Изобретение относится к трубному, производству, в частности к изготовлению обсадных и других нефтегазовых труб и муфт с высокой точностью резьбы и повышенной устойчивостью к самопроизвольному развинчиванию резьбового соединения.
Известен способ нарезания упорных резьб «batters» на концевых участках обсадных труб и соединительных муфтах (Патент RU 2301726. Авторы Головинов В. А. и др., правообладатель ОАО «Челябинский трубопрокатный завод» опубликовано 27.06.2007. Классы МПК: B23G 1/100: Режим доступа http:www.findpatent.ru). Такой способ является наиболее близким к заявленному и выбран в качестве прототипа.
К числу недостатков указанного способа следует отнести относительно низкую точность нарезаемых резьб и ограниченную величину крутящего момента при развинчивании резьбового соединения. Резьбу нарезают гребенкой за 4 прохода (перехода). Силы резания значительны по величине и увеличиваются от перехода к переходу. Кроме того, точность установки резьбовой гребенки на токарном станке невысокая. Ограниченная величина крутящего момента при развинчивании резьбового соединения объясняется следующим: повышенную шероховатость имеет «стопорная» резьбовая поверхность, которая формируется только одной прямолинейной режущей кромкой. Шероховатость режущей кромки ограничена, а формирование «гладких» и «стопорных» поверхностей резьбового соединения выполняют при одной и той же скорости резания.
Технической задачей заявленного изобретения является повышение точности нарезаемых резьб и существенное повышение крутящего момента при развинчивании резьбового соединения.
Технический результат заявленного изобретения достигают за счет того, что черновую резьбовую гребенку и высокоточный чистовой фасонный резец устанавливают на токарном станке с ЧПУ по специальному резьбовому микроскопу, головку которого выставляют по образующей тщательно обработанной наружной конической поверхности короткой жесткой заготовки из легкообрабатываемого сплава. Чистовой резец работает с высокими скоростями резания и небольшими толщинами срезаемого слоя, в т.ч. с нулевыми (зачищающие переходы). Это гарантирует высокую точность резьбы и низкую шероховатость резьбовых поверхностей трубы и муфты, контактирующих при их свинчивании.
Увеличенный крутящий момент при развинчивании резьбового соединения достигают за счет того, что поверхности трубы и муфты, контактирующие при этом, формируются прямолинейной и двумя дугообразными режущими кромками фасонного резца, имеющими высокую шероховатость, а точение «стопорных» резьбовых поверхностей выполняют без охлаждения при сниженной в несколько раз скорости резания.
Заявленное изобретение поясняется фиг. 1-3.
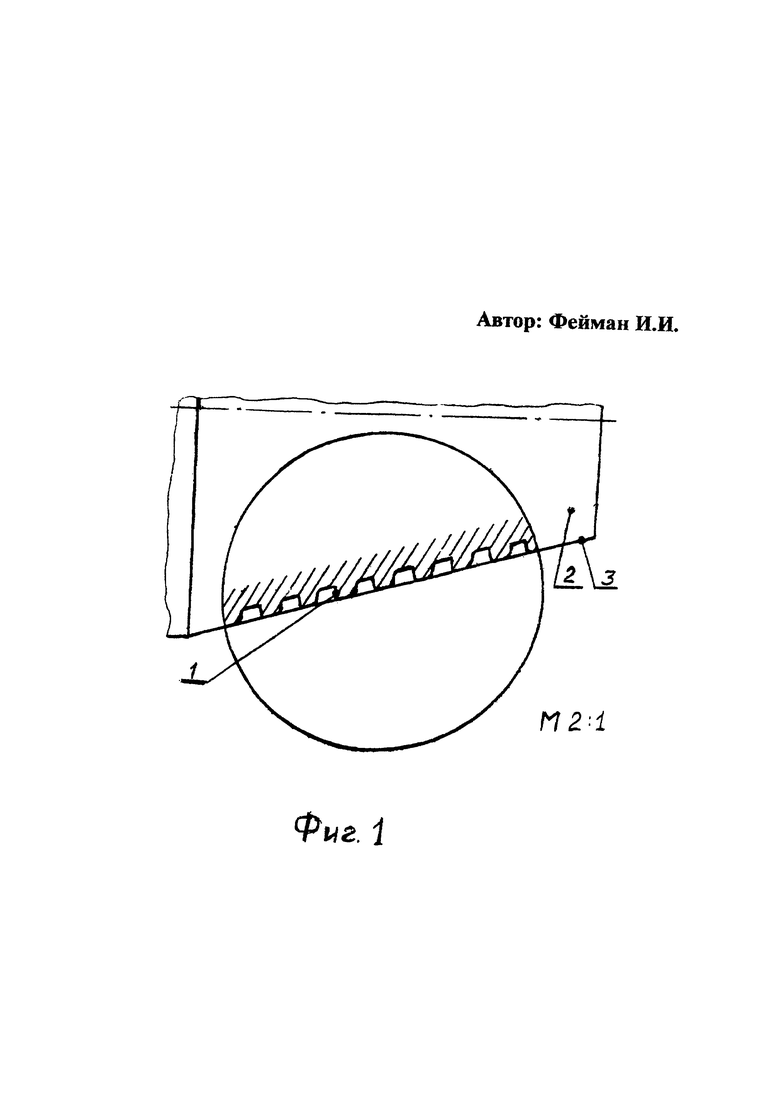
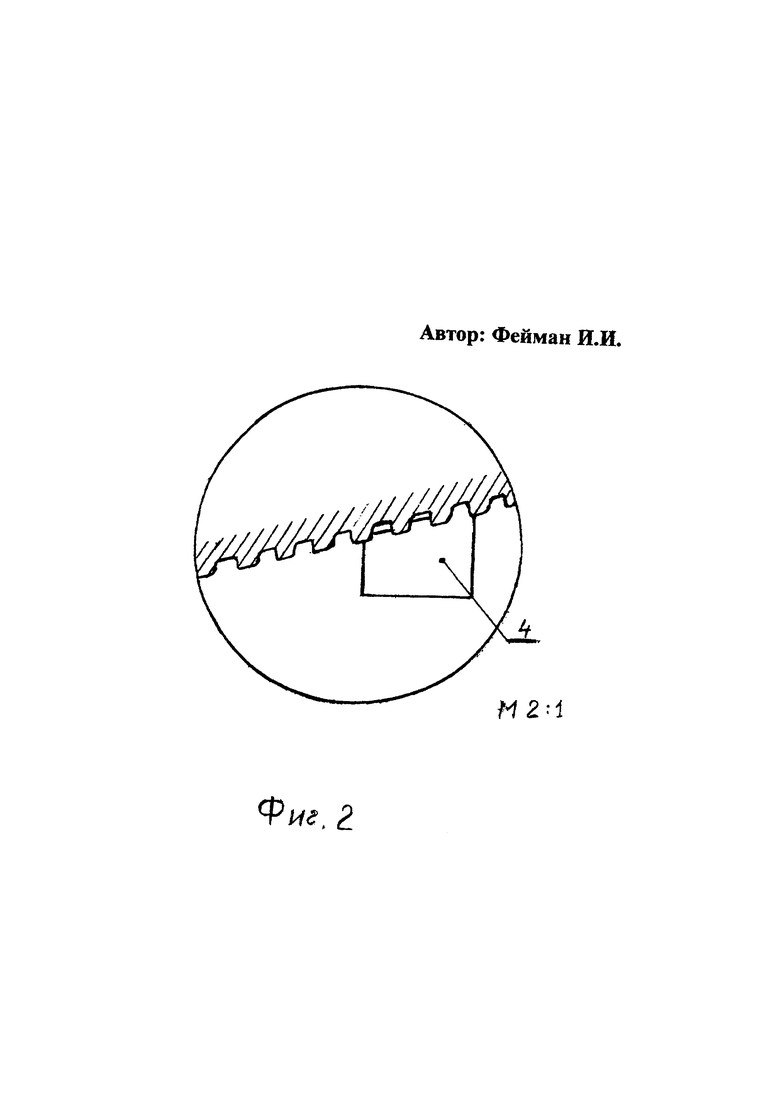
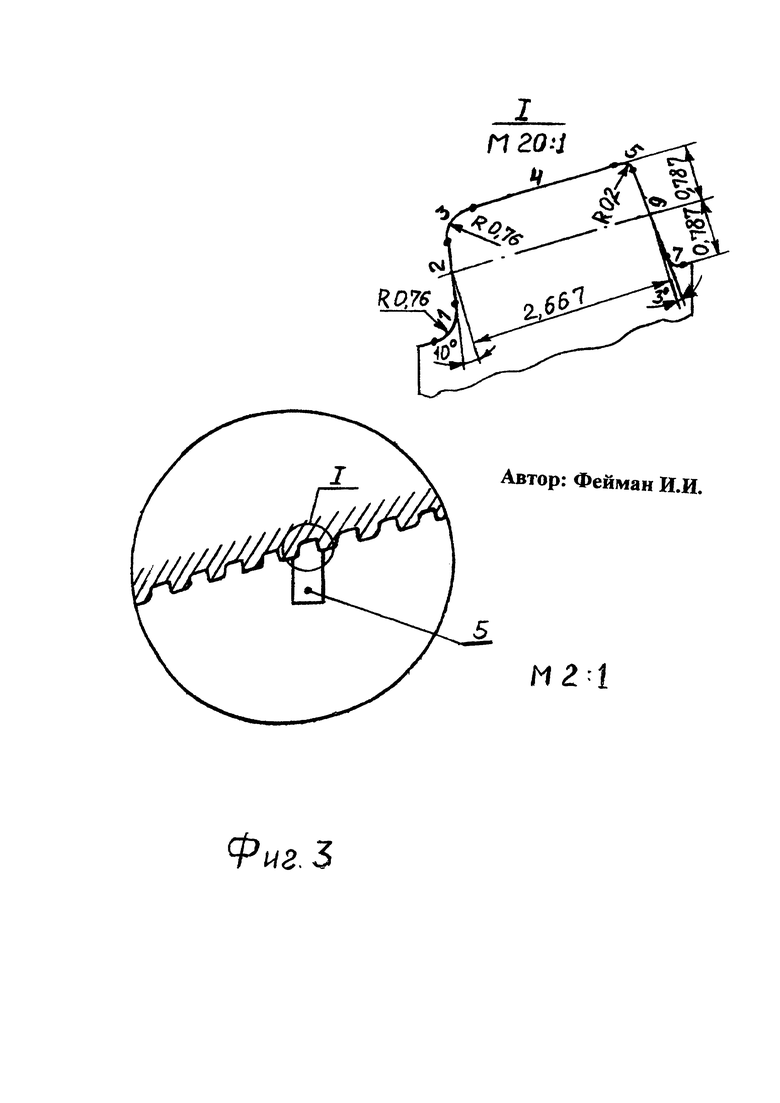
На фиг. 1-3 показана настройка черновой гребенки и чистовое резца при нарезании резьбы на трубе, где
1 - профиль резьбы «batters» (фиг. 1-3),
2 - коническая поверхность короткой жесткой заготовки (фиг. 1),
3 - образующая наружной конической поверхности заготовки (фиг. 1),
4 - черновая резьбовая гребенка (фиг. 2),
5 - чистовой фасонный резец (фиг. 3).
Сущность заявленного изобретения заключается в следующем. Высокоточные резьбы на концах труб и муфтах нарезают последовательно черновой резьбовой гребенкой и чистовым фасонным резцом.
Черновая гребенка имеет передний угол 10-15°, упрочняющие фаски на зубьях, округленные режущие кромки и многослойное износостойкое покрытие МТ CVD.
Удаление чернового припуска выполняют за 1, 2 или 3 перехода. По сравнению с прототипом увеличены толщины срезаемого слоя. Это облегчает процесс стружкодробления.
Рабочий профиль чистового фасонного резца изготавливают с высокой точностью на заточном станке с ЧПУ. Режущие кромки чистового резца 1, 2, 3 и 4 (фиг. 3), формирующие резьбовые поверхности трубы и муфты, контактирующие при их свинчивании, имеют низкую шероховатость. Режущие кромки 5, 6 и 7 (фиг. 3), формирующие «стопорные» поверхности, имеют высокую шероховатость.
Заточку резьбового резца выполняют одним из двух указанных ниже способов:
1. На заточном станке с ЧПУ черновым алмазным кругом за несколько переходов затачивают переднюю и все задние поверхности резца. Выполняют получистовую и чистовую заточку резца. На участке с режущими кромками 5, 6 и 7 (фиг. 3) оставляют припуск в несколько сотых миллиметра для окончательной обработки. Черновым алмазным кругом на этом участке затачивают задние поверхности резца и упрочняющую фаску под углом -10…-15°. При этом формируют заданный профиль чистового резца, обеспечивая высокую шероховатость режущих кромок 5, 6 и 7. На рабочие поверхности чистового резца наносят многослойное износостойкое покрытие PVD толщиной 6-8 мкм.
2. За несколько переходов выполняют черновую заточку резца по передней и задним поверхностям. На задних поверхностях на участке, соответствующем режущим кромкам 5, 6 и 7 (фиг. 3), оставляют припуск 0,02…0,03 мм. Выполняют получистовую и чистовую заточку резца на участке с режущими кромками 1, 2, 3 и 4 (фиг. 3). В последнюю очередь затачивают упрочняющую фаску на участке с режущими кромками 5, 6 и 7, обеспечивая заданный профиль чистового резца. Наносят многослойное износостойкое покрытие PVD.
Точную установку черновой гребенки и чистового резца на токарном станке с ЧПУ выполняют с помощью специального резьбового микроскопа, в окуляре которого виден профиль резьбы «batters». Головку микроскопа выставляют по образующей тщательно обработанной конической поверхности короткой жесткой заготовки из легкообрабатываемого сплава на основе железа J или алюминия. Размеры заготовки (наружный диаметр, угол конуса и его длину) выбирают соответственно нарезаемой резьбе.
Коническую поверхность заготовки предварительно точат твердосплавным резцом. Окончательно ее точат за несколько переходов резцом из СТМ на основе нитрида бора или алмаза (в зависимости от материала заготовки).
Черновой припуск удаляют резьбовой гребенкой за 1, 2 или 3 перехода с обильным охлаждением. При этом скорость резания на каждом переходе выбирают из условия обеспечения надежного дробления образующейся стружки.
Чистовой припуск удаляют фасонным резцом за несколько переходов при максимальных скоростях резания. При этом глубина врезания резца на каждом переходе не превышает 0,07 мм. Для повышения точности резьбы вводят 1…2 зачищающих перехода. В результате обеспечивают низкую шероховатость резьбовых поверхностей трубы и муфты, контактирующих при их свинчивании (Ra<1.25 мкм). На последнем переходе формируют «стопорные» резьбовые поверхности.
Резец смещают в осевом направлении в сторону, противоположную подаче, на 0,03…0,09 мм, отключают охлаждение, уменьшают в несколько раз скорость резания и режущими кромками 5, 6 и 7 (фиг. 3) формируют «стопорные» поверхности резьбы с высокой шероховатостью (Ra≥15). При этом скорость резания, величину осевого смещения резца и характеристики чернового алмазного круга (зернистость, концентрацию, связку и др.) выбирают из условия обеспечения максимального крутящего момента при развинчивании резьбового соединения.
Точную установку черновой гребенки и чистового резца на токарном станке с ЧПУ выполняют с помощью специального резьбового микроскопа, в окуляре которого виден профиль резьбы «batters». Головку микроскопа выставляют по образующим тщательно обработанных наружных конических поверхностей короткой жесткой заготовки из легкообрабатываемого сплава на основе железа или алюминия. Размеры заготовки (наружный диаметр, угол конуса и его длину) выбирают соответственно нарезаемой резьбе.
Коническую поверхность заготовки предварительно точат твердосплавным резцом. Окончательную обработку базовой конической поверхности заготовки выполняют резцом из СТМ на основе нитрида бора или алмаза (в зависимости от материала заготовки) за несколько переходов.
Стружка, образующаяся при точении резьбы чистовым резцом, в поперечном сечении имеет «коробчатую» форму. Такая стружка не завивается и не дробится.
При нарезании резьбы на трубе для складирования длинной «коробчатой» стружки используют специальный контейнер, который очищают после каждой рабочей смены.
При нарезании внутренней резьбы на муфте «коробчатую» стружку измельчают вращающейся твердосплавной фрезой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ КОМПЛЕКТА ДИСКОВЫХ НОЖЕЙ ДЛЯ РЕЗКИ ШТРИПСОВ В ТРУБНОМ ПРОИЗВОДСТВЕ | 2015 |
|
RU2635028C2 |
| СПОСОБ НАРЕЗАНИЯ ВНУТРЕННЕЙ ГЛУБОКОЙ РЕЗЬБЫ В СОСТАВНЫХ ЗАГОТОВКАХ | 2014 |
|
RU2570611C2 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ И РЕЗЬБОВОЙ РЕЗЕЦ | 2011 |
|
RU2468897C1 |
| СПОСОБ НАРЕЗАНИЯ ТОЧНЫХ ВНУТРЕННИХ РЕЗЬБ | 2002 |
|
RU2215621C2 |
| Способ многопроходного нарезания резьбы асимметричного профиля | 1983 |
|
SU1135576A1 |
| ДИСКОВАЯ ФРЕЗА ДЛЯ РЕЗКИ СТАЛЬНЫХ ТРУБ | 2016 |
|
RU2629573C2 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБЫ | 2012 |
|
RU2518022C2 |
| Устройство для определения составляющих удельной силы резания | 1984 |
|
SU1234049A1 |
| Способ определения оптимального припуска по проходам при нарезании резьбы резцом | 1990 |
|
SU1815031A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ | 2019 |
|
RU2704347C1 |
Способ включает последовательное точение заготовок на токарном станке с ЧПУ черновой резьбовой гребенкой с передним углом 10-15°, зубья которой выполнены с упрочняющими фасками и округленными режущими кромками с многослойным покрытием МТ CVD, и чистовым фасонным резцом, при этом черновой припуск удаляют за 1, 2 или 3 перехода с охлаждением при скорости резания, обеспечивающей дробление стружки, чистовой припуск удаляют за 3-7 переходов с глубиной резания 0,03-0,07 мм, последний из которых выполняют без охлаждения при сниженной частоте вращения шпинделя и осевом смещении упомянутого фасонного резца на 0,03-0,09 мм в сторону, противоположную движению подачи. Используют фасонный резец, выполненный с горизонтально расположенной, передней поверхностью с нанесенным методом PVD многослойным покрытием. Гребенку и резец устанавливают на токарном станке с помощью резьбового микроскопа, в окуляре которого виден профиль нарезаемой резьбы. При этом головку микроскопа выставляют по одной из образующих обработанной наружной конической поверхности консольной жесткой заготовки. Достигается повышение точности резьбы на концах труб и муфтах и исключение самопроизвольного развинчивания резьбового соединения. 3 ил.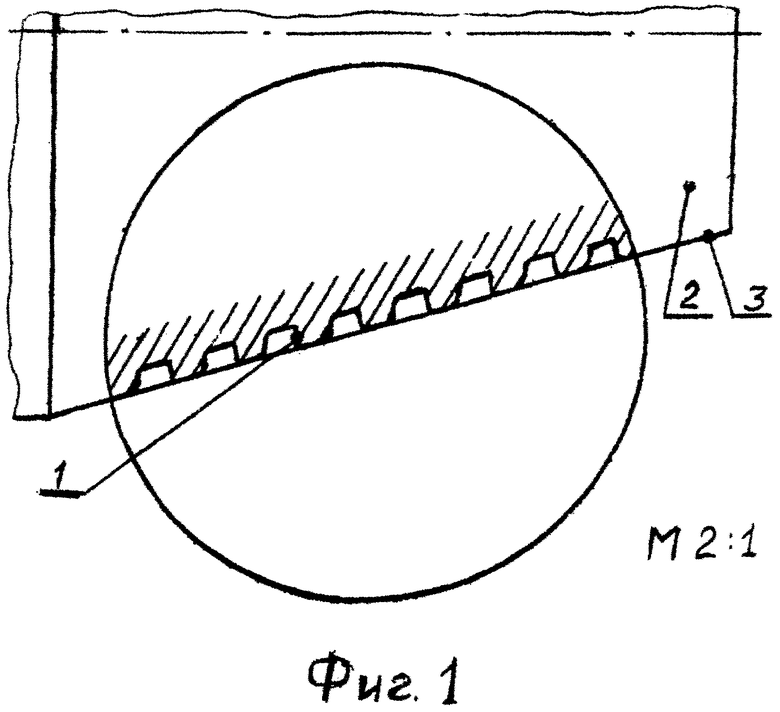
Способ нарезания упорной резьбы на концах заготовок обсадных труб и муфт, отличающийся тем, что упорную резьбу нарезают путем последовательного точения заготовок на токарном станке с числовым программным управлением (ЧПУ) черновой резьбовой гребенкой с передним углом 10-15°, зубья которой выполнены с упрочняющими фасками и округленными режущими кромками с нанесенным методом химического осаждения при умеренной температуре (МТ CVD) многослойным покрытием, и чистовым фасонным резцом, при этом черновой припуск удаляют за 1, 2 или 3 перехода с охлаждением при скорости резания, обеспечивающей дробление стружки, чистовой припуск удаляют за 3-7 переходов с глубиной резания 0,03-0,07 мм, последний из которых выполняют без охлаждения, сниженной частоте вращения шпинделя и осевом смещении упомянутого фасонного резца на 0,03-0,09 мм в сторону, противоположную движению подачи, причем используют фасонный резец, выполненный с горизонтально расположенной передней поверхностью, с нанесенным методом физического осаждения (PVD) многослойным покрытием, причем одни из кромок, формирующие резьбовые поверхности трубы и муфты, контактирующие при свинчивании, заточены с низкой шероховатостью, а другие - прямолинейная и две дугообразные режущие кромки, формирующие «стопорные» резьбовые поверхности, заточены с высокой шероховатостью, при этом гребенку и резец устанавливают на токарном станке с помощью резьбового микроскопа, в окуляре которого виден профиль нарезаемой резьбы, при этом головку микроскопа выставляют по одной из образующих обработанной наружной конической поверхности консольной жесткой заготовки, при нарезании резьбы на трубах чистовым резцом образующуюся длинную стружку направляют в контейнер, а при нарезании внутренней резьбы на муфтах стружку выводят из зоны резания и измельчают вращающейся твердосплавной торцовой фрезой.
| СПОСОБ НАРЕЗАНИЯ УПОРНОЙ РЕЗЬБЫ "БАТТРЕСС" НА КОНЦЕВЫХ УЧАСТКАХ ОБСАДНЫХ ТРУБ И СОЕДИНИТЕЛЬНЫХ МУФТ | 2005 |
|
RU2301726C2 |
| СПОСОБ ОБРАБОТКИ КОНИЧЕСКИХ РЕЗЬБ ТРУБНЫХ МУФТ | 2001 |
|
RU2214320C2 |
| US 4244068 A1, 13.01.1981. | |||

