Изобретение относится к полиграфическому производству, в частности к производству переплетных крышек на рулонных крышкоделательных машинах.
Известен машинный способ изготовления переплетной крышки на рулонной крышкоделательной машине КД-ЗМ, предусматривающий комплекс операций: нанесение клея на покровной материал (запечатанные, обложки соединенные корешковой тканью), вывод и наложение кар- тонных сторонок на этот материал, заготовку и наложение отстава на корешковую часть материала по центру шпации дп№ ной. равной высоте картонной сторонки, продольную и поперечную загибку клапанов. Этот способ реализуется основными механизмами и системами машины: клеевы«тах &
ми аппаратами, наносящими клей на покровной материал, самонакладом картонных сторонок, механизмом отстзвз, подающим, отрезающим заготовку определенной длины и прикатывающим отстав одним роликом к материалу, механизмом продольной загибки клапанов материала, который загибает их по переднему краю крышки, механизмом поперечной ручки для отрубания крышки от общей ленты материала, механизмом поперечной загибки клапанов материала.
Недостатком такого способа и устройства является то. что способ и устройство не обеспечивают необходимой жесткости и долговечности верхней и нижней кромки ко решка переплетной крышки (книги) Это объясняется тем. что от ленты, поданной из
бобины отрезается отстав длиной, равной высоте картонной сторонки. При загибке поперечных клапанов материала формируется неустойчивая верхняя и нижняя кромка корешка переплетной крышки, состоящая из двух слоев ткани и одного слоя отстава. Эта неустойчивость усугубляется нарушением точности подачи, отрезки определенной длины и прикатки отстава, что приводит к смещению отстава и к ослаблению кромок. Кроме того, использование для прикатки отстава к материалу ролика постоянной ширины не обеспечивает качественного соединения этих элементов, особенно при разной их ширине,
Цель изобретения - повышение долговечности переплетной крышки (книги).
Поставленная цель достигается тем. что в способе подачу отстава осуществляют на всю длину материала корешка крышки с клапанами. Для усиления кромок корешки переплетной крышки на верхнее и нижнее поле отстава наносят клеевой слой и загиф- ку верхнего и нижнего полей отстава проводят совместно с клапанами покровного материала при их поперечной загибке. Вследствие этого кромка корешка усиливается за счет удвоенного слоя отстава и двух слоев корешкового материала.
Устройство для реализации способа включает систему подачи отстава и систему прикатки отстава, выполненную в виде установленной на рычаге карусели, по периметру которой размещены ролики разной ширины с возможностью фиксации ролика, соответствующего ширине отстава с регулируемой силой прижима остава с корешковой части переплетной крышки и дополнительно клеевой аппарат для нанесения клеевого слоя на верхнее и нижнее поля отстава, состоящим из фильеры, ракельного валика, установленной под ракельным валиком ванны для сбора клея, дукторного цилиндра с калибрующим ракелем и передаточного валика для переноса клея от дукторного цилиндра на отстав, причем передаточный валик укреплен на коромысле с возможностью качательного движения от кулачка,
Именно подача отстава на всю длину корешка с клапанами без резки на формат, прикатка отстава роликом необходимой ширины и дополнительное нанесение клея на нижнее и верхнее поле отстава, обеспечивает, согласно способу, усиление кромки ко- рршка за счет удвоенного слоя отстава и двойного корешкового материала при их совместной загибке и тем самым достижение цели изобретения.
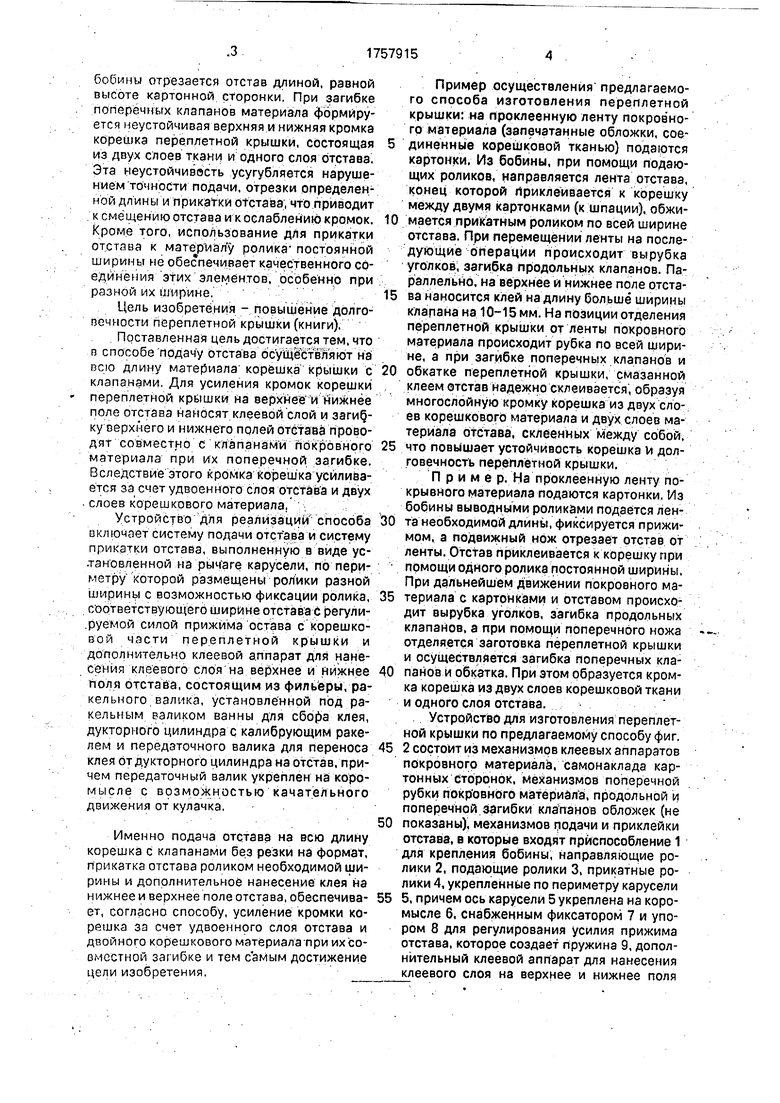
Пример осуществления предлагаемого способа изготовления переплетной крышки: на проклеенную ленту покровного материала (запечатанные обложки, соединенные корешковой тканью) подаются картонки, Из бобины, при помощи подающих роликов, направляется лента отстава, конец которой приклеивается к корешку между двумя картонками (к шпации), обжи0 мается прикатным роликом по всей ширине отстава. При перемещении ленты на последующие операции происходит вырубка уголков, загибка продольных клапанов. Параллельно, на верхнее и нижнее поле отста5 ва наносится клей на длину больше ширины клапана на 10-15 мм. На позиции отделения переплетной крышки от ленты покровного материала происходит рубка по всей ширине, а при загибке поперечных клапанов и
0 обкатке переплетной крышки, смазанной клеем отстав надежно склеивается, образуя многослойную кромку корешка из двух слоев корешкового материала и двух слоев материала отстава, склеенных между собой,
5 что повышает устойчивость корешка Vi долговечность переплетной крышки.
П р и м е р. На проклеенную ленту покрывного материала подаются картонки. Из бобины выводными роликами подается лен0 та необходимой длины, фиксируется прижимом, а подвижный нож отрезает отстав от ленты. Отстав приклеивается к корешку при помощи одного ролика постоянной ширины. При дальнейшем движении покровного ма5 териала с картонками и отставом происходит вырубка уголков, загибка продольных клапанов, а при помощи поперечного ножа отделяется заготовка переплетной крышки и осуществляется загибка поперечных кла0 панов и обкатка. При этом образуется кромка корешка из двух слоев корешковой ткани и одного слоя отстава.
Устройство для изготовления переплетной крышки по предлагаемому способу фиг.
5 2 состоит из механизмов клеевых аппаратов покровного материала, самонаклада картонных сторонок, механизмов поперечной рубки покр овного материала, продольной и поперечной загибки клапанов обложек (не
0 показаны), механизмов подачи и приклейки отстава, в которые входят приспособление 1 для крепления бобины, направляющие ролики 2, подающие ролики 3, прикатные ролики 4, укрепленные по периметру карусели
5 5, причем ось карусели 5 укреплена на коромысле 6. снабженным фиксатором 7 и упором 8 для регулирования усилия прижима отстава, которое создает пружина 9, дополнительный клеевой аппарат для нанесения клеевого слоя на верхнее и нижнее поля
отстава. содержащий фильеру 10, ракельный валик 11, ванну для остатков клея 12, дукгорный цилиндр 13 с калибрующим ра- /селем 14 и передаточный валик 15, установленный на коромысле 16 кулачкового механизма 17 для переноса клея.
Устройство работает следующим образом.
Покровной материал выводится из ру- лонов, а при помощи клеевых аппаратов наносится слой клея по всей площади облто- жечного и корешкового материала. При дальнейшем движении ленты покровногд полотна, на соответствующих позициях осуществляется: вывод картонных сторонок и укладка их на проклеенную поверхность покровного полотна, подана и прикатка.к корешку ленты отстава, поперечная рубка покровного полотна, продольная и поперечная загибка клапзиов обложек. При этом подача и приказа к корешку ленты отстала происходит следующим образом (фиг. 2). Из бобины 1, через направляющие 2 и подающие ролики 3, лента отстава подается на корешковую часть покровного материала. При дальнейшем движении покровнога материала с картонками и лентой отстава скорость их движения выравнивается, а при помощи синхронного с лентой вращения подающих роликов 3 обеспечивается непре- рывное соединение ленты отстава с корешком крышки. Для их надежного склеивания ЛРНТЭ отстава прикатывается одним из при- кагных роликов 4. укрепленных по периметру карусели 5 (фиг. 2а, б), причем ширина ролика предварительно устанавливается по ширине отстава. При подходе покровного материала к дополнительному клеевому аппарату происходит нанесение клея на верхнее м нижнее поля отстав а с целью надежной склейки клапанов обложек при их поперечной загибке. При этом клей подается через фильеру 10 на ракельный валик 11, передается на дукторный цилиндр 13, а излишек клея снимается калибрующим раке- лем 14, Надукторном цилиндре при помощи кглибрующего 14 формируется необходимый слой клея, который переносится на верхнее и нижнее поля отстава при помощи передаточного валика 15, установлен- него на коромысле 16 кулачкового механизма. Линейная скорость дукторного цилиндра и передаточного валика равна скорости движения покровного материала.
Подача мз бобины сплошной ленты от- става без отрезка по длине картонки и прикатка его к корешковой части покровного материала на всю длину заготовки с клапанами дает возможностью повысить точность укладка отстчвэ на шпацию и
полностью исключить смещение отсгаса Дополнительная промазка клеем верхнего и нижнего полей отстава дает возможность вдвое повысить устойчивость кромок корешка, и, таким образом, увеличить долговечность переплетной крышки за счет двойного отстава. который образуется после поперечной загибки клапанов. Наряду с этим, возможно использовать дешевый отстав и упростив систему подачи отстава на формат, исключить механизм предварительной отрезки ленты отстава. Сравнительные исследования деформационных свойств корешка пгреплетной крышки выполненной по предлагаемому и суа ествующему способам и параметрический анализ размеров переплетных крышек, полученных на машине КД-ЗМ. показывают, что процесс сборки переплетных крышек на прототипе сопровождается нарушением точности заготовки и уклада отставэ на корешок. Исследование штуковок на машине КД-ЗМ показали, что в 70% штуковок отстав не доходмт до канта корешка на -6 мм, в 10% - отстав смещен от кзнта корешка на 10ИЗ мм. Смещение полоски от канта уменьшает его устойчивость к деформации, а корешок после кратковременного пользования книгой теряет форму. С другой стороны, смещение ленты остава за пределы края картонок, после поперечной загибки клапанов препятствует склеиванию в зоне канта корешка и способствует его разрушению.
Переплетные крышки, изготовленные по предлагаемому способу, устойчивы к деформации, в течение длительного времени сохраняют форму, упругость и прочность.
Деформационные свойства корешка исследованы с приложением постоянной нагрузки 250 гс в течение заданного времени, а затем после снятия нагрузки Величина нагрузки и величина деформации определялись тензометрическим методом с использованием тензометров и осциллографа Прм этом аэрировались: ширина отстава в пределах 20-60 мм, величина смещения отстаез от кромки корешка в пределах 5-15 мм и время приложения нагрузки в пределах от 30 до 150с.
В результате исследования выявлено что деформация корешка-с двойным отста- вом снижается в 2,3 раза по сравнению с крышками отвечающими технологическим инструкциям; деформация кромки корешка, где смешение отстава менялось в заданных пределах, возрастает по мере увеличения смещения и в 3 раза превышает деформацию корешка крышки, отвечающей технологическим инструкциям; с увеличением
ЧПРМРНИ действия постоянной нагрузки ос- гпточная деформация о корешке, где отстав не доходит до кромки корешка на заданную врличину и о крышках с нормальным его расположением, возрастает, а в крышках, с двойным отставом. остается стабильной.
Таким образом, устойчивость корешка в переплетных крышках, изготовленных по предлагаемому способу, повышается, что способствует повышению долговечности переплетной крышки, а значит, и книги едва раза.„
Формула изабретения 1. Способ изготовления переплетной крышки, включающий подачу и проклейку покровного материала, вывод из самонаклада картонных сторонок и соединение их с покровным материалом, подачу отстава и прикатку его к покровному материалу, попе- речную рубку, продольную и поперечную загибку клапанов покровного материала, отличающийся тем. что. с целью повышения долговечности переплетной крышки, подачу отстав а осуществляют на всю длину корешка с клапанами, на верхнее и нижнее поля отстава наносят клеевой слой и производят загибку верхнего и нижнего полей отстава совместно с поперечной загибкой клапанов покровного материала.
2. Устройство для изготовления переплетной крышки, включающее клеевые аппараты покровного материала, самонаклад картонных сторонок, механизмы рубки, механизмы поперечной и продольной загибки клапанов, механизм отстава. который содержит систему подачи отстава и систему прикатки отстава к покровному материалу, отличающееся тем, что, с целью повышения долговечности переплетной крышки, оно дополнительно содержит клеевой аппарат для нанесения клеевого слоя на верхнее и нижнее поля отстава, состоящий из фильеры, соединенного с ней ракельного валика, установленной под ним ванны для сбора клея, взаимодействующего с ракельным валиком дукторного цилиндра с калибрующим ракелем и передаточного валика для переноса клея от дукторного цилиндра на отстав, установленного с возможностью качатель ного перемещения посредством соединенного с ним коромисла и контактирующего с ним кулачка, при этом система прикатки отстава выполнена в виде рычага и установлен ной на нем карусели, имеющей размещенные по ее периметру ролики различной ширины с возможностью фиксации ролика, соответствующего ширине отстава, с регулируемой силой прижима отстава к корешковой части переплетной крышки.


| название | год | авторы | номер документа |
|---|---|---|---|
| Крышкоделательная машина | 1979 |
|
SU848375A1 |
| Крышкоделательная машина | 1977 |
|
SU751661A1 |
| Крышкоделательная машина | 2022 |
|
RU2798245C1 |
| Крышкоделательная машина инженераКизильшТЕйНА | 1978 |
|
SU804536A1 |
| Крышкоделательная машина | 2022 |
|
RU2799303C1 |
| Крышкоделательная машина | 1973 |
|
SU533503A1 |
| Крышкоделательная машина | 1977 |
|
SU751660A1 |
| Машина для изготовления штукованных заготовок переплетных крышек | 1959 |
|
SU122477A1 |
| УНИВЕРСАЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ШТУКОВАННЫХ И Т.П. КНИЖНЫХ ПЕРЕПЛЕТОВ | 1948 |
|
SU80353A1 |
| Способ изготовления составных переплетных крышек и крышкоделательная машина | 1987 |
|
SU1431969A1 |

Использование: полиграфическое производство. Сущность изобретения: в способе подача отстава осуществляется на всю длину материала корешка крышки с клапанами. Для усиления кромок корешка переплетной крышки на верхнее и нижнее поле отстаеа наносится клеевой слой и загибку верхнего и нижнего полей отстава проводят совместно с клапанами покровного материала при их поперечной загибке. Устройство обеспечивает непрерывную подачу ленты, а для прикатки отстава устройство содержит систему прикатки в виде установленной на рычаге карусели, по периметру которой размещены ролики разной ширины с возможностью фиксации ролика соответствующей ширины и с регулируемой силой прижима Кроме этого, дополнительный клеевой аппарат осуществляет циклический перенос клеевого слоя от дукторного цилиндра на nonq отстава при помощи передаточного валика, управляемого кулачковым механизмом 2 с.п. ф-лы, 2 ил.
отстав
картонные старинки
меевай слои на 8ер хнеп и нижнем no/is отстаВа
пакробхоа / материал
| Кошелев Е.И | |||
| и др | |||
| Брошюровочно-пе- реплетные машины | |||
| М. | |||
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Способ исправления пайкой сломанных алюминиевых предметов | 1921 |
|
SU223A1 |
| Брошюровочно-переплетные процессы: Технологические инструкции М., 1982 | |||
