Изобретение относится к полиграфическому машиностроению, в частности к способам изготовления гибких переплетных крышек с закругленными углами.
Известны способы изготовления переплетных крышек, которые предусматривают следующие операции: разрезка отпечатанных листов; вырубка углов; биговка, фальцовка и склейка углов; кругление углов.
При известной технологии требуются следующие вспомогательные операции. Передача отпечатанных листов на одноножевую резальную машину; сталкивание листов и формирование приверток; передача разрезанных заготовок на машину для вырубки углов; сталкивание заготовок и формирование приверток; передача заготовок с вырубленными углами на машину для фальцовки и склейки краев переплетной крышки; передача крышек на машину для кругления углов.
В качестве ближайшего аналога выбран патент Германии № DE 4129241 А1, опубликован 1993 г., МПК В42С 7/00.
В указанном патенте описан процесс изготовления гибких переплетных крышек с закругленными углами, характеризующийся вышеперечисленными операциями.
Недостатком известных способов изготовления является большая трудоемкость процесса, а также то, что кругление углов осуществляется путем заминания углов готовой крышки, что ухудшает потребительские свойства изделия.
Технической задачей, на решение которой направлено изобретение, является упрощение процесса изготовления переплетных крышек со скругленными углами, уменьшение трудоемкости, повышение производительности. Помимо этого, задачей изобретения является создание переплетной крышки с закругленными углам, которые имеют абсолютно правильную форму без заломин и трещин.
Поставленная задача решается за счет того, что способ изготовления гибкой переплетной крышки с закругленными углами включает следующие процессы: разрезку отпечатанного листа покровного материала, его биговку и затем загиб клапанов покровного материала и их приклеивание, при этом процесс разрезки осуществляют в соответствии со схемой раскроя листа, которую выполняют таким образом, что упомянутые клапаны имеют скошенные боковые кромки, причем в точке пересечения сгибов клапанов лист имеет закругленные угловые участки, к которым примыкают закругления, выполненные на упомянутых боковых кромках клапанов и имеющие радиус, равный радиусу закругленных угловых участков, таким образом, что в загнутом положении клапанов листа данные закругления совпадают с упомянутыми закругленными угловыми участками. Раскрой и биговку могут осуществлять согласно программному файлу с помощью режущего плоттера.
Поставленная задача решается также тем, что гибкая переплетная крышка с закругленными углами выполнена из отпечатанного листа покровного материала, имеющего загнутые на внутреннюю сторону крышки клапаны и раскроенного таким образом, что упомянутые клапаны имеют скошенные боковые кромки, причем в точке пересечения линий сгибов клапанов лист имеет закругленные угловые участки, к которым примыкают закругления, выполненные на упомянутых боковых кромках клапанов и имеющие радиус, равный радиусу закругленных угловых участков, таким образом, что в загнутом положении клапанов листа данные закругления совпадают с упомянутыми закругленными угловыми участками. Покровный материал может представлять собой лист картона хром-эрзац плотностью 300 г/м2.
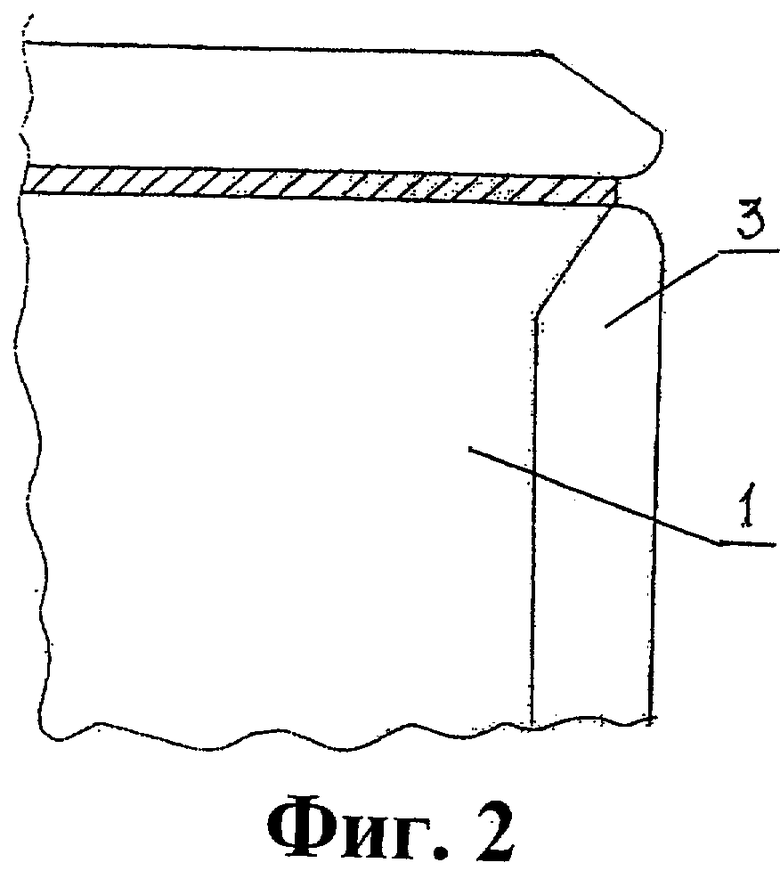
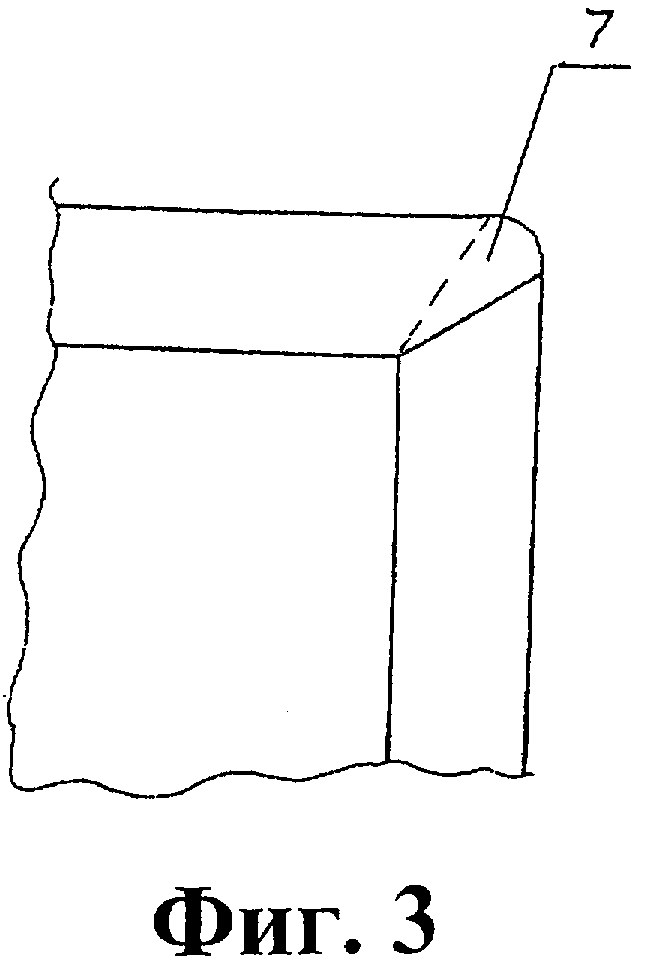
Сущность изобретения поясняется чертежами, где на фиг.1 изображен фрагмент раскроенного листа, на фиг.2 - фрагмент листа с одним загнутым клапаном, на фиг.3 - фрагмент готовой крышки (вид с внутренней стороны).
При раскрое заготовки крышки 1 на ней выполняются линии биговки 2, отделяющие клапаны 3 и 4. В точке пересечения линий биговки (линий сгибов клапанов) лист имеет закругленные угловые участки 5. На боковых кромках клапанов 3 и 4 выполнены закругления 6 (дуговые участки), имеющие радиус, равный радиусу закругленных угловых участков. После загиба и склейки клапанов 3 и 4 в углу крышки образован упрочненный участок 7 из трех слоев материала, причем сам угол имеет абсолютно правильную форму.
Описываемая технология основана на возможностях режущего плоттера типа Kongsberg, Esko-Grafics, Бельгия.
Требования к плоттеру: рабочая площадь плоттера не менее максимального формата печатного листа, высокая скорость, лазерный указатель в головке для обеспечения быстрой и точной приводки, вакуумная система удержания заготовки на столе, регулируемое давление режущей головки до 500 Ньютонов, получение файла раскроя непосредственно из CAD программы без изготовления оснастки для высекания.
Предлагаемый способ изготовления гибкой переплетной крышки предусматривает специальный раскрой гибкого переплета и исключает следующие процессы:
- разрезка отпечатанных листов гибкого переплета на одноножевой печатной машине;
- вырубка углов, требующая специальной машины и штампов для вырубки;
- механическое кругление углов готовой крышки гибкого переплета, требующее специальной машины.
Используя возможности предлагаемого для данной технологии оборудования, а именно возможность регулировки давления режущей головки плоттера до 500 Ньютонов, и возможность использования контрматрицы (патрица), предлагается процесс биговки тоже осуществлять на данном плоттере. Это обеспечивает стабильную качественную биговку независимо от толщины и вида материала.
В схеме раскроя при программировании файла на CAD учитывается ширина бороздки биговочной линии. Предлагается заложить компенсирующую формулу зависимости толщины картона и ширины биговочной бороздки. Ширина биговочной бороздки определяется по формуле: b=(Т×2)+0,2 мм, где Т - толщина картона. Это обеспечивает идеальное совмещение сфальцованных углов.
Для увеличения производительности при обслуживании машины одним оператором предлагается в раскрое учитывать соединительные тонкие линии (засечки), которые после окончания процесса раскроя способствует быстрому извлечению облойда вместе с готовым материалом, и позволяют положить на рабочую поверхность стола следующий лист, тем самым обеспечивая параллельность процессов раскроя и удаления облойда.
Пример осуществления способа.
1) Отпечатанные листы гибкого переплета сразу передаются на режущий плоттер типа "Kongsberg" минуя процесс разрезки. Рабочая площадь машины (1680×1270 мм) позволяет обработать максимальный формат печатного листа.
2) Создается программный файл, соответствующий специальному раскрою, описанному в формуле изобретения, т.е. клапаны имеют скошенные боковые кромки, причем в точке пересечения линий сгибов клапанов лист имеет закругленные угловые участки, к которым примыкают закругления, выполненные на упомянутых боковых кромках клапанов и имеющие радиус, равный радиусу закругленных угловых участков, таким образом, что в загнутом положении клапанов листа данные закругления совпадают с упомянутыми закругленными угловыми участками. Боковые кромки скошены под углом примерно 40°. Конфигурация раскроя угла постоянная для всех форматов книжного переплета.
3) Отпечатанный лист вручную кладется на рабочий стол машины. Лист фиксируется и позиционируется согласно программному файлу.
4) По команде оператора плоттер проходит путь разрезки, высечки угла и путь биговки. Согласно заданной программе оставляя "зацепки" для удержания облойда".
5) После окончания цикла работы над одним листом оператор убирает вручную лист на вспомогательный стол и кладет следующий лист.
6) Во время работы машины над вторым листом оператор удаляет облойд и укладывает в стопу готовые к фальцовке и склейке заготовки.
7) Крышка для гибкого переплета после фальцовки и склейки имеет завершенный вид с округленными углами.
Благодаря специальному описанному выше раскрою, не требуется процесс механического кругления углов. После обработки крышки по предлагаемой технологии закругленные углы, образованные за счет наложения друг на друга клапанов с дуговыми участками, имеют абсолютно правильную форму без заломин и трещин на любом материале, чего нельзя достичь при механическом круглении.
Изобретение относится к полиграфическому машиностроению, в частности к способам изготовления гибких переплетных крышек с закругленными углами, и позволяет упростить процесс изготовления переплетных крышек со скругленными углами, уменьшить трудоемкость, повысить производительность. Способ включает разрезку отпечатанного листа покровного материала, его биговку, загиб клапанов покровного материала и их приклеивание. Процесс разрезки осуществляют в соответствии со схемой раскроя листа, таким образом, что клапаны имеют скошенные боковые кромки. В точке пересечения сгибов клапанов лист имеет закругленные угловые участки, к которым примыкают закругления, имеющие радиус, равный радиусу закругленных угловых участков, таким образом, что в загнутом положении клапанов листа данные закругления совпадают с закругленными угловыми участками. 2 н. и 2 з.п. ф-лы, 3 ил.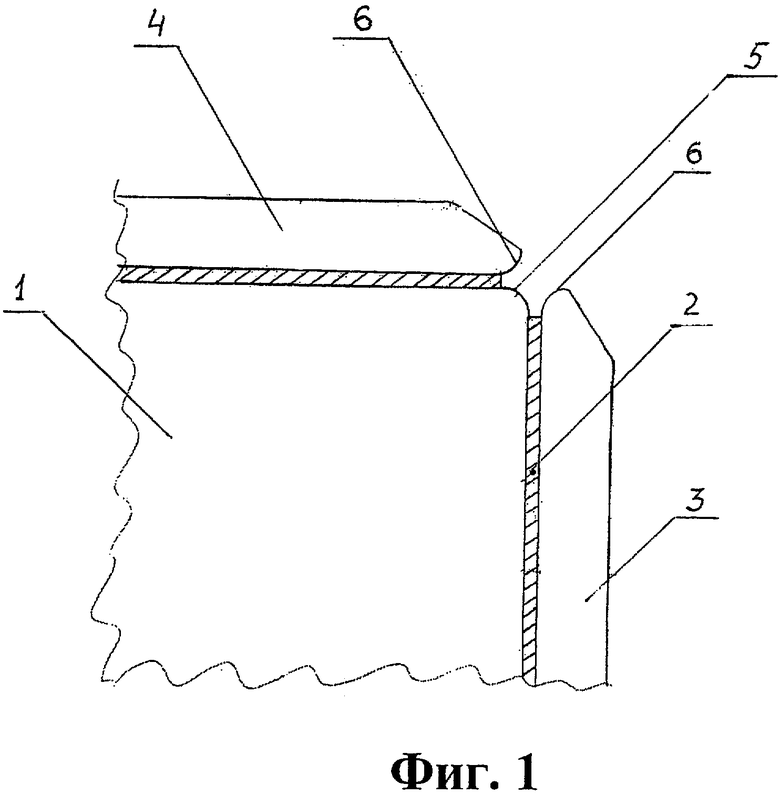
| DE 4129241 А, 04.03.1993 | |||
| DE 3800940 А, 27.07.1989 | |||
| WO 9814332 А, 09.04.1998 | |||
| US 4519630 А, 28.05.1985. |

