, к снижению эффективности гидромассажных процедур.
Кроме того, при использовании изделия в условиях бытовой ванны также могут возникать проблемы, связанные с необходимостью замены всего изделия или очисткой части его отверстий из-за возможного засорения последних, как механическими частицами, так и отложениями солей жесткости воды, при использовании централизованной магистрали в ванных комнатах жилых зданий.
Это позволяет сделать вывод о соответствии заявляемого технического решения критерию «существенные отличия».
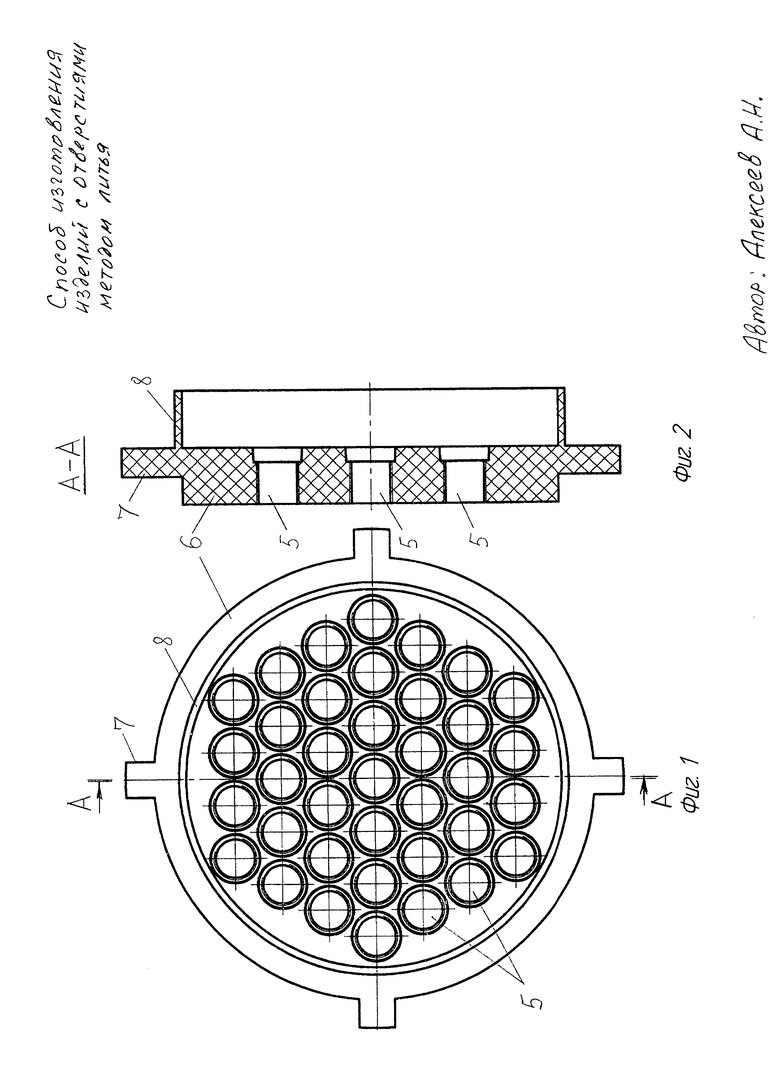
На фиг. 1 представлено полученное путем литья соответствующего термопластичного материала (в частности, полистирола) под давлением в пресс-форму изделие (в данном случае в виде основания душевой сетки) с резьбовыми установочными отверстиями, установочными выступами и с защитным экраном, при 

На фиг. 2 представлен вид А-А основания душевой сетки на фиг. 1, вид сбоку, разрез.
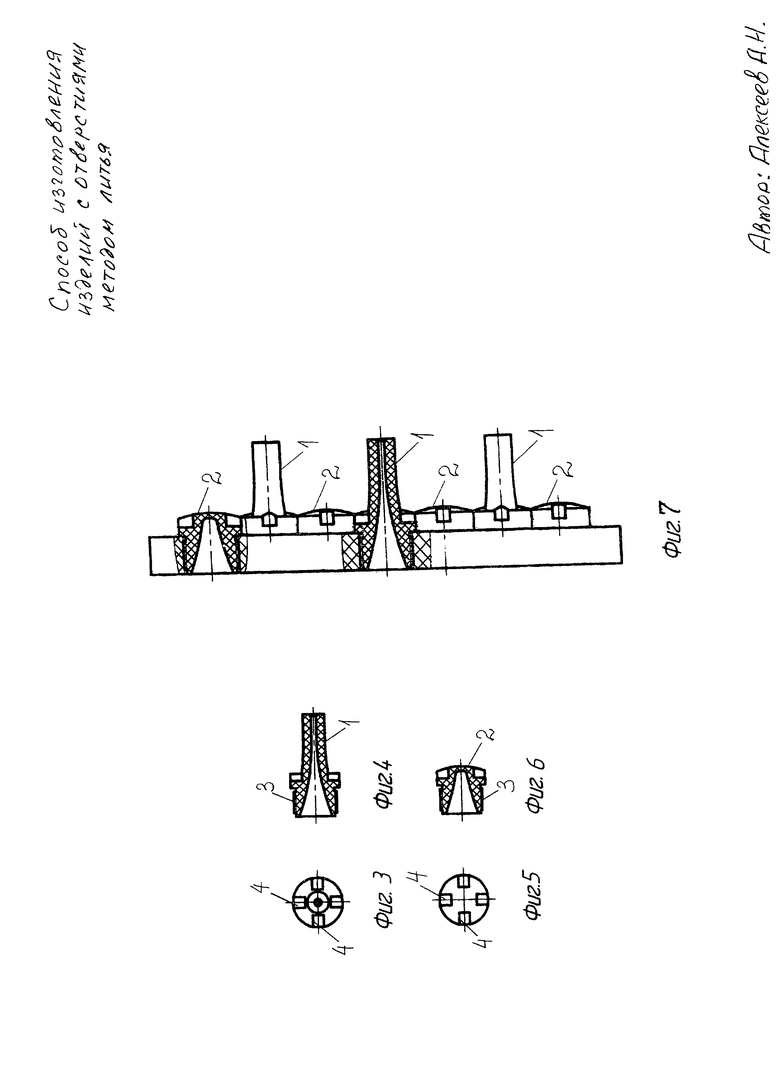
На фиг. 3 представлено получаемое литьевым методом и оснащенное соответствующей резьбой и крепежными пазами струеформирующее сопло с коноидальным (в данном случае) профилем соплового отверстия, вид сверху со стороны выхода соплового отверстия.
На фиг. 4 представлено струеформирующее сопло на фиг. 3, разрез.
На фиг. 5 представлена получаемая литьевым методом и оснащенная соответствующей резьбой и крепежными пазами заглушка, вид сверху.
На фиг. 6 представлена заглушка на фиг. 5, разрез.
На фиг. 7 представлено основание душевой сетки в сборе со струеформирующими соплами и заглушками, вид сбоку, с локальными вырезами.
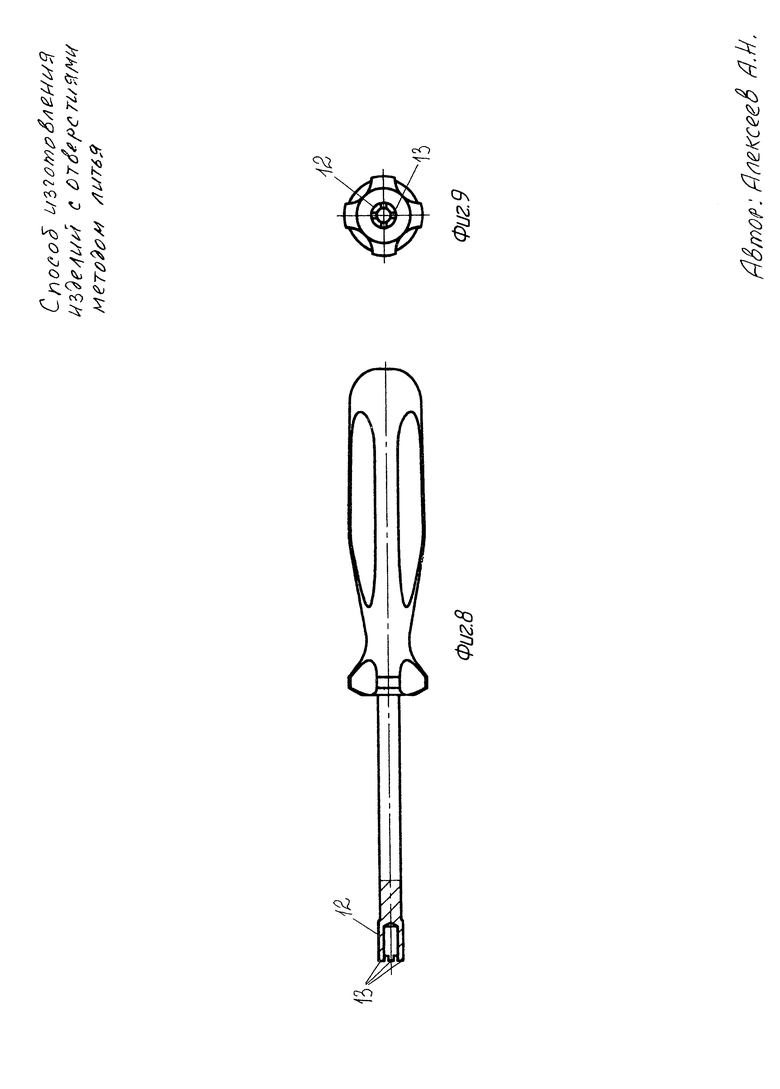
На фиг. 8 представлена отвертка с выходной частью в виде трубки, оснащенная на ее торце соответствующими выступами, взаимодействующими с пазами сопел и заглушек, вид сбоку.
На фиг. 9 представлена отвертка на фиг. 8, вид со стороны выходной частью в виде трубки.
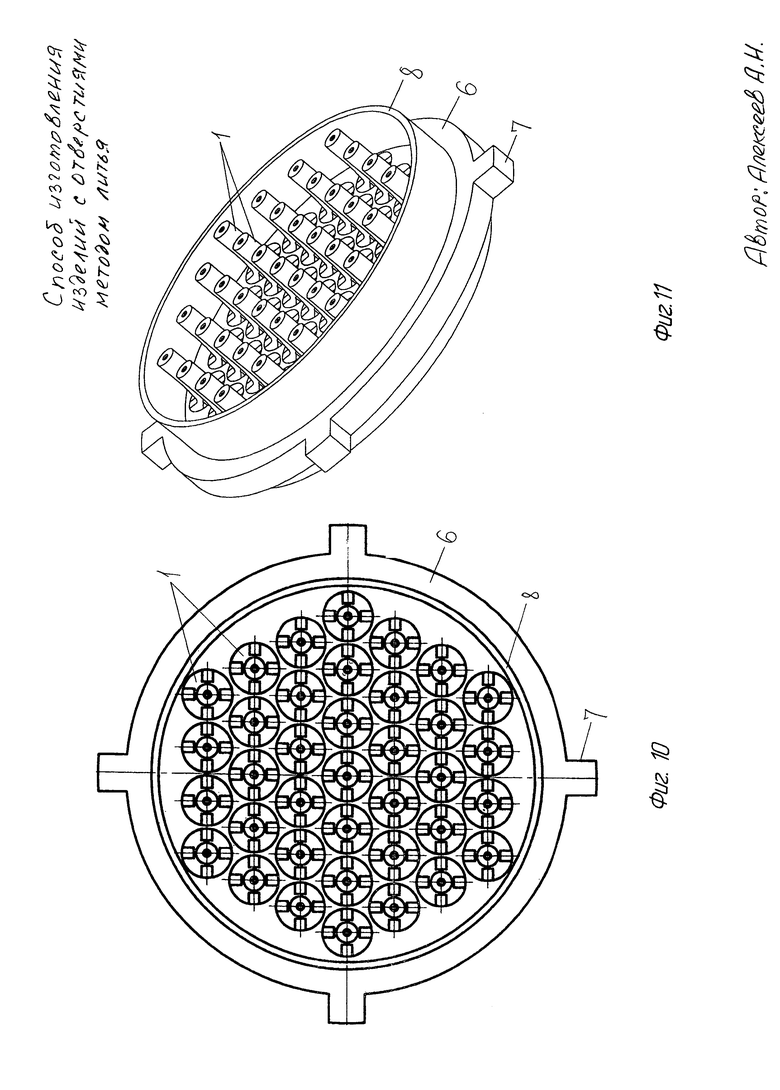
На фиг. 10, 11 представлена душевая сетка с установленными струеформирующими соплами и сформированным при литье защитным экраном, при
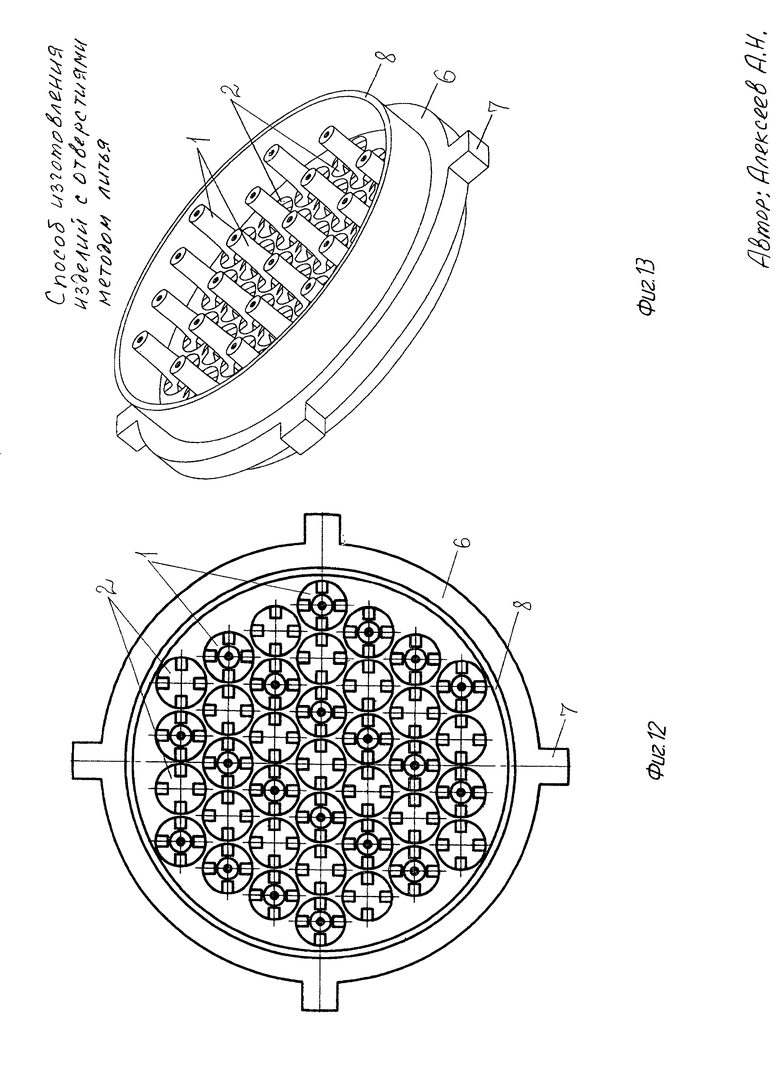
На фиг. 12, 13 представлена душевая сетка с установленными струеформирующими соплами, заглушками и сформированным при литье защитным экраном, 
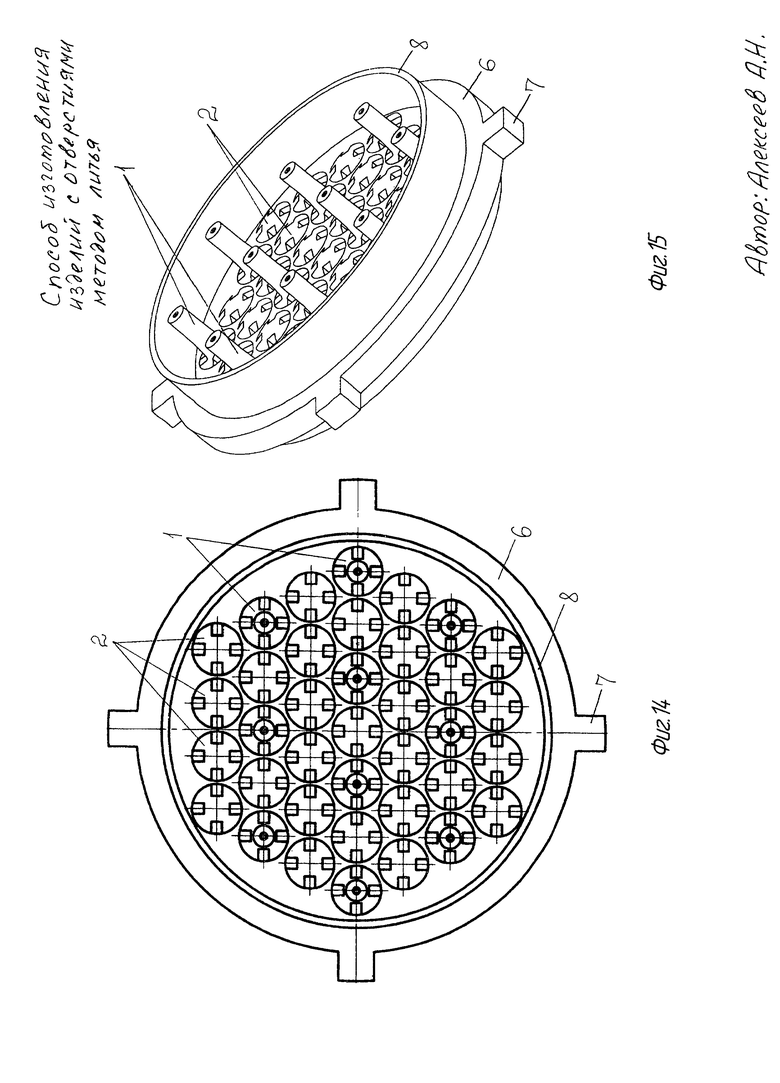
На фиг. 14, 15 представлена душевая сетка с установленными струеформирующими соплами, заглушками и сформированным при литье защитным экраном, при 
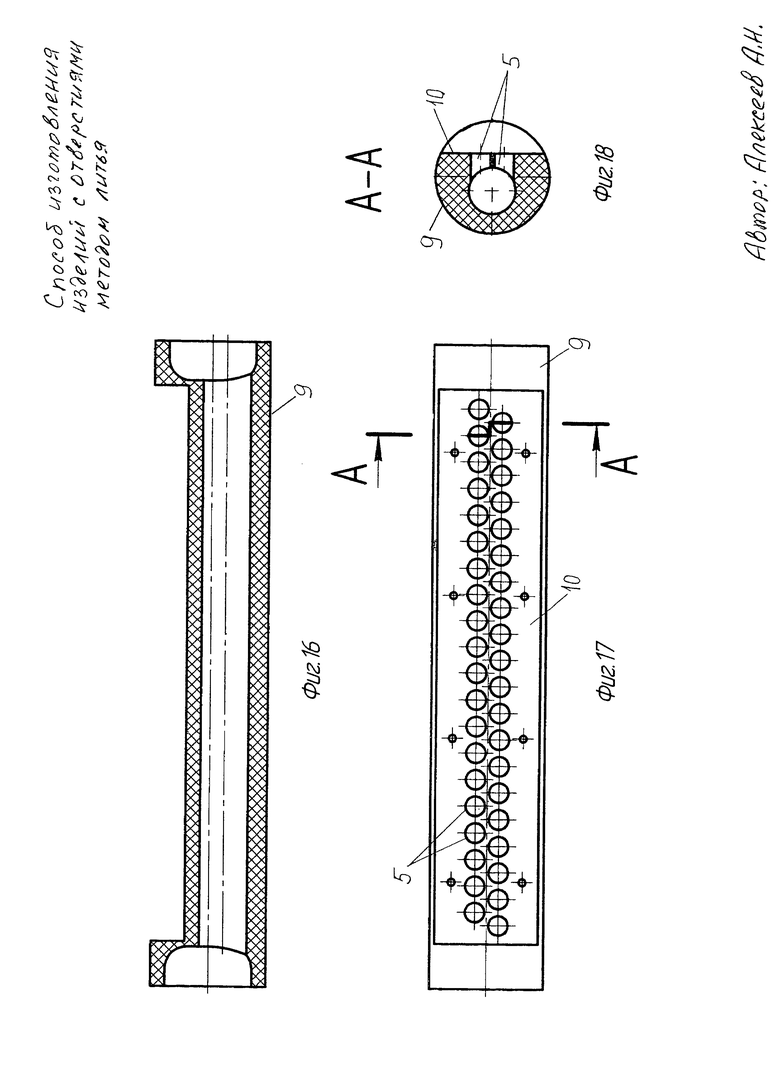
На фиг. 16 представлена матрица формы с резьбовыми установочными отверстиями, реализованная (в данном случае) в сформированной горизонтальной плоскости материала душевого устройства, выполненного в виде полученного литьевым методом (в данном случае) соответствующего участка трубы со смещением центра внутреннего отверстия относительно наружного диаметра, разрез, вид сбоку.
На фиг. 17 представлено изделие на фиг. 16, вид сверху.
На фиг. 18 представлен вид сечения А-А на фиг. 17, разрез.
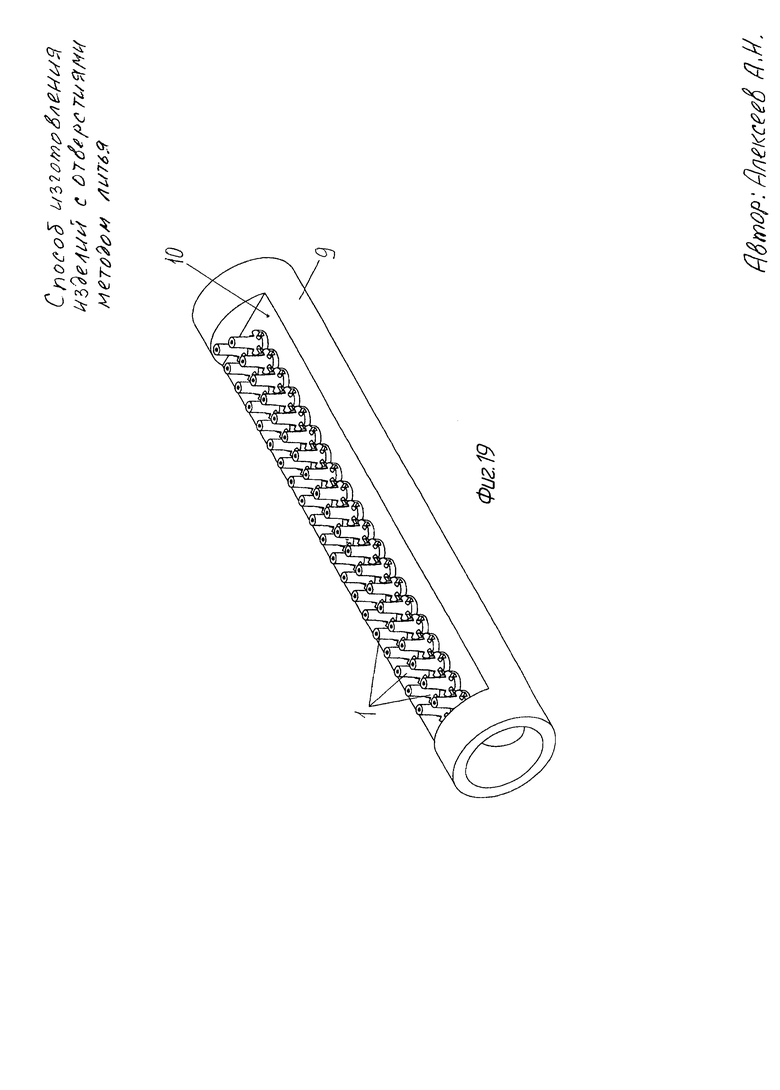
На фиг. 19 представлено душевое устройство, выполненное из полученного литьевым методом или механически, в виде соответствующего участка трубы (в данном случае) со смещением центра внутреннего отверстия относительно наружного диаметра, с установленными, в заранее сформированные резьбовые отверстия в горизонтальной плоскости материала изделия струеформирующими соплами 
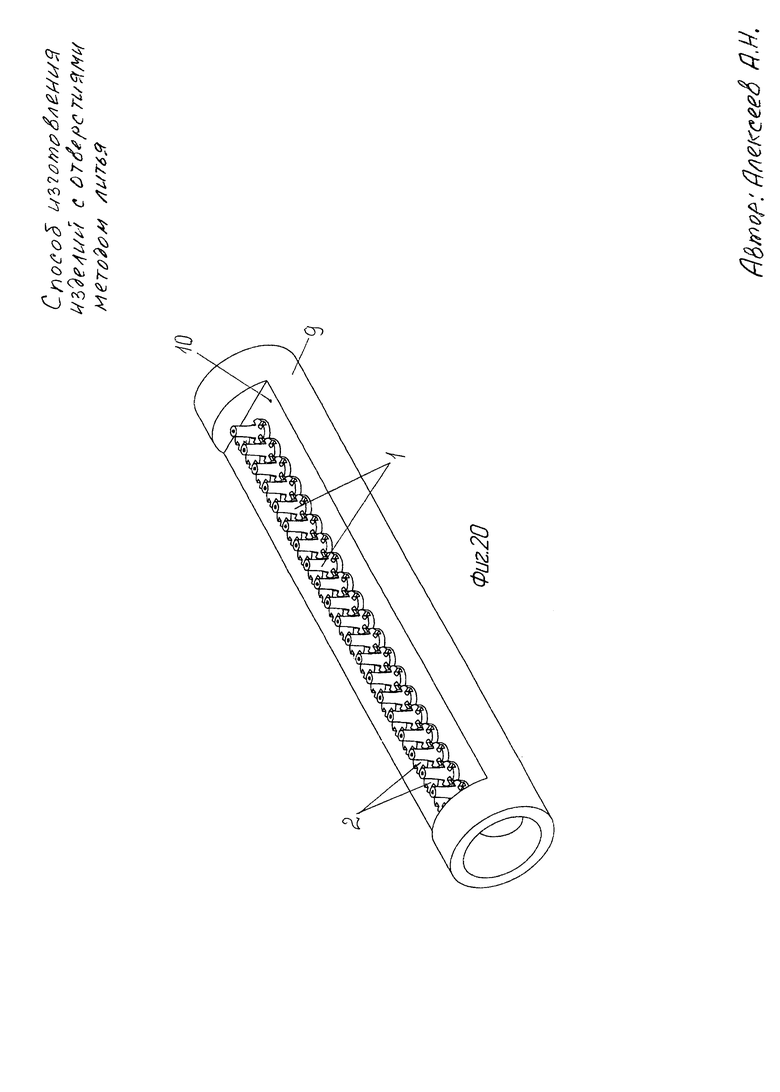
На фиг. 20 представлено душевое устройство, выполненное из полученного литьевым методом или механически, в виде соответствующего участка трубы (в данном случае) со смещением центра внутреннего отверстия относительно наружного диаметра, с установленными, в заранее сформированные резьбовые отверстия в горизонтальной плоскости материала изделия струеформирующими соплами
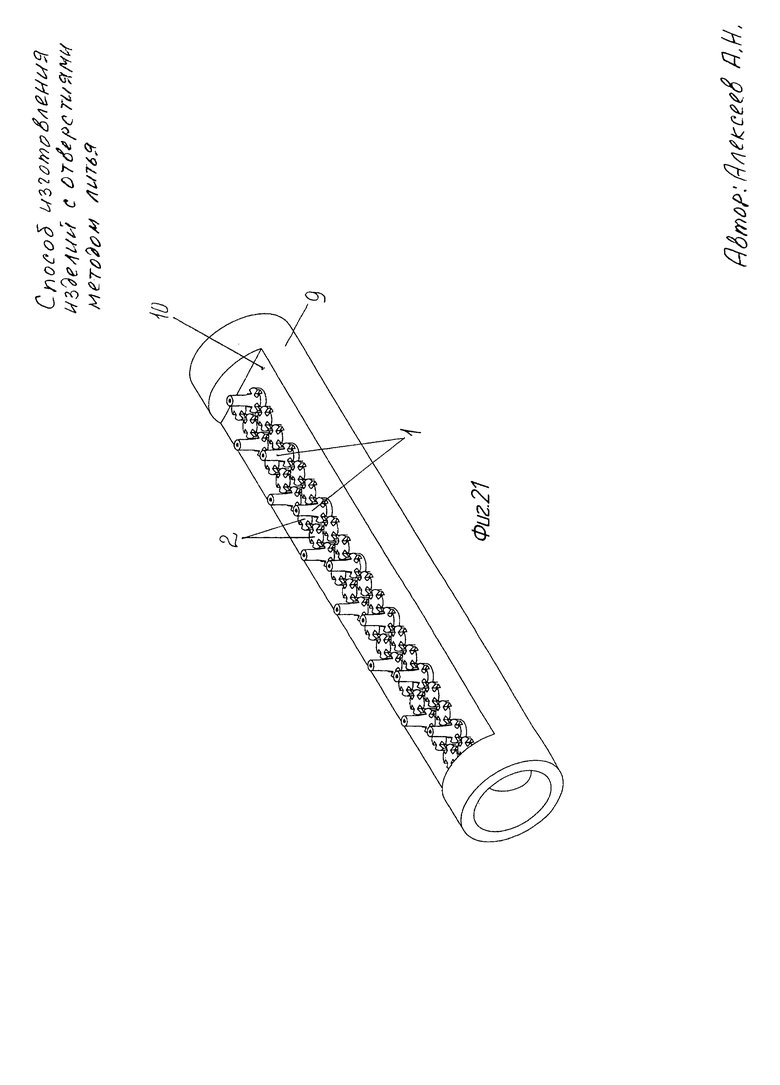
На фиг. 21 представлено душевое устройство, выполненное из полученного литьевым методом или механически, в виде соответствующего участка трубы (в данном случае) со смещением центра внутреннего отверстия относительно наружного диаметра, с установленными, в заранее сформированные резьбовые отверстия в горизонтальной плоскости материала изделия струеформирующими соплами 
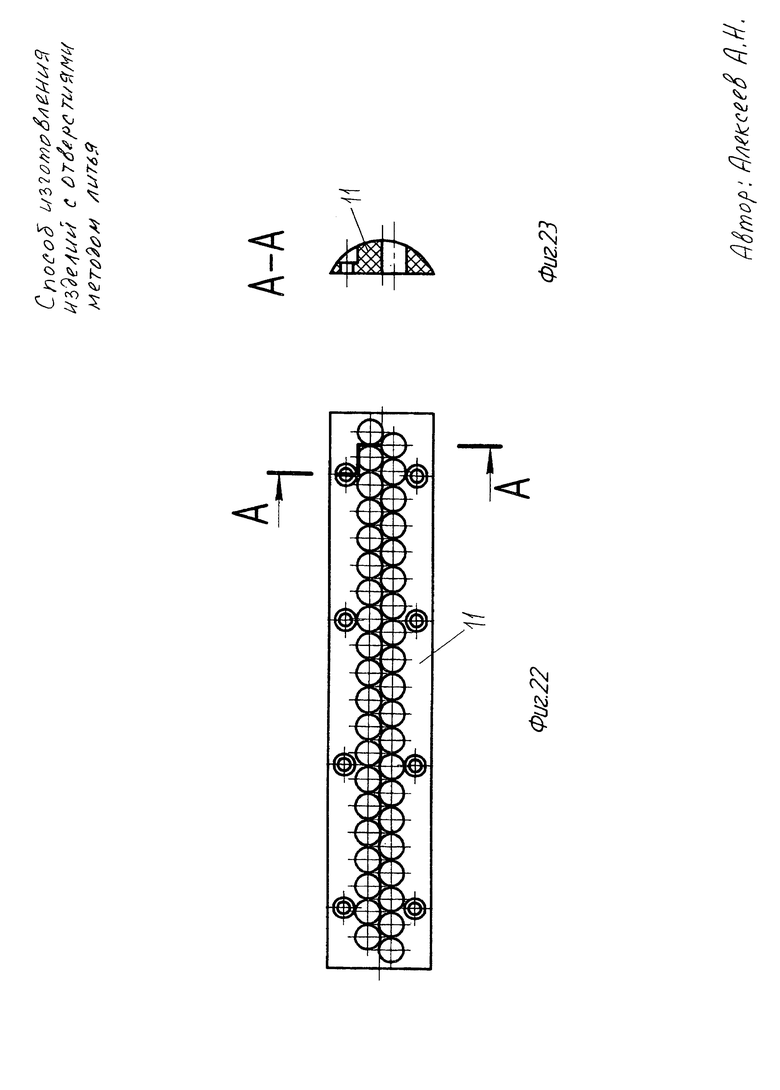
На фиг. 22 представлен защитный экран, полученный с помощью литья термопластичного материала под давлением, с последующим его сочленением с помощью винтов-саморезов (в данном варианте) с периметром горизонтальной плоскости материала душевого устройства, выполненного в виде соответствующего участка трубы (в данном варианте).
На фиг. 23 представлен вид сечения А-А на фиг. 22, разрез.
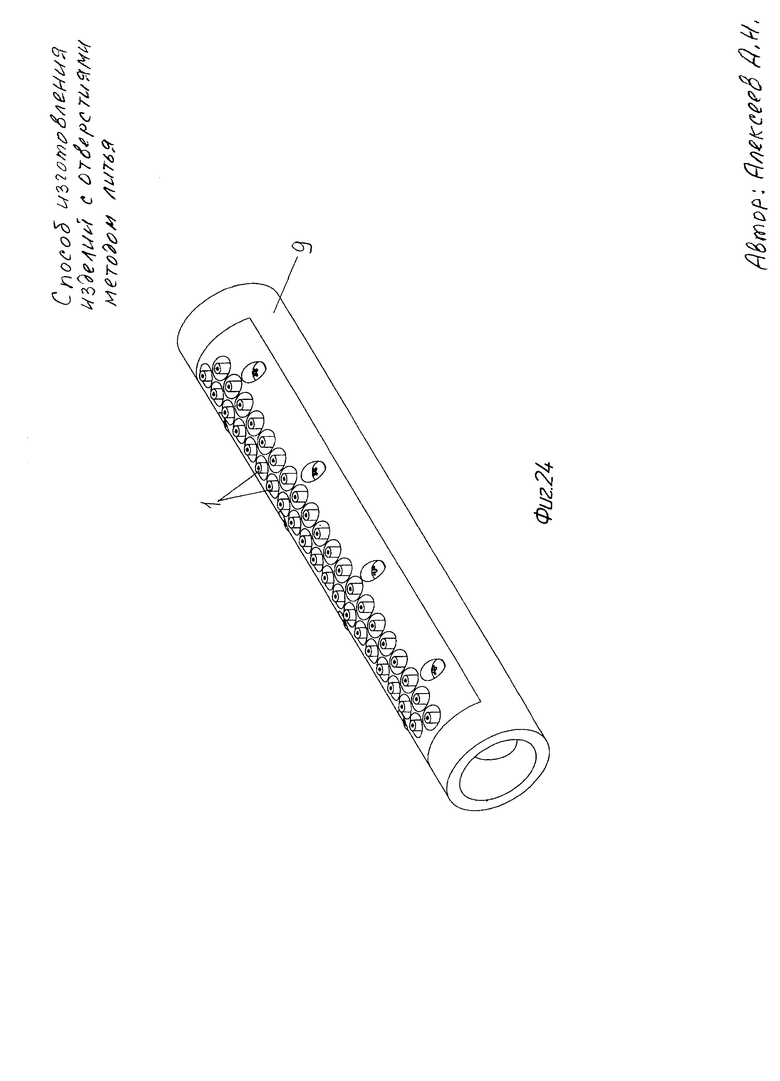
На фиг. 24 представлено душевое устройство на фиг. 19, оснащенное защитным экраном, соединенным с помощью винтов-саморезов (в данном случае) с периметром горизонтальной плоскости материала душевого устройства, выполненного в виде соответствующего участка трубы (в данном варианте).
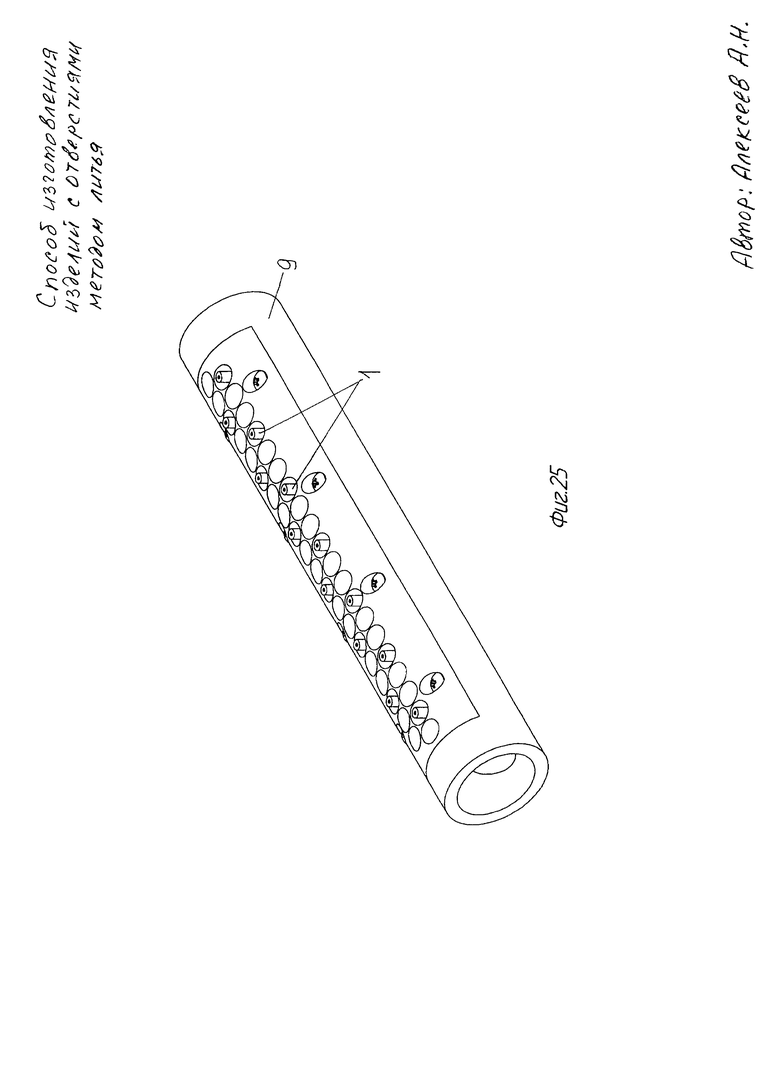
На фиг. 25 представлено душевое устройство на фиг. 21, оснащенное защитным экраном, соединенным с помощью винтов-саморезов (в данном случае) с периметром горизонтальной плоскости материала душевого устройства, выполненного в виде соответствующего участка трубы (в данном варианте).
Порядок формирования структуры душевой сетки из термопластичных комплектующих и материалов с адаптируемой структурой сопловых отверстий может быть следующим.
Вначале изготавливают путем литья соответствующего термопластичного материала (например, полипропилена или полистирола) под давлением в соответствующие пресс-формы необходимые количества струеформирующих сопел 1 и заглушек 2, оснащенных соответствующей резьбой 3 и крепежными пазами 4.
Затем, в зависимости от назначения, формы и/или материала, изготавливают соответствующую матрицу формы с резьбовыми установочными отверстиями 5:
- либо в виде основания 6 душевой сетки круглой формы с установочными выступами 7 и с защитным экраном 8, получаемого путем литья соответствующего термопластичного материала (в частности, полистирола) под давлением в пресс-форму;
- либо в виде получаемого путем литья соответствующего термопластичного материала (в частности, полистирола) под давлением в пресс-форму или механически участка трубы 9, выполненного со смещением центра внутреннего отверстия относительно наружного диаметра и с сформированной горизонтальной плоскостью 10 для размещения резьбовых установочных отверстий 5.
В последнем случае, также путем литья соответствующего термопластичного материала (в частности, полистирола) под давлением в пресс-форму изготавливают содержащий сквозные отверстия для размещения сопел и заглушек, а также винтов-саморезов (на фиг. 22-25 не обозначены) защитный экран 11, верхнее обрамление которого выполнено сферическим, совпадающим с радиусом трубы 9 с горизонтальным участком 10 (содержащим также глухие отверстия для размещения в них винтов-саморезов), с которой он сочленяется.
После этого определяют (опытным путем) величину максимального удельного расхода воды в конкретной бытовой ванне 
Затем определяют количество сопловых отверстий, размещаемых в основании душевой сетки 
где 

В соответствии с этим, с помощью отвертки на фиг. 8, 9 производят установку, непосредственно или через уплотнительные прокладки из эластичного материала, соответствующего количества струеформирующих сопел 1 с необходимым для выбранной зоны обработки расположением в резьбовые отверстия 5 основания 6 душевой сетки.
Незадействованные резьбовые установочные отверстия 5 основания 6 душевой сетки закрываются заглушками 2 с помощью отвертки на фиг. 8, 9 с выходной частью в виде трубки 12, оснащенной на ее торце соответствующими выступами 13, взаимодействующими с пазами 4 сопел 1 и заглушек 2, непосредственно или через уплотнительные прокладки из эластичного материала.
Далее производят установку полученной таким образом струеформирующей сетки в корпус душа через уплотнительное кольцо из эластичного материала (на фиг. 1, 2 не показаны), располагаемого под выступами 7 струеформирующей сетки на соответствующем диаметре ее нижней вертикальной части (на фиг. 1, 2 не обозначены), и ее закрепление с помощью проходной гайки с резьбой с корпусом душа (на фиг. 1, 2 не показаны).
Закрыв шторку-экран (для предотвращения попадания брызг воды вне объема бытовой ванны) и отрегулировав, с помощью соответствующих вентилей крана-смесителя (на фиг. 1 показаны), необходимые расход и температуру воды, используемой при гидромассаже, устройство подготовлено для проведения гидромассажных процедур.
При этом, в случае засорения каких-либо из струеформирующих сопел 1 механическими частицами или отложениями солей из-за жесткости воды и заметного отклонения направления части формируемых струй от прямолинейного, при использовании централизованной магистрали в ванных комнатах жилых зданий, с помощью отвертки на фиг. 8, 9 производят их замену на новые без необходимости замены или очистки всей душевой сетки.
Таким образом, предлагаемый способ изготовления изделий с отверстиями по сравнению с известным, выбранным в качестве прототипа, позволяет:
- оптимальным образом адаптировать структуру (количество, расположение, профиль и/или высоту) сопловых отверстий изделия к имеющемуся в ванной комнате расходу воды в ее кране-смесителе, обеспечивающих требуемое для целей гидромассажирования гидродинамическое давление формируемых струй в выбранной пользователем зоне обработки, в присутствии водного иглотерапевтического эффекта;
- снизить трудозатраты по замене элементов формирования струй воды и их очистке без увеличения затрат на материалы по изготовлению требуемого количества типоразмеров душевых сеток;
- обеспечить более надежную прямолинейность выходных струй воды, в частности, у насадков с большими по длине габаритами (порядка 200 мм).
Реализация предлагаемого способа не встречает затруднений.
Так, основание душевой сетки с резьбовыми установочными отверстиями, установочными выступами и с защитным экраном, как и душевое устройство, выполненное в виде участка трубы со смещением центра внутреннего отверстия относительно наружного диаметра и со сформированной горизонтальной плоскостью с резьбовыми установочными отверстиями, а также защитный экран можно изготовить используя соответствующие термопластичный материал (полистирол, ABC - пластик, полипропилен и др.), пресс-формы и оборудование, например термопластавтомат типа ARBURG или KuASY с соответствующим объемом впрыска и наличием блоков автоматического управления работой гидроцилиндров, обеспечивающих формирование каналов участков трубы со смещением центра внутреннего отверстия различной формы (как цилиндрических, так и, например, трапециевидных) относительно наружного диаметра.
На этом же оборудовании можно изготавливать литьевым методом оснащенные соответствующей резьбой и крепежными пазами струеформирующие сопла с отверстиями соответствующего профиля и заглушки.
В качестве гаек и винтов (винтов-саморезов) при реализации предлагаемого способа могут быть использованы, в зависимости от условий применения, соответствующие изделия из нержавеющей стали или титана.
Также, при использовании душевого устройства, выполняемого в виде соответствующего участка трубы, в том числе и с механическим методом изготовления резьбовых установочных отверстий в его горизонтальной плоскости, в качестве остальных комплектующих можно использовать стандартные комплектующие из полипропилена фирмы AQUART: трубы соответствующего диаметра, заглушки, муфты гладкие и/или разъемные, тройники и уголки.
Сравнение предлагаемого способа с известным устройством из [5] в домашних условиях показало следующее:
- на 12-14 этажах жилых зданий отсутствует напор воды, достаточный для создания требуемого гидродинамического давления формируемых струй воды даже при использовании струеформирующей сетки с 19-тью соплами;
- после двухмесячной эксплуатации было отмечено заметное отклонение от прямолинейности трех из девятнадцати струй воды, формируемых насадкой «Душ Алексеева», что, в свою очередь, в противовес к заявляемому требует демонтаж всей струеформирующей сетки в душе и ее дальнейшую очистку.
При этом возможный выход из этого положения - увеличение количества типоразмеров струеформирующих сеток, не избавляя пользователя от трудозатрат по их очистке, приводит к значительному увеличению затрат на материалы по сравнению с заявляемым техническим решением.
Это позволяет сделать вывод об актуальности и эффективности изложенного в изобретении технического решения.
Проверка заявляемого решения путем графического размещения струеформирующих сопел с коноидальным профилем и выходным диаметром субмиллиметрового диапазона (≈0,7 мм) в основании душевой сетки, устанавливаемых (также как и заглушки) на расстоянии 6,6 мм (между центрами отверстий в соседних рядах душевой сетки) и 7,4 мм (между центрами соседних отверстий в одном ряду душевой сетки) в резьбовые установочные отверстия с резьбой M6×0,5 - 7H, дала положительный результат.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Маслов Н.Н., Плутов В.И. Прогрессивные способы очистки деталей. Л.: ЛДНТП, 1971, с. 26.
2. Козлов Ю.С. и др. Очистка изделий в машиностроении. - М.: Машиностроение, 1982, с. 102.
3. Патент Австралии №481600, М. кл. B07B 1/46, 1977 г. - прототип.
4. Патент РФ №2046685, М. кл. B08B 3/02, B29C 45/20, 1992 г.
5. Технический паспорт на «Душ Алексеева» фирмы «Гидриатика».
Изобретение направлено на обеспечение возможности оптимальной структуры отверстий получаемых насадок к расходным характеристикам используемой напорной системы для обеспечения водного иглотерапевтического эффекта, необходимого для гидромассажирования, а также на снижение трудозатрат по замене элементов формирования струй воды и их очистке. Способ изготовления изделий с отверстиями методом литья включает формование изделия в матрице формы с помощью установки в заданном порядке множества формующих элементов, в качестве формующих элементов используют резьбовые элементы для последующего сочленения через образованные таким образом резьбовые установочные отверстия с получаемыми методом литья струеформирующими соплами с отверстиями коноидального профиля. При этом сопла имеют резьбу и крепежные пазы, а также заглушки, оснащенные соответствующей резьбой и крепежными пазами для монтажа-демонтажа сопел и заглушек. Технический результат, достигаемый при использовании способа по изобретению, заключается в снижении трудозатрат на замену элементов формирования струи и повышении иглотерапевтического эффекта. 6 з.п. ф-лы, 25 ил.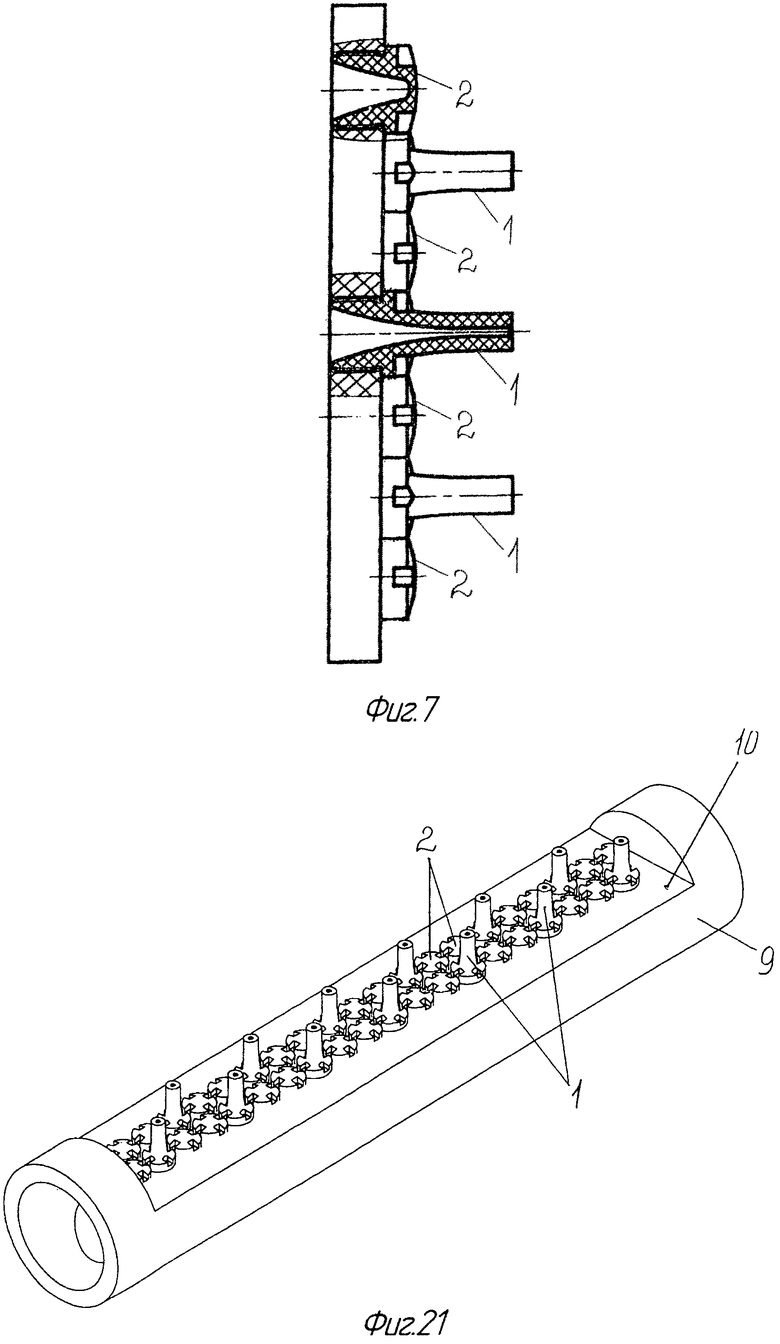
1. Способ изготовления изделий с отверстиями методом литья, включающий формование изделия в матрице формы с помощью установки в заданном порядке множества формующих элементов, отличающийся тем, что в качестве формующих элементов используют резьбовые элементы для последующего сочленения через образованные таким образом резьбовые установочные отверстия с получаемыми методом литья струеформирующими соплами с отверстиями коноидального профиля, резьбой и крепежными пазами, а также заглушками, оснащенными соответствующей резьбой и крепежными пазами для монтажа-демонтажа сопел и заглушек.
2. Способ по п. 1, отличающийся тем, что в качестве устройства для монтажа или демонтажа сопел с отверстиями коноидального профиля и заглушек используют отвертку с выходной частью в виде трубки, оснащенной на ее торце соответствующими выступами, взаимодействующими с пазами сопел и/или заглушек.
3. Способ по п. 1, отличающийся тем, что в качестве формующих элементов используют цилиндрические элементы с профилем и конической резьбой или байонетным соединением, располагаемыми на вертикальном участке профиля формующего элемента.
4. Способ по любому из пп. 1 или 2, отличающийся тем, что удельный расход через струеформирующее сопло с отверстием коноидального профиля

5. Способ по п. 1, отличающийся тем, что при изготовлении методом литья изделия с резьбовыми установочными отверстиями его выполняют с защитным экраном, получаемым непосредственно при отливке изделия в матрице формы.
6. Способ по п. 1, отличающийся тем, что при изготовлении изделия методом литья его выполняют в виде оснащенных резьбовыми установочными отверстиями пластины или горизонтальной плоскости соответствующего участка трубы, выполненной со смещением центра внутреннего отверстия относительно наружного диаметра.
7. Способ по п. 6, отличающийся тем, что при изготовлении изделия в виде оснащенных резьбовыми установочными отверстиями пластины или горизонтальной плоскости соответствующего участка трубы, выполненной со смещением центра внутреннего отверстия относительно наружного диаметра, его защитный экран выполняют отдельно методом литья с последующим его сочленением с периметром горизонтальной плоскости изделия, оснащенной резьбовыми установочными отверстиями.
| СПОСОБ А.Н.АЛЕКСЕЕВА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ С ОТВЕРСТИЯМИ МЕТОДОМ ЛИТЬЯ | 1992 |
|
RU2046685C1 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУКТУРЫ СОПЛОВЫХ ОТВЕРСТИЙ В ДУШЕВЫХ СЕТКАХ, ПОЛУЧАЕМЫХ ПУТЕМ ЛИТЬЯ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ ПОД ДАВЛЕНИЕМ | 2005 |
|
RU2296672C1 |
| AU 7046774 A, 08.01.1976 | |||
| Литьевая форма для изготовления полимерных изделий | 1989 |
|
SU1703476A1 |
| WO 2012110296 A2, 23.08.2012 | |||
| Литьевая форма для изготовления полимерных изделий с резьбой | 1978 |
|
SU785047A1 |

