Изобретение относится к инструменту для измерения линейных размеров и может быть использовано для определения ширины боковых плоских полок гофрированных листовых профилей.
Для прямого измерения длин в технике широко используются различные измерительные устройства и инструменты: линейки, штриховые меры, штангенциркули и др. Их основные виды описаны, например, в книге А.А.Васильева ″Основы метрологии и технические измерения″, М.: Машиностроение, 1980, с.29-34 и 48-52. Простейшие измерительные приборы (например, штангенциркули) называют измерительным инструментом. Основные требования к этому инструменту: необходимая достоверность (точность) измерения, относительная простота эксплуатации и надежность.
При необходимости такой инструмент снабжается специальными деталями, например глубиномерной линейкой штангенциркуля, с помощью которой замеряется глубина отверстий.
Известно устройство для измерения длины, выполненное в виде гибкого элемента с грузом на конце, наматываемого на приводной барабан, оборудованный счетчиком числа оборотов (см. а.с. СССР №970109 кл. G01C 22/00, G01B 5/04). Однако это устройство неприемлемо для замера длин элементов листовых профилей проката. Известно также устройство для измерения ширины полок двутаврового профиля, содержащее датчики, контроллеры, компьютер и др., описанное в журнале Curr. Adv. Mater. and Proc, 1990, №2, c.495 (япон.). Это устройство весьма сложно в устройстве и эксплуатации.
Наиболее близким аналогом к заявляемому устройству является измерительный инструмент (штангенциркуль), приведенный в вышеупомянутой книге А.А.Васильева ″Основы метрологии и технические измерения″, с.48-49, рис.31а.
Этот штангенциркуль содержит корпус (штангу) в виде стержня прямоугольного сечения с измерительной шкалой и рабочими элементами (измерительными губками) и характеризуется наличием нониуса и глубиномерной линейки. Такой инструмент малопригоден для замера параметров отдельных элементов (например, ширины плоских краевых полок) гофрированных листов.
Действительно, так как шириной полки гофрированного листового профиля считается расстояние от боковой его кромки до центра кругового закругления радиуса R между плоскостью полки и стенкой гофра (см. фиг.1), то точное (до 1 мм) определение ее ширины с помощью штангенциркуля (или обычной линейки) весьма затруднительно: неизвестно положение этого центра (точнее - его проекции на горизонталь). Поэтому замер ширины полок таких профилей может давать разные результаты в отдельных случаях, что приводит к взаимным претензиям изготовителей и потребителей гофрированных листов.
Технической задачей настоящего изобретения является повышение достоверности измерений и упрощение процесса измерения.
Для решения этой задачи предлагаемый измерительный инструмент содержит корпус в виде стержня прямоугольного сечения с измерительной шкалой и рабочим элементом, который выполнен в форме плоского диска с возможностью его замены и установлен на конце стержня, противоположном его концу с измерительной шкалой, при этом через резьбовое отверстие стержня проходит вертикальный винт, нижний конец которого выступает из стержня на требуемую величину.
Сущность заявляемого технического решения заключается в конкретизации конструкции линейного измерителя, позволяющего замерять длину плоского горизонтального элемента, плавно переходящего в наклонную (или дугообразную) грань гофра на листовом профиле, с необходимой точностью. В результате этого не только повышается достоверность измерений, но и упрощается процесс измерения.
Очевидно, что при отсутствии предлагаемого инструмента необходимо сначала определить положение центра радиуса переходного закругления между краевой полкой и гофром профиля, а затем, зафиксировав проекцию этого центра на металле (например, путем нанесения риски), измерить расстояние от этой метки до кромки профиля. Как показали опыты (см. ниже), такая операция занимает определенное время и значительно удлиняет контролирование геометрии профилей.
Предлагаемый измерительный инструмент схематично показан на фиг.1.
На одном конце корпуса 1 инструмента, выполненного в виде стержня прямоугольного поперечного сечения, имеется измерительная метрическая шкала 2, а на противоположном его конце - отверстие 3 для оси измерительного рабочего элемента 4. Этот элемент имеет форму плоского диска с радиусом R. На некотором расстоянии от отверстия 3 в стержне выполнено резьбовое отверстие 5, через которое проходит вертикальный регулировочный винт 6; нижний конец 7 винта выступает из стержня на определенное расстояние h. Диск 4 - съемный, а его радиус R равен внешнему радиусу Rи плавного перехода (изгиба) между горизонтальной полкой 8 профиля и боковой поверхностью 9 его гофра 10.
Измерение ширины l полки 8 осуществляется следующим образом.
Предварительно, по фактической величине Rи подбирается требуемый измерительный элемент (диск) 4 (эта операция аналогична замеру радиуса радиусомером). Найденный диск устанавливается и закрепляется гайкой на оси, размещенной в отверстии 3 корпуса инструмента. Затем, с помощью перемещения регулировочного винта 6 устанавливается приблизительная параллельность нижней грани стержня 1 плоскости хх (т.е. плоскости горизонтальной полки 8). Следует отметить, что некоторая непараллельность стержня не влияет существенно на достоверность замеров.
Собранный таким образом инструмент по полке профиля передвигается до плотного соприкосновения диска 4 с боковой поверхностью 9 гофра профиля. Положение кромки 11 полки относительно соответствующего деления метрической шкалы 2 и покажет величину ширины полки С.
Если контроль профиля осуществляется непосредственно в потоке профилегибочного стана, то замена рабочего элемента (диска) осуществляется весьма редко (обычно при переходе на новый профилеразмер), так как величина Rи зависит, в основном, только от износостойкости формующего инструмента (валков).
Опытную проверку заявляемого инструмента производили на профилегибочном стане ОАО "Магнитогорский металлургический комбинат" при формовке листовых профилей высокой жесткости с периодически повторяющимися продольными гофрами трапециевидного и полукруглого сечений. Виды таких профилей приведены, например, в книге М.Ф.Сафронова и др. ″Профили высокой жесткости″, Магнитогорск, Дом печати, 1996, с.73-78.
При контроле профилей замеры ширины боковых полок производили как с помощью предлагаемого инструмента (с некоторыми вариациями его конструкции), так и с помощью штангенциркуля, радиусомеров и линейки. Результаты замеров оценивали по их точности (она определялась с помощью специальных шаблонов, используемых при изготовлении формующего инструмента) и по времени, затраченному на замеры.
Наилучшие результаты (минимальное время замеров и высокая их достоверность) получены при использовании предлагаемого инструмента. Точность измерения ширины полок была в пределах ±1 мм (при допусках на эту величину от ±2 до ±4 мм). Величина Rи и R варьировалась в пределах 12...35 мм. Измерения известными инструментами дали величину точности замеров (в зависимости от величины Rи) от ±3 до ±5 мм, а длительность операции замеров возросла почти в пять раз.
Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущества перед известным объектом, взятом в качестве ближайшего аналога.
Технико-экономический анализ выполненный в Центральной лаборатории ОАО ″ММК″, показал, что использование заявляемого инструмента при контроле проката позволит уменьшить выход профилей, не соответствующих требованиям потребителей, примерно в 2...3 раза, что сократит количество и стоимость их претензий.
Пример конкретного выполнения
Инструмент для измерения ширины боковых полок гофрированного листового профиля с полукруглыми гофрами имеет вид, показанный на фиг.1.
Замеряемые параметры: Rи=R=30 мм; l=250±3 мм; величина "вылета" регулировочного винта - h=5 мм.
Длина инструмента (без измерительного диска - 400 мм; поперечное сечение корпуса (стержня) - 35×20 мм2.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗМЕРИТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ КОНТРОЛЯ РАДИУСА КРИВИЗНЫ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ БЕСКОНЕЧНОЙ ДЛИНЫ | 2014 |
|
RU2568332C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2013 |
|
RU2525720C1 |
| УСТРОЙСТВО ОГРАЖДЕНИЯ | 1997 |
|
RU2114262C1 |
| ИЗМЕРИТЕЛЬ СИММЕТРИЧНОСТИ РАСПОЛОЖЕНИЯ ПРОРЕЗЕЙ В КОЛЛЕКТОРНЫХ ПЛАСТИНАХ ЭЛЕКТРИЧЕСКИХ МАШИН | 1993 |
|
RU2085829C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В АРОЧНЫХ ПРОФИЛЯХ | 2019 |
|
RU2726295C1 |
| Устройство для измерения размеров стыковых сварных соединений | 1989 |
|
SU1709173A1 |
| Радиусомер | 1986 |
|
SU1457542A1 |
| ИЗМЕРИТЕЛЬ ЛИНЕЙНЫХ РАЗМЕРОВ РАСТЕНИЙ | 1999 |
|
RU2156433C1 |
| Способ М.Е.Докторова изготовления листовых гнутых профилей с гофрами | 1991 |
|
SU1813584A1 |
| Зубофрезерный станок | 1988 |
|
SU1690978A1 |
Изобретение относится к инструменту для измерения линейных размеров, в частности ширины боковых полок гофрированных листов. Предлагаемый инструмент содержит корпус в виде стержня прямоугольного сечения заданной длины с измерительной шкалой и рабочим элементом. Рабочий элемент выполнен в форме плоского диска заданного диаметра с возможностью его замены и установлен на конце стержня, противоположном его концу с измерительной шкалой. Через резьбовое отверстие стержня проходит вертикальный регулировочный винт, нижний конец которого выступает из стержня на требуемую величину. Технический результат: повышение достоверности измерений и упрощение процесса измерения. 1 ил.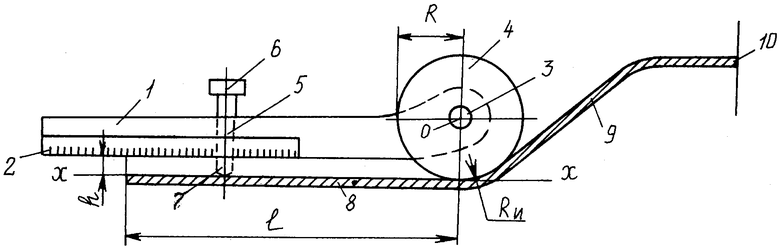
Инструмент для измерения ширины боковых полок гофрированных листов, содержащий корпус в виде стержня прямоугольного сечения с измерительной шкалой и рабочим элементом, отличающийся тем, что этот элемент выполнен в форме плоского диска с возможностью его замены и установлен на конце стержня, противоположном его концу с измерительной шкалой, при этом через резьбовое отверстие стержня проходит вертикальный регулировочный винт, нижний конец которого выступает из стержня на требуемую величину.
| А.А.Васильев «Основы метрологии и технические измерения», стр.48-49, рис.31.а | |||
| Устройство для измерения угла изгиба трубы и разметки ее прямых участков | 1987 |
|
SU1483240A1 |
| Линейка для измерения длины ломаной линии на масштабном чертеже | 1986 |
|
SU1509584A1 |
| Устройство для контроля геометрических параметров деталей | 1983 |
|
SU1211592A1 |
| Приспособление для измерения углов и длин | 1924 |
|
SU1907A1 |

