Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к зубчатому ремню, и, в частности, к зубчатому ремню, используемому в условиях с высокой температурой и высокой нагрузкой, или внутри масляной или водной среды.
Уровень техники
[0002] Зубчатые ремни традиционно применялись для механического привода в двигателях внутреннего сгорания и тому подобных. Для повышения износостойкости зубчатого ремня на зубчатую поверхность ремня наклеивают покровную ткань. Покровную ткань подвергают импрегнирующей обработке обрабатывающим средством, таким как RFL (резорцин-формальдегидная смола в каучуковом латексе) или раствор каучука.
[0003] С недавних пор зубчатые ремни во все возрастающем масштабе применялись в условиях высокой температуры и при высоких нагрузках. То есть, применение более компактных моторных отсеков или тому подобных требует, чтобы зубчатые ремни были более миниатюрными и функциональными в высокотемпературных средах. Более того, зубчатые ремни нашли более обширные варианты применения, и в некоторых случаях могут быть использованы в присутствии масла.
[0004] Однако, когда зубчатый ремень используют в высокотемпературной среде и при высокой нагрузке, средство для обработки покровной ткани, такое как RFL, может быстро изнашиваться. По этой причине в покровной ткани с высокой вероятностью возникают трещины и тому подобное, и может сократиться срок службы зубчатого ремня. Кроме того, поскольку вышеописанное средство для обработки покровной ткани не имеет достаточной маслостойкости, проявляется тенденция к сокращению срока службы зубчатого ремня, когда его используют в присутствии масляной среды.
[0005] Патентный Документ 1 представляет способ, в котором покровную ткань подвергают обработке RFL, и затем подвергают дополнительной обработке пропитыванием раствором каучука, к которому добавлено эпоксидное соединение или тому подобное.
[0006] В дополнение, в течение некоторого времени общеизвестными были технологии улучшения долговечности ремня путем предотвращения деградации покровной ткани обработкой ее RFL или раствором каучука. Однако, когда ремень работает в присутствии масла или воды, или в высокотемпературных условиях, такие обрабатывающие средства, как RFL или раствор каучука, предрасположены к разложению и не могут в достаточной степени защитить покровную ткань. По этой причине нанесенное на покровную ткань обрабатывающее средство быстро изнашивается, и шкивы приходят в непосредственный контакт с волоконным материалом покровной ткани. В результате этого в покровной ткани возникают трещины и тому подобные, и долговечность ремня сокращается.
[0007] Например, также известна схема, в которой предел прочности на разрыв покровной ткани повышают добавлением ароматической эпоксидной смолы к обрабатывающему жидкому RFL-составу, как представлено в Патентном Документе 2.
Патентный Документ 1: Публикация Японской Патентной Заявки № 2004-324832
Патентный Документ 2: Публикация Японской Патентной Заявки № 2001-220008
Сущность изобретения
Технические проблемы
[0008] Однако эпоксидное соединение в Патентном Документе 1 используют для усиления адгезии между покровной тканью и основой ремня, но не для формирования покрытия на поверхности покровной ткани. По этой причине эпоксидное соединение в Патентном Документе 1 не улучшает износостойкости или маслостойкости.
[0009] В дополнение, в некоторых случаях для повышения маслостойкости в качестве каучука в основе ремня используют фторкаучук. Однако фторкаучук может набухать под воздействием некоторых типов присутствующего масла. По этой причине маслостойкость, полученная при использовании просто фторкаучука для основы ремня, в некоторых случаях является недостаточной.
[0010] Более того, обрабатывающий жидкий состав на основе RFL не может в достаточной мере повысить водостойкость, термостойкость, маслостойкость и тому подобные покровной ткани, даже когда к обрабатывающему жидкому составу дополнительно добавляют эпоксидную смолу, и не может в достаточной степени улучшить долговечность ремня, применяемого в условиях высокой температуры и высокой нагрузки, или в масляной или водной среде.
[0011] Настоящее изобретение было выполнено в плане разрешения вышеописанных проблем, и цель настоящего изобретения состоит в повышении износостойкости и масло- и водостойкости покровной ткани, и в создании зубчатого ремня, который имеет удовлетворительную долговечность, даже когда используется в высокотемпературных условиях при высоких нагрузках, или внутри масляной или водной среды.
Разрешение технических проблем
[0012] Зубчатый ремень согласно первому аспекту настоящего изобретения включает основу ремня, которая включает вершинный участок зуба и донный участок зуба, попеременно размещенные на одной поверхностной стороне ее вдоль продольного направления, и покровную ткань, которая размещена на одной поверхности основы ремня и имеет наружную поверхность, покрытую отвержденным материалом из первой эпоксидной смолы.
[0013] Температура размягчения отвержденного материала из первой эпоксидной смолы предпочтительно составляет 110°С или выше. Эпоксидный эквивалент первой эпоксидной смолы предпочтительно составляет от 150 до 1500 г/экв. В дополнение, отвержденный материал из первой эпоксидной смолы предпочтительно нанесен на покровную ткань, которая подвергнута обработке RFL-составом.
[0014] Первую эпоксидную смолу отверждают с помощью первого отвердителя, и первый отвердитель включает, например, по меньшей мере один отвердитель, выбранный из группы, состоящей из отвердителя на основе амина, отвердителя на основе ангидрида кислоты, отвердителя на основе фенольного новолака, отвердителя на основе имидазола и отвердителя на основе дициандиамида. Первый отвердитель предпочтительно представляет собой отвердитель на основе имидазола.
[0015] Первая эпоксидная смола предпочтительно включает по меньшей мере одну эпоксидную смолу, выбранную из группы, состоящей из эпоксидной смолы на основе бисфенола А, эпоксидной смолы на основе бисфенола F, эпоксидной смолы новолачного типа, эпоксидной смолы бифенильного типа, эпоксидной смолы феноксильного типа и длинноцепочечной алифатической эпоксидной смолы.
[0016] Способ изготовления зубчатого ремня согласно первому аспекту настоящего изобретения включает стадии, в которых на одну поверхность покровной ткани наносят покрытие из раствора первой эпоксидной смолы, включающего первую эпоксидную смолу, объединяют каучук, размещенный на другой поверхностной стороне покрытой покровной ткани, с покровной тканью, и проводят отверждение покрытия из первой эпоксидной смолы на покровной ткани путем вулканизации.
[0017] Зубчатый ремень согласно второму аспекту настоящего изобретения включает: основу ремня, которая включает вершинный участок зуба и донный участок зуба, попеременно размещенные на одной поверхностной стороне ее вдоль продольного направления; и покровную ткань, которая размещена в виде покрытия на одной поверхности основы ремня, причем покровная ткань обработана композицией обрабатывающего средства, включающей вторую эпоксидную смолу, второй отвердитель для отверждения второй эпоксидной смолы и каучуковый компонент.
[0018] Вторая эпоксидная смола включает, например, по меньшей мере одну эпоксидную смолу, выбранную из группы, состоящей из алифатической эпоксидной смолы, эпоксидной смолы новолачного типа, эпоксидной смолы на основе бисфенола А, эпоксидной смолы на основе бисфенола F, эпоксидной смолы бифенильного типа и эпоксидной смолы феноксильного типа. В этих эпоксидных смолах эпоксидная смола предпочтительно включает по меньшей мере одну эпоксидную смолу, выбранную из группы, состоящей из алифатической эпоксидной смолы и эпоксидной смолы новолачного типа. В дополнение, второй отвердитель предпочтительно представляет собой отвердитель на основе имидазола.
[0019] Каучуковый компонент предпочтительно представляет собой латекс, и покровную ткань предпочтительно подвергают импрегнирующей обработке смесью, полученной разбавлением композиции обрабатывающего средства водой. В дополнение, каучуковый компонент предпочтительно представляет собой нитрильный каучук (NBR), гидрированный нитрильный каучук (HNBR) или гидрированный карбоксилированный нитрильный каучук (HXNBR). Более того, весовое отношение второй эпоксидной смолы к каучуковому компоненту (например, латексу) составляет, например, от 1:9 до 9:1.
[0020] Участок основы ремня, приклеиваемый к покровной ткани, предпочтительно формуют вулканизацией каучуковой композиции, включающей каучук, резорцин и производное меламина. В дополнение, каучук участка основы ремня, приклеиваемого к покровной ткани, более предпочтительно включает HNBR или HXNBR.
[0021] Наружная поверхность покровной ткани, обработанная композицией обрабатывающего средства, включающей вторую эпоксидную смолу, второй отвердитель для отверждения второй эпоксидной смолы и каучуковый компонент, может быть дополнительно покрыта отвержденным материалом из третьей эпоксидной смолы.
[0022] Способ изготовления зубчатого ремня согласно второму аспекту настоящего изобретения представляет собой способ изготовления зубчатого ремня, включающего основу ремня, включающую вершинный участок зуба и донный участок зуба, попеременно размещенные на одной поверхностной стороне ее вдоль продольного направления, и покровную ткань, нанесенную в виде покрытия на одну поверхность основы ремня; способ включает стадии, в которых обрабатывают покровную ткань композицией обрабатывающего средства, включающей вторую эпоксидную смолу, второй отвердитель для отверждения второй эпоксидной смолы, и каучуковый компонент, и наслаивают лист из невулканизированного каучука поверх обработанной покровной ткани, с последующим вулканизационным формованием для получения тем самым зубчатого ремня.
Преимущественные результаты изобретения
[0023] Согласно первому аспекту настоящего изобретения, повышаются износостойкость и маслостойкость покровной ткани, поскольку поверхность покровной ткани покрыта первой эпоксидной смолой. Поэтому зубчатый ремень имеет удовлетворительную долговечность, даже когда используется в условиях высокой температуры и высокой нагрузки или в присутствии масляной среды.
[0024] Между тем, согласно второму аспекту настоящего изобретения, повышаются водостойкость, термостойкость, маслостойкость и тому подобное ремня благодаря модификации обработки покровной ткани зубчатого ремня. Поэтому зубчатый ремень имеет удовлетворительную долговечность, даже когда применяется в условиях высокой температуры и высокой нагрузки или в масляной или водной среде.
Краткое описание чертежей
[0025]
[Фиг.1] Фиг.1 представляет вид в разрезе зубчатого ремня согласно одному варианту осуществления первого аспекта настоящего изобретения.
[Фиг.2] Фиг.2 представляет вид в разрезе, показывающий способ изготовления зубчатого ремня согласно варианту осуществления первого аспекта настоящего изобретения.
[Фиг.3] Фиг.3 представляет вид в разрезе зубчатого ремня согласно одному варианту осуществления второго аспекта настоящего изобретения.
[Фиг.4] Фиг.4 представляет вид в разрезе, показывающий способ изготовления зубчатого ремня согласно варианту осуществления второго аспекта настоящего изобретения.
[Фиг.5] Фиг.5 представляет график, показывающий коэффициенты кинетического трения для ремней Примеров 1 и 2 и Сравнительного Примера 1.
[Фиг.6] Фиг.6 представляет схематическое изображение, показывающее компоновку при испытании в системе привода.
[Фиг.7] Фиг.7 представляет график, показывающий долговечность в единицах времени, полученный из испытания в системе привода для ремней Примеров 1 и 2 и Сравнительного Примера 1.
[Фиг.8] Фиг.8 представляет схематическое изображение, показывающее испытательную установку серии ServoPulser.
[Фиг.9] Фиг.9 представляет график, показывающий результаты испытания на установке ServoPulser, проведенного на Примере 1 и Сравнительном Примере 1.
[Фиг.10] Фиг.10 представляет график, показывающий кривые зависимости деформации от напряжения для ремней Примера 1 и Сравнительного Примера 1.
[Фиг.11] Фиг.11 представляет график, показывающий результаты испытания в системе привода, проведенного на Примерах 3 и 4 и Сравнительных примерах 2 и 3.
[Фиг.12] Фиг.12 представляет график, показывающий результаты испытания в системе привода на водостойкость, проведенного для Примера 3 и Сравнительного примера 3.
[Фиг.13] Фиг.13 представляет график, показывающий результаты испытания в системе привода на маслостойкость, проведенного для Примера 3 и Сравнительных примеров 2 и 3.
[Фиг.14] Фиг.14 представляет график, показывающий результаты испытания на адгезионную прочность в случаях, где использовали эпоксидную смолу алифатического типа.
[Фиг.15] Фиг.15 представляет график, показывающий результаты испытания на адгезионную прочность в случаях, где использовали эпоксидную смолу новолачного типа.
Список кодовых номеров позиций
[0026]
10 Зубчатый ремень
13 Основа ремня
20 Покровная ткань
21 Наружная поверхность
Описание вариантов осуществления изобретения
[0027] Далее описан один вариант осуществления первого аспекта настоящего изобретения с привлечением чертежей.
<Вариант осуществления>
Фиг.1 показывает зубчатый ремень в варианте осуществления первого аспекта настоящего изобретения. Зубчатый ремень 10 сформирован с бесконечной формой, и используется, например, будучи огибающим ведомый и ведущий шкивы (не иллюстрированы) в двигателе внутреннего сгорания или тому подобном. Зубчатый ремень 10 представляет собой ремень привода газораспределительного механизма, который передает крутящий момент (движущую силу) от ведущего шкива на ведомый шкив с синхронизированной передачей мощности.
[0028] Зубчатый ремень 10 включает основу 13 ремня и корд 14. Основа 13 ремня сформирована из зубчатой резиновой части 11, созданной на одной поверхностной стороне, и оборотной резиновой части 12, созданной на другой поверхностной стороне; зубчатая резиновая часть 11 и оборотная резиновая часть 12 объединены друг с другом. Корд 14 спирально намотан и заделан в пограничную часть между зубчатой резиновой частью 11 и оборотной резиновой частью 12, будучи протяженным в продольном направлении ремня.
[0029] В зубчатой резиновой части 11 на одной поверхностной стороне основы 13 ремня вдоль продольного направления ремня попеременно сформированы вершинный участок 15 зуба и донный участок 16 зуба. Зубчатая резиновая часть 11 включает сердцевинную резиновую часть 17 и поверхностную резиновую часть 18 зуба. Сердцевинная резиновая часть 17, которая заполняет большую долю вершинного участка 15 зуба, наслоена на оборотную резиновую часть 12 и образует форму вершинного участка 15 зуба. Поверхностная резиновая часть 18 зуба является тонкой и наслоена на сердцевинную резиновую часть 17. Покровная ткань 20, покрывающая зубчатую резиновую часть 11, наклеена на поверхность поверхностной резиновой части 18 зуба (то есть, на одну поверхность основы 13 ремня).
[0030] В сердцевинную резиновую часть 17 введено короткое волокно (не иллюстрировано), выполненное из найлонового волокна, арамидного волокна или тому подобного, тогда как короткое волокно не введено ни в поверхностную резиновую часть 18 зуба, ни в оборотную резиновую часть 12. Вследствие этого модуль упругости сердцевинной резиновой части 17 является более высоким, чем модуль поверхностной резиновой части 18 зуба и оборотной резиновой части 12.
[0031] В качестве каучукового компонента для каждой из оборотной резиновой части 12, сердцевинной резиновой части 17 и поверхностной резиновой части 18 зуба, которые составляют основу 13 ремня, используют гидрированный нитрильный каучук (HNBR), нитрильный каучук (NBR), хлоропреновый каучук (CR), этилен-пропилен-диеновый каучук (EPDM), фторкаучук, их смесь или тому подобные. По соображениям термостойкости, долговечности и тому подобным, предпочтительным является HNBR. Для резиновых частей 12, 17 и 18 могут быть применены один и тот же каучуковый компонент или различные каучуковые компоненты.
[0032] В этом варианте осуществления покровную ткань 20 подвергают обработке RFL-составом (резорцин-формальдегидной смолой в каучуковом латексе), и она имеет обращенную во внешнюю среду наружную поверхность 21 (то есть, поверхность на стороне, не приклеенной к основе 13 ремня), покрытую отвержденным материалом из первой эпоксидной смолы.
[0033] Хотя это не является конкретно ограниченным, покровная ткань 20 представляет собой текстильную ткань, включающую первые нити (например, уточные нити), протяженные вдоль продольного направления ремня, и вторые нити (например, нити основы), протяженные вдоль направления ширины ремня; причем первые нити и вторые нити являются переплетенными. Например, в покровной ткани 20 первые нити составлены эластичными волокнами, и вторые нити составлены неэластичными волокнами. Таким образом, покровная ткань 20 является эластичной в продольном направлении ремня.
[0034] Обработку покровной ткани 20 RFL-составом проводят путем импрегнирующей обработки, в которой покровную ткань 20 погружают в обрабатывающий жидкий RFL-состав, и затем высушивают при нагревании. Обрабатывающий жидкий RFL-состав включает латекс и продукт конденсации резорцина и формальдегида, которые разбавлены, например, водой или тому подобным. Что касается латекса, то используют латекс из любого из вышеописанных каучуковых компонентов, предпочтительно применяют HNBR-латекс. В дополнение, удельный вес адгезива (твердого компонента) на основе RFL-состава относительно площади покровной ткани 20 составляет от около 40 до 80 г/м2.
[0035] В этом варианте осуществления покрытие из отвержденного материала на основе первой эпоксидной смолы формируют следующим образом. Более конкретно, раствор первой эпоксидной смолы, полученный путем разбавления первой эпоксидной смолы и первого отвердителя растворителем или тому подобным, наносят в виде покрытия на одну поверхность покровной ткани 20, подвергнутой обработке RFL-составом. Затем первую эпоксидную смолу отверждают при нагревании во время вулканизации каучука, которая описана позже. Растворитель, содержащийся в растворе первой эпоксидной смолы, нанесенном в виде покрытия на покровную ткань 20, предпочтительно испаряют перед вулканизацией путем естественного высушивания или тому подобного.
[0036] Примеры первой эпоксидной смолы включают эпоксидную смолу на основе бисфенола А, эпоксидную смолу на основе бисфенола F, эпоксидную смолу новолачного типа, эпоксидную смолу бифенильного типа, эпоксидную смолу феноксильного типа, длинноцепочечную алифатическую эпоксидную смолу, и тому подобные. Могут быть использованы одна из этих первых эпоксидных смол по отдельности или же комбинация двух или более из них. Из этих эпоксидных смол в качестве первой эпоксидной смолы предпочтительной является эпоксидная смола на основе бисфенола А или эпоксидная смола новолачного типа.
[0037] Первая эпоксидная смола предпочтительно относится к так называемому твердому типу с температурой плавления выше нормальной температуры (25°С). Применение смолы твердого типа обеспечивает хорошие технологические свойства раствора первой эпоксидной смолы ввиду меньшей вероятности того, что еще не отвержденный раствор первой эпоксидной смолы, покрывающий покровную ткань 20, будет липким после испарения растворителя. Однако температура плавления первой эпоксидной смолы предпочтительно является более низкой, чем температура нагревания во время описываемой позже вулканизации, поскольку отверждение первой эпоксидной смолы является затруднительным, если она не расплавлена.
[0038] В дополнение, для получения удовлетворительной термостойкости отвержденного материала из первой эпоксидной смолы эпоксидный эквивалент первой эпоксидной смолы согласно Японскому промышленному стандарту JIS K 7236 предпочтительно является относительно низким, и, например, предпочтительно составляет от 100 до 1500 г/экв, и более предпочтительно от 150 до 1000 г/экв.
[0039] Первую эпоксидную смолу отверждают с помощью первого отвердителя. Примеры первого отвердителя включают отвердитель на основе амина, отвердитель на основе ангидрида кислоты, отвердитель на основе фенольного новолака, отвердитель на основе имидазола, отвердитель на основе дициандиамида, и тому подобные. Могут быть использованы один из этих первых отвердителей по отдельности или же комбинация двух или более из них.
[0040] Из этих отвердителей в качестве первого отвердителя является предпочтительным отвердитель на основе имидазола, который представляет собой каталитический отвердитель. Отвердитель на основе имидазола, который представляет собой отвердитель каталитического действия, полимеризует первую эпоксидную смолу в ходе прямой каталитической реакции эпоксидных циклов. Поэтому может быть легко повышена твердость отвержденного материала, и тем самым может быть без труда снижен коэффициент трения наружной поверхности 21 покровной ткани 20. В дополнение, количество добавляемого отвердителя на основе имидазола может быть малым. Это малое количество обеспечивает хорошую отверждаемость раствора первой эпоксидной смолы, поскольку еще не отвержденный раствор первой эпоксидной смолы, покрывающий покровную ткань 20, с меньшей вероятностью будет липким после испарения растворителя.
[0041] Хотя это не является конкретно ограниченным, отвержденный материал из первой эпоксидной смолы предпочтительно имеет относительно высокую температуру размягчения, чтобы достигать удовлетворительной износостойкости покровной ткани 20 благодаря сохранению высокой твердости даже при высокой температуре, и тем самым обеспечивать удовлетворительный коэффициент трения зубчатой поверхности. Более конкретно, температура размягчения предпочтительно составляет 110°С или выше. Следует отметить, что температуру размягчения измеряют с использованием термомеханического анализатора «TMA/SS120U» (производства фирмы SII NanoTechnology Inc.), при следующих условиях: диапазон измеряемых температур: от 30°С до 350°С; нагрузка: 100 мН; и скорость повышения температуры: 5°С/минуту.
[0042] Если отвержденный материал из первой эпоксидной смолы является слишком толстым, могут возникать трещины или тому подобные, с которых может начинаться растрескивание зуба. По этой причине количество адгезива (твердого компонента) из раствора первой эпоксидной смолы (то есть, отвержденного материала из первой эпоксидной смолы) относительно площади покровной ткани 20 предпочтительно является относительно малым, и, например, составляет от около 10 до 50 г/м2. Количество адгезива предпочтительно является меньшим, чем 1/2 количества адгезива (твердого компонента) в RFL-составе. В дополнение, покровная ткань 20 обычно представляет собой текстильную ткань, и имеет неровную поверхность вследствие тканевой текстуры. Количество адгезива предпочтительно представляет собой такое количество, которое оставляет неровности на поверхности (наружной поверхности 21) даже после того, как поверхность была покрыта отвержденным материалом. Если наружная поверхность 21, покрытая отвержденным материалом из первой эпоксидной смолы, имеет неровности, которые обусловлены неровностями тканевой текстуры, будет весьма вероятно, что будет предотвращаться возникновение шума, в особенности, когда ремень используют в состоянии, где ремень (покровная ткань 20) не контактирует с маслом.
[0043] Далее на основе Фиг.2 описан способ изготовления зубчатого ремня 10 в этом варианте осуществления. Покровную ткань 20, которая подвергнута обработке RFL-составом и имеет одну поверхность 21' (наружную поверхность 21), покрытую раствором первой эпоксидной смолы, как было описано выше, сначала подвергают предварительному формованию общеизвестным способом с приданием гофрированной формы, имеющей чередующиеся вершинный участок 23 зуба и донный участок 24 зуба.
[0044] Затем на наружную поверхность 22' покровной ткани 20, имеющей гофрированную форму, под давлением приклеивают поверхностный каучуковый лист 18' зуба и сердцевинный каучуковый лист 17', в этом порядке. В результате этого получают обрезиненную покровную ткань 28. В это время поверхностный каучуковый лист 18' зуба и сердцевинный каучуковый лист 17' припрессовывают к покровной ткани 20. Тем самым приклеенные под давлением поверхностный каучуковый лист 18' зуба и сердцевинный каучуковый лист 17' являются относительно толстыми на вершинном участке 23 зуба и относительно тонкими на донном участке 24 зуба.
[0045] После этого обрезиненную покровную ткань 28 наматывают вокруг зубчатой оправки 30. Зубчатая оправка 30 имеет цилиндрическую форму и имеет наружную периферическую поверхность, на которой в чередующемся порядке вдоль окружного направления выполнены углубленные участки 31 и выступающие участки 32. Каждый вершинный участок 23 зуба на обрезиненной покровной ткани 28 расположен внутри соответствующего углубленного участка 31. Следует отметить, что, как правило, каждый вершинный участок 23 зуба на обрезиненной покровной ткани 28 имеет форму, которая не соответствует в точности углубленному участку 31, так что между вершинным участком 23 зуба и углубленным участком 31 существует зазор.
[0046] Затем вокруг сердцевинного каучукового листа 17' спирально наматывают корд 14, и вокруг корда 14 дополнительно наматывают оборотный каучуковый лист 12'. После этого зубчатую оправку 30 помещают в вулканизационную камеру (не иллюстрирована). Следует отметить, что оборотный каучуковый лист 12', сердцевинный каучуковый лист 17' и поверхностный каучуковый лист 18' зуба представляют собой невулканизированные каучуковые листы, которые должны быть преобразованы в оборотную резиновую часть 12, сердцевинную резиновую часть 17 и поверхностную резиновую часть 18 зуба, соответственно, после вулканизации и формования.
[0047] В вулканизационной камере предварительно сформованную обрезиненную покровную ткань 28 и тому подобные, которые намотаны вокруг зубчатой оправки 30, нагревают, например, паром, и спрессовывают снаружи внутрь с помощью вулканизационного мешка или тому подобного, размещенного в вулканизационной камере. В результате вулканизации и нагревания зазоры внутри углубленных участков 31 полностью устраняются, и покровная ткань 20, каучуковые листы 12', 17' и 18' и корд 14 объединяются друг с другом в единое целое вследствие вулканизации каучуковых листов 12', 17' и 18', и тому подобных. Таким образом, получают пластинчатую заготовку ремня. В дополнение, в результате этого нагревания первая эпоксидная смола, нанесенная в виде покрытия на одну поверхность 21' покровной ткани 20, отверждается первым отвердителем, и образуется покрытие из отвержденного материала из первой эпоксидной смолы. Пластинчатую заготовку ремня снимают с зубчатой оправки 30, подвергают шлифованию или тому подобному, насколько это уместно, и затем разрезают на фрагменты, имеющие предварительно заданную ширину. Таким образом, формируют зубчатый ремень 10 (смотри Фиг.1).
[0048] Как было описано выше, в варианте осуществления первого аспекта настоящего изобретения наружную поверхность 21 покровной ткани 20 покрывают отвержденным материалом из первой эпоксидной смолы. Поэтому наружная поверхность 21 имеет благоприятный коэффициент трения даже в высокотемпературных условиях, и может быть повышена износостойкость покровной ткани 20 в среде с высокой температурой. Более того, покрытие покровной ткани 20 отвержденным материалом из первой эпоксидной смолы повышает прочность покровной ткани 20 и сокращает выделение внутреннего тепла вследствие деформации вершинного участка 15 зуба. Соответственно этому, можно получить удовлетворительный срок службы ремня, и, в частности, удовлетворительную долговечность ремня в условиях высокой температуры и высокой нагрузки.
[0049] Кроме того, поскольку наружная поверхность 21 покрыта отвержденным материалом из первой эпоксидной смолы, также возрастает маслостойкость ремня, так что удовлетворительный срок службы ремня 10 может быть достигнут, даже когда ремень 10 используют в вариантах применения, предусматривающих присутствие масла. Кроме того, поскольку отвержденный материал из первой эпоксидной смолы не нанесен на обращенную внутрь поверхностную сторону покровной ткани 20, приклеиваемую к основе 13 ремня, адгезия между основой 13 ремня и покровной тканью 20 не снижается из-за отвержденного материала из первой эпоксидной смолы.
[0050] Следует отметить, что в этом варианте осуществления покровная ткань 20 может быть подвергнута импрегнирующей обработке раствором каучука вместо обработки RFL-составом. Однако, по соображениям адгезии с первой эпоксидной смолой, покровную ткань 20 предпочтительно подвергают обработке RFL-составом.
[0051] В дополнение, раствор первой эпоксидной смолы наносят в виде покрытия на покровную ткань 20 до того, как покровную ткань 20 подвергают предварительному формованию с приданием гофрированной формы. В альтернативном варианте, покрытие из раствора первой эпоксидной смолы может быть нанесено после предварительного формования (например, каучуковые листы наклеивают под давлением на покровную ткань).
[0052] Более того, конструкция зубчатого ремня не ограничивается показанной в Фиг.1. Например, может отсутствовать поверхностная резиновая часть 18 зуба, или адгезивная каучуковая часть или тому подобная, в которую заделан корд 14, может быть размещена между сердцевинной резиновой частью 17 и оборотной резиновой частью 12. В дополнение, покровная ткань 20 не обязательно должна быть подвергнута предварительному формованию. Однако, когда покровная ткань 20 является предварительно отформованной, растянутый участок покровной ткани сокращается во время вулканизации и формования в пресс-форме. Поэтому равномерное нанесение отвержденного материала из первой эпоксидной смолы на покровную ткань 20 может быть выполнено более просто.
[0053] <Вариант осуществления второго аспекта изобретения>
Далее на основе Фигур 3 и 4 описан зубчатый ремень в варианте осуществления второго аспекта настоящего изобретения. Части, одинаковые с таковыми в варианте осуществления первого аспекта настоящего изобретения, обозначены теми же кодовыми номерами позиций.
[0054] Фиг.3 показывает зубчатый ремень в варианте осуществления второго аспекта настоящего изобретения. Зубчатый ремень 10 сформирован с бесконечной формой и используется, например, будучи огибающим ведомый и ведущий шкивы (не иллюстрированы) в двигателе внутреннего сгорания или тому подобном. Зубчатый ремень 10 представляет собой ремень привода газораспределительного механизма, который передает крутящий момент (движущую силу) от ведущего шкива на ведомый шкив с синхронизированной передачей мощности.
[0055] Зубчатый ремень 10 включает основу 13 ремня и корд 14. Основа 13 ремня сформирована из зубчатой резиновой части 11, созданной на одной поверхностной стороне, и оборотной резиновой части 12, созданной на другой поверхностной стороне; зубчатая резиновая часть 11 и оборотная резиновая часть 12 объединены друг с другом. Корд 14 спирально намотан и заделан в пограничную часть между зубчатой резиновой частью 11 и оборотной резиновой частью 12, будучи протяженным в продольном направлении ремня.
[0056] В зубчатой резиновой части 11 на одной поверхностной стороне основы 13 ремня вдоль продольного направления ремня попеременно сформированы вершинный участок 15 зуба и донный участок 16 зуба. Зубчатая резиновая часть 11 включает сердцевинную резиновую часть 17 и поверхностную резиновую часть 18 зуба. Сердцевинная резиновая часть 17, которая заполняет большую долю вершинного участка 15 зуба, наслоена на оборотную резиновую часть 12 и имеет форму, соответствующую форме вершинного участка 15 зуба. Поверхностная резиновая часть 18 зуба, которая является тонкой, наслоена на сердцевинную резиновую часть 17 и размещена на поверхности зубчатой резиновой части 11. Покровная ткань 20, покрывающая зубчатую резиновую часть 11, наклеена на поверхность поверхностной резиновой части 18 зуба (то есть, на одну поверхность основы 13 ремня).
[0057] В сердцевинную резиновую часть 17 введено короткое волокно 25, выполненное из найлонового волокна, волокна из модифицированного найлона, полученного модификацией найлона, арамидного волокна, или тому подобного, и которое имеет длину волокон от около 0,5 до 10,0 мм; тогда как короткое волокно не введено ни в поверхностную резиновую часть 18 зуба, ни в оборотную резиновую часть 12. Вследствие этого модуль упругости сердцевинной резиновой части 17 является более высоким, чем модуль поверхностной резиновой части 18 зуба и оборотной резиновой части 12. Следует отметить, что в сердцевинную резиновую часть 17 предпочтительно вводят арамидное короткое волокно, чтобы дополнительно повысить прочность зубчатой резиновой части 11.
[0058] В сердцевинной резиновой части 17 короткое волокно 25 ориентировано, по существу, по направлению толщины ремня в центральной области вершинного участка 15 зуба. По мере того, как короткое волокно 25 достигает поверхности зуба из центральной области, короткое волокно 25 ориентируется с наклоном относительно направления по толщине таким образом, чтобы проходить вдоль поверхности зуба. Короткое волокно 25 оказывается ориентированным, по существу, вдоль продольного направления ремня вблизи верхней части вершинного участка 15 зуба и вблизи донного участка 16 зуба.
[0059] Поверхностную резиновую часть 18 зуба получают вулканизацией и формованием каучуковой композиции, включающей каучук и разнообразные добавки. Каучуковая композиция включает гидрированный нитрильный каучук (HNBR) в качестве основного компонента каучука и может включать другие каучуковые компоненты, такие как гидрированный карбоксилированный нитрильный каучук (HXNBR) и нитрильный каучук (NBR).
[0060] Каучуковая композиция, используемая для формования поверхностной резиновой части 18 зуба, в дополнение к вышеописанным каучукам в качестве матрицы, может включать карбоксилат металла с α,β-этиленовой ненасыщенностью. Карбоксилат металла с α,β-этиленовой ненасыщенностью может присутствовать, например, в количестве от около 0,2 до 0,4 относительно матрицы (общего веса каучука и карбоксилата металла с α,β-этиленовой ненасыщенностью).
[0061] Карбоксилат металла с α,β-этиленовой ненасыщенностью образуют ионным связыванием карбоновой кислоты с α,β-этиленовой ненасыщенностью с металлом. Например, в качестве карбоновой кислоты с α,β-этиленовой ненасыщенностью используют монокарбоновую кислоту, такую как акриловая кислота или метакриловая кислота, или дикарбоновую кислоту, такую как малеиновая кислота, фумаровая кислота, итаконовая кислота или цитраконовая кислота. Предпочтительно применяют метакриловую кислоту. Например, в качестве металла применяют цинк, магний, кальций, барий, титан, хром, железо, кобальт, никель, алюминий, олово, свинец, или тому подобные, и предпочтительно используют цинк. Таким образом, например, в качестве соли металла применяют диметакрилат цинка.
[0062] Каучуковая композиция, используемая для формования поверхностной резиновой части 18 зуба, предпочтительно дополнительно включает резорцин и производное меламина в качестве внутренних адгезивных реагентов. В данном варианте осуществления эти соединения введены в поверхностную резиновую часть 18 зуба. Поэтому вследствие нагревания во время вулканизации или тому подобного производное меламина и резорцин полимеризуются и образуют сетчатую структуру. В результате этого возрастают прочность на разрыв и тому подобная поверхности зубчатой резиновой части 11. Более того, этим повышается прочность сцепления поверхностной резиновой части 18 зуба с покровной тканью 20, которая была подвергнута импрегнирующей обработке композицией эпоксидно-каучукового обрабатывающего средства, которая описывается далее.
[0063] Производное меламина представляет собой, например, производное меламина, по меньшей мере часть аминогрупп которого является метоксиметилированной. Конкретные примеры используемого производного меламина включают гексаметоксиметилольные производные меламина, такие как гексаметоксиметилолмеламин, олигомерные продукты частичной конденсации его, и их смеси. Производное меламина предпочтительно имеет вязкость при температуре 25°С (согласно стандарту DIN19268) от около 3000 до 8000 мПа∙сек.
[0064] Резорцин вводят в количестве от 0,3 до 8 частей по весу, предпочтительно от 0,5 до 4,5 частей по весу, и более предпочтительно от 1,5 до 3,0 частей по весу, относительно 100 частей по весу матрицы каучуковой композиции. В дополнение, вводимые части (весовые) производного меламина предпочтительно является меньшими, чем части резорцина, и производное меламина вводят в количестве от 0,2 до 5 частей по весу, предпочтительно от 0,3 до 2,7 частей по весу, и более предпочтительно от 0,9 до 1,8 частей по весу, относительно 100 частей по весу матрицы каучуковой композиции. Если введенное количество любого из производного меламина и резорцина превышает вышеописанный диапазон, то прочность на разрыв, сопротивление разрушению и тому подобные проявляют тенденцию к ухудшению. С другой стороны, если введенное количество является меньшим, чем вышеописанный диапазон, затруднительно повысить адгезионную прочность.
[0065] Каучуковая композиция, используемая для формования поверхностной резиновой части 18 зуба, предпочтительно включает кремнезем. В качестве кремнезема применяют оксид кремния в форме тонкодисперсных частиц, порошка или тому подобного. В этом варианте осуществления вода, содержащаяся в кремнеземе, вызывает выделение формальдегида из производного меламина, резорцин полимеризуется с формальдегидом, и производное меламина также полимеризуется. В результате этого получают удовлетворительную адгезивную силу, прочность на разрыв и тому подобные, как было описано выше. Кремнезем присутствует в количестве от 5 до 50 частей по весу, и предпочтительно от 20 до 40 частей по весу, относительно 100 частей по весу матрицы каучуковой композиции.
[0066] Каучуковая композиция, используемая для формования поверхностной резиновой части 18 зуба, дополнительно включает известные добавки для каучука, такие как вулканизирующий агент, пластификатор, смазочное средство и техническая сажа. В этом варианте осуществления в качестве вулканизирующего агента предпочтительно используют вулканизирующий агент на основе органического пероксида.
[0067] Каучуковую композицию, используемую для формования поверхностной резиновой части 18 зуба, получают следующим образом. Во-первых, проводят компаундирование с каучуком добавок, таких как кремнезем для каучуковой композиции, иных, нежели вулканизирующий агент и внутренние адгезивные реагенты (резорцин и производное меламина), предпочтительно при более высокой температуре, чем температура при описываемом ниже первичном компаундировании. Затем добавляют внутренние адгезивные реагенты, и смесь дополнительно компаундируют (первичное компаундирование). В этом первичном компаундировании температура при компаундировании предпочтительно составляет 100°С или выше. Это компаундирование при такой температуре приводит к выделению воды из кремнезема в композицию и облегчает высвобождение формальдегида из производного меламина вышеописанным путем. Далее, к полученной первичным компаундированием смеси добавляют вулканизирующий агент, и образованную смесь компаундируют при более низкой температуре, чем температура вулканизации для вулканизирующего агента (более низкой, чем температура компаундирования при первичном компаундировании). Таким образом, получают каучуковую композицию (вторичное компаундирование). Каучуковой композиции придают форму листа и используют в качестве поверхностного каучукового листа 18' зуба (смотри Фиг.4). Однако способ компаундирования каучука не ограничивается этим методом, и, например, при первичном компаундировании или вторичном компаундировании могут быть введены иные добавки, нежели вулканизирующий агент, насколько это уместно.
[0068] Сердцевинную резиновую часть 17 формируют из каучуковой композиции, которая не включает вышеописанные резорцин или производное меламина, но содержит короткое волокно 25. Прочие компоненты сердцевинной резиновой части 17 могут быть такими же, как компоненты поверхностной резиновой части 18 зуба. Кроме того, каучуковая композиция сердцевинной резиновой части 17 предпочтительно выполнена главным образом из HNBR, как в случае поверхностной резиновой части 18 зуба. Однако, разумеется, каучуковый компонент сердцевинной резиновой части 17 может включать другие каучуковые компоненты, такие как HXNBR и NBR.
[0069] Что касается оборотной резиновой части 12, то может быть применен каучук, используемый для оборотной резиновой части общеизвестного зубчатого ремня, и оборотная резиновая часть 12 предпочтительно не содержит короткого волокна. В дополнение, каучук, используемый для оборотной резиновой части 12, предпочтительно выполнен главным образом из HNBR, как в случае зубчатой резиновой части 11, и при необходимости может включать прочие каучуковые компоненты.
[0070] Хотя это не является конкретно ограниченным, покровная ткань 20, например, представляет собой текстильную ткань, включающую первые нити (например, уточные нити), протяженные вдоль продольного направления ремня, и вторые нити (например, нити основы), протяженные вдоль направления ширины ремня; причем первые нити и вторые нити являются переплетенными. Например, в покровной ткани 20 первые нити составлены эластичными волокнами, и вторые нити составлены неэластичными волокнами. Таким образом, покровная ткань 20 является эластичной в продольном направлении ремня, и более легко формуется в гофрированную конфигурацию при предварительном формовании. В этом варианте осуществления по меньшей мере часть волокна, составляющего покровную ткань 20, предпочтительно представляет собой арамидное волокно для повышения прочности поверхности ремня, и, например, по меньшей мере некоторые из первых нитей предпочтительно составлены арамидным волокном.
[0071] Покровную ткань 20 подвергают импрегнирующей обработке обрабатывающей жидкостью, полученной разбавлением композиции эпоксидно-каучукового обрабатывающего средства жидким разбавителем (растворителем); композиция эпоксидно-каучукового обрабатывающего средства включает вторую эпоксидную смолу (форполимер), второй отвердитель для отверждения второй эпоксидной смолы и каучуковый компонент. Каучуковый компонент, входящий в состав композиции обрабатывающего средства, предпочтительно представляет собой латекс. Растворителем, используемым для разбавления композиции обрабатывающего средства, предпочтительно является вода. Однако разбавляющий растворитель может быть органическим растворителем, таким как толуол, МЕК (метилэтилкетон), или тому подобным, и обрабатывающая жидкость может представлять собой жидкость, полученную разбавлением композиции эпоксидно-каучукового обрабатывающего средства органическим растворителем; где композиция эпоксидно-каучукового обрабатывающего средства включает невулканизированный каучуковый полимер, вторую эпоксидную смолу и второй отвердитель. В дополнение, композиция эпоксидно-каучукового обрабатывающего средства может включать вулканизирующий агент для вулканизации каучукового компонента, содержащегося в композиции. Когда покровную ткань подвергают импрегнирующей обработке обрабатывающей жидкостью, включающей вулканизирующий агент, каучуковый компонент подвергается вулканизации действием вулканизирующего агента при нагревании во время вулканизации каучука, которая описывается далее. Поэтому может быть дополнительно повышена устойчивость к набуханию в масле и термостойкость покровной ткани.
[0072] Импрегнирующую обработку проводят, например, в стадиях, в которых погружают покровную ткань в обрабатывающую жидкость и затем высушивают покровную ткань при нагревании для испарения растворителя, такого как вода. Нагревание предпочтительно проводят при относительно высокой температуре в течение короткого периода времени, чтобы перевести растворитель в газообразное состояния, в то же время ограничивая, насколько это возможно, отверждение второй эпоксидной смолы во время высушивания при нагревании. Например, здесь нагревание проводят при более высокой температуре, чем температура нагревания для вулканизации, описываемой далее. Вторая эпоксидная смола, прилипшая к покровной ткани 20, представляет собой термореактивную эпоксидную смолу, которая отверждается отвердителем при нагревании во время вулканизации каучука, описываемой позже. Таким образом, на поверхности покровной ткани 20 формируется покрытие из отвержденного материала из второй эпоксидной смолы и каучукового компонента, такого как латекс.
[0073] Примеры второй эпоксидной смолы, содержащейся в композиции эпоксидно-каучукового обрабатывающего средства, включают эпоксидную смолу на основе бисфенола А, эпоксидную смолу на основе бисфенола F, эпоксидную смолу новолачного типа, эпоксидную смолу бифенильного типа, эпоксидную смолу феноксильного типа, алифатическую эпоксидную смолу, и тому подобные. Могут быть использованы одна из этих вторых эпоксидных смол по отдельности, или комбинация двух или более из них. Следует отметить, что вторая эпоксидная смола предпочтительно имеет среднечисленную молекулярную массу на уровне 300 или выше. Здесь среднечисленная молекулярная масса представляет значение, измеренное с помощью гель-проникающей хроматографии (GPC) и приведенное к значению для полистирола.
[0074] Когда растворитель для разбавления композиции эпоксидно-каучукового обрабатывающего средства представляет собой воду, вторая эпоксидная смола предпочтительно является водорастворимой. В этом случае вторая эпоксидная смола растворяется в обрабатывающей жидкости, так что достигается благоприятная технологичность обрабатывающей жидкости, которая облегчает формирование однородного покрытия. Например, среди вторых эпоксидных смол, приведенных выше в качестве примеров, алифатическая эпоксидная смола часто является водорастворимой, и, как правило, растворяется в обрабатывающей жидкости, которая включает воду в качестве растворителя.
[0075] Между тем, алифатическая эпоксидная смола упрощает получение надлежащей твердости покрытия из отвержденного материала и, тем самым, обеспечивает возможность простого повышения долговечности ремня, в то же время усиливая адгезию с зубчатой резиновой частью. Примеры алифатической эпоксидной смолы включают алифатические эпоксидные смолы на основе полиглицерина, такие как полиглицидиловые простые эфиры полиглицерина. Более того, вторая эпоксидная смола предпочтительно имеет три или более функциональных групп (эпоксидных групп), так что при отверждении с помощью второго отвердителя может быть сформирована сетчатая структура.
[0076] Весовое отношение (весовое отношение твердого компонента) второй эпоксидной смолы к каучуковому компоненту в композиции эпоксидно-каучукового обрабатывающего средства составляет, например, от 9:1 до 1:9, и предпочтительно от 7:3 до 3:7, в терминах «вторая эпоксидная смола:каучуковый компонент». Кроме того, например, когда вторая эпоксидная смола относится к вышеописанному алифатическому типу, введенное весовое количество второй эпоксидной смолы предпочтительно является не меньшим, чем введенное весовое количество каучукового компонента, чтобы получить надлежащую твердость покровной ткани 20 и удовлетворительные характеристики адгезии. С другой стороны, когда вторая эпоксидная смола относится к ароматическому типу, такому как новолачный тип, покровная ткань 20 склонна быть жесткой при малом количестве второй эпоксидной смолы. Поэтому для получения надлежащей твердости покрытия и удовлетворительных характеристик его адгезии введенное весовое количество второй эпоксидной смолы предпочтительно составляет не больше, чем введенное весовое количество каучукового компонента.
[0077] Второй отвердитель, входящий в состав композиции эпоксидно-каучукового обрабатывающего средства, может быть любым в такой мере, насколько может быть отверждена вторая эпоксидная смола. Например, предпочтительно используют отвердитель на основе имидазола, который представляет собой отвердитель каталитического действия. Каталитический отвердитель полимеризует вторую эпоксидную смолу в результате прямой каталитической реакции эпоксидных циклов. В дополнение, второй отвердитель предпочтительно является растворимым в воде и растворяется в обрабатывающей жидкости, как в случае второй эпоксидной смолы.
[0078] В дополнение, хотя каучуковый компонент, содержащийся в композиции эпоксидно-каучукового обрабатывающего средства, не является конкретно ограниченным, предпочтительно используются NBR, HNBR или HXNBR в качестве каучукового компонента, чтобы усилить адгезию с поверхностной резиновой частью 18 зуба, состоящей из HNBR. Другими словами, предпочтительно применяются NBR-латекс, HNBR-латекс или HXNBR-латекс.
[0079] Кроме того, хотя вулканизирующий агент для вулканизации каучукового компонента, содержащегося в композиции эпоксидно-каучукового обрабатывающего средства, не является конкретно ограниченным, в качестве вулканизирующего агента предпочтительно используют вулканизирующий агент на основе амина, пероксидный вулканизирующий агент или вулканизирующий агент на основе серы, чтобы повысить устойчивость к набуханию в масле и термостойкость покровной ткани.
[0080] В дополнение, удельный вес адгезива (твердого компонента) эпоксидно-каучукового обрабатывающего средства относительно площади покровной ткани 20 составляет, например, от 5 до 200 г/м2, и предпочтительно от 20 до 100 г/м2. Удельный вес адгезива менее 5 г/м2 дает плохие результаты в плане улучшения технических характеристик ремня в отношении водостойкости, термостойкости и маслостойкости. Количество адгезива, превышающее 200 г/м2, приводит к чрезмерной жесткости покровной ткани, которая обусловливает образование трещин в ткани и ухудшение характеристик изгибания корда.
[0081] Далее на основе Фиг.4 описан способ изготовления зубчатого ремня 10 в этом варианте осуществления. Покровную ткань 20, подвергнутую импрегнирующей обработке композицией эпоксидно-каучукового обрабатывающего средства, как описано выше, сначала подвергают предварительному формованию общеизвестным способом с приданием гофрированной формы, имеющей чередующиеся вершинный участок 23 зуба и донный участок 24 зуба.
[0082] Затем на одну поверхность 22' покровной ткани 20, имеющей гофрированную форму, под давлением приклеивают поверхностный каучуковый лист 18' зуба и сердцевинный каучуковый лист 17', в этом порядке. В результате этого получают обрезиненную покровную ткань 28. В это время поверхностный каучуковый лист 18' зуба и сердцевинный каучуковый лист 17' припрессовывают к покровной ткани 20. Тем самым приклеенные под давлением поверхностный каучуковый лист 18' зуба и сердцевинный каучуковый лист 17' являются относительно толстыми на вершинном участке 23 зуба, и относительно тонкими на донном участке 24 зуба. Следует отметить, что короткое волокно 25, содержащееся в сердцевинном каучуковом листе 17', которое было введено вдоль продольного направления, надлежащим образом наклоняется во время приклеивания под давлением, как видно в Фиг.2, и ориентировано, по существу, таким же образом, как короткое волокно в зубчатом ремне 10.
[0083] После этого обрезиненную покровную ткань 28 наматывают вокруг зубчатой оправки 30. Зубчатая оправка 30 имеет цилиндрическую форму с наружной периферической поверхностью, на которой в чередующемся порядке вдоль окружного направления выполнены углубленные участки 31 и выступающие участки 32. Каждый вершинный участок 23 зуба на обрезиненной покровной ткани 28 расположен внутри соответствующего углубленного участка 31. Следует отметить, что, как правило, каждый вершинный участок 23 зуба на обрезиненной покровной ткани 28 имеет форму, которая не соответствует в точности углубленному участку 31, так что между вершинным участком 23 зуба и углубленным участком 31 существует зазор.
[0084] Затем вокруг сердцевинного каучукового листа 17' спирально наматывают корд 14, и вокруг корда 14 дополнительно наматывают оборотный каучуковый лист 12'. После этого зубчатую оправку 30 помещают в вулканизационную камеру (не иллюстрирована). Следует отметить, что оборотный каучуковый лист 12', сердцевинный каучуковый лист 17' и поверхностный каучуковый лист 18' зуба представляют собой невулканизированные каучуковые листы, которые должны быть преобразованы в оборотную резиновую часть 12, сердцевинную резиновую часть 17 и поверхностную резиновую часть 18 зуба, соответственно, после вулканизации и формования.
[0085] В вулканизационной камере обрезиненную покровную ткань 28 и тому подобные, которые намотаны вокруг зубчатой оправки 30, нагревают, например, паром, и спрессовывают снаружи внутрь с помощью вулканизационного мешка или тому подобного, размещенного в вулканизационной камере. В результате вулканизации и нагревания зазоры внутри углубленных участков 31 полностью устраняются, и покровная ткань 20, каучуковые листы 12', 17' и 18' и корд 14 объединяются друг с другом в единое целое вследствие вулканизации каучуковых листов 12', 17' и 18', и тому подобных. Таким образом, получают пластинчатую заготовку ремня. В дополнение, в результате этого нагревания, вторая эпоксидная смола (форполимер) в композиции эпоксидно-каучукового обрабатывающего средства, приклеенная к покровной ткани 20, отверждается вторым отвердителем, и каучуковый компонент в ней предпочтительно подвергается вулканизации действием вулканизирующего агента в композиции. Таким образом, покровная ткань 20 покрывается отвержденным материалом из второй эпоксидной смолы и вулканизированного каучукового компонента. Пластинчатую заготовку ремня снимают с зубчатой оправки 30, подвергают шлифованию или тому подобному, насколько это уместно, и затем разрезают на фрагменты, имеющие предварительно заданную ширину. Таким образом, получают зубчатый ремень 10 (смотри Фиг.3).
[0086] Как было описано выше, в варианте осуществления второго аспекта настоящего изобретения покровную ткань 20 покрывают композицией из второй эпоксидной смолы и каучукового компонента, так что повышаются водостойкость, термостойкость, маслостойкость и износостойкость покровной ткани. Поэтому зубчатый ремень имеет удовлетворительную долговечность, даже когда используется в условиях высокой температуры и высокой нагрузки, или в водной или масляной среде. В дополнение, в поверхностную резиновую часть 18 зуба, к которой приклеивают покровную ткань 20, введены предварительно заданные внутренние адгезивные реагенты. Поэтому дополнительно повышается прочность сцепления зубчатой резиновой части 11 с покровной тканью 20, покрытой второй эпоксидной смолой и каучуковым компонентом, и дополнительно улучшается долговечность ремня.
[0087] Следует отметить, что в этом варианте осуществления наружная поверхность 21 покровной ткани 20, то есть, поверхность на стороне, противоположной относительно поверхности, которая приклеена к поверхностной резиновой части 18 зуба, может быть дополнительно покрыта отвержденным материалом из третьей эпоксидной смолы, как показано ниже.
[0088] Покрытие из отвержденного материала из третьей эпоксидной смолы формируют следующим образом. Более конкретно, жидкую третью эпоксидную смолу, полученную разбавлением третьей эпоксидной смолы (форполимера) и третьего отвердителя растворителем или тому подобным, наносят в виде покрытия на наружную поверхность покровной ткани 20. Затем третью эпоксидную смолу отверждают при нагревании в вышеописанном процессе вулканизационного формования. Растворитель, содержащийся в жидкой третьей эпоксидной смоле, нанесенной в виде покрытия на покровную ткань 20, предпочтительно испаряют перед вулканизацией путем естественного высушивания или тому подобного. Следует отметить, что жидкую третью эпоксидную смолу наносят в виде покрытия на покровную ткань, которая уже была подвергнута импрегнирующей обработке вышеописанной композицией эпоксидно-каучукового обрабатывающего средства.
[0089] Примеры третьей эпоксидной смолы включают эпоксидную смолу на основе бисфенола А, эпоксидную смолу на основе бисфенола F, эпоксидную смолу новолачного типа, эпоксидную смолу бифенильного типа, эпоксидную смолу феноксильного типа, алифатическую эпоксидную смолу, и тому подобные. Могут быть использованы одна из этих третьих эпоксидных смол по отдельности или комбинация двух или более из них. Среди этих эпоксидных смол в качестве третьей эпоксидной смолы предпочтительны эпоксидная смола на основе бисфенола А или эпоксидная смола новолачного типа.
[0090] Третья эпоксидная смола (форполимер) предпочтительно относится к так называемому твердому типу с более высокой температурой плавления, чем нормальная температура (25°С). Применение смолы твердого типа обеспечивает хорошие технологические свойства жидкой третьей эпоксидной смолы, поскольку жидкая третья эпоксидная смола, нанесенная в виде покрытия на еще не отвержденную покровную ткань 20, с меньшей вероятностью будет липкой после испарения растворителя. Однако температура плавления третьей эпоксидной смолы предпочтительно является более низкой, чем температура нагревания во время вулканизации, поскольку отверждение третьей эпоксидной смолы является затруднительным, когда она не расплавлена.
[0091] В дополнение, для получения удовлетворительной термостойкости отвержденного материала из третьей эпоксидной смолы, эпоксидный эквивалент третьей эпоксидной смолы согласно Японскому промышленному стандарту JIS K 7236 предпочтительно составляет от 100 до 7000 г/экв, и более предпочтительно от 150 до 5000 г/экв.
[0092] Третью эпоксидную смолу отверждают с помощью третьего отвердителя. Примеры третьего отвердителя включают отвердитель на основе амина, отвердитель на основе ангидрида кислоты, отвердитель на основе фенольного новолака, отвердитель на основе имидазола, отвердитель на основе дициандиамида, и тому подобные. Могут быть использованы один из этих третьих отвердителей по отдельности, или же комбинация двух или более из них.
[0093] Из этих отвердителей в качестве третьего отвердителя является предпочтительным отвердитель на основе имидазола, который представляет собой каталитический отвердитель. Отвердитель на основе имидазола, который представляет собой отвердитель каталитического действия, полимеризует эпоксидную смолу в ходе прямой каталитической реакции эпоксидных циклов. Поэтому может быть легко повышена твердость отвержденного материала, и тем самым может быть без труда снижен коэффициент трения наружной поверхности 21 покровной ткани 20. В дополнение, количество добавляемого отвердителя на основе имидазола может быть малым. Это малое количество обеспечивает хорошую отверждаемость жидкой третьей эпоксидной смолы, поскольку жидкая эпоксидная смола, нанесенная в виде покрытия на еще не отвержденную покровную ткань 20, с меньшей вероятностью будет липкой после испарения растворителя.
[0094] Хотя это не является конкретно ограниченным, отвержденный материал из третьей эпоксидной смолы предпочтительно имеет относительно высокую температуру размягчения, чтобы достигать удовлетворительной износостойкости покровной ткани 20 благодаря сохранению высокой твердости даже при высокой температуре, и тем самым обеспечивать удовлетворительный коэффициент трения зубчатой поверхности. Более конкретно, температура размягчения предпочтительно составляет 110°С или выше. Следует отметить, что температуру размягчения измеряют с использованием термомеханического анализатора «TMA/SS120U» (производства фирмы SII NanoTechnology Inc.), при следующих условиях: диапазон измеряемых температур: от 30°С до 350°С; нагрузка: 100 мН; и скорость повышения температуры: 5°С/минуту.
[0095] Если отвержденный материал из третьей эпоксидной смолы является слишком толстым, могут возникать трещины или тому подобные, с которых может начинаться растрескивание зуба. По этой причине количество адгезива (твердого компонента) из жидкой третьей эпоксидной смолы (то есть, отвержденного материала из третьей эпоксидной смолы) относительно площади покровной ткани 20 предпочтительно является относительно малым, например, от около 10 до 50 г/м2. В дополнение, покровная ткань 20 обычно представляет собой текстильную ткань, и имеет неровную поверхность вследствие тканевой текстуры. Количество адгезива предпочтительно представляет собой такое количество, которое оставляет неровности на поверхности (наружной поверхности 21) даже после того, как поверхность была покрыта отвержденным материалом. Если наружная поверхность 21, покрытая отвержденным материалом из третьей эпоксидной смолы, имеет неровности, которые обусловлены неровностями тканевой текстуры, будет весьма вероятно, что может быть предотвращено возникновение шума во время работы, в особенности, когда ремень используют в состоянии, где ремень (покровная ткань 20) не контактирует с маслом.
[0096] Как было описано выше, в этом варианте осуществления наружную поверхность 21 покровной ткани 20 покрывают отвержденным материалом из третьей эпоксидной смолы. В этом случае наружная поверхность 21 имеет благоприятный коэффициент трения даже в условиях высокой температуры, и может быть повышена износостойкость покровной ткани 20 в высокотемпературной среде. Более того, покрытие из отвержденного материала на основе третьей эпоксидной смолы повышает прочность покровной ткани 20 и снижает внутреннее тепло, выделяющееся при деформации вершинного участка 15 зуба. Соответственно этому, можно дополнительно улучшить долговечность ремня, в частности, в высокотемпературной среде при высокой нагрузке.
[0097] Кроме того, поскольку наружная поверхность 21 покрыта отвержденным материалом из третьей эпоксидной смолы, также повышается маслостойкость ремня, так что может быть дополнительно увеличена долговечность ремня 10, когда ремень 10 работает в присутствии масла. Кроме того, поскольку отвержденный материал из третьей эпоксидной смолы не наносят на внутреннюю поверхностную сторону покровной ткани 20, приклеиваемую к основе 13 ремня, адгезия между основой 13 ремня и покровной тканью 20 не снижается из-за отвержденного материала из третьей эпоксидной смолы. С другой стороны, жидкую третью эпоксидную смолу наносят на покровную ткань 20, подвергнутую импрегнирующей обработке композицией эпоксидно-каучукового обрабатывающего средства. Поэтому адгезия покрытия из отвержденного материала из третьей эпоксидной смолы к покровной ткани 20 склонна быть удовлетворительной.
[0098] В дополнение, конструкция зубчатого ремня 10 в этом варианте осуществления не ограничивается показанной в Фиг.3. Например, короткое волокно также может быть введено в поверхностную резиновую часть 18 зуба, или короткое волокно не обязательно должно быть введено в сердцевинную резиновую часть 17.
[0099] Более того, может отсутствовать поверхностная резиновая часть 18 зуба, и зубчатая резиновая часть может быть сформирована только из сердцевинной резиновой части 17. Однако в этом случае является предпочтительным, чтобы в сердцевинную резиновую часть 17 были введены вышеописанные внутренние адгезивные реагенты (резорцин и производное меламина). Разумеется, два вышеописанных внутренних адгезивных реагента не обязательно должны быть введены в поверхностную резиновую часть 18 зуба или в сердцевинную резиновую часть 17, приклеенную к покровной ткани.
[0100] Более того, адгезивная каучуковая часть или тому подобная, в которую заделан корд 14, может быть размещена между сердцевинной резиновой частью 17 и оборотной резиновой частью 12. В дополнение, покровная ткань 20 не обязательно должна быть подвергнута предварительному формованию.
[0101] Следует отметить, что вышеописанный вариант осуществления резиновой части, в каждом случае составленной из сердцевинной резиновой части 17, поверхностной резиновой части 18 зуба и оборотной резиновой частью 12, может включать такие каучуковые компоненты, как EPDM (этилен-пропилен-диеновый сополимер), иные, нежели описанные выше HNBR, NBR и HXNBR, или может включать иной каучуковый компонент, нежели HNBR, в качестве основного компонента.
Примеры
[0102] Далее ниже описаны конкретные примеры первого и второго аспектов настоящего изобретения. Однако первый и второй аспекты настоящего изобретения не ограничены показанными ниже примерами.
[0103] Сначала показаны примеры варианта осуществления первого аспекта настоящего изобретения.
[Пример 1]
Во-первых, в качестве покровной ткани приготовили текстильную ткань, в которой нити основы и уточные нити переплетены в 2/2-диагональном переплетении. Нити основы были неэластичными нитями, составленными из нитей найлоновой пряжи с линейной плотностью 110 децитекс (dtex). Уточные нити представляли собой эластичные нити, состоящие из композитной пряжи, в которой промежуточные нити, выполненные из пряжи пара-арамидного волокна с линейной плотностью 220 децитекс (наименование изделия: Technora), были намотаны вокруг сердцевинных нитей, выполненных из эластичной уретановой пряжи с линейной плотностью 470 децитекс, и покровные нити, сделанные из найлонового волокна с линейной плотностью 110 децитекс, были дополнительно намотаны вокруг промежуточных нитей. В описываемой позже стадии нити основы были размещены протяженными вдоль направления ширины ремня, и уточные нити были протяженными вдоль продольного направления ремня.
[0104] Обработку RFL-составом проводили в стадиях, в которых покровную ткань погружали в жидкий обрабатывающий RFL-состав [отношение «резорцин-формальдегидная смола (RF)/латекс» (весовое отношение) = 1/6, латексный компонент: HNBR-латекс], и затем высушивали покровную ткань (при температуре 160°С в течение 5 минут). Количество адгезива (твердого компонента) в RFL-составе относительно площади покровной ткани составляло 80 г/м2.
[0105] Далее приготовили жидкую эпоксидную смолу в стадии, в которой дополнительно добавили 3 части по весу отвердителя на основе имидазола на 100 частей по весу эпоксидной смолы новолачного типа (эпоксидный эквивалент: 210 г/экв), которая была разбавлена 500 частями по весу МЕК (метилэтилкетона). Жидкую эпоксидную смолу нанесли методом воздушно-распылительного покрытия на поверхность покровной ткани, подвергнутой обработке RFL-составом, таким образом, что было достигнуто количество адгезива (твердого компонента) 20 г/м2. После этого покровную ткань оставили для высыхания при нормальной температуре (25°С), чтобы МЕК мог испариться.
[0106] Затем в качестве поверхностного каучукового листа зуба и оборотного каучукового листа приготовили листы из невулканизированного каучука, сформированные из HNBR, которые не содержали короткого волокна. В дополнение, в качестве сердцевинного каучукового листа приготовили невулканизированный каучук, выполненный из HNBR, содержащий 4 части по весу арамидного короткого волокна на 100 частей по весу каучукового компонента. Затем провели предварительное формование покровной ткани с приданием гофрированной формы, и наклеили под давлением поверхностный каучуковый лист зуба и сердцевинный каучуковый лист, в этом порядке, на другую поверхность покровной ткани, которая представляет собой поверхность без покрытия из жидкой эпоксидной смолы. Таким образом, получили обрезиненную предварительно отформованную покровную ткань.
[0107] После этого обрезиненную предварительно отформованную покровную ткань, корд, выполненный из стеклянной нити, и оборотный каучуковый лист намотали вокруг зубчатой оправки. Затем провели формование этих материалов в вулканизационной камере при температуре 150°С под предварительно заданным давлением в течение 20 минут. Таким образом, получили пластинчатую заготовку зубчатого ремня с профилем зуба типа RU. В Примере 1 отвержденный материал из эпоксидной смолы, нанесенный в виде покрытия на одну поверхность (наружную поверхность) покровной ткани, имел температуру размягчения 150°С.
[0108]
[Пример 2]
Пример 2 был выполнен таким же образом, как Пример 1, за исключением того, что использованная жидкая эпоксидная смола представляла собой жидкую эпоксидную смолу, полученную в стадии, в которой дополнительно добавили 3 части по весу отвердителя на основе имидазола к 100 частям по весу эпоксидной смолы на основе бисфенола А (эпоксидный эквивалент: 900 г/экв), которая была разбавлена 500 частями по весу растворителя МЕК. В Примере 2 отвержденный материал из эпоксидной смолы, покрывающий одну поверхность (наружную поверхность) покровной ткани, имел температуру размягчения 100°С.
[0109]
[Сравнительный пример 1]
Сравнительный пример 1 был выполнен таким же образом, как Пример 1, за исключением того, что жидкую эпоксидную смолу не наносили в виде покрытия на покровную ткань.
[0110]
[Коэффициент трения зубчатой поверхности ремня]
Из ремня, имеющего ширину 19 мм, в каждом из Примеров 1 и 2 и Сравнительном примере 1 вырезали участок, соответствующий одиночному зубу. Участок с одиночным зубом разместили на фрикционном материале из нержавеющей стали таким образом, что верхний участок зуба был в контакте с фрикционным материалом. Затем измерили коэффициент кинетического трения перемещением фрикционного материала на 30 мм в продольном направлении ремня со скоростью 10 мм/секунду под нагрузкой 500 г, приложенной к участку ремня с одиночным зубом. Коэффициент кинетического трения измеряли с помощью установки для измерения коэффициента трения [тип HEIDON: 14FW (производства фирмы Shinto Scientific Co., Ltd.)] при температуре окружающей среды 25°С (нормальное состояние) и при температуре окружающей среды 120°С (горячее состояние). Фиг.5 показывает результаты измерения.
[0111]
[Испытание в системе привода]
Фиг.6 представляет один пример компоновки системы привода, используемой в двигателе внутреннего сгорания. Зубчатые ремни, имеющие ширину 16 мм, полученные из пластинчатых заготовок ремня согласно Примерам 1 и 2 и Сравнительному примеру 1, были подвергнуты испытанию на долговечность с использованием этой системы привода. Система 40 привода имела зубчатый ведущий шкив 41, который был соединен с коленчатым валом, и который имел 20 зубьев и диаметр 60 мм, зубчатые ведомые шкивы 42 и 43, которые были соединены с кулачковыми распределительными валами, и каждый из которых имел по 40 зубьев и диаметр 121 мм, и плоский натяжной шкив 44, имеющий диаметр 80 мм. Зубчатый ремень 10 был петлеобразно пропущен вокруг шкивов 41-43. В состоянии, в котором натяжение было приложено к зубчатому ремню 10 с наружной периферийной стороны с помощью натяжного шкива 44 на сторону сбегания ремня, зубчатый ремень 10 работал при скорости 4000 об/мин с нагрузкой на одиночный зуб 8,4 Н/мм. Испытание проводили при температуре окружающей среды 120°С, и время работы, истекшее до разрушения ремня, измеряли как продолжительность срока службы. Фиг.7 показывает результаты измерения.
[0112]
[Испытание с использованием ServoPulser]
Долговечность ремней из Примера 1 и Сравнительного примера 1 также была оценена на основе испытания с использованием установки ServoPulser. Испытание проводили с помощью испытательной установки 74 ServoPulser, показанной в Фиг.8. Испытательная установка 74 ServoPulser включала металлическую обойму 75, имеющую неровную форму, соответствующую форме зубьев зубчатого ремня, и зажим 77. Для оценочного испытания из каждой из пластинчатых заготовок ремней отобрали зубчатый ремень, имеющий 10 зубьев и ширину 20 мм, использованный в качестве испытательного образца 76. Испытательный образец 76 разместили протяженным по вертикальному направлению. Верхний конец испытательного образца 76 закрепили неподвижно, и одиночный зуб 76а на нижнем конце испытательного образца 76 ввели в зацепление с соответствующим контуром металлической обоймы 75. Затем металлическую обойму 75 и нижний конец испытательного образца 76 сэндвичеобразно прижали друг к другу и закрепили зажимом 77 с левой и правой стороны.
[0113] По направлению вниз к зажиму 77, сэндвичеобразно скрепляющему металлическую обойму 75 и испытательный образец 76, прилагали синусоидальную нагрузку, периодически варьирующую от 0 до предварительно заданной нагрузки. Частота синусоидальной волны составляла 1 Гц. В этом испытании, которое проводили при температуре окружающей среды 120°С, отсчитывали число циклов синусоидальной волны до разрушения одиночного зуба 76а. Фиг.9 показывает результаты испытания, в которой горизонтальная ось представляет число циклов приложенной нагрузки до разрушения одиночного зуба 76а и время до разрушения, и вертикальная ось представляет предварительно заданные нагрузки.
[0114]
[Потери на гистерезис]
Как для Примера 1 и Сравнительного примера 1, прилагали синусоидальную нагрузку, периодически варьирующую от 0 до 13 Н/мм при температуре окружающей среды 120°С в течение 1 часа (3600 циклов), таким же образом, как в испытании с использованием установки ServoPulser. После этого измерили напряжение и деформацию в одиночном цикле. Фиг.10 показывает кривые зависимости деформации от напряжения, демонстрирующие потери на гистерезис в этом измерении.
[0115] Как очевидно из вышеописанных результатов, коэффициент трения в Сравнительном примере 1 был относительно низким и имел удовлетворительное значение при нормальной температуре. Однако коэффициент трения возрастал в условиях высокой температуры, и не удерживался на уровне удовлетворительного значения. Напротив, представляется, что износостойкость для каждого из Примеров 1 и 2 повысилась по сравнению с характеристикой для Сравнительного примера 1, поскольку коэффициент трения в каждом из Примеров 1 и 2 был относительно низким не только при нормальной температуре, но и в условиях высокой температуры. В дополнение, потери на гистерезис в Примере 1 в высокотемпературной среде были меньшими, чем в Сравнительном примере 1, и может быть понятным, что генерирование теплоты и тому подобное вследствие деформации зуба были снижены. Более того, как очевидно из результатов испытания с использованием установки ServoPulser и испытания на долговечность, ремень в каждом из Примеров 1 и 2 имел более длительный срок службы в высокотемпературной среде и при высокой нагрузке.
[0116]
[Испытание с погружением листа]
Лист из отвержденного материала на основе жидкой эпоксидной смолы согласно Примеру 1 (отвержденного при температуре 150°С в течение 20 минут) выдерживали погруженным в масло (IRM903) при температуре 140°С в течение 72 часов в соответствии со стандартом JIS К 6258. Изменение объема отвержденного материала в процентном отношении составило +0,3%. Следует отметить, что такому же испытанию для сравнения были подвергнуты каучук HNBR и фторкаучук. В результате изменения их объема в процентном отношении составили +8% и +1%, соответственно. Может быть понятным, что отвержденный материал из эпоксидной смолы согласно Примеру 1 был устойчив к набуханию в масле и имел удовлетворительную маслостойкость.
[0117] Далее показаны примеры, соответствующие варианту осуществления второго аспекта настоящего изобретения.
[Пример 3]
Во-первых, в качестве покровной ткани приготовили текстильную ткань, в которой нити основы и уточные нити переплетены в 2/2-диагональном переплетении. Нити основы были неэластичными нитями, составленными из нитей найлоновой пряжи с линейной плотностью 110 децитекс. Уточные нити представляли собой эластичные нити, состоящие из композитной пряжи, в которой промежуточные нити, выполненные из пряжи пара-арамидного волокна с линейной плотностью 220 децитекс (наименование изделия: Technora), были намотаны вокруг сердцевинных нитей, выполненных из эластичной уретановой пряжи с линейной плотностью 470 децитекс, и покровные нити, сделанные из найлонового волокна с линейной плотностью 110 децитекс, были дополнительно намотаны вокруг промежуточных нитей. В описываемой позже стадии нити основы были размещены протяженными вдоль направления ширины ремня, и уточные нити были протяженными вдоль продольного направления ремня.
[0118] В дополнение, приготовили раствор композиции эпоксидно-каучукового обрабатывающего средства следующим образом. Более конкретно, смешали друг с другом 70 частей по весу (в расчете на твердый компонент) полиглицидилового простого эфира полиглицерина (наименование продукта: DENACOL EX-521, производства фирмы Nagase ChemteX Corporation) в качестве эпоксидной смолы, 3,5 части по весу (в расчете на твердый компонент) 2-этил-4-метилимидазола в качестве отвердителя, и 30 частей по весу (в расчете на твердый компонент) NBR-латекса, и смесь разбавили водой таким образом, что была достигнута концентрация твердого компонента 14% по весу. Покровную ткань погрузили в этот раствор, и затем высушили при температуре 180°С в течение 5 минут таким образом, что композиция эпоксидно-каучукового обрабатывающего средства налипла на покровную ткань. Количество адгезива (твердого компонента) композиции эпоксидно-каучукового обрабатывающего средства относительно площади покровной ткани составляло 40 г/м2.
[0119] Затем в качестве поверхностного каучукового листа зуба приготовили каучуковый лист, выполненный из каучуковой композиции, имеющей показанный в Таблице 1 состав. В дополнение, в качестве сердцевинного каучукового листа приготовили невулканизированный каучук, выполненный из HNBR, содержащий 12 частей по весу арамидного короткого волокна, имеющего длину волокон 1 мм, относительно 100 частей по весу каучукового компонента. Затем покровную ткань, подвергнутую импрегнирующей обработке композицией эпоксидно-каучукового обрабатывающего средства, как описано выше, предварительно отформовали с приданием гофрированной формы. После этого наклеили под давлением поверхностный каучуковый лист зуба и сердцевинный каучуковый лист, в этом порядке, на одну поверхность покровной ткани. Таким образом, получили обрезиненную предварительно отформованную покровную ткань.
[0120]
*2 Использовали HNBR с процентным уровнем гидрирования 96%.
*3 В качестве производного меламина применяли олигомер, который имел вязкость при температуре 25°С (в соответствии со стандартом DIN 19268) 5500 мПа∙сек, и который представлял собой продукт частичной конденсации гексаметоксиметилолмеламина.
[0121] После этого обрезиненную предварительно отформованную покровную ткань, корд, выполненный из стеклянной нити, и оборотный каучуковый лист, выполненный из HNBR без любого короткого волокна, намотали вокруг зубчатой оправки. Затем провели вулканизационное формование этих материалов в вулканизационной камере при температуре 160°С в течение 30 минут. И таким образом получили пластинчатую заготовку зубчатого ремня. Пластинчатую заготовку ремня прошлифовали и затем разрезали. Таким образом, получили зубчатый ремень с профилем зуба типа RU, имеющий ширину 19,1 мм и 92 зуба.
[0122]
[Пример 4]
Пример 4 был таким же, как Пример 3, за тем исключением, что наружную поверхность покровной ткани, которая представляла собой поверхность, противоположную одной поверхности, на которую были под давлением наклеены каучуковые листы, покрыли отвержденным материалом из эпоксидной смолы. Более конкретно, в Примере 4 сначала получили покровную ткань, подвергнутую импрегнирующей обработке композицией эпоксидно-каучукового обрабатывающего средства, таким же образом, как в Примере 3. Затем жидкую эпоксидную смолу, которая была получена в стадиях, в которых разбавили 100 частей по весу эпоксидной смолы новолачного типа (эпоксидный эквивалент: 210 г/экв) 500 частями по весу МЕК (метилэтилкетона), и дополнительно добавили 3 части по весу отвердителя на основе имидазола, нанесли методом воздушно-распылительного покрытия на другую поверхность покровной ткани, чтобы достигнуть количества адгезива (твердого компонента) 20 г/м2. После этого покровную ткань оставили для высыхания при нормальной температуре (25°С), чтобы МЕК мог испариться. Затем изготовили зубчатый ремень с использованием покровной ткани, покрытой жидкой эпоксидной смолой, таким же образом, как в Примере 3.
[0123]
[Сравнительный пример 2]
Сравнительный пример 2 выполнили таким же образом, как Пример 1, за тем исключением, что покровную ткань подвергли импрегнирующей обработке раствором каучука, вместо импрегнирующей обработки композицией эпоксидно-каучукового обрабатывающего средства. Следует отметить, что раствор каучука включал HNBR в качестве каучукового компонента, к которому была добавлена фенольная смола. В дополнение, количество адгезива (твердого компонента) в растворе каучука относительно площади покровной ткани составляло 50 г/м2.
[0124]
[Сравнительный пример 3]
Сравнительный пример 3 выполнили таким же образом, как Пример 1, за тем исключением, что покровную ткань подвергли импрегнирующей обработке RFL-составом, вместо импрегнирующей обработки композицией эпоксидно-каучукового обрабатывающего средства. Следует отметить, что RFL-состав был таким, что весовое отношение «резорцин-формальдегидная смола (RF)/латекс» составляло 1/5, и латексный компонент представлял собой NBR-латекс. Количество адгезива (твердого компонента) в RFL-составе относительно площади покровной ткани составляло 50 г/м2.
[0125]
[Испытание в системе привода]
Испытание в системе привода проводили на зубчатых ремнях описанных выше Примеров 3 и 4 и Сравнительных примеров 2 и 3 с использованием установки для испытания в системе привода, показанной в Фиг.6. Установка 40 для испытания в системе привода имеет зубчатый ведущий шкив 41, имеющий 20 зубьев и диаметр 60 мм, зубчатые ведомые шкивы 42 и 43, каждый из которых имеет по 40 зубьев и диаметр 121 мм, и плоский натяжной шкив 44, имеющий диаметр 80 мм. Зубчатый ремень 10 был петлеобразно пропущен вокруг шкивов 41-43. В состоянии, в котором натяжение было приложено к зубчатому ремню 10 с наружной периферийной стороны с помощью натяжного шкива 44 на сторону сбегания ремня, зубчатый ремень 10 работал при скорости 4000 об/мин с нагрузкой на одиночный зуб 9,2 Н/мм. Испытание проводили в среде с температурой окружающей среды 120°С, и время работы, истекшее до разрушения ремня, измеряли как продолжительность срока службы. Фиг.11 показывает величину продолжительности срока службы относительно ремня Сравнительного примера 3, которому было приписано значение 100.
[0126]
[Испытание в системе привода на водостойкость]
Каждый ремень работал в течение 200 часов таким же образом, как при испытании в системе привода, за исключением того, что температура окружающей среды была изменена на 80°С, и на ремень в предварительно заданное положение наливали воду с величиной расхода 1 литр/час. До и после испытания измеряли толщину покровной ткани, и оценку проводили с использованием значения, полученного вычитанием толщины покровной ткани после испытания, из толщины покровной ткани до испытания, как величину износа покровной ткани во время работы в смоченном водой состоянии. Фиг.12 показывает величину износа покровной ткани на каждом из ремней Сравнительного примера 3 и Примера 3, где величина износа покровной ткани ремня в Сравнительном примере 3 была принята со значением 100. Однако следует отметить, что это испытание не проводили на Примере 4 и Сравнительном примере 2.
[0127]
[Испытание в системе привода на маслостойкость]
Каждый ремень действовал в приводе таким же образом, как при испытании в системе привода, за исключением того, что температуру окружающей среды изменили на 130°С, моторное масло наливали на ремень в предварительно заданном положении, нагрузка на одиночный зуб составляла 8 Н/мм, и скорость вращения составляла 5400 об/мин. Затем измерили время работы, истекшее до разрушения ремня. Фиг.13 показывает продолжительность времени работы, где времени работы ремня из Сравнительного примера 3 было приписано значение 100. Однако следует отметить, что это испытание не проводили на ремне из Примера 4.
[0128]
[Адгезионная прочность]
Затем Образцы А-Н для испытания адгезионной прочности приготовили, как описано ниже, и определяли изменение адгезионной прочности по мере изменения соотношения между эпоксидной смолой и латексом в композиции эпоксидно-каучукового обрабатывающего средства.
[0129] [Образец А]
Приготовили покровную ткань, подвергнутую импрегнирующей обработке таким же раствором композиции эпоксидно-каучукового обрабатывающего средства, как в Примере 3. Покровную ткань наклеили на каучуковый лист с толщиной 4 мм, который был выполнен из каучуковой композиции, имеющей показанный в Таблице 1 состав, путем вулканизации при температуре 160°С в течение 20 минут под давлением 40 кгс. Таким образом, получили Образец А для испытания адгезионной прочности, имеющий ширину 25 мм и длину 120 мм.
[0130] [Образец В]
Образец В для испытания адгезионной прочности получили таким же образом, как Образец А, за исключением того, что при приготовлении раствора композиции эпоксидно-каучукового обрабатывающего средства изменили вводимые количества материалов следующим образом: полиглицидиловый простой эфир полиглицерина составлял 50 частей по весу, 2-этил-4-метилимидазол составлял 2,5 части по весу и NBR-латекс составлял 50 частей по весу, в расчете на твердый компонент.
[0131] [Образец С]
Образец С для испытания адгезионной прочности получили таким же образом, как Образец А, за исключением того, что при приготовлении раствора композиции эпоксидно-каучукового обрабатывающего средства изменили вводимые количества материалов следующим образом: полиглицидиловый простой эфир полиглицерина составлял 30 частей по весу, 2-этил-4-метилимидазол составлял 1,5 части по весу и NBR-латекс составлял 70 частей по весу, в расчете на твердый компонент.
[0132] [Образец D]
Раствор композиции эпоксидного обрабатывающего средства без латекса приготовили следующим образом. Более конкретно, смешали друг с другом 100 частей по весу (в расчете на твердый компонент) полиглицидилового простого эфира полиглицерина (DENACOL EX-521) и 5 частей по весу (в расчете на твердый компонент) 2-этил-4-метилимидазола, и смесь разбавили водой таким образом, что была достигнута концентрация твердого компонента 14% по весу. Образец D для испытания адгезионной прочности был получен таким же образом, как Образец А, за исключением того, что покровную ткань подвергли импрегнирующей обработке этим раствором композиции эпоксидного обрабатывающего средства без латекса, вместо импрегнирующей обработки раствором композиции эпоксидно-каучукового обрабатывающего средства.
[0133] [Образец Е]
Образец Е для испытания адгезионной прочности получили таким же образом, как Образец А, за исключением того, что раствор композиции эпоксидно-каучукового обрабатывающего средства заменили раствором, который приготовили следующим образом. Более конкретно, смешали друг с другом 70 частей по весу (в расчете на твердый компонент) эпоксидной смолы типа крезольного новолака (наименование продукта: DENACOL EM-160, производства фирмы Nagase ChemteX Corporation) в качестве эпоксидной смолы, 3,5 части по весу (в расчете на твердый компонент) 2-этил-4-метилимидазола в качестве отвердителя, и 30 частей по весу (в расчете на твердый компонент) NBR-латекса, и смесь разбавили водой таким образом, что была достигнута концентрация твердого компонента 14% по весу.
[0134] [Образец F]
Образец F для испытания адгезионной прочности получили таким же образом, как Образец Е, за исключением того, что при приготовлении раствора композиции эпоксидно-каучукового обрабатывающего средства изменили вводимые количества материалов следующим образом: эпоксидная смола типа крезольного новолака составляла 50 частей по весу, 2-этил-4-метилимидазол составлял 2,5 части по весу и NBR-латекс составлял 50 частей по весу, в расчете на твердый компонент.
[0135] [Образец G]
Образец G для испытания адгезионной прочности получили таким же образом, как Образец Е, за исключением того, что при приготовлении раствора композиции эпоксидно-каучукового обрабатывающего средства изменили вводимые количества материалов следующим образом: эпоксидная смола типа крезольного новолака составляла 30 частей по весу, 2-этил-4-метилимидазол составлял 1,5 части по весу и NBR-латекс составлял 70 частей по весу, в расчете на твердый компонент.
[0136] [Образец Н]
Раствор композиции эпоксидного обрабатывающего средства без латекса приготовили следующим образом. Более конкретно, смешали друг с другом 100 частей по весу (в расчете на твердый компонент) эпоксидной смолы типа крезольного новолака (DENACOL EM-160) и 5 частей по весу (в расчете на твердый компонент) 2-этил-4-метилимидазола, и смесь разбавили водой таким образом, что была достигнута концентрация твердого компонента 14% по весу. Образец Н для испытания адгезионной прочности был получен таким же образом, как Образец Е, за исключением того, что покровную ткань подвергли импрегнирующей обработке этим раствором композиции эпоксидного обрабатывающего средства без латекса, вместо импрегнирующей обработки раствором композиции эпоксидно-каучукового обрабатывающего средства.
[0137] Сопротивление отслаиванию между покровной тканью и каучуковым листом измерили с использованием каждого из Образцов А-Н для испытания адгезионной прочности в среде с нормальной температурой (23°С) и в высокотемпературной среде (120°С), в соответствии со стандартом JIS K 6256-1: 2006. Фиг.14 и 15 показывают результаты.
[0138] Как показано в Фиг.11-13, ремень Примера 3, покровная ткань которого была обработана эпоксидно-каучуковым обрабатывающим средством, достигал лучших срока службы ремня и износостойкости, чем ремни Сравнительных примеров 2 и 3, покровные ткани которых были обработаны раствором каучука или подвергнуты обработке RFL-составом; все в условиях высокой температуры и при высокой нагрузке. Более того, может быть понятным, что дополнительные улучшения срока службы ремня могут быть достигнуты с применением покрытия из эпоксидной смолы, такого как покрытие в Примере 4.
[0139] Более того, как показано в Фиг.14 и 15, сопротивление отслаиванию было недостаточно повышено для каждого образца с отвержденным покрытием, состоящим только из отвержденного материала из эпоксидной смолы. С другой стороны, сопротивление отслаиванию каждого образца, покровная ткань которого была покрыта композицией эпоксидной смолы и латекса, было повышено. В частности, в случае смолы алифатического типа, Образцы А и В, в которых вес эпоксидной смолы был меньшим, чем вес латекса, достигали удовлетворительной прочности на отрыв. В дополнение, в случае смолы новолачного типа, все образцы достигали удовлетворительного сопротивления отслаиванию.
[0140] Следует отметить, что было найдено, что покровные ткани Образцов Е, F и Н были относительно жесткими по их текстуре на ощупь. По этой причине в Образцах Е и F могло происходить ухудшение характеристик, такое как недостаточная долговечность, хотя сопротивление отслаиванию является удовлетворительным. Напротив, покровные ткани Образцов А, В и G не были столь жесткими, и имели удовлетворительное сопротивление отслаиванию. Поэтому представляется, что покровные ткани Образца А, В и G наиболее вероятно являются имеющими улучшенные характеристики, такие как долговечность ремней.
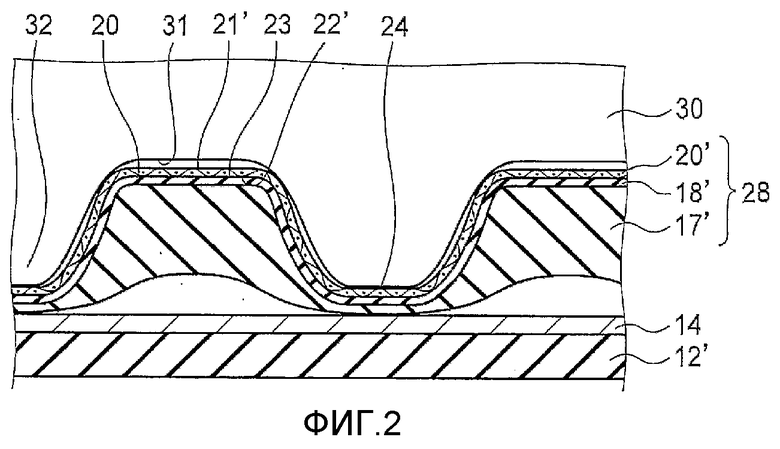
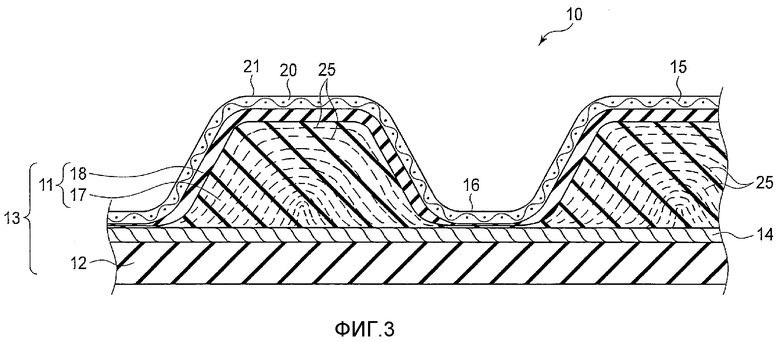
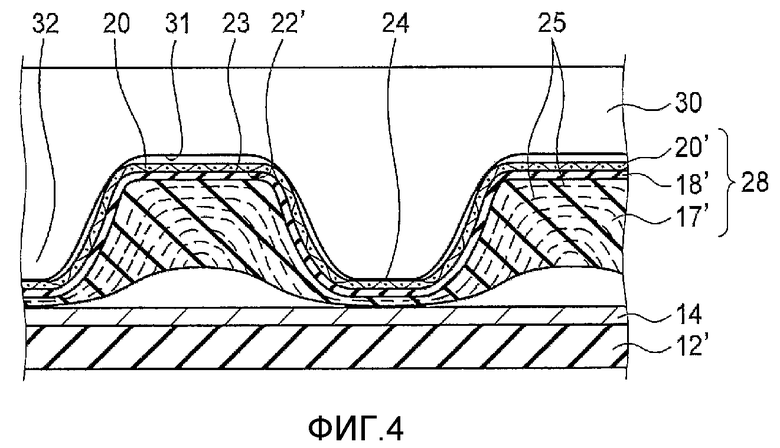
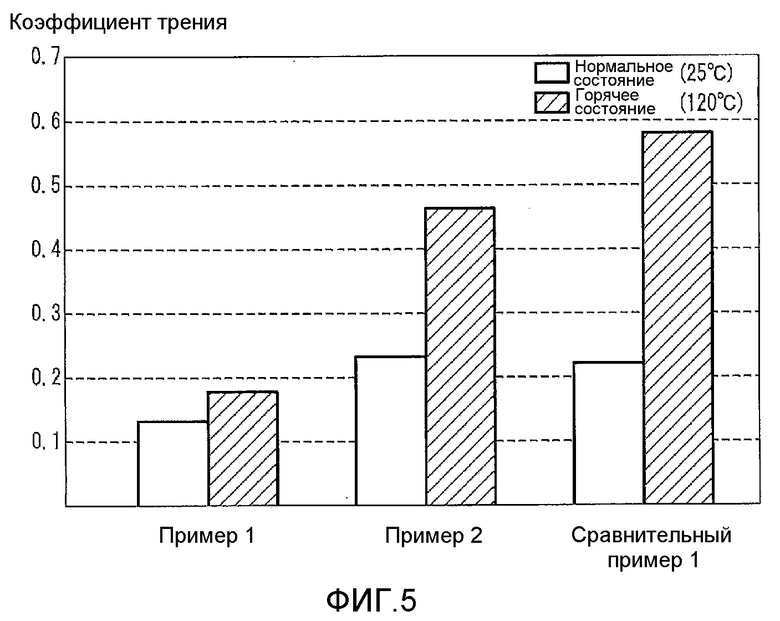
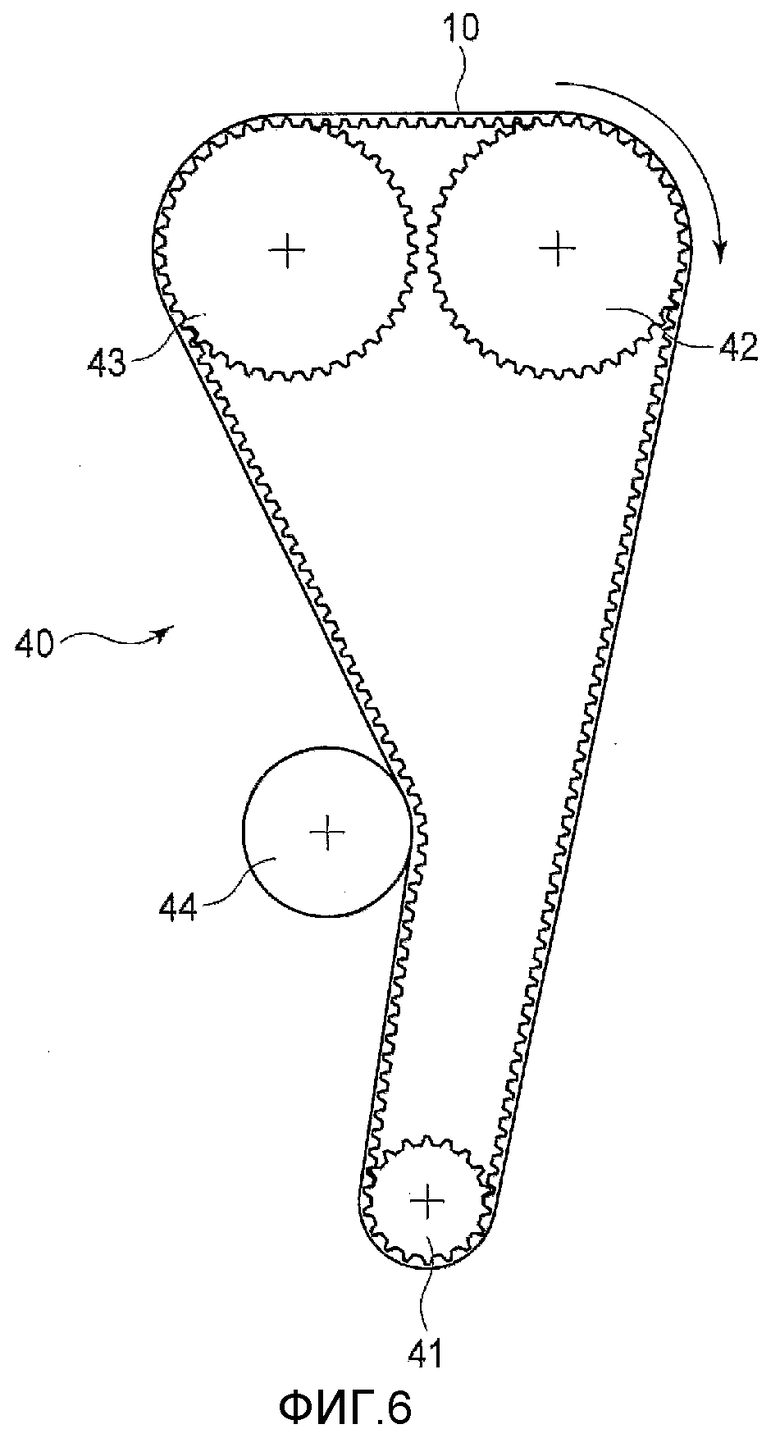
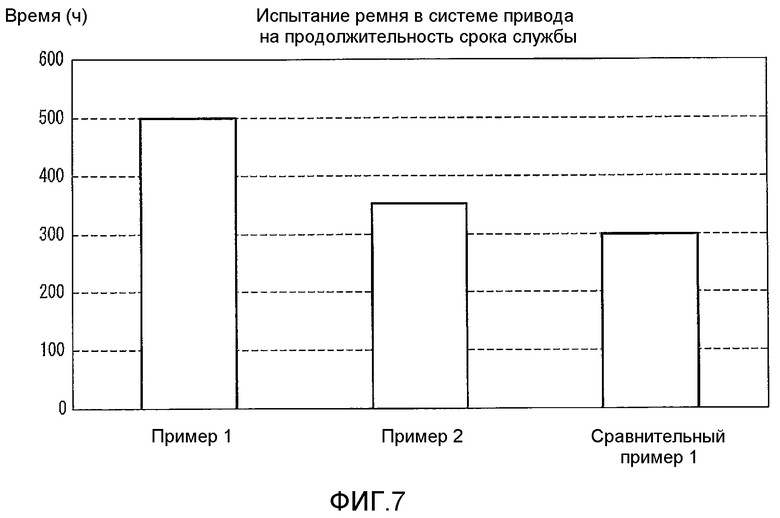
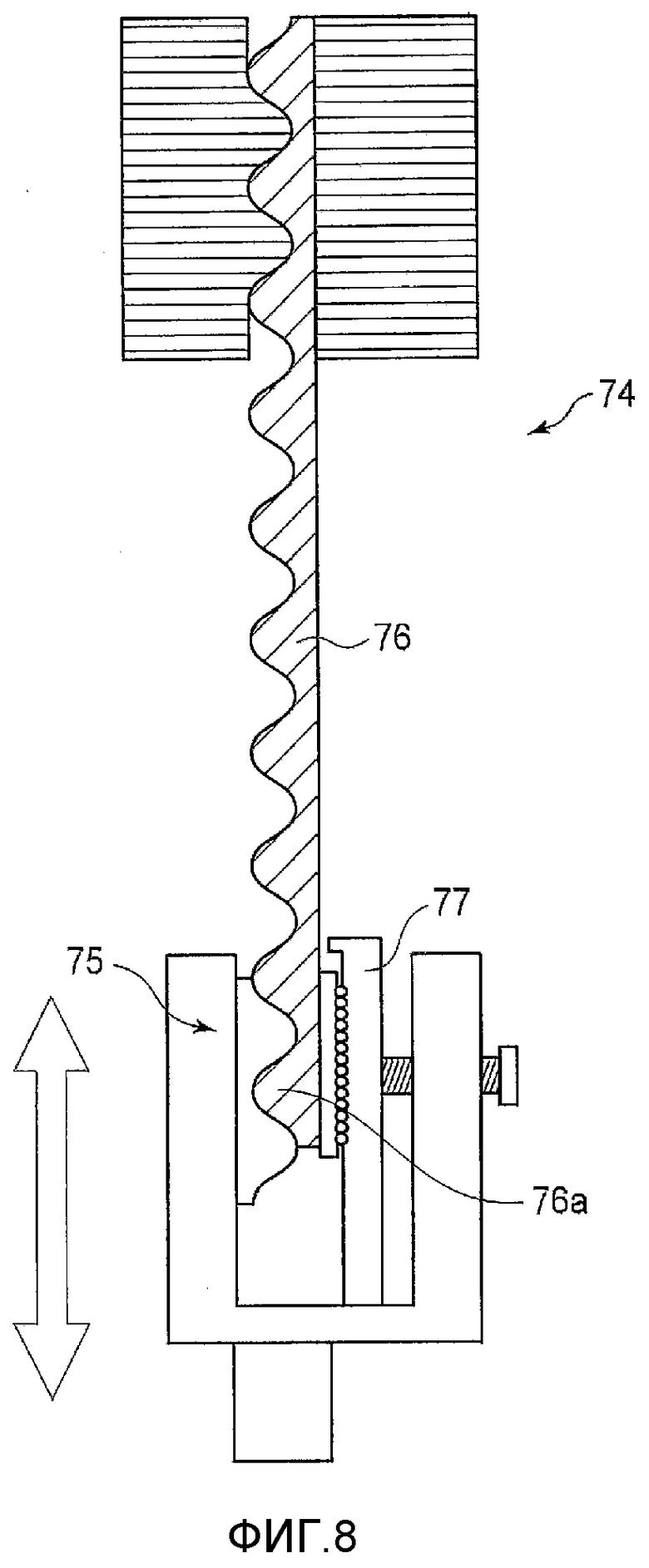
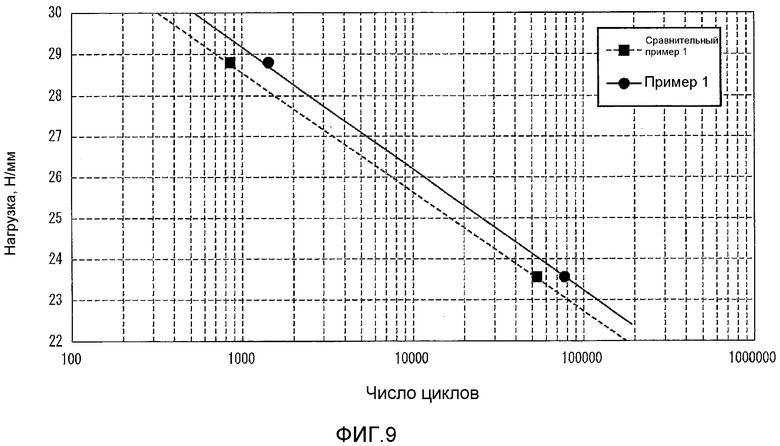
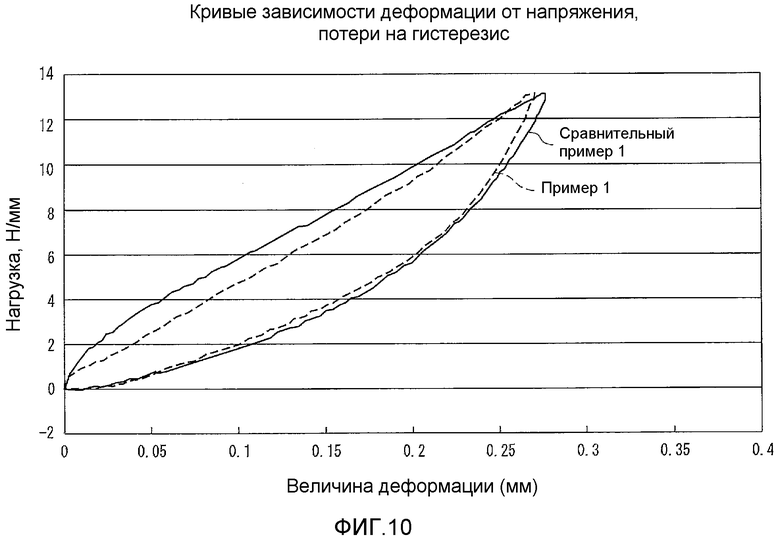
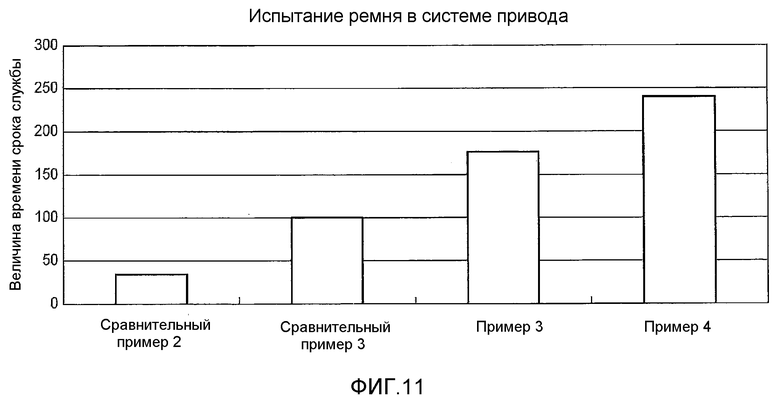

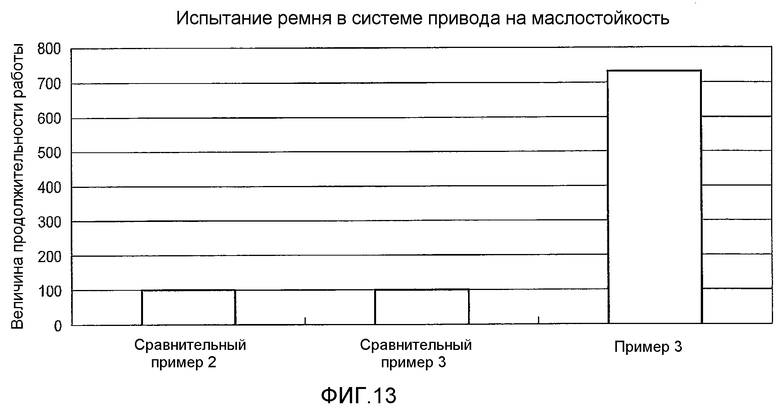
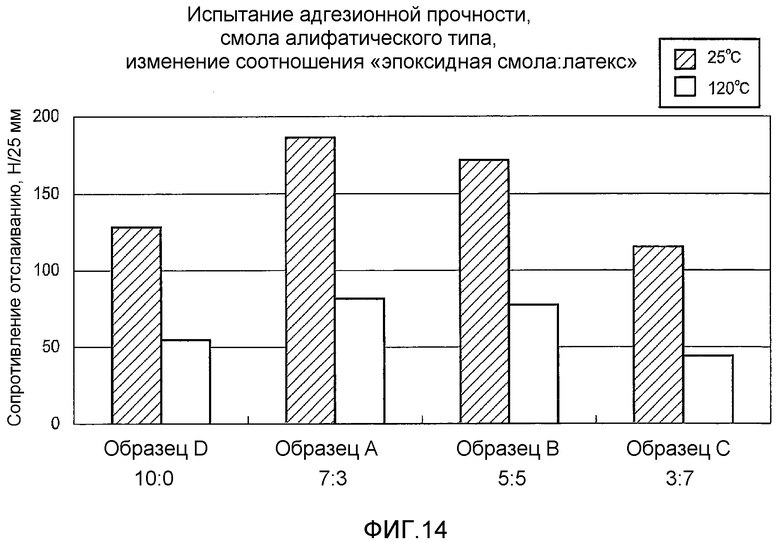
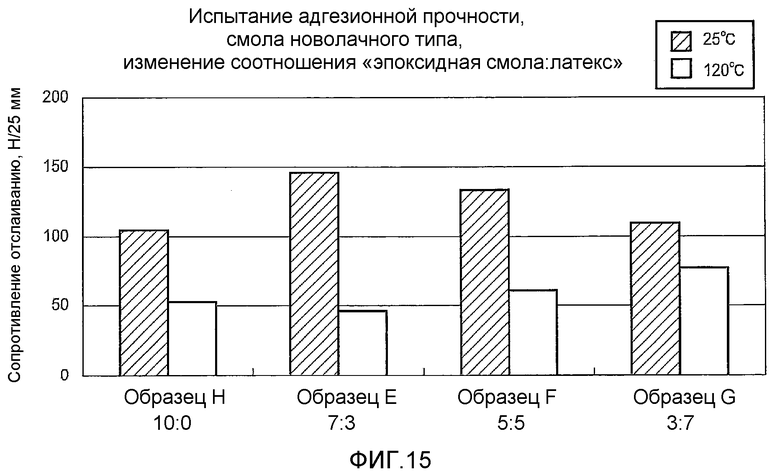
Изобретение относится к зубчатому ремню и способу его изготовления. Зубчатый ремень (10) включает основу (13) ремня, включающую зубчатую резиновую часть (11) и оборотную резиновую часть (12). Поверхность зубчатой резиновой части (11) покрыта покровной тканью (20). Покровная ткань (20) подвергнута обработке RFL-составом и имеет наружную поверхность (21), покрытую отвержденным материалом из первой эпоксидной смолы. Температура размягчения отвержденного материала из первой эпоксидной смолы составляет, например, 110°С или выше. Эпоксидный эквивалент первой эпоксидной смолы составляет, например, от 100 до 1500 г/экв. В альтернативном варианте покровная ткань (20) подвергнута импрегнирующей обработке обрабатывающим средством, включающим вторую эпоксидную смолу, отвердитель для отверждения второй эпоксидной смолы и каучуковый компонент. Достигается повышение долговечности ремня. 4 н. и 18 з.п. ф-лы, 15 ил.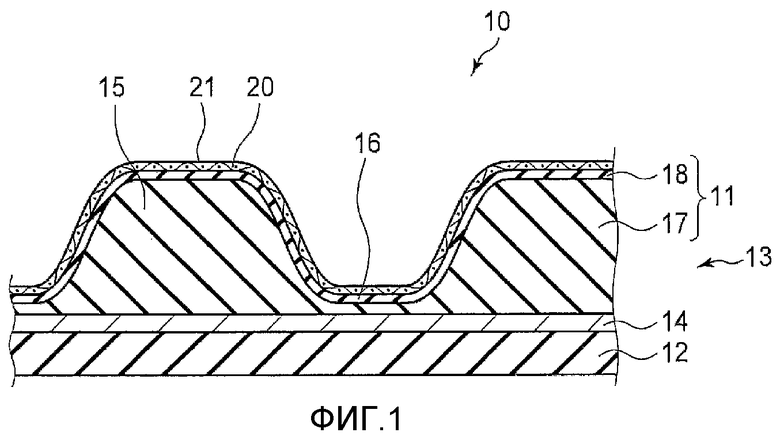
1. Зубчатый ремень, включающий основу ремня, которая включает вершинный участок зуба и донный участок зуба, попеременно размещенные на одной поверхностной стороне ее вдоль продольного направления, и покровную ткань, которая размещена на одной поверхности основы ремня и имеет наружную поверхность, покрытую отвержденным материалом из первой эпоксидной смолы.
2. Зубчатый ремень по п.1, в котором температура размягчения отвержденного материала из первой эпоксидной смолы составляет 110°С или выше.
3. Зубчатый ремень по п.1, в котором эпоксидный эквивалент первой эпоксидной смолы составляет от 100 до 1500 г/экв.
4. Зубчатый ремень по п.1, в котором отвержденный материал из первой эпоксидной смолы наносят на покровную ткань, которая подвергнута обработке RFL-составом.
5. Зубчатый ремень по п.1, в котором первую эпоксидную смолу отверждают первым отвердителем.
6. Зубчатый ремень по п.5, в котором первый отвердитель включает по меньшей мере один отвердитель, выбранный из группы, состоящей из отвердителя на основе амина, отвердителя на основе ангидрида кислоты, отвердителя на основе фенольного новолака, отвердителя на основе имидазола и отвердителя на основе дициандиамида.
7. Зубчатый ремень по п.6, в котором первый отвердитель представляет собой отвердитель на основе имидазола.
8. Зубчатый ремень по п.1, в котором первая эпоксидная смола включает по меньшей мере одну эпоксидную смолу, выбранную из группы, состоящей из эпоксидной смолы на основе бисфенола А, эпоксидной смолы на основе бисфенола F, эпоксидной смолы новолачного типа, эпоксидной смолы бифенильного типа, эпоксидной смолы феноксильного типа и длинноцепочечной алифатической эпоксидной смолы.
9. Способ изготовления зубчатого ремня, включающий стадии, в которых на одну поверхность покровной ткани наносят покрытие из раствора первой эпоксидной смолы, включающего первую эпоксидную смолу, объединяют каучук, размещенный на другой поверхностной стороне покрытой покровной ткани, с покровной тканью, и проводят отверждение покрытия из первой эпоксидной смолы на покровной ткани путем вулканизации.
10. Зубчатый ремень, включающий основу ремня, которая включает вершинный участок зуба и донный участок зуба, попеременно размещенные на одной поверхностной стороне ее вдоль продольного направления; и покровную ткань, которая размещена в виде покрытия на одной поверхности основы ремня, причем покровная ткань обработана композицией обрабатывающего средства, включающей вторую эпоксидную смолу, второй отвердитель для отверждения второй эпоксидной смолы и каучуковый компонент.
11. Зубчатый ремень по п.10, в котором вторая эпоксидная смола включает по меньшей мере одну эпоксидную смолу, выбранную из группы, состоящей из алифатической эпоксидной смолы, эпоксидной смолы новолачного типа, эпоксидной смолы на основе бисфенола А, эпоксидной смолы на основе бисфенола F, эпоксидной смолы бифенильного типа и эпоксидной смолы феноксильного типа.
12. Зубчатый ремень по п.11, в котором вторая эпоксидная смола включает по меньшей мере одну эпоксидную смолу, выбранную из группы, состоящей из алифатической эпоксидной смолы и эпоксидной смолы новолачного типа.
13. Зубчатый ремень по п.10, в котором второй отвердитель представляет собой отвердитель на основе имидазола.
14. Зубчатый ремень по п.10, в котором каучуковый компонент включает нитрильный каучук, гидрированный нитрильный каучук или гидрированный карбоксилированный нитрильный каучук.
15. Зубчатый ремень по п.10, в котором весовое отношение второй эпоксидной смолы к каучуковому компоненту составляет от 1:9 до 9:1.
16. Зубчатый ремень по п.10, в котором количество адгезива (твердого компонента) в композиции обрабатывающего средства относительно площади покровной ткани составляет от 5 до 200 г/м2.
17. Зубчатый ремень по п.10, в котором каучуковый компонент представляет собой латекс.
18. Зубчатый ремень по п.10, в котором композиция обрабатывающего средства дополнительно включает вулканизирующий агент для вулканизации каучукового компонента.
19. Зубчатый ремень по п.10, в котором участок основы ремня, приклеиваемый к покровной ткани, формуют вулканизацией каучуковой композиции, включающей каучук, резорцин и производное меламина.
20. Зубчатый ремень по п.10, в котором каучук участка основы ремня, составляющий участок, приклеиваемый к покровной ткани, включает гидрированный нитрильный каучук или гидрированный карбоксилированный нитрильный каучук.
21. Зубчатый ремень по п.10, в котором наружную поверхность покровной ткани, обработанную композицией обрабатывающего средства, дополнительно покрывают отвержденным материалом из третьей эпоксидной смолы.
22. Способ изготовления зубчатого ремня, который включает основу ремня, включающую вершинный участок зуба и донный участок зуба, попеременно размещенные на одной поверхностной стороне ее вдоль продольного направления, и покровную ткань, нанесенную в виде покрытия на одну поверхность основы ремня, причем способ включает стадии, в которых обрабатывают покровную ткань композицией обрабатывающего средства, включающей вторую эпоксидную смолу, второй отвердитель для отверждения второй эпоксидной смолы и каучуковый компонент и наслаивают лист из невулканизированного каучука поверх обработанной покровной ткани с последующим вулканизационным формованием для получения тем самым зубчатого ремня.
| СПОСОБ ВЫРАБОТКИ КОНСЕРВИРОВАННОГО ПРОДУКТА "КОТЛЕТЫ МОСКОВСКИЕ С СОУСОМ КРАСНЫМ С ЛУКОМ И ОГУРЦАМИ" | 2008 |
|
RU2349113C1 |
| JP 2009299883 A, 24.12.2009 | |||
| WO 2004015300 A1, 19.02.2004 | |||
| Устройство для изготовления резиновых зубчатых ремней | 1984 |
|
SU1481076A1 |

