Изобретение относится к приводным ремням, включая клиновые ремни, поликлиновые ребристые ремни и зубчатые приводные ремни, а более конкретно - к ремням, содержащим продольно проходящий натяжной элемент, содержащий один или более кордов, по меньшей мере один из которых выполнен из углеволоконной нити, к зубчатому ремню для обеспечения синхронизации поршня и клапана в автомобильном двигателе внутреннего сгорания и к способу понижения угловой вибрации распределительного вала относительно коленчатого вала в двигателе внутреннего сгорания, в котором распределительный вал приводится в движение зубчатым ремнем.
Приводные ремни обычно используют для передачи энергии как между шкивами. Во время обычной эксплуатации они могут подвергаться воздействию экстремальных температур и нагрузок. В силу их составной конструкции, содержащей как части тела из вулканизированного эластомера с относительно низким модулем, так и натяжной элемент с относительно высоким модулем, образующий главный несущий компонент ремня, и экстремальных значений нагрузки и температуры, воздействию которых они регулярно могут подвергаться, от каждого из компонентов требуется высокая степень долговечности, гибкости и плотности.
Одной конкретной проблемой, в большинстве случаев, но не исключительно, связанной с использованием зубчатых ремней, является проблема удлинения ремня, которое состоит в остаточной деформации ремня, и может происходить в результате длительной эксплуатации, экстремальных динамических нагрузок, экстремальных температур, неправильного выбора компонента или сочетаний вышеперечисленного. В частности, если материалы, окружающие натяжной элемент, недостаточно термостойки, то эксплуатация при относительно высокой температуре может сделать эти материалы такими хрупкими, что они больше не могут эффективно связывать натяжной элемент с окружающим телом ремня, что приводит к падению прочности ремня при растяжении и отсюда к быстрому удлинению ремня. Такая остаточная деформация ремня приводит к неправильному взаимодействию между зубьями и канавками, разрушению при растяжении и, в конечном счете, к внезапному отказу натяжного корда.
Введение углеволокна в качестве армирующего материала в комбинированные резиновые предметы представило возможность улучшенной работы для некоторых применений из-за его относительно высокого модуля по сравнению с обычными волокнами, например кордом из стекловолокна. Однако до настоящего времени не были в достаточной мере решены проблема приклеивания волокон к окружающему эластомерному компоненту для увеличенных сроков эксплуатации и другие связанные с этим проблемы. В патенте США №5807194 раскрывается использование углеволокна в качестве натяжного корда в конструкции зубчатого приводного ремня, обладающей уретановыми частями тела ремня. Это раскрытие ограничено кордом из углеволокна, имеющим кордную пропитку, которая позволяет его внедрение внутрь комбинированной структуры, включающие сам корд, поглощающий различные количества материала уретанового ремня при отливке ремня. Литейная природа самого уретанового материала, т.е. его жидкая форма перед стадией вулканизации, позволяет уретану протекать вокруг угольных волокон и внутрь промежутков между ними. Однако такое раскрытие неприменимо к ременным конструкциям, включающим не литейные эластомерные участки тел ремней, например гидрированную акрилонитриловую бутадиеновую резину ("HNBR") и полихлоропреновую резину ("CR").
Зубчатые ремни для применения в управлении распределительным валом в двигателях внутреннего сгорания, примером которых являются автомобильные двигатели, сталкиваются с особыми проблемами, оказывающими влияние на их долговечность. Работающий двигатель и каждая из его отдельных частей создают вибрацию в системе двигателя в результате как дисбаланса, который существует между вращающимися и возвратно-поступательно перемещающимися частями двигателя, так и угловых колебаний валов, которые являются результатом повторяющихся импульсов сгорания, т.е. зажигания каждого из цилиндров, что создает угловые силы на коленчатом и распределительном валах. Такую вибрацию связывают с усталостным разрушением зубчатых ремней. Особенно в случае с синхронными ремнями, применяемыми для приведения в движение множества компонентов, и/или в двигателях интерференционного типа, примером которых являются дизельные двигатели, в которых зазор между клапаном и поршнем очень маленький, отказ зубчатого ремня может вызвать тяжелые и дорогостоящие повреждения двигателя.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению создан приводной ремень, содержащий тело ремня, выполненное из вулканизированной эластомерной композиции, и натяжной элемент, содержащий корд, содержащий по меньшей мере одну нить, выполненную из углеволокна, встроенного в тело ремня. Углеволокно, согласно варианту осуществления изобретения, характеризуется модулем растяжения в диапазоне от 50 гига Паскалей (ГПа) до приблизительно 350 ГПа и включает в себя кордную пропитку, изготовленную из латексного раствора резорцинол-формальдегидного смолы/резины ("RFL"), обладающего модулем упругости, выбранным так, чтобы привести к удлинению ремня не более, чем на 0,1% при 100°С после 48 часов анализа удлинения ремня при высокой температуре. Согласно другому варианту осуществления создан способ изготовления приводного ремня, обладающего улучшенной устойчивостью к удлинению ремня, содержащий стадии выбора модуля упругости кордной пропитки для применения к нити и/или одному или нескольким из ее волокон, образующих натяжной корд, такого, что он находится в пределах диапазона приблизительно от 1,0×107 до 5,0×108 дин/см2 (приблизительно от 1,0×106 до 5,0×107 Нм-2) при 20°С, и в пределах диапазона приблизительно от 5,0×106 до 3,0×108 дин/см2 (приблизительно от 5,0×105 до 3,0×107 Нм-2) при 100°С.
Согласно дополнительному варианту осуществления настоящего изобретения создан зубчатый ремень для приведения в движение распределительного вала в автомобильном двигателе внутреннего сгорания, содержащий ремень, описанный выше.
Согласно еще одному дополнительному варианту осуществления настоящего изобретения предложен способ понижения угловой вибрации распределительного вала относительно связанного с ним коленчатого вала в автомобильном двигателе внутреннего сгорания, в котором распределительный вал приводится в движение зубчатым ремнем, содержащий стадию выбора в качестве натяжного элемента ремня корда, выполненного, по меньшей мере, из одной нити, содержащей углеволокно.
Другие признаки и преимущества изобретения станут ясными после рассмотрения чертежей и их описаний, в которых:
Фиг.1 - вид в частичном продольном разрезе, с частичным разрезом в сечении, на котором показан ремень согласно варианту осуществления изобретения со встроенным кордом и зубьями ремня;
Фиг.2 - схематичное представление испытательной конфигурации, используемой, чтобы охарактеризовать объект настоящего изобретения;
Фиг.3 - схематичное представление испытательной конфигурации двигателя, используемой, чтобы охарактеризовать дополнительный объект настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
На Фиг.1 показан в общем виде ремень 10 согласно изобретению в виде зубчатого приводного ремня. Ремень 10 включает тело 12, выполненное из любой подходящей вулканизированной эластомерной композиции, причем зубья 14 ремня образованы из тела и разнесены на шаг Р. Зубья и/или противоположная, задняя поверхность 17 ремня по выбору покрыты износостойкой тканью 16, как показано на чертеже и известно в данной области техники, расположенной по периферийным поверхностям зубьев ремня, и/или по периферийной поверхности задней поверхности 17 ремня, соответственно. Не ограничивающие примеры тканей для задней поверхности ремня и их применений раскрыты в патенте Германии №DE 10029470 С2, содержание которого в отношении вышеупомянутого включено в настоящее описание в виде ссылки. В этом варианте осуществления настоящего изобретения натяжной элемент 18 из винтового спирального корда встроен в тело 12 ремня.
Для использования в теле ремня эластомерной композиции может быть задействован любой подходящий и/или обычный тип эластомера, включая как литейные, так и нелитейные эластомеры, а также термопластичные эластомеры. В качестве нелитейных эластомеров можно задействовать HNBR, CR, акрилонитриловую бутадиеновую резину ("NBR"), стирол-бутадиеновую резину ("SBR"), алкилированный хлорсульфонированный полиэтилен ("ACSM"), эпихлоргидрин, бутадиеновую резину ("BR"), натуральный каучук ("NR") и этилен-альфа-олефиновые эластомеры, такие как этилен-пропиленовый терполимер ("EPDM") и этилен-пропиленовый сополимер ("EPM"), или сочетание любых двух или более из вышеперечисленных.
В качестве литейных эластомеров, подходящих для использования в ремнях в качестве эластомера для тела ремня согласно данному изобретению, как не ограничивающие примеры, упоминаются уретаны, уретан/уреаза и уреаза. Для литейных эластомеров тело отливают из жидкого материала ремня, который после вулканизации имеет необходимые физические характеристики, требуемые от приводного ремня. Например, материал может иметь свойства, раскрытые в любом из следующих патентов: патент США №4838843, Westhoff; патент США №5122282, Patterson et al., или в публикации WIPO №96/02584 (1 февраля 1996), Wu et al.
Обычные добавки к эластомерным композициям, включая наполнители, вулканизаторы, активаторы, ускоряющие добавки, ингибиторы преждевременной полимеризации, стабилизаторы, антиоксиданты, антиозонанты и пластификаторы, могут быть использованы в сочетании с самим эластомерным компонентом, образующим части тела приводного ремня, в количествах, обычно применяемых для этой цели. Ремни согласно данному изобретению, которые могут быть зубчатыми, как показано на Фиг.1 и 2, но также могут быть в виде клинового ремня или многоклинового ребристого ремня, могут быть изготовлены с применением известных технологий изготовления ремней, любое число которых без труда распознает человек, сведущий в данной области техники. Примеры приводных ремней, включая зубчатые, или синхронные, ремни, клиновые ремни и многоклиновые ребристые ремни, раскрыты в патентах США №3138962; 3200180; 4330287; и 4332576. Примеры способов производства таких ремней раскрыты в патентах США №3200180, 3722929 и 4066732. Дополнительные способы изготовления, в частности, зубчатых ремней описаны в следующих патентах США: 2507852, Case; 3250653, Geist et al.; и 3078206, Skura; содержание каждого, касающееся таких методов, включено сюда в виде ссылки. Эти ссылки на патенты являются просто примерами различных типов приводных ремней и современных технологий их изготовления.
Эластомерная композиция для использования в части тела ремня может по выбору включать в себя волокна, что хорошо известно в данной области техники, с использованием таких традиционных материалов, как мета-арамиды, пара-арамиды, полиэфир, полиамид, хлопок, вискоза и стекло, а также сочетания любых двух или более из вышеперечисленных. Волокна могут быть фибриллированными или размягченными, что хорошо известно в данной области техники, где это возможно для заданного типа волокна, чтобы увеличить площадь его поверхности, или они могут быть рублеными или в виде штапельного волокна. Волокна могут иметь длину в диапазоне приблизительно от 0,1 до 10 мм и могут по выбору быть обработаны клейкой пропиткой, чтобы усилить их приклеивание к эластомеру. Подходящие уровни заполнения волокнами варьируются в зависимости от конкретного типа эластомера тела ремня, типа волокна и планируемого применения, но в практике настоящего изобретения может применяться любой уровень до приблизительно 50% по весу окончательно вулканизированной эластомерной композиции. В качестве альтернативы подходящие уровни заполнения волокнами могут быть в диапазоне приблизительно от 0,5 до 20 фунт/час, или приблизительно от 0,9 до 10,0 фунт/час, или приблизительно от 1 до 5 фунт/час.
В наружном слое ремня по выбору может быть выполнено множество поперечно ориентированных канавок 20. Хотя и не являясь необходимыми, канавки 20 снижают вес ремня и могут усилить гибкость ремня в некоторых применениях или в определенных обстоятельствах, особенно там, где для изготовления тела ремня применяют литьевой материал.
Разнесенные зубья 14, образованные из тела ремня, могут иметь любую заданную форму сечения, такую, как трапецеидальная, криволинейная или криволинейная усеченная. Примеры криволинейных форм зубьев показаны в патентах США №3756091, Miller, 4515577, Cathey et al. и 4,605,389, Westhoff.
В качестве вспомогательной износостойкой ткани 16, расположенной на одной или обеих задних поверхностях 17 ремня и периферийных поверхностях зубьев ремня для поддержания всей прочности зуба и, в частности, в конструкциях ремней из литьевых материалов, для снижения жесткости зубьев ремня при входе в канавки звездочки, можно задействовать любой подходящий или обычный материал, включая гофрированный нейлон, хлопок, пеньку, джут, арамид, полиэфир и стекловолокно. Можно задействовать более одного слоя ткани. При желании ткань можно отрезать по косой линии, с тем, чтобы пряди образовали угол к направлению перемещения ремня. Ткань может иметь любую заданную конфигурацию, такую, как обычное переплетение, состоящее из нитей основы и утка под любым заданным углом, или может состоять из кордов, или иметь вязаную или плетеную конфигурацию, и т.п.
В этом иллюстрированном варианте осуществления натяжной элемент 18 в виде корда расположен по винтовой спирали по ширине ремня, почти от края до края. В не ограничивающих вариантах осуществления изобретения корд может занимать приблизительно от 75 до 95 процентов ширины ремня, а предпочтительно - приблизительно от 80 до 92 процентов ширины ремня.
Корд, содержащий натяжной элемент, содержит множество скрученных и/или связанных нитей, по меньшей мере одна из которых содержит нить из углеволокна любого подходящего типа. В настоящем контексте и на протяжении данного описания термины "волокно" и "элементарная нить" чередуются, обозначая материал, имеющий малый диаметр поперечного сечения, например, 4-7 мкм, и длину по меньшей мере в сто раз больше его диаметра, но обычно имеющий чрезвычайно большую или даже бесконечную длину; и который образует базовый элемент нити. Термин "нить" используется здесь и на всем протяжении данного описания, обозначая по меньшей мере два, но обычно, что касается нитей из углеволокна, одну тысячу или более волокон, которые уложены и/или скручены и/или по-другому связаны вместе в непрерывную прядь, образуя элемент корда. Термин "корд" используется на всем протяжении данного описания, обозначая изделие из одной или более нитей, которые могут быть скручены, как известно в данной области техники, а там, где задействованы две или более нити, могут, кроме того, быть сложены и/или связаны, и/или скручены вместе.
Типичные угольные волокна для применения в практике варианта осуществления настоящего изобретения описаны, например, в вышеупомянутом патенте США №5807194, содержание которого, что касается иллюстративных типов углеволокна, конфигураций и обозначений, которые могут быть использованы в практике вариантов осуществления настоящего изобретения, включены сюда в виде ссылки. Углеволокно обычно изготавливают путем карбонизации другого волокна, такого как полиакрилонитриловое волокно, в котором в процессе карбонизации существенно уменьшается диаметр волокна. Нити, образованные из одного или более угольных волокон, могут, например, иметь массу на единицу длины приблизительно от 66 текс до 1650 текс, и индекс волокон (т.е. число отдельных угольных волокон в каждой нити) приблизительно от 1000 до 24000. Углеволокно для применения по настоящему изобретению обладает модулем растяжения в диапазоне приблизительно от 50 ГПа до 350 ГПа; предпочтительно - приблизительно от 100 ГПа до 300 ГПа; и наиболее предпочтительно - приблизительно от 150 ГПа до 275 ГПа, как задано в соответствии с ASTM D4018. В вариантах осуществления настоящего изобретения, в которых диаметр поперечного сечения отдельных угольных волокон находится в диапазоне приблизительно от 4 до 7 мкм, индекс волокон корда, используемого в приводном ремне, может составлять приблизительно от 5000 до 24000. В дополнительных вариантах осуществления индекс волокон корда может составлять приблизительно от 9000 до 15000. Как хорошо известно в данной области техники, угольная нить и корд из нее могут характеризоваться числом волокон, содержащихся в них, а не денье или децитексом (весовым или массовым номером нити). Номенклатура чисел и буква "К" используются для обозначения числа угольных волокон в нити. Таким образом, в углеволоконной нити "3К" "К" является сокращенным обозначением для "1000 волокон", а "3" обозначает множитель. Таким образом, углеволоконная нить "3К" определяет нить из 3000 волокон. Кроме того, что касается номенклатуры кордов, в углеволоконном корде "3К-5", например, "5" показывает, что пять нитей "3К" скручены и/или по-другому связаны вместе, образуя таким образом корд, имеющий индекс волокон 15000. В вариантах осуществления изобретения углеволоконный корд содержит любую комбинацию нитей, подходящих для данного применения, включая 6К-1, 3К-3, 6К-2, 12К-1, 3К-4, 3К-5, 6К-3 и 6К-4, но не ограничиваясь ими.
Коммерческие поставки не ограничивающих примеров угольных волокон, пригодных для использования в вариантах осуществления рассматриваемого изобретения, осуществляются компанией Toray под наименованиями TORAYCA-T400 HB 6К 40D и TORAYCA-T700 GC 12R 41E; и подобные материалы также поставлялись ранее через BP Amoco Chemicals Co, а в настоящее время поставляются через Cytec Carbon Fibers LLC, под наименованиями T-650/35 6K 309NT и T-650/35 12K 309NT.
Изготовители волокон обычно покрывают волокна грунтовкой, которая обычно служит для замедления разлома, когда из волокна делают нити и наматывают на катушки, и/или для содействия смачиванию волокон и образованных из них нитей кордной пропиткой (пропитками). В некоторых случаях грунтовка может, таким образом, иметь химическую структуру, которая совместима с кордной пропиткой, наносимой на нити и/или волокна, для размещения обработанного корда в приводном ремне, и может быть, например, эпоксидным раствором на водной основе или на основе растворителя. На всем протяжении настоящего описания термин "грунтовка" применяется для обозначения обычно тонкой пленки, наносимой на нить и/или волокно нити на уровне приблизительно от 0,2 до 2,0% сухого веса, т.е. на основе веса высушенной, обработанной таким способом нити или волокна, т.е., высушенной нити или волокна, на которые была нанесена грунтовка, чтобы они функционировали так, как описано выше.
Согласно варианту осуществления настоящего изобретения, композиция RFL, т.е. эластомерная латексная композиция, кроме того, содержащая продукт резорцинол-формальдегидной реакции, наносится в качестве кордной пропитки, по меньшей мере, на участок нити и/или на одно или более из ее угольных волокон. На всем протяжении настоящего описания термин "кордная пропитка" применяется для обозначения материала, наносимого на нить и/или волокно нити (которое может включать или не включать в себя грунтовку), и расположенного, по меньшей мере, на участке поверхности нити и/или волокна нити и внутри по меньшей мере участка одного или более промежутков, образованных между такими волокнами и нитью (нитями) корда, образованными посредством связывания и/или скручивания и/или другого сочетания или конфигурации такой нити, обработанной кордной пропиткой; и наносимого на такую нить и/или волокно нити на уровне более 2,0%, основываясь на окончательном весе обработанного таким образом корда.
В качестве компонентов RFL могут быть задействованы любые подходящие материалы. Фракция резорцинол-формальдегидной смолы в растворе RFL предпочтительно составляет приблизительно от 2 до 40% на основе сухого веса, причем латексная фракция составляет приблизительно от 60 до 98%. Предпочтительно, фракция резорцинол-формальдегидной смолы составляет от 5 до 30% на основе сухого веса, а латексная фракция составляет от 70 до 95%. Эта пропорция в варианте осуществления настоящего изобретения установлена, чтобы позволить различным волокнам углеволокна достаточно пропитаться, чтобы уменьшить их истирание и разлом, сохраняя при этом достаточную гибкость, необходимую для выполнения применяемых обычно операций кручения и свивания, и, со ссылкой на конкретные варианты осуществления изобретения, описанные в настоящем описании, более подробно раскрыто далее. Безотносительно к конкретным задействованным фракциям резорцинол-формальдегидной смолы и латекса или достигаемого уровня поглощения, в практике настоящего изобретения было установлено, что уровень твердых частиц кордной пропитки должен быть приведен к точке, в которой раствор RFL остается, по существу, стабильным во время процесса обработки, и оставаться в этой точке.
Латексный компонент раствора RFL может быть любого подходящего типа, включая HNBR, NBR, карбонированный NHBR, карбонированный NBR, винил-пиридин/стирол-бутадиеновую резину ("VP/SBR"), карбонированную VP/SBR, SBR, хлоросульфонированный полиэтилен ("CSM"), эластомер этилен-альфа-олефинового типа, такой как этилен-пропилен-диеновый терполимер ("EPDM") и этилен-пропиленовый сополимер ("EPM"), или сочетание любых двух или более из вышеперечисленных. В предпочтительном варианте осуществления латексный компонент является компонентом типа карбонированного HNBR и может включать в себя равные или бóльшие количества или пропорции по весу эластомеров других типов, включая эластомеры этилен-альфа-олефинового типа, такие как EPDM или ЕРМ. Этилен-альфа-олефиновый эластомер можно использовать поодиночке или в сочетании с любыми двумя или более из этих, чтобы улучшить эксплуатационные свойства получившегося в результате ремня при низкой температуре, такие как гибкость при низкой температуре.
Согласно варианту осуществления настоящего изобретения на нить наносят количество кордной пропитки, достаточное, чтобы покрыть, по меньшей мере, участок поверхности нити и, по меньшей мере, часть промежутков между ее отдельными волокнами. В вариантах осуществления настоящего изобретения достигается уровень поглощения кордной пропитки в диапазоне приблизительно от 5,5% до 30%; предпочтительно приблизительно от 7% до 25%; и более предпочтительно - приблизительно от 7,5% до 24% сухого веса, основываясь на окончательном весе обработанного таким способом корда.
В варианте осуществления настоящего изобретения "нулевую" (т.е. не скрученную) углеволоконную нить или связку нитей, содержащую по меньшей мере одно угольное волокно, погружают в пропиточную ванну, содержащую кордную пропитку RFL; пропитанную таким образом волоконную нить сушат; затем нить или связки нитей скручивают в нужную конфигурацию для конкретного задействованного типа корда, и покрытые таким образом корды, которые могут по выбору включать дополнительный наружный слой подходящей кордной связки, наносимой на поверхность корда, внедряют в структуру ремня, используя любой обычный или подходящий способ, как изложено выше. В настоящем контексте и на всем протяжении данного описания термин "наружный слой" используется для обозначения материала, наносимого на поверхность корда, но обычно не находящегося внутри промежутков, образованных между его отдельными нитями и/или волокнами, обычно на уровне в диапазоне приблизительно от 1% до 10% сухого веса, основываясь на окончательном весе обработанного таким образом корда, который функционирует, облегчая прилипание обработанного корда к окружающим материалам ремня.
В не ограничивающем варианте осуществления настоящего изобретения, при выполнении стадий обработки корда, кордной пропитке позволяют проникать внутрь нитей и внутрь промежутков, образованных между отдельными волокнами нитей и в самих волокнах, с тем, чтобы покрыть как можно больше волокон нитей, включая волокна в сердцевине нити, после нанесения кордной пропитки на нить и/или на одно или более из ее волокон. Любой подходящий способ максимизации, таким образом, количества поглощенной кордом кордной пропитки RFL может быть, но не обязательно, задействован в практике настоящего изобретения. В одном из вариантов осуществления, однако, процесс нанесения покрытия, описанный выше, кроме того, включает в себя выполняемую в самом конце, во время стадии пропитывания, стадию раскрытия угольных нитей посредством развертывания волокон, из которых они составлены, с тем, чтобы каждое волокно представляло увеличенную площадь, на которой может происходить стадия пропитывания. Это раскрытие или развертывание нитей может быть выполнено посредством любой подходящей операции.
Согласно варианту осуществления настоящего изобретения было неожиданно установлено, что путем выбора модуля упругости кордной пропитки RFL через манипуляции с одной или более переменными его можно оптимизировать для конкретной конструкции приводного ремня, чтобы получить ремень, который проявляет пониженное остаточное удлинение ремня, измеренное после 48 часов в условиях анализа удлинения ремня при высокой температуре, выполненного при 100°С, как дополнительно описано ниже.
Выбор модуля кордной пропитки RFL в соответствии с вариантом осуществления рассматриваемого изобретения может быть выполнен рядом способов, включая регулирование условий обработки корда, включая температуру, внешнему воздействию которой подвергают корд, и/или время внешнего воздействия на пропитанную кордной пропиткой нить во время процесса обработки (в дальнейшем "условия обработки"); добавление относительно малых количеств наполнителя, такого как сажа, к раствору кордной пропитки RFL для пропитывания угольных волокон; манипулирование с весовым соотношением "формальдегид/резорцинол" в RFL; манипулирование с весовым соотношением "формальдегидная смола/латекс" в RFL, добавление к раствору кордной пропитки незначительного количества водной дисперсии обычного антиоксиданта, выбор типа латекса для раствора RFL и добавление к RFL блокированного эфира изоциановой кислоты.
Согласно варианту осуществления настоящего изобретения было неожиданно установлено, что в результате приведения модуля упругости композиции RFL, применяемой в качестве кордной пропитки угольных волокон, согласно варианту осуществления настоящего изобретения, к оптимальному уровню, происходит значительно уменьшение удлинения ремня. Кроме того, в настоящее время считается, что, в отношении минимизации остаточного удлинения ремня для углеволокна, имеющего модуль растяжения на определенном уровне, существует оптимальный модуль упругости RFL. Несмотря на отсутствие намерения ограничиваться любой конкретной теорией, в настоящее время считается, что для любого типа натяжного корда приводного ремня существует оптимальный модуль упругости кордной пропитки, который приводит к минимальному значению остаточного удлинения ремня для этой конструкции.
Кроме того, было обнаружено, что условиями обработки пропитанного корда, т.е. по меньшей мере одной из величин - повышенной температурой и временем внешнего воздействия, которым подвергается корд после нанесения раствора RFL, можно манипулировать со значительным влиянием на окончательное содержание влаги в корде, его жесткость и результирующую способность ремня сопротивляться удлинению ремня, как проиллюстрировано в примерах и прилагаемых описаниях этого, обеспеченных ниже. В настоящее время считается, например, в отношении температуры внешнего воздействия или периода времени, которые слишком малы для заданной композиции RFL и/или типа корда, что, в то время как остаточное (т.е. после обработки) содержание влаги в корде не обязательно влияет на модуль упругости композиции RFL, избыточная влага, остающаяся внутри кордной связки, может препятствовать полному покрытию, или связи композиции RFL с натяжным кордом, его нитями, волокнами и промежутками. Считается, что это, в свою очередь, уменьшает эффективность RFL в улучшении устойчивости ремня к удлинению ремня. И, наоборот, что касается температуры или периода времени внешнего воздействия, которые слишком велики для конкретной композиции RFL и/или типа корда, считается, что это ведет к нежелательно низкому содержанию влаги и/или разложению латексной составляющей композиции RFL, и, соответственно, к высокой жесткости корда, таким образом, увеличивая эффективный модуль упругости кордной пропитки RFL до нежелательно высокого уровня, на котором появляется ломкость и вышеупомянутые проблемы, связанные с ней.
Иллюстрация I
Чтобы проиллюстрировать эффективность настоящего изобретения, были выполнены зубчатые ремни, каждый из которых имеет ширину верхней части 19 мм, 97 зубьев (шаг 9,525 мм), составляет в длину 932,925 мм и содержит, по существу, идентичные части тела ремня из HNBR и натяжной корд, выполненный из двух углеволоконных нитей, каждая из которых имеет модуль растяжения 250 ГПа, массу на единицу длины 396 текс и индекс волокон около 6000, поставляемых японской компанией Toray под товарным знаком TORAYCA-T400 HB 6K 40D. Ремни отличаются конкретными RFL-композициями кордной пропитки и/или условиями обработки (включая температуру сушки и/или время внешнего воздействия) кордной пропитки RFL, нанесенной на натяжной корд, как указано ниже, в Таблице 2. В каждом из последующих примеров и сравнительных примеров, указанных в Таблице 2, был задействован обычный раствор RFL на основе карбонированной HNBR, устойчивый к воздействию высокой температуры, описанный в Таблице 1, как описано выше, или в дополнительной модификации, как указано в Таблице 2 (в дальнейшем упоминается как "композиция X-HNBR RFL").
2ZETROL B от Nippon Zeon
Для образования композиции X-HNBR RFL, описанной в Таблице 1, в воду добавили водный аммиак и размешали до однородного состояния. Затем к изготовленному таким образом раствору добавили резорцинол/формальдегидную смолу и смешивали, пока смола полностью не растворилась. Полученную смоляную смесь довели дополнительным добавлением водного аммиака до окончательного уровня рН не менее 9,0. Эту смоляную смесь добавили к карбонированному латексу HNBR и размешали до однородного состояния. В этот момент к раствору, помешивая, добавили формальдегид и хорошо перемешали полученный раствор. Затем смесь выдержали, по меньшей мере, два часа, и при необходимости довели уровень рН раствора добавлением водного аммиака до окончательного уровня рН 9,0. Перед использованием раствора в качестве кордной пропитки разрешается дополнительная выдержка в течение шестнадцати часов.
В добавление к компонентам, указанным в Таблице 1, композиция X-HNBR RFL, используемая в конкретных примерах и сравнительных примерах, указанных в Таблице 2, также включает в себя 4,3% по мокрому весу (18 весовых частей) 45-процентной твердой восковой дисперсии HEVEAMUL M-111b от компании Heveatex, 6,50% по мокрому весу (27,2 весовых частей) 41-процентного водного раствора мочевины и 2% по мокрому весу (8,4 весовых частей) антиоксиданта, поставляемого компанией Goodyear Chemical Co. под наименованием AQUANOX 29. Эти три компонента, т.е. воск, мочевина и антиоксидант, не требуются в композициях RFL по настоящему изобретению, но по выбору могут быть включены в качестве вспомогательных веществ и/или, в случае с антиоксидантом, для модификации свойства, не относящегося к объему настоящего изобретения.
Для каждого из примеров 4 и 6 и Сравнительного примера 5 соответствующее количество сажи, указанное в Таблице 2, было добавлено к X-HNBR RFL при помешивании, после того, как композиция была выдержана на этой стадии в течение шестнадцати часов. Там, где указано в Таблице 2, типом сажи, используемым в последующем примере, была 35-процентная твердая дисперсия, поставляемая компанией J.C. Gadd Co. под наименованием BLACK SHIELD №4. Однако в практике настоящего изобретения, когда сажу используют для увеличения модуля упругости раствора RFL, можно задействовать любой обычный или подходящий армирующий тип и его можно включить в раствор на любой удобной стадии изготовления RFL, например, при добавлении латекса.
Чтобы определить модуль упругости для композиций X-HNBR RFL, задействованных в качестве кордных пропиток в ремнях, описанных в Таблице 2, пленочные образцы соответствующих композиций были подвергнуты динамическому механическому анализу. Каждая из композиций X-HNBR RFL, кроме компонентов, указанных в Таблице 2, включала в себя 2%, на основе мокрого веса композиции, вышеописанного антиоксиданта.
На всем протяжении настоящего описания, включая прилагаемую формулу изобретения, термин "модуль упругости", применяемый к композиции RFL или композиции кордной пропитки, применяется для обозначения достигаемого в соответствии с указанной ниже процедурой модуля упругости соответствующей композиции в высушенном, по существу, состоянии. Это отличается от модуля упругости такой композиции в ее окончательном виде на натяжном корде, вокруг него и в его промежутках, в котором любая остаточная влага от латекса или других источников, если она, по существу, не удалена на стадиях обработки, может привести к снижению эффективного модуля упругости композиции; или в котором воздействие избыточной температуры на обработанный корд в течение продолжительного времени может привести к разложению композиции, особенно для тех композиций, в которых задействован латекс с низкой термостойкостью, например VR/SBR.
Ни мочевина, ни восковая дисперсия, которые использовались в каждой из кордных пропиток, не были использованы в композициях RFL, для которых в результате данного анализа были получены значения модуля упругости. Считается, что эта модификация не влияет на результирующий модуль упругости соответствующих композиций RFL. В частности, в каждом случае был использован один и тот же эластомерный латекс; весовое соотношение формальдегида и резорцинола в композициях RFL в каждом случае составляло 1,274; и весовое отношение латекса к резорцинол-формальдегидной смоле в растворах в каждом случае было 13,17.
Пленки были приготовлены погружением стеклянной пробной собирающей пластины в сосуды, содержащие соответствующие растворы RFL, чтобы в каждом случае получить пленочный образец, имеющий толщину 0,05 мм и составляющий 22,7 мм в длину. Технологические переходы для производства композиции X-HNBR RFL, как описано выше, были задействованы в образовании соответствующих RFL-растворов для данного анализа. В то время как контрольные образцы были высушены для данного анализа при температуре внешнего воздействия всего 50°С, в противоположность более высоким температурам, воздействию которых композиции RFL подвергались при использовании в качестве кордной пропитки, как указано в Таблице 2, считается, что контрольные образцы в каждом случае все равно были существенно высушены. Это происходит потому, что, в то время как для того, чтобы полностью или существенно высушить композицию RFL внутри относительно массивной и сложной структуры обработанного корда, требуются относительно высокие температуры, для полного высушивания таких композиций в относительно малом количестве и в плоской, простой форме, представленной пластиной контрольного образца, требуются относительно низкие температуры.
Таким образом, понятно, что указанные здесь диапазоны эффективного модуля упругости для этих контрольных образцов композиции RFL, по существу, совпадают с модулем упругости, проявленным композициями RFL тех же формул, используемыми в качестве кордных пропиток в конструкции зубчатых приводных ремней, отраженной в Таблице 2, при условии, однако, что условия обработки (включая температуру сушки и период внешнего воздействия) для заданного обработанного корда выбираются так, чтобы существенно высушить композицию RFL, не вызывая избыточно высокой жесткости корда, как дополнительно отмечено выше и более подробно описано ниже.
Испытательный аппарат RSA, установленный на 1,6 Гц и растяжение 0,1% и введенный в режим "натяжение-натяжение", был задействован для анализа вулканизированных контрольных образцов композиции RFL. Модуль упругости был установлен в разбросе температурного диапазона приблизительно от -70°С до 170°С. Результаты показаний температуры, снятых при 20°С и при 100°С, указаны ниже под соответствующими заголовками в Таблице 2.
Для каждого из ремней, проиллюстрированных в Таблице 2, композиция X-HNBR RFL, сама по себе, или модифицированная в соответствии с Таблицей 2 и включающая в себя незначительные количества сажи, добавленной к композиции RFL, была применена в качестве кордной пропитки для углеволоконной нити, описанной выше, следующим образом. На первой стадии не скрученную нить погрузили в резервуар, содержащий соответствующий раствор X-HNBR RFL или модифицированной композиции X-HNBR RFL с добавлением сажи. В то время как для нанесения кордной пропитки на корд по рассматриваемому изобретению можно применять любой способ, для этих иллюстративных примеров волокна углеволоконных нитей во время стадии пропитывания были развернуты, чтобы увеличить площадь внешнего воздействия на волокна и таким образом увеличить количество кордной пропитки RFL, наносимой на них. Это развертывание выполнено посредством пропускания нитей по двум штырям диаметром 1 мм каждый, которые были отделены друг от друга расстоянием в 34 мм, погружены в пропитку RFL и размещены перпендикулярно траектории движения нитей, таким образом, создавая в нитях стремление раскрыться, а в волокнах - развернуться наружу, с тем, чтобы занять бульшую часть линии контакта со штырем. Натяжение нити при нахождении в погружном резервуаре, содержащем композицию RFL, выдерживалось в диапазоне от 40 до 50 граммов. Затем, вынув из резервуара, нить пропустили через стальную форму, имеющую диаметр 0,81 мм, чтобы удалить избыточную пропитку и усилить проникновение кордной пропитки. Затем нить пропустили через две печи. Каждая составляла 3 метра в длину, и время выдержки нити в каждой печи было 4,5 секунды. Средняя температура печи внутри первой печи была 145,8°С. Средняя температура печи внутри второй печи составляла приблизительно 231,5°С, 267,0°С и 302,5°С, как указано ниже в Таблице. В то время как у нас нет намерения ограничиваться любой конкретной теорией или практикой, считается, что внешнее воздействие на обрабатываемый корд как относительно более низкой повышенной температуры, так и относительно более высокой повышенной температуры в течение достаточных периодов времени внешнего воздействия, согласно примерам, показанным ниже, обеспечивает одно эффективное средство для сушки корда, т.е. устранения значительных количеств остаточной влаги из латексной составляющей композиции RFL, а также введения, по меньшей мере, части резорцинол-формальдегидной составляющей композиции RFL в реакцию по меньшей мере с частью латексной составляющей композиции RFL и самого углеволоконного корда, таким образом, способствуя приклеиванию кордной пропитки к корду.
В то время как для обработки пропитанного корда для целей указанных ниже примеров были задействованы две печи, следует без труда понимать, что эти операции могут быть выполнены за одну операцию, которая, кроме того, может проходить в единственной печи или в эквивалентном аппарате. Поглощение RFL, т.е. количество кордной пропитки, нанесенное на нить или внутрь нее, после извлечения покрытых нитей из второй печи, в каждом случае, описанном в Таблице 2, составляло от 20,45 до 21,0%, на основе окончательного сухого веса нити. Уровень поглощения кордной пропитки был определен в целях этой и всех остальных иллюстраций измерением увеличения веса нити длиной в десять (10) метров после нанесения кордной пропитки, обработки и внешнего атмосферного воздействия на пропитанную и обработанную нить при температуре 105°С в течение 16 часов.
При извлечении из сушильной печи жесткость нитей с однослойным покрытием, взятых в качестве контрольных образцов, определили посредством прибора Taber V-5 для измерения жесткости, так как считается, что жесткость корда с покрытием связана с модулем упругости кордной пропитки. Для каждой из нитей с покрытием типа, используемого в данной иллюстрации, и проанализированного согласно данному способу был задействован противовес в десять (10) единиц измерения, чтобы получить относительное измерение жесткости корда. Результаты, в которых были получены величины, отражены в Таблице 2.
Содержание влаги в пропитанном и обработанном таким образом корде, т.е. остатки воды, вносимые в основном латексной составляющей композиции RFL, было, кроме того, определено измерением потери веса участка пропитанной и обработанной нити в десять (10) метров после атмосферного воздействия на нее при температуре 105°С в течение 16 часов, и, кроме того, результаты обеспечены ниже в Таблице 2.
Затем, для каждого примера и сравнительного примера, две из обработанных таким образом нитей были скручены вместе под натяжением с использованием крутильной машины METUMAT (поставляемой компанией Memmingen Co.) на скорости 80 оборотов на метр. Машина была установлена на 30-процентный тормоз и было использовано выпускное натяжение 600 г. Кордная структура была 6К-2, т.е. две нити TORAYCA-T400 HB 40D 6K из 6000 волокон, скрученные вместе, образуя корд.
Наружный слой, содержащий 30-процентную твердую композицию, поставляемую компанией Henkel под наименованием CHEMOSIL 2410, которая была доведена до 8,2% сухого вещества в ксилоле, был затем нанесен на каждый из кордов, чтобы усилить прилипание между кордами и окружающими компонентами ремня. Чтобы сделать это, скрученный корд развернули под натяжением в 1 кг и погрузили в резервуар, содержащий вышеупомянутую вторую пропитку, а затем пропустили через печь, составляющую 8 метров в длину, при 90°С на скорости 18 метров в минуту. После сушки корд второй раз подвергли воздействию тех же стадий. Уровень поглощения этого наружного слоя на пропитанном корде был менее 5% сухого веса пропитанной нити.
Два ремня, как описано выше, для каждого из примеров и сравнительных примеров, указанных в Таблице 2, были изготовлены и проанализированы следующим образом, и обеспечены результаты, полученные для отдельных ремней после испытаний в течение 24 и 48 часов. Чтобы определить остаточное увеличение длины ремня, как указано в Таблице 2, каждый из ремней был надет на механизм 30, состоящий из шести шкивов 32, 40, 36, 38, 34 и 42, как показано на схематичном изображении, обеспеченном на Фиг.2. Ведущий шкив 32 и шкив 40 имели по 19 зубчатых канавок каждый для сцепления с зубьями ремня, с шагом 9,525. Шкив 36 имел 20 зубчатых канавок для сцепления с зубьями ремня, с шагом 9,525. Шкивы 34, 38 были плоскими, т.е. не имеющими зубьев, шкивами, каждый из которых имел диаметр 50 мм, а натяжной шкив 42 был плоским и имел диаметр 70 мм. Испытательный аппарат состоял из камеры, содержащей испытательный механизм, температура внутри которой поддерживалась на уровне 100°С в течение всего испытания. Ремни работали на механизме в направлении против часовой стрелки, без нагрузки, при 6200 об/мин, приложенных к ведущему шкиву 32, и монтажном натяжении, приложенном к шкиву 42, в 200 Н, и увеличение длины ремня (т.е. удлинение ремня) было измерено для единственного ремня после двадцати четырех часов испытаний, а затем снова, после сорока восьми часов испытаний, как процентное увеличение исходной длины ремня в конце каждого периода. Для целей данного описания и на всем его протяжении это испытание будет упоминаться как "Анализ удлинения ремня при высокой температуре".
Эффект от варьирования температуры на второй стадии сушки корда во время процесса обработки корда, при сохранении времени внешнего воздействия при этой температуре постоянным для одного и того же раствора кордной пропитки RFL, можно увидеть в результатах для Сравнительного примера 1 и примеров 2 и 3, указанных в Таблице 2. Эти результаты указывают, что при температуре печи второй зоны около 267°С, как описано выше, увеличение длины ремня как после 24 часов, так и после 48 часов, измеренное относительно исходной длины ремня, меньше 0,1% (Пример 2), в то время как при более низкой (Сравнительный пример 1) и более высокой (Пример 3) температурах печи второй зоны, происходит увеличение длины ремня больше, чем на 0,1%, в одном или более случаях, в показаниях как после 24 часов, так и после 48 часов. Таким образом, видно, что повышенная температура, воздействию которой подвергается корд во время обработки кордной пропиткой, в течение заданного времени внешнего воздействия и для заданной композиции RFL, влияет на окончательные свойства ремня, содержащего корд. Кроме того, видно, что для заданного времени внешнего воздействия на заданную композицию существует оптимальный температурный диапазон, при котором происходит минимальное остаточное увеличение длины ремня, для ремней, содержащих данный корд.
Несмотря на то, что у нас нет намерений ограничиваться какой-либо конкретной теорией, считается, что слишком низкая температура внешнего воздействия для данного времени воздействия на данной стадии, например, около 230°С для Сравнительного примера 1, позволяет некоторой части латексного компонента RFL остаться жидкой, и/или приводит к тому, что степень вулканизации латексного компонента оказывается слишком низкой, результатом чего является относительно более низкий модуль RFL, чем указанный для высушенного пленочного образца. Первое подтверждается значениями относительного содержания влаги, указанными, например, в Сравнительном примере 1 и Примере 2, и полученными для них в результате величинами относительного удлинения ремня. Считается, что слишком высокая температура на данной стадии и для данного времени внешнего воздействия, например, около 300°С для Сравнительного примера 3, приводит к устранению большего количества влаги из пропитанного корда, но до такой степени, что результатом является очень высокая жесткость корда, как описано выше. Кроме того, в настоящее время считается, что избыточно высокая температура и/или время внешнего воздействия также могут вызвать более высокую степень вулканизации, по меньшей мере, части латексной составляющей RFL, достаточную, чтобы, таким образом, увеличить эффективный модуль упругости композиции RFL внутри обработанного корда и вокруг него по сравнению с модулем упругости, указанным для высушенного пленочного образца, до уровня, который также является неудовлетворительным, что отражено в указанном для него результате удлинения ремня. Воздействие избыточно высокой температуры или слишком длительное воздействие высокой температуры, может, кроме того, вызвать разложение RFL, особенно для композиций, содержащих каучуковый латекс со сравнительно низкой термостойкостью. В другом случае возникает неприемлемый уровень остаточного увеличения длины ремня.
Кроме того, этот феномен очевиден в результатах, указанных для примеров 4 и 6, которые отличаются только температурой, воздействию которой подвергался пропитанный корд. В то время как оба ремня проявили превосходную устойчивость к удлинению ремня, ремень из Примера 6, содержащий только 2,4% остаточной влаги и имеющий сопутствующую этому увеличенную жесткость корда по сравнению с указанной для Примера 4, проявил немного худшую сопротивляемость удлинению ремня, чем Пример 4. Таким образом, считается, что избыточно высокая жесткость корда и сопутствующее низкое содержание остаточной влаги может мешать или препятствовать правильному покрытию кордной пропиткой, но, как проиллюстрировано выше, относительно жесткий корд фактически вызывает значительное улучшение устойчивости ремня к удлинению, по сравнению с ремнем, содержащим корд, проявляющий относительно более низкую жесткость.
В случае композиции RFL, имеющей модуль, который слишком низок, считается, что удлинение ремня вызвано увеличенным истиранием и износом, испытываемыми отдельными волокнами угольных волокон, которые недостаточно защищены материалом RFL с низким модулем, и отсюда приводит к снижению прочности натяжного элемента.
В случае композиции RFL, имеющей модуль, который слишком высок, считается, что волокна углеволоконных нитей становятся поврежденными в результате изгибания нитей во время их скручивания, после того, как они были покрыты жесткой кордной пропиткой RFL. Кроме того, считается, что результирующая кордная жесткость такого материала RFL с чрезвычайно высоким модулем препятствует эффективному и достаточному прилеганию углеволоконных нитей друг к другу в их скрученной конфигурации, оставляя, таким образом, относительно большое количество пустого пространства в комбинированной структуре ремня. Следовательно, так как ремень приводится в движение под действием нагрузки, это пустое пространство проваливается, и происходит удлинение ремня, т.е. измеряемое в процентах увеличение исходной длины. И наоборот, когда на данной второй стадии ремень подвергается воздействию оптимальной температуры для данного времени внешнего воздействия и данных конкретных компонентов, например, около 267°С для Примера 2, считается, что достигается благотворное снижение содержания влаги, и/или степени вулканизации, результатом чего является оптимальный модуль упругости RFL, и ремень проявляет минимальные результаты остаточного удлинения ремня.
Как при варьировании степени вулканизации латекса и/или остаточной влаги (и, отсюда, жесткости корда) при обработке кордной пропиткой, добавление сажи к композиции RFL дает эффект увеличения модуля упругости материала. Эффекты от добавления незначительных количеств сажи к композициям RFL при постоянных температурах обработки и периодах времени внешнего воздействия можно увидеть в указанных результатах модуля упругости и удлинения ремня для Сравнительного примера 1 и Примеров 4 и 5 Таблицы 2. Эти результаты указывают, что, когда в композицию XHNBR-RFL не добавляют сажу (Сравнительный пример 1), остаточное удлинение ремня, превышающее 0,1%, происходит как через 24 часа, так и через 48 часов испытаний. Так же, когда к композиции XHNBR-RFL добавляют 8% сажи по мокрому весу (Пример 5), остаточное удлинение ремня, превышающее 0,1%, происходит в одном случае, через 48 часов испытаний, для ремня, содержащего кордную пропитку со значительно более высоким модулем упругости. В результате добавления к композиции XHNBR-RFL 4% сажи по мокрому весу получается модуль упругости композиции, находящийся между первым сравнительным или не сравнительным примерами (Пример 4), и, при проявлении в одном случае остаточного увеличения длины ремня, превышающего 0,1%, через 24 часа, это приводит к удлинению ремня не более, чем на 0,1% через 48 часов испытаний. Что касается результатов удлинения ремня, указанных для Примера 4, следует отметить, что в одном случае уровень удлинения ремня фактически снижается от показания, снятого через двадцать четыре часа, к показанию, снятому через сорок восемь часов. В то время как, в общем, удлинение ремня возрастает с возрастанием времени испытания, возможно, что в некоторых случаях ремень может проявить некоторую усадку, например, из-за разбухания одного или более эластомерных компонентов ремня и/или из-за ошибки в измерениях. Таким образом, можно увидеть, что добавление сажи к кордной пропитке RFL влияет на модуль упругости кордной пропитки и, тем самым, на окончательные свойства ремня, содержащего корд, обработанный такой кордной пропиткой. Кроме того, можно увидеть, что существует оптимальный уровень содержания сажи в кордной пропитке RFL, при котором происходит минимальное остаточное увеличение длины ремня, для ремней, содержащих обработанный таким образом корд.
В частности, для заданной совокупности условий обработки (т.е. повышенной температуры и времени внешнего воздействия), где к композиции X-HNBR RFL добавлено слишком мало или слишком много сажи, возникает неприемлемый уровень остаточного удлинения ремня; считается, что в обоих случаях он вызван нежелательным модулем упругости кордной пропитки RFL и сопутствующими проблемами, связанными с этим, как описано выше. И наоборот, при достижении оптимального модуля RFL, например, посредством добавления к композиции X-HNBR RFL надлежащего количества сажи (т.е. 4 фунт/час для Примера 4), можно увидеть, что возникает минимальный уровень остаточного удлинения ремня, конкретно - как указано в результатах 48-часового испытания на удлинение ремня при воздействии высокой температуры. Таким образом, в отношении конкретных компонентов, указанных в Таблице 1 в качестве композиции X-HNBR RFL, и для условий обработки, используемых для соответствующих примеров, если, по настоящему изобретению, для достижения желаемого модуля упругости RFL используют сажу, то задействуют количество приблизительно от 0,5 до 10 процентов мокрого веса композиции RFL; более предпочтительно - приблизительно от 2 до 7,5 процентов мокрого веса; и наиболее предпочтительно - от 3 до 5 процентов на основе мокрого веса.
Так как для воздействия на модуль упругости композиции RFL можно варьировать ряд факторов, включая тип эластомерного латекса, квалифицированный профессионал без труда поймет, что диапазоны, обеспеченные выше для предпочтительного количества сажи для добавления к вышеописанной композиции RFL, не обязательно являются эффективными или достаточными для других композиций и/или других условий обработки пропитанного корда. Таким образом, при использовании для увеличения модуля упругости композиций RFL, в общем, по рассматриваемому изобретению, могут быть эффективны количества сажи до 25% мокрого веса композиции. Такие количества, будучи задействованы, предпочтительно составляют приблизительно от 1% до 20% мокрого веса, а наиболее предпочтительно - приблизительно от 3% до 15% мокрого веса композиции RFL.
Используя результаты, полученные из этого анализа и согласованные с результатами для Примеров 2, 4 и 6, указанными выше в Таблице 2, считается, что модуль упругости кордной пропитки RFL после того, как она была подвергнута воздействию условий обработки, достаточных для устранения значительных количеств воды из RFL без вредного влияния на жесткость корда, как описано выше, или после любой другой процедуры (процедур), достаточной для того, чтобы удовлетворительно и достаточно высушить кордную пропитку, так, чтобы ее модуль упругости при температуре 20°С предпочтительно находился в диапазоне приблизительно от 1,0×107 дин/см2 (1,0×106 Нм-2) до 5,0×108 дин/см2 (5,0×107 Нм-2); более предпочтительно - приблизительно от 3,0×107 дин/см2 (3,0×106 Нм-2) до 3,8×108 дин/см2 (3,8×107 Нм-2); более предпочтительно - приблизительно от 3,5×107 дин/см2 (3,5×106 Нм-2) до 3,5×108 дин/см2 (3,5×107 Нм-2); и наиболее предпочтительно - от 7,0×107 дин/см2 (7,0×106 Нм-2) до 3,0×108 дин/см2 (3,0×107 Нм-2). При 100°С модуль упругости кордной пропитки RFL предпочтительно находится в диапазоне приблизительно от 5,0×106 дин/см2 (5,0×105 Нм-2) до 4,0×108 дин/см2 (4,0×107 Нм-2); более предпочтительно - приблизительно от 1,0×107 дин/см2 (1,0×106 Нм-2) до 2,5×108 дин/см2 (2,5×107 Нм-2); более предпочтительно - приблизительно от 1,8×107 дин/см2 (1,8×106 Нм-2) до 2,7×108 дин/см2 (2,7×107 Нм-2); и наиболее предпочтительно - приблизительно от 2,5×107 дин/см2 (2,5×106 Нм-2) до 1,0×108 дин/см2 (1,0×107 Нм-2).
Как описано выше, любой способ приведения модуля упругости раствора RFL в рамки диапазона, признанного в данном документе эффективным, может с одинаковым успехом быть задействованным в практике настоящего изобретения. Таким образом, например, было установлено, что увеличение весового соотношения "формальдегид/резорцинол" в RFL дает эффект увеличения модуля RFL. Например, для композиции, описанной в Таблице 1 как композиция X-HNBR RFL, может быть установлено весовое соотношение "формальдегид/резорцинол" приблизительно от 0,75 до 2,0, предпочтительно - приблизительно от 1,0 до 1,75, а наиболее предпочтительно - приблизительно от 1,1 до 1,4, чтобы получить в результате высушенную композицию, проявляющую модуль упругости в пределах эффективных диапазонов, указанных выше. Кроме того, как указано выше, к раствору RFL, чтобы увеличить его модуль, можно добавить композицию блокированного эфира изоциановой кислоты. Таким образом, например, к компонентам, указанным в Таблице 1 как композиция X-HNBR RFL, для увеличения результирующего модуля упругости высушенной композиции был добавлен блокированный эфир изоциановой кислоты, поставляемый компанией EMS под наименованием GRILBOND IL-6, на уровне 50% сухого вещества. Подходящие количества 50-процентного сухого материала для использования в композиции, описанной в Таблице 1, могут составлять от 0 до 25 частей на сто единиц веса эластомера (фунт/час); более предпочтительно - приблизительно от 2 до 15 фунт/час; и наиболее предпочтительно - приблизительно от 5 до 10 фунт/час, так, чтобы количество блокированного эфира изоциановой кислоты, добавленного к раствору RFL, предпочтительно составляло приблизительно от 4,6 до 9,3% на основе сухого веса композиции RFL.
Дополнительно, модуль упругости композиции RFL в ее высушенном виде можно увеличить посредством манипуляций с весовым соотношением эластомерного латексного компонента относительно компонента резорцинол-формальдегидной смолы ("RF-смолы") в растворе RFL. Таким образом, например, что касается компонентов, указанных выше в Таблице 1, весовое соотношение латекса к RF-смоле было 13,17, но может быть приблизительно от 5 до 20; более предпочтительно - приблизительно от 7,5 до 17 и наиболее предпочтительно - приблизительно от 10 до 15. Кроме того, латексный компонент композиции RFL можно заменить, полностью или частично, вторым эластомерным латексом, или сочетанием любых двух или более эластомерных латексов, чтобы повлиять на окончательный модуль упругости высушенной композиции RFL. Примеры, в которых показаны эффекты, согласно этому конкретному варианту осуществления, обеспечены ниже, в Иллюстрации II.
Квалифицированный специалист без труда поймет, что любое количество технологий манипулирования модулем упругости кордной пропитки RFL можно, таким образом, задействовать согласно рассматриваемому изобретению, и, кроме того, две или более вышеописанных не ограничивающих технологий могут сочетаться с заданной композицией RFL для достижения эффективного уровня модуля упругости RFL, описанного выше. Таким образом, например, как указано в последующей Иллюстрации II, эффективное количество сажи для приведения модуля упругости композиции RFL в рамки эффективного диапазона может варьироваться в зависимости от конкретного типа эластомерного латекса, задействованного в композиции RFL. Как указано, например, в результатах, обеспеченных ниже в Иллюстрации II, когда некарбонированный эластомерный латекс HNBR был заменен карбонированным HNBR, используемым в композиции RFL, в других отношениях, по существу, подобной композиции, указанной в Таблице 1, было установлено, согласно вышеуказанной процедуре, что результирующий модуль упругости композиции, как при 20°С, так и при 100°С, был выше, чем модуль упругости, проявленный композицией, в которой в качестве ее эластомерного латексного компонента использовался карбонированный HNBR.
Иллюстрация II
Понятно, что зубчатые приводные ремни, в которых задействованы углеволоконные натяжные кордные элементы, как описано выше, и в качестве кордной пропитки задействована композиция RFL, показывающая модуль упругости в пределах эффективных диапазонов, указанных выше, проявят пониженное удлинение ремня, не более 0,1% на основе их исходной длины ремня, при измерении через 48 часов анализа удлинения ремня при высокой температуре, проведенного при 100°С, и что такие ремни, в которых задействованы углеволоконные натяжные кордные элементы, обработанные композицией RFL, проявляющей модуль упругости за пределами эффективных диапазонов, указанных выше, проявят удлинение ремня, измеренное согласно данной технологии, более 0,1%. Чтобы проиллюстрировать это, углеволоконный натяжной корд, по существу, описанный выше для Иллюстрации I, но модифицированный, как указано ниже, и содержащий в качестве его углеволоконной кордной пропитки композиции RFL, показанные в Таблице 3, модифицированные, как описано ниже, был приготовлен для внедрения в зубчатые приводные ремни, по существу, как описано выше под Иллюстрацией I.
Чтобы проиллюстрировать воздействие типа эластомерного латекса, модуля растяжения корда и условий обработки на модуль упругости композиции RFL и/или результирующее удлинение ремня, проявленное образцами ремней, были приготовлены дополнительные композиции RFL, приготовленные, по существу, как описано выше для композиции X-HNBR RFL из Таблицы 1, но вместо карбонированного латекса HNBR был задействован единственный эластомерный латекс другого типа или сочетание двух типов эластомерных латексов. В каждом случае для композиции RFL было установлено соотношение "формальдегид/резорцинол" 1,274 и соотношение "латекс/резорцинол-формальдегидная смола" 13,17.
Некарбонированный латекс HNBR, поставляемый компанией Nipon Zeon под наименованием ZETROL A, на 285,86 весовых частей был заменен в одной из композиций RFL, в дальнейшем упоминаемой в данном описании как "композиция HNBR RFL", которая, кроме того, содержала всего 52 весовые части деионизированной воды вместо 88 весовых частей, как показано для композиции RFL в Таблице 1. В то время как всего 52 весовые части воды использовались для данного конкретного примера, в некоторых обстоятельствах может быть предпочтительно, чтобы была задействована дополнительная вода, например, для улучшения стабильности и срока хранения раствора, так, что уровень твердых частиц, выраженный в процентах на основе мокрого веса, для окончательной композиции раствора RFL в общем составляет приблизительно от 25 до 35; более предпочтительно - приблизительно от 27 до 35, и наиболее предпочтительно - от 30 до 33.
Для следующего примера, в первой комбинации, далее упоминаемой в данном описании как "композиция XHNBR-VP/SBR RFL", использовалось сочетание 143 весовых частей 40-процентного твердого карбонированного латекса HNBR, использованного в формуле RFL, описанной в Таблице 1, и 140 частей 41-процентного твердого латекса VR/SBR, поставляемого компанией Omnova Solutions под наименованием GENTAC FS118, в качестве эластомерной латексной составляющей композиции RFL.
Для следующего примера упоминаемая в дальнейшем в рамках данного описания как "композиция XHNBR/EPDM RFL" сочетание 142,93 весовых частей того 40-процентного карбонированного латекса HNBR, который использовался в композиции RFL, описанной в Таблице 1, и 115,20 частей 50-процентного твердого латекса EPDM, поставляемого компанией Lord Corporation под наименованием CHEMLOK E0872 (теперь ЕР872), было использовано в эластомерной латексной составляющей композиции RFL, в которой были задействованы 52 весовые части деионизированной воды вместо 88 весовых частей, как показано в Таблице 1.
Для следующего примера упоминаемые в дальнейшем в рамках данного описания как "композиция EPDM RFL" 180 весовых частей 50-процентного твердого латекса EPDM, поставляемого компанией Lord Corporation под наименованием CHEMLOK EP872, были использованы в качестве эластомерной латексной составляющей композиции RFL, в которой были задействованы 182 весовые части деионизированной воды вместо 88 весовых частей, как показано в Таблице 1, и, кроме того, задействована только 1 весовая часть водного аммиака, 8 весовых частей резорцинол-формальдегидной смолы и 2,5 весовых части формальдегида. Это различие в относительных количествах компонентов было вызвано более высоким содержанием сухого остатка относительно других иллюстративных композиций RFL, и, как результат, повышенной неустойчивостью этой композиции. Композиция, однако, была приготовлена, по существу, согласно описанию, обеспеченному в отношении композиции RFL, описанной в Таблице 1.
В дополнение к вышеописанным компонентам каждая из композиций, используемых в конкретной иллюстрации, подытоженной в Таблице 3, для применения в качестве кордной пропитки в каждом указанном случае, также включала в себя возможные дополнительные компоненты: 4,3% мокрого веса (18 весовых частей) 45-процентной сухой восковой дисперсии HEVEAMUL M-111b от компании Heveatex и 6,50% мокрого веса (27,2 весовые части) 41-процентного водного раствора мочевины. Там, где в Таблице 3 указано использование антиоксиданта, было задействовано 2% на основе мокрого веса (8,4 весовых частей) антиоксиданта, поставляемого компанией Goodyear Chemical Со. под наименованием AQUANOX 29. Там, где указано использование сажи, были задействованы тот же тип и та же относительная пропорция сажи, что и описанные выше под Иллюстрацией I. Для композиций, содержащих VP/SBR, была использована 41-процентная сухая резина VP/SBR, поставляемая компанией Goodyear Chemical под наименованием VP106S.
Каждая из композиций, для которой ниже, в Таблице 3, обеспечены сведения об удлинении ремня, была применена к углеволоконным нитям согласно описанию, обеспеченному выше для Иллюстрации I, кроме отмеченных ниже случаев и в отмеченных ниже пределах. Эти композиции были, однако, модифицированы посредством варьирования уровня сажи или антиоксиданта, температур обработки или периодов времени внешнего воздействия, как показано в Таблице 3, чтобы проиллюстрировать влияние модуля упругости композиции RFL на наблюдаемую степень удлинения ремня.
В дополнение к конкретному типу углеволокна, использованному ранее в Иллюстрации I (в дальнейшем упоминаемому в рамках данного описания как "Т400"), был использован второй тип углеволокна, поставляемый компанией Toray под наименованием TORAYCA-T700 GC 12К 14Е, имеющий модуль растяжения 230 ГПа, массу на единицу длины 800 текс и индекс волокон 12000 (в дальнейшем упоминаемый в рамках данного описания как "Т700"), как указано ниже в таблице.
В каждом случае нить Т400 или Т700 после извлечения из иммерсионного, или погружного, резервуара, содержащего соответствующую композицию RFL, пропускали через форму, имеющую диаметр 1,1 мм, а затем - через первую сушильную печь при температуре, показанной в Таблице 5, причем печь имела длину 3 метра при скорости 30 метров в минуту, а затем - через вторую, вулканизационную печь, при температуре, показанной выше, причем печь имела длину 5 метров при скорости 30 метров в минуту. Затем нити Т400 подвергли дальнейшей обработке, как указано выше под Иллюстрацией I, а нити Т700 скрутили поодиночке, а не парами, при скорости 80 оборотов на метр под натяжением около 50 г, и полученные корды обработали веществом CHEMOSIL 2410 в качестве наружного слоя, как описано в Иллюстрации I. Для композиции EPDM RFL в примерах 11 и 12 было использовано скручивание в 60 оборотов на метр. Кроме того, натяжение в 100 г поддерживали для корда Т700, для пропускания его через погружной резервуар, содержащий пропитку.
Для определения модуля упругости в контрольных образцах композиций RFL, с которых снимались измерения модуля упругости, результаты которых отражены в Таблице 3, не использовались ни восковая дисперсия, ни антиоксидант, ни мочевина, которые использовались в композициях RFL кордной пропитки для образцов ремней, описанных в Таблице 3. С другой стороны, считается, что это не оказывает влияния на соответствующие модули упругости композиции в ее различных видах, за исключением описанного под Иллюстрацией I в отношении условий обработки кордной пропитки. Контрольные образцы были приготовлены для определения модуля упругости в каждом случае, в диапазоне температур и в соответствии с процедурой, указанной выше, в Иллюстрации I, а результаты записаны ниже, в Таблице 3.
Жесткость одиночных нитей с покрытием снова определили для нескольких примеров и сравнительных примеров, описанных ниже, после извлечения их из погружного резервуара с RFL и технологических печей, и результаты, там, где они были получены, указаны ниже в Таблице. Для этих примеров и сравнительных примеров, в которых был задействован корд Т700, был, однако, задействован противовес измерителя жесткости Taber V-5 в 500 единиц измерения, так как бóльшая масса этого корда относительно корда Т400 вызвала необходимость использования большего противовеса, чтобы получить значимые относительные результаты. Содержание влаги и уровень поглощения кордной пропитки в обрабатываемых образцах кордов были определены в каждом случае согласно процедуре, указанной выше для Иллюстрации I.
Результаты удлинения ремня были получены согласно процедуре, описанной выше в отношении Иллюстрации I, за исключением того, что результаты были получены через 100 часов испытаний вместо 48 часов испытаний. Это измерение считается более точным, чем значение после 48 часов. В общем, было установлено, что в надлежащих условиях обработки, т.е. сушки пропитанного корда, как описано в этом документе, в течение 100 часов испытаний скорость удлинения ремня является постоянной. Наоборот, для корда, который обработан ненадлежащим образом, т.е. недостаточно и/или неравномерно высушен, или имеет неудовлетворительное поглощение RFL, удлинение ремня обычно не стабилизируется и продолжает быть большим. Кроме того, за исключением очень редких обстоятельств, отмеченных выше, ремень, проявивший удлинение ремня менее 0,1% через 100 часов испытаний, также проявлял удлинение ремня менее 0,1% после всего лишь 48 часов испытаний.
По сравнению с результатами определения модуля упругости, указанными в Таблице 2 для композиции XNHBR-RFL, результаты, указанные в Таблице 3 для композиции HNBR RFL, указывают на то, что замена некарбонированной HNBR на карбонированную HNBR в композициях, в остальном, по существу, подобных, дает эффект поразительного увеличения модуля упругости результирующей композиции RFL. Примечательно, однако, то, что, в то время как в ином случае можно было ожидать, что увеличение модуля упругости приведет к увеличению тенденции к удлинению ремня, по сравнению, например, с Примером 2 из Таблицы 2, Пример 7, содержащий кордную пропитку с относительно более высоким модулем упругости, показал такое же малое удлинение ремня. В настоящее время считается, что это вызвано низким остаточным увлажнением и сопутствующей более высокой жесткостью корда, как указано для Примера 7, по сравнению с немного более высокими соответствующими значениями, полученными для Примера 2. Таким образом, в то время как значение модуля упругости, указанное для композиций RFL, является фактором, определяющим сопротивляемость удлинению ремня, считается, что содержание влаги и связанная с ним кордная жесткость обработанного корда одинаково значимы для такого определения, причем уменьшение содержания влаги (и, отсюда, увеличение жесткости) в определенной степени приводит к уменьшению остаточного удлинения. Пример 8 иллюстрирует использование той же композиции HNBR RFL, что использовалась для Примера 7, но применительно к относительно более массивному и сложному корду Т700, и, следовательно, включая модифицированные параметры обработки корда, т.е. немного более низкую температуру обработки и немного более длительное время внешнего воздействия. Кроме того, после 100 часов испытаний получены превосходные результаты удлинения ремня, даже для этой композиции RFL с относительно более высоким модулем. Примечательно, что превосходные значения удлинения ремня получены, несмотря на содержание влаги, кажущееся относительно высоким. Считается, что эта более массивная кордная структура может вместить большее содержание остаточной влаги без вредного воздействия на устойчивость ремня к удлинению по сравнению с менее массивным кордом Т400.
Сравнивая результаты по модулю упругости, указанные в Таблице 3 для обеих композиций XHNBR-VP/SBR RFL, с результатами, полученными для композиции XHNBR RFL в Таблице 2, можно увидеть, что замена 50% по весу кабонированного латекса HNBR латексом VP/SBR в композициях, в остальном подобных, дает эффект увеличения модуля упругости результирующей композиции, но не до такой степени, какую показывает полное замещение XHNBR композицией HNBR. Снова, однако, и несмотря на более высокий модуль упругости кордной пропитки относительно, например, указанного выше для Примера 2 в Таблице 2, контрольные образцы ремней для Примера 10 проявили превосходную устойчивость к удлинению ремня после 100 часов испытаний. Считается, что это снова объясняется относительно более низким остаточным содержанием влаги и сопутствующим более высоким значением жесткости корда, указанным для этого примера.
Относительно применения композиции RFL в кордных нитях и/или их волокнах было установлено, что устранение как можно большего количества воды является полезным в отношении снижения тенденции ремня удлиняться при продолжительном использовании. Обычно, таким образом, является предпочтительным, чтобы после завершения стадий обработки пропитанного корда содержание остаточной влаги, как определено согласно процедуре, используемой здесь и описанной выше, было меньше, чем приблизительно 50% по весу. В дополнительном варианте осуществления настоящего изобретения содержание остаточной влаги меньше, чем приблизительно 30% по весу, и в еще одном дополнительном варианте осуществления находится в диапазоне приблизительно от 1 до 25% по весу.
По сравнению с результатами, полученными для композиции XHNBR RFL в Таблице 2, результаты, указанные в Таблице 3 для композиции XHNBR/EPDM RFL, указывают на то, что замена 50% по весу карбонированного латекса XHNBR, используемого в композиции XHNBR RFL, описанной в Таблице 1, латексом EPDM, также дает эффект увеличения модуля упругости результирующей композиции, но, с другой стороны, не до той степени, которая показана полной заменой XHNBR на HNBR. Кроме того, в этих Примерах 11 и 12 на основе EPDM получены превосходные значения удлинения ремня. Примечательнее всего, что для Примера 12, содержащего более низкие температуры обработки корда и более длительные периоды времени внешнего воздействия, наблюдается одно из самых малых значений удлинения ремня на сегодняшний день. Это наводит на мысль, что относительно постепенное удаление воды из композиции RFL в процессе обработки корда может дополнительно улучшить устойчивость ремня к удлинению.
В то время как в характерных примерах, обеспеченных выше, в Иллюстрации I, используется единственный тип углеволокна, любой другой тип углеволокна можно также использовать в рамках объема настоящего изобретения. Например, углеволокно типа Т700, поставляемое компанией Toray, включенное в настоящую иллюстрацию, также обеспечило положительные результаты по рассматриваемому изобретению. Человек, имеющий среднюю квалификацию в данной области техники, без труда поймет, что, так как данный конкретный материал обладает более высоким индексом волокон, чем волокно, используемое в предыдущих иллюстрациях, и только одна нить задействована для образования натяжного корда для ремней, в которых задействован данный тип, и так как сама нить крупнее, чем нить, задействованная в иллюстрациях, оптимальная температура внешнего воздействия на пропитанные нити после извлечения из резервуара с кордной пропиткой, во время стадий процесса обработки нити, вероятно, будет отличаться от температур, указанных выше для нити Т400, чтобы получить минимальное удлинение ремня для ремней, содержащих такой корд. Такие модификации находятся в пределах компетенции профессионала в данной области техники, попадают в рамки объема настоящего изобретения и отражены выше, например, в температурах печи второй зоны для тех контрольных образцов, в которых используется корд Т700, в Таблице 3.
Иллюстрация III
Чтобы далее проиллюстрировать воздействие модуля натяжного корда на изменения остаточной длины ремня при постоянном модуле упругости вулканизированного RFL, были изготовлены четыре зубчатых ремня, как описано выше под Иллюстрацией I относительно Таблиц 1 и 2. В каждом случае были использованы части тела ремня из HNBR, и кордная пропитка RFL, согласно описанию Примера 4 из Таблицы 1, была использована в качестве кордной пропитки для всех ремней, согласно стадиям обработки корда, описанным выше под Иллюстрацией II. Наружный слой вещества CHEMOSIL 2410 (от компании Henkel) был также использован, как описано выше.
Два ремня, обозначенных "Ремень 1", включали в себя в качестве их натяжного элемента корд 6К-2, образованный из нитей Т400, обладающих модулем растяжения в 250 ГПа, массой на единицу длины в 396 текс и индексом волокон 12000, в то время как два ремня, обозначенных как "Сравнительный образец 2 ремня", включали в себя в качестве их натяжного элемента корд 6К-2, образованный из углеволокна, поставляемого компанией Toray под наименованием Toray М40 В 6К 50 В и обладающего модулем растяжения 392 ГПа, массой на единицу длины 364 текс и индексом волокон 12000. Нити для корда в обоих случаях были скручены одним и тем же образом, как описано выше относительно примеров и сравнительных примеров Таблиц 2 и 3.
Чтобы определить увеличение длин ремней, как Ремень 1, так и Сравнительный образец ремня 2 были подвергнуты одинаковым испытаниям на изменение длины ремня, как описано выше, т.е. анализу удлинения ремня при высокой температуре, выполненному при 100°С, но при увеличенном времени испытаний. После 100 часов испытаний оба ремня, обозначенные "Ремень 1", проявили удлинение ремня менее 0,15%, в то время как оба Сравнительных образца 2 ремня проявили увеличение исходной длины более чем 0,175%. Примечательно, что уровень удлинения ремня, проявленный обоими ремнями, обозначенными как "Ремень 1", снижался на отметке 200 часов по сравнению с их характеристиками после 100 часов испытаний, в то время как ремень, обозначенный как "Сравнительный образец 2 ремня", показал удлинение ремня более 0,2% на отметке 200 часов. Даже через 300 часов испытаний ни один из ремней, обозначенных "Ремень 1", не проявил удлинение ремня более 0,15%. Таким образом, было показано воздействие модуля натяжного корда на степень удлинения ремня, проявленного зубчатыми ремнями, содержащими такой натяжной корд.
Дополнительно к заметному улучшению устойчивости ремня к удлинению, проявляемой приводными ремнями, выполненными согласно одному или более вариантам осуществления настоящего изобретения, такие ремни, содержащие натяжной корд, выполненный из углеволокна и имеющий кордную пропитку, обладающую модулем упругости в высушенном состоянии, как обеспечено здесь, кроме того, проявляют превосходные эксплуатационные свойства в целом, включая высокую допустимую нагрузку, сопротивление усталости при изгибе и сохранение прочности при растяжении, но, не ограничиваясь этими свойствами, по большей части превышая эксплуатационные характеристики армирующих материалов, обычно используемых в зубчатых ремнях, предназначенных для применения при высоких нагрузках, например, арамидного волокна и стекловолокна.
Например, установлено, что зубчатые приводные ремни, армированные углеволокном, выполненные согласно варианту осуществления изобретения и, кроме того, согласно описанию, обеспеченному в этом документе для Фиг.1, показали более пяти тысяч часов во время рабочих испытаний при включенном двигателе, в которых нагрузка на ремень в ходе испытаний была немного больше, чем 8 Н на зуб на миллиметр ширины ремня, при работе на 4000 об/мин под эффективным натяжением в 2500 Н. Это было более чем в три раза больше выносливости, проявленной сопоставимым ремнем, содержащим натяжной корд того же диаметра, но выполненный из другого материала, т.е. из стекловолокна. Кроме того, такие зубчатые ремни, армированные углеволокном, согласно варианту осуществления изобретения, показали после 800 часов вышеописанного анализа удлинения ремня при высокой температуре более чем 66% сохраненной прочности при растяжении; это почти на 40% бульшая сохраненная прочность по сравнению с такими ремнями, армированными стекловолокном.
Иллюстрация IV
Было обнаружено, что зубчатые ремни, выполненные согласно одному или более вариантов осуществления настоящего изобретения, обеспечивают значительное улучшение в одной или более отдельных областей эксплуатационных характеристик при использовании для приведения в движение распределительного вала в двигателе внутреннего сгорания, и в частности - в автомобильных двигателях внутреннего сгорания. В частности, установлено, что эти ремни значительно снижают нежелательные угловые вибрации распределительного вала автомобильного двигателя относительно связанного с ним коленчатого вала во время работы двигателя. Под термином "угловая вибрация" в настоящем контексте подразумевается вращательная вибрация распределительного вала, то есть вибрация вала вокруг его продольной оси; это может быть вызвано, например, любым из крутильных колебаний, или всеми крутильными колебаниями, проявленными распределительным валом, происходящими в результате приложенного по его длине скручивающего усилия, или свободного вращения тела самого распределительного вала, или циклической или периодической угловой скорости, наложенной на среднюю скорость вала неравномерным или непостоянным характером приложенного крутящего момента на валу привода. Кроме того, на определенных скоростях распределительного вала для заданного двигателя обычно возникают бульшие амплитуды таких угловых вибраций распределительного вала из-за возбуждения на таких скоростях одной или более резонансных частот приводной системы.
Чтобы, кроме того, проиллюстрировать эффекты и аспекты настоящего изобретения в обеспечении способа значительного уменьшения нежелательной угловой вибрации распределительного вала относительно коленчатого вала в двигателе внутреннего сгорания, управляемом распределительным валом, были изготовлены два ремня, как описано выше относительно Иллюстрации I, причем оба имеют, по существу, одинаковые части тела ремня из HNBR, наполненные волокнами, но отличаются их соответствующими натяжными элементами. Средний модуль частей тела ремня из наполненной волокнами вулканизированной HNBR при 100-процентном удлинении составил 12,5 МПа (средним результатом является средний результат, измеренный в направлении движения катка и против движения катка, принимая во внимание небольшую анизотропию вулканизированной резины из-за присутствия в ней, по существу, беспорядочно ориентированных волокон). Ремень 3 включал в себя в качестве своего натяжного корда углеволоконный корд Т700, поставляемый компанией Toray, к которому была применена композиция кордной пропитки NHBR RFL, как описано выше относительно Иллюстрации II. Кордная пропитка была нанесена, по существу, как описано выше относительно Иллюстрации I, но при первой температуре внешнего воздействия после нанесения пропитки 120°С и второй температуре внешнего воздействия 230°С. Сравнительный образец 4 ремня включал в себя в качестве своего натяжного элемента корд, по существу, того же диаметра, что и корд Ремня 3, т.е. 7 микрометров, но в этом случае выполненный из стекловолокна U и имеющий структуру 22 текс×3×18, и имеющий модуль растяжения 92 ГПа. На корд для Сравнительного образца 4 ремня была нанесена патентованная пропитка, поставленная компанией Nippon Glass Fiber под обозначением IO22.
Чтобы проиллюстрировать, согласно аспекту настоящего изобретения, эффективность ремня в снижении относительной угловой вибрации распределительного вала относительно коленчатого вала в автомобильном двигателе внутреннего сгорания, Ремень 3 и Сравнительный образец 4 ремня каждый были надеты на испытательный стенд 50 в виде четырехцилиндрового инжекторного двигателя, схематично представленный на Фиг.3, состоящий из распределительного вала 52 с сорока четырьмя зубьями, шкива 54 водяного насоса с девятнадцатью зубьями, коленчатого вала 56 с двадцатью двумя зубьями, холостого шкива 58 и натяжного шкива 60 диаметром семьдесят два миллиметра, в котором каждый из вышеперечисленных элементов характеризовался шагом 9,525 мм. Стенд приводился в действие испытываемым ремнем, приводящим в движение распределительный вал и приводимым в движение коленчатым валом, при температуре окружающей среды 120°С, максимальном эффективном натяжении 4500 Н и нагрузке 150 Н/мм, приложенной к 30-миллиметровому шкиву. Номинальная мощность двигателя составляла от 115 до 150 лс. Нормальная рабочая скорость для конкретного двигателя, используемого в испытании, была в пределах диапазона 2700-3000 об/мин, с критической скоростью в диапазоне от 4000 до 4500 об/мин. Для испытания двигатель разгоняли от холостого хода до его максимальной скорости приблизительно в 5000 об/мин и записывали угловую вибрацию распределительного вала относительно коленчатого вала для тех порядков работы двигателя, при которых вибрация возникает согласно импульсам зажигания: в случае конкретного четырехцилиндрового испытательного двигателя, используемого в рассматриваемом испытании, во втором и четвертом порядках.
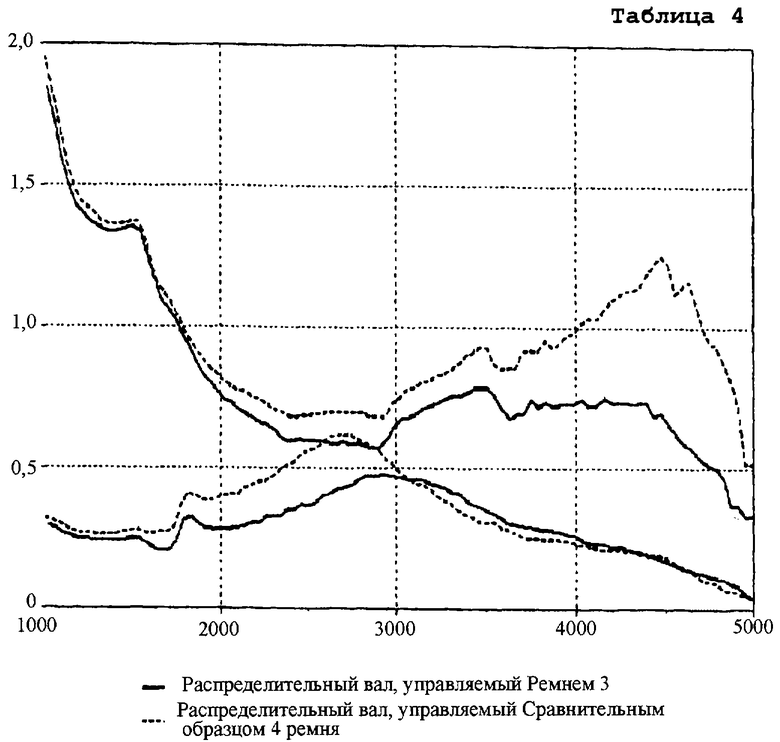
Результаты обеспечены в Таблице 4, в которой вертикальная ось обозначает пиковую вибрацию распределительного вала в градусах, а горизонтальная ось обозначает число оборотов коленчатого вала в минуту. В Таблице 4 две кривые, показывающие относительно более высокие уровни вибрации, относятся ко второму порядку работы цилиндров для испытаний Ремня 3 и Сравнительного образца 4 ремня, а две кривые, показывающие кривые относительно более низкой пиковой вибрации, относятся к результатам четвертого порядка работы цилиндров для испытаний Ремня 3 и Сравнительного образца 4 ремня.
Человек, имеющий среднюю квалификацию в соответствующей области техники, без труда оценит желательность как снижения уровня угловой вибрации распределительного вала относительно коленчатого вала, так и сдвига пикового уровня относительной угловой вибрации до точки, находящейся выше или ниже нормальной рабочей скорости двигателя, а также любой его основной критической скорости, т.е. любой скорости, на которой возникает резонанс. Из результатов, показанных в Таблице 4, можно наблюдать, что по сравнению со Сравнительным образцом 4 ремня образец "Ремень 3" обеспечивает как поразительное снижение угловой вибрации распределительного вала относительно коленчатого вала в целом для второго порядка работы цилиндров в критической области от 4000 до 4500 об/мин, так и сдвиг пика относительной угловой вибрации для четвертого порядка работы цилиндров, прочь от нормального рабочего диапазона двигателя.
Таким образом, обеспечением долговечного, с малым удлинением, зубчатого ремня, содержащего часть тела ремня из вулканизированного нелитейного эластомера и натяжной элемент, выполненный из корда, содержащего по меньшей мере одну нить, образованную из углеволокна, согласно варианту осуществления настоящего изобретения, обеспечен способ снижения вибрации распределительного вала относительно коленчатого вала в двигателе внутреннего сгорания, в котором распределительный вал приводится в движение зубчатым ремнем.
Несмотря на то, что настоящее изобретение было подробно описано в целях иллюстрации, следует понимать, что такие подробности предназначены только для этой цели, и что человеком, сведущим в данной области техники, здесь могут выполняться изменения, без отступления от сущности и объема настоящего изобретения, за исключением того, что может быть ограничено формулой изобретения. Изобретение, описанное в этом документе, может быть соответствующим образом реализовано в отсутствие любого элемента, который не был специально описан в этом документе.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБЧАТЫЙ РЕМЕНЬ И СИСТЕМА СИНХРОННОГО УПРАВЛЕНИЯ | 2007 |
|
RU2426923C2 |
| ЗУБЧАТЫЙ РЕМЕНЬ И ПРИМЕНЕНИЕ ЗУБЧАТОГО РЕМНЯ В МАСЛЕ | 2009 |
|
RU2521449C2 |
| ЗУБЧАТЫЙ ПРИВОДНОЙ РЕМЕНЬ | 2007 |
|
RU2419005C2 |
| ОБРАБОТАННЫЙ ПОЛИМОЧЕВИНОУРЕТАНОМ ШНУР ДЛЯ ПРИВОДНОГО РЕМНЯ И РЕМЕНЬ | 2010 |
|
RU2515321C2 |
| ПРИВОДНОЙ РЕМЕНЬ | 2012 |
|
RU2588549C2 |
| ПРИВОДНОЙ РЕМЕНЬ СО СНИЖЕННОЙ СТЕПЕНЬЮ РАСТЯГИВАНИЯ | 2002 |
|
RU2261384C2 |
| РЕМЕНЬ БЕССТУПЕНЧАТО-РЕГУЛИРУЕМОЙ ПЕРЕДАЧИ | 2010 |
|
RU2514525C2 |
| СПОСОБ ПОВЫШЕНИЯ ЭКСПЛУАТАЦИОННЫХ ХАРАКТЕРИСТИК ШИНЫ ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ И ШИНА ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2014 |
|
RU2659135C2 |
| ЗУБЧАТЫЙ РЕМЕНЬ | 2012 |
|
RU2550098C2 |
| ПРИВОДНОЙ РЕМЕНЬ | 2008 |
|
RU2429397C1 |


Изобретение относится к способу снижения угловой вибрации распределительного вала относительно коленчатого вала в двигателях внутреннего сгорания, в которых распределительный вал приводится в движение зубчатыми ремнями, к зубчатым ремням для обеспечения синхронизации поршня и клапана в автомобильных двигателях внутреннего сгорания и к приводным ремням, содержащим продольно проходящий натяжной элемент, содержащий один или более кордов, по меньшей мере один из которых выполнен из углеволоконной нити. При производстве зубчатого ремня часть тела ремня изготавливают из вулканизированного эластомера, содержащего по меньшей мере, один эластомер, выбранный из группы, включающей в себя гидрированный акрилонитриловый бутадиеновый эластомер, полихлоропрен, акрилонитриловую бутадиеновую резину, стиролбутадиеновую резину, алкилированный хлоросульфонированный полиэтилен, эпихлоргидрин, бутадиеновую резину, полиизопрен и этилен-альфа-олефиновый эластомер, и дополнительно содержащего приблизительно от 0,5 до 20 частей на сто единиц веса эластомера волокон. Заключают в него натяжной элемент - корд в виде винтовой спирали, изготовленный по меньшей мере из одной нити, содержащей углеволокно. Корд покрывают композицией кордной пропитки, содержащей эластомерный латекс, продукт резорцинол-формальдегидной реакции, и подбирают модуль упругости кордной пропитки, исходя из заданных требований. Снижается угловая вибрация распределительного вала относительно коленчатого вала. 10 з.п. ф-лы, 3 ил., 4 табл.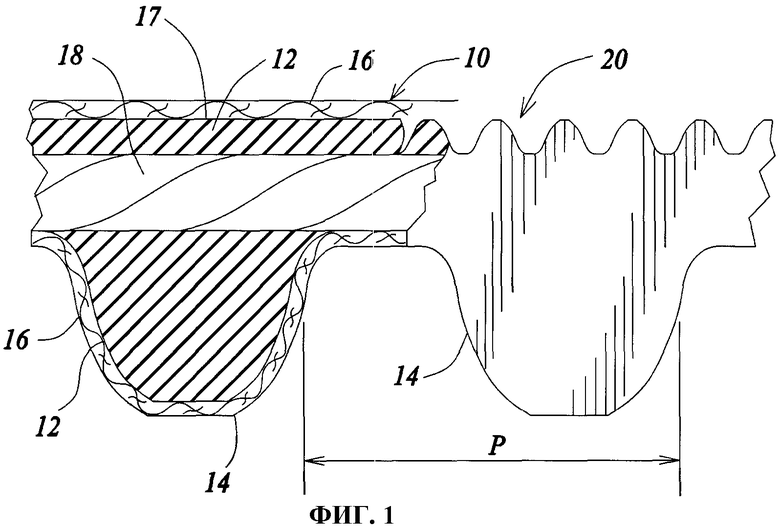
| DE 10029470 A1, 03.01.2002 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US 5310386 A, 10.05.1994 | |||
| RU 2062338 C1, 20.06.1996 | |||
| Способ изготовления приводных ремней из полимерных продуктов | 1978 |
|
SU676464A1 |

