Изобретение относится к трубопрокатному производству, в частности к способу нарезания упорной резьбы "БАТТРЕСС" на концевых участках обсадных труб и соединительных муфт при производстве их способом горячей прокатки на трубопрокатных установках с автоматическими и пилигримовыми станами, и может быть использовано при производстве бесшовных горячекатаных обсадных труб по ГОСТ 632-80, ТУ14-3-1575-87, ГОСТ Р 51906-2002 и API 5CT-2001 (седьмое издание) и, в частности обсадных труб диаметром 245, 273, 299, 324, 340, 351, 377, 406 и 426 мм с толщинами стенок от 7,9 до 12 мм на трубопрокатной установке 8-16" с пилигримовыми станами с последующим нарезанием упорной резьбы "БАТТРЕСС" на концевых участках обсадных труб и соединительных муфт в обычном и хладостойком исполнении.
В трубном производстве России известны способы производства обсадных стальных бесшовных труб с треугольной резьбой диаметрами 114, 127, 140, 146, 168, 178, 194, 219, 245, 273, 299, 324, 340, 351, 377, 426, 473 и 508 мм с толщинами стенок от 5,2 до 16,7 мм, с трапецеидальной резьбой (ОТТМ), которая соответствует термину "БАТТРЕСС" (buttress) в стандартах ИСО и API 5CT, диаметром от 114 до 340 мм с толщинами стенок от 5,2 до 15,4 мм и высоко герметичными соединениями (ОТТГ) диаметром от 114 до 273 мм с толщинами стенок от 5,2 до 16,5 мм групп прочности от Д до Т с шероховатостью поверхности резьбы Ra не более 5,0 мкм, которые производятся на трубопрокатных агрегатах с автоматическими станами (114-245) мм и на трубопрокатных агрегатах с пилигримовыми станами (219-426) мм (ГОСТ 632 - 80. Трубы обсадные и муфты к ним. ТУ 14-3-1575-88 Трубы обсадные наружным диаметром 351, 377, и 426 мм и муфты к ним).
Недостатком данных способов является то, что ГОСТ 632-80 и ТУ 14-3-1575-88 не предусматривают выпуск труб диаметром более 340 мм с упорной резьбой типа "БАТТРЕСС" не только в хладостойком исполнении, но и в обычном исполнении, которые не выдерживают избыточные давления и не могут работать в северных районах Российской Федерации. Колонны из таких труб не выдерживают собственный вес, склонны к обрывам и самораскручиванию, что приводит к авариям и потерям оборвавшейся колонны, т.е. труб и скважин. ГОСТ 632-80 распространяется на стальные бесшовные трубы с треугольной и трапецеидальной резьбой и муфты к ним, трубы с высоко герметичньми соединениями и муфты к ним, а также безмуфтовые раструбные трубы, применяемые для крепления нефтяных и газовых скважин с параметрами шероховатости поверхности резьбы по ГОСТ 2789-73 Rz не более 20 мкм (Ra не более 5,0 мкм).
В трубной промышленности известен также способ производства бесшовных горячекатаных обсадных труб диаметром 114,30, 127,00, 139,70, 168,68, 177,80, 193,68, 219,08, 244,48, 273,05, 298,45, 339,72, 406,40, 473,08 и 508,00 мм с толщинами стенок от 5,21 до 16,13 мм с нарезанием упорной резьбы "БАТТРЕСС" на концевых участках обсадных труб и соединительных муфт стали марок Н40, К55 (J55), М65, L80 (С95), N80, Т95d, P110 и Q125d групп прочности Р, S, L, В и Е (Спецификация на обсадные и насосно-компрессорные трубы. Спецификации API 5CT, седьмое издание, октябрь, 2001. ISO11960:2001) с шероховатостью поверхности резьбы Ra не более 3,2 мкм.
Недостатком данного способа является то, что он при повышенной герметичности резьбового соединения также не гарантирует самораскручивания (обрывов) большегрузных колонн (глубиной более 500 м).
Наиболее близким Российским техническим решением является способ нарезания упорной резьбы "БАТТРЕСС" на концевых участках обсадных труб и соединительных муфт, включающий нарезание упорной резьбы "БАТТРЕСС" с шагом, равным 5,08 мм за четыре прохода с шероховатостью поверхности Ra не более 3,2 мкм, (Нефтяная и газовая промышленности - Стальные трубы для исполнения в качестве обсадных и насосно-компрессорных труб для скважин) и стандарт на резьбовые соединения обсадных, насосно-компрессорных труб и труб трубопроводов диаметром 114,3, 127,0, 139,7, 146,1, 177,8,193,7, 219,1, 244,5, 273,0, 298,4, 323,9, 339,7, 406,4, 473,1 и 508,0 мм, применяемых в нефтяной и газовой промышленности (ГОСТ Р 51906 - 2002. Соединения резьбовые обсадных, насосно - компрессорных труб и трубопроводов и резьбовые калибры для них. Общие технические требования).
Однако известный способ также имеет недостатки. Способ нарезания упорной резьбы "БАТТРЕСС" на концевых участках обсадных труб и соединительных муфт с шероховатостью поверхности резьбы Ra не более 3,2 мкм приводит к лучшим условиям навинчивания соединительных муфт на трубы (снижение крутящего момента при навертке муфт) и лучшей герметизации резьбового соединения, но не решает вопросы самораскручивания (обрывов) тяжелых колонн при бурении и обсаживании скважин.
Задачей предложенного способа нарезания упорной резьбы "БАТТРЕСС" на концевых участках обсадных труб и соединительных муфт является снижение или полное исключение самораскручивания (обрывов) большегрузных колонн при сохранении крутящих моментов при соединении (навинчивании) труб с муфтами и повышенной герметичности резьбового соединения.
Технический результат достигается тем, что в известном способе нарезания упорной резьбы "БАТТРЕСС" на концевых участках обсадных труб и соединительных муфт, включающий нарезание упорной резьбы "БАТТРЕСС" с шагом, равным 5,08 мм за четыре прохода, нарезку резьбы на трубах и муфтах производят с разной шероховатостью поверхности сторон резьбы, при этом вершину, впадину и ведущую сторону резьбы труб и муфт выполняют с шероховатостью поверхности Ra не более 3,2 мкм, а противоположную сторону резьбы труб и муфт с шероховатостью Ra=10-15 мкм.
Сущность способа заключается в том, что предлагается технологический процесс нарезания упорной резьбы "БАТТРЕСС" на концевых участках обсадных труб и соединительных муфт с разной шероховатостью поверхности сторон резьбы, отсутствующий в американском стандарте API 5CT и Российских ГОСТах и позволяющий, при сохранении хорошего соединения и повышенной герметичности, значительно снизить или полностью исключить самопроизвольное разъединение (обрывы) большегрузных колонн за счет увеличения коэффициента трения в резьбовом соединении при развинчивании обсадных труб и соединительных муфт.
Увеличение шероховатости поверхности противоположных сторон резьбы труб и соединительных муфт, по ходу нарезки в 3-5 раз, по сравнению с впадинами, вершинами и сторонами труб и муфт по ходу нарезки, не влияет на технологический процесс навинчивания муфт на концевые участки труб (усилие соединения муфт с трубами) и на их герметичность, т.к. три элемента резьбы, а именно вершины, впадины и стороны резьбы, находятся в соединении с чистотой обработки их (шероховатостью) Ra не более 3,2 мкм, стороны винтового соединения, препятствующие разъединению (обрыву), выполнены с шероховатостью поверхности в 3-5 раз выше, т.е. за счет увеличения трения между ними снижается или полностью исключается самопроизвольное развинчивание (обрыв) при повышенных нагрузках обсадных колонн. Взаимосвязь между элементами резьбы "БАТТРЕСС" обсадной трубы и муфты приведена на чертеже (см. фиг.), где
1 - сторона резьбы трубы (муфты) с шероховатостью поверхности Ra не более 3,2 мкм; 2, (3) - впадина резьбы на трубе - вершина резьбы на муфте (вершина резьбы на трубе - впадина резьбы на муфте) с шероховатостью поверхности Ra не более 3,2 мкм; 4 - сторона резьбы трубы (муфты) с шероховатостью поверхности Rа = 10-15 мкм.
Сопоставительный анализ с прототипом показывает, что способ нарезания упорной резьбы "БАТТРЕСС" на концевых участках обсадных труб и соединительных муфт отличается тем, что нарезку резьбы на трубах и муфтах производят с разной шероховатостью поверхности сторон резьбы, при этом вершину, впадину и ведущую сторону резьбы труб и муфт выполняют с шероховатостью поверхности Ra не более 3,2 мкм, а противоположную сторону резьбы труб и муфт с шероховатостью Ra = 10-15 мкм. Таким образом, заявляемый способ соответствует критерию изобретения "изобретательский уровень".
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности "изобретательский уровень".
Предложенный способ был опробован на трубопрокатной установке 8-16" с пилигримовыми станами ОАО "ЧТПЗ". По данному способу были впервые в 2004 г. прокатаны опытно-промышленные партии обсадных труб размером 426×11 мм и муфтовых труб размером 454×24 мм из стали группы прочности К. На концевых участках труб и соединительных муфт была нарезана упорная резьба "БАТТРЕСС" по существующему и предлагаемому способам. Нарезку резьбы на трубы и муфты по предлагаемому способу производили двумя способами: 1 - после нарезки резьбы по существующему способу шероховатость противоположной стороны резьбы по ходу нарезки доводилась бормашинкой до Ra=10-15 мкм; 2 - стороне гребенки, нарезающей сторону резьбы против хода нарезки, придавали шероховатость Ra=10-15 мкм, а затем такими гребенками нарезали резьбу на трубах и муфтах. В опытном порядке было нарезано по 10 труб и муфт по каждому варианту, т. е. по существующему способу 10 труб и муфт и по предлагаемому способу по 10 труб и муфт. Навертку муфт на трубы производили на станке с крутящим моментом от 35 до 40 кН·м (3500-4000 кгс·м) для труб данного размера и с применением несамоотверждающих смазок. После навертки муфт трубы прошли гидравлическое испытание при давлении 17 МПа (177 кгс/см2) с выдержкой в течение 10 секунд. Все трубы выдержали испытания без течи. После гидравлического испытания с пяти труб каждой партии были свинчены муфты. При свинчивании муфт с труб с нарезкой резьбы по существующему способу крутящий момент составил от 38 до 45 кН·м (ср.41,5). При свинчивании муфт с труб, нарезанных по предлагаемому способу (вариант 1), крутящий момент составил от 57 до 63 кН·м (ср.60,0), а по варианту 2 - от 60 до 65 кН·м (ср.62,5), т.е. в первом случае для раскрутки опытных труб крутящий момент возрос на 44,6%, а во втором случае на 50,6%. Предложенный способ нарезания упорной резьбы "БАТТРЕСС" на концевых участках обсадных труб и соединительных муфт позволяет увеличить момент раскрутки труб и муфт в 1,5 раза, т.е. увеличить надежность колонн от самораскручивания (обрывов) в 1,5 раза. По пять труб каждого варианта отгружены заказчику ОАО ВНИИТнефть для стендовых испытаний и использования их в нижней части обсадных колонн.
Таким образом, впервые в мировой практике в опытном порядке произведена прокатка на ТПА 8-16» обсадных труб размером 426×11 мм и муфтовых труб размером 454×24 мм с последующей нарезкой упорной резьбы "БАТТРЕСС" на концевых участках обсадных труб и соединительных муфт в соответствии с предлагаемой формулой изобретения. Эксперименты по навертке и раскрутке труб и муфт, изготовленных по предлагаемому способу, показали, что использование способа нарезания упорной резьбы "БАТТРЕСС" на концевых участках обсадных труб и соединительных муфт, в соответствии с предложенной формулой изобретения, позволит повысить надежность обсадных колонн в 1,5 раза, что также позволит использовать их в качестве кондукторов длиной до 500 м, а в редких случаях в качестве технических колонн длиной до 1000 м и более.
Использование предложенного способа нарезания упорной резьбы "БАТТРЕСС" на концевых участках обсадных труб и соединительных муфт позволит освоить производство необходимых труб для нефтяной и газовой промышленности России и снизить количество аварий на буровых из-за использования труб с более надежными резьбовыми соединениями от самораскручивания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ОБСАДНЫХ ТРУБ РАЗМЕРОМ 426×10-12 ММ ПОД НАРЕЗКУ УПОРНОЙ РЕЗЬБЫ "БАТТРЕСС" | 2005 |
|
RU2303499C2 |
| СПОСОБ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ОБСАДНЫХ ТРУБ РАЗМЕРОМ 426х10-12 мм С УПОРНОЙ РЕЗЬБОЙ "БАТТРЕСС"-"ОТБТ-426" | 2005 |
|
RU2311239C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ОБСАДНЫХ ТРУБ ДИАМЕТРОМ 508 ММ НА ТПУ 8-16'' С ПИЛИГРИМОВЫМИ СТАНАМИ В ОБЫЧНОМ И ХЛАДОСТОЙКОМ ИСПОЛНЕНИИ | 2007 |
|
RU2386501C2 |
| СПОСОБ ПРОИЗВОДСТВА ОБСАДНЫХ ТРУБ ПОД НАРЕЗКУ РЕЗЬБЫ НА ТПА С ПИЛИГРИМОВЫМИ СТАНАМИ | 2005 |
|
RU2301713C2 |
| СПОСОБ ПРОИЗВОДСТВА ОБСАДНЫХ ТРУБ РАЗМЕРОМ 244,5×7,9, 244,5×9 И 244,5×10 мм НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2012 |
|
RU2508955C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ОБСАДНЫХ ТРУБ РАЗМЕРОМ 508×11,1, 508×12,7 И 508×16,1 мм НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ В ОБЫЧНОМ И ХЛАДОСТОЙКОМ ИСПОЛНЕНИЯХ | 2013 |
|
RU2545957C2 |
| СПОСОБ ПРОИЗВОДСТВА ОБСАДНЫХ ТРУБ ПОД НАРЕЗКУ РЕЗЬБЫ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2545928C2 |
| Способ изготовления соединительных труб | 1980 |
|
SU912372A1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ НЕФТЯНОГО СОРТАМЕНТА ПОД НАРЕЗКУ РЕЗЬБЫ | 2013 |
|
RU2564776C2 |
Изобретение относится к области трубопрокатного производства, обработке бесшовных горячекатаных обсадных труб. Способ включает нарезание упорной резьбы с шагом, равным 5,08 мм за четыре прохода. Для снижения или полного исключения самораскручивания большегрузных колонн при сохранении крутящих моментов при соединении труб с муфтами и повышенной герметичности резьбового соединения нарезку резьбы на трубах и муфтах производят с разной шероховатостью поверхности сторон резьбы. При этом вершину, впадину и ведущую сторону резьбы труб и муфт выполняют с шероховатостью поверхности Ra не более 3,2 мкм, а противоположную сторону резьбы труб и муфт с шероховатостью Ra=10-15 мкм. 1 ил.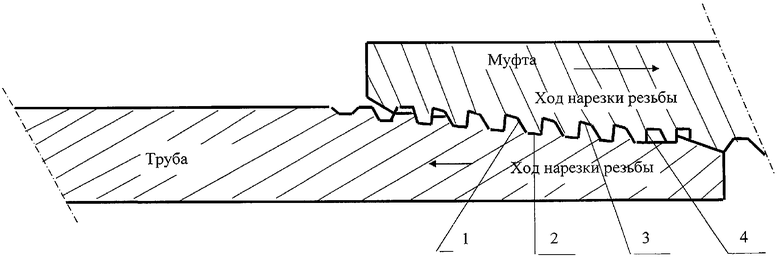
Способ нарезания упорной резьбы «БАТТРЕСС» на концевых участках обсадных труб и соединительных муфт, включающий нарезание упорной резьбы "БАТТРЕСС" с шагом, равным 5,08 мм за четыре прохода, отличающийся тем, что нарезание резьбы на трубах и муфтах производят с разной шероховатостью поверхности сторон резьбы, при этом вершину, впадину и ведущую сторону резьбы труб и муфт выполняют с шероховатостью поверхности Ra не более 3,2 мкм, а противоположную сторону резьбы труб и муфт с шероховатостью Ra=10-15 мкм.
| Способ получения кремнефтористоводородной кислоты | 1936 |
|
SU51906A1 |
| Общие технические требования», М., ИПК Издательство стандартов, 2002, с.17, 23, 51 | |||
| Резьба самотормозящая | 1975 |
|
SU617621A1 |
| Резьба самотормозящая и способ ее изготовления | 1985 |
|
SU1263922A2 |
| СПОСОБ ОБРАБОТКИ КОНИЧЕСКИХ РЕЗЬБ ТРУБНЫХ МУФТ | 2001 |
|
RU2214320C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОИЗОЛЯЦИОННЫХ И ЖАРОСТОЙКИХ ПОКРЫТИИ НА ТРАНСФОРМАТОРНОЙСТАЛИ | 0 |
|
SU157587A1 |

