«1
Изобретение относится к измерительной технике, а именно к устройствам для контроля геометрических параметров деталей, и может быть использовано для контроля размеров разделок под сварку крупногабаритных корпусных деталей типа обечаек, днищ сосудов и т.д.
Целью изобретения является повышение точности и уменьшение трудоемкости контроля за счет сокращения времени проведения настроечных операций.
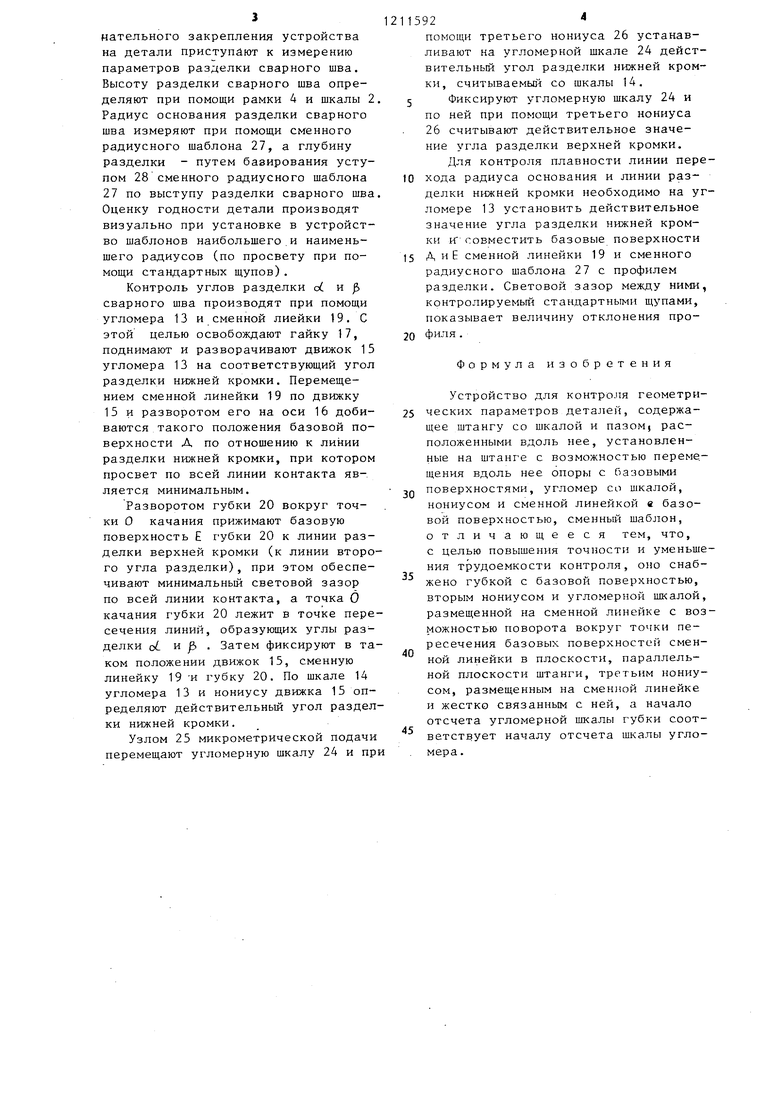
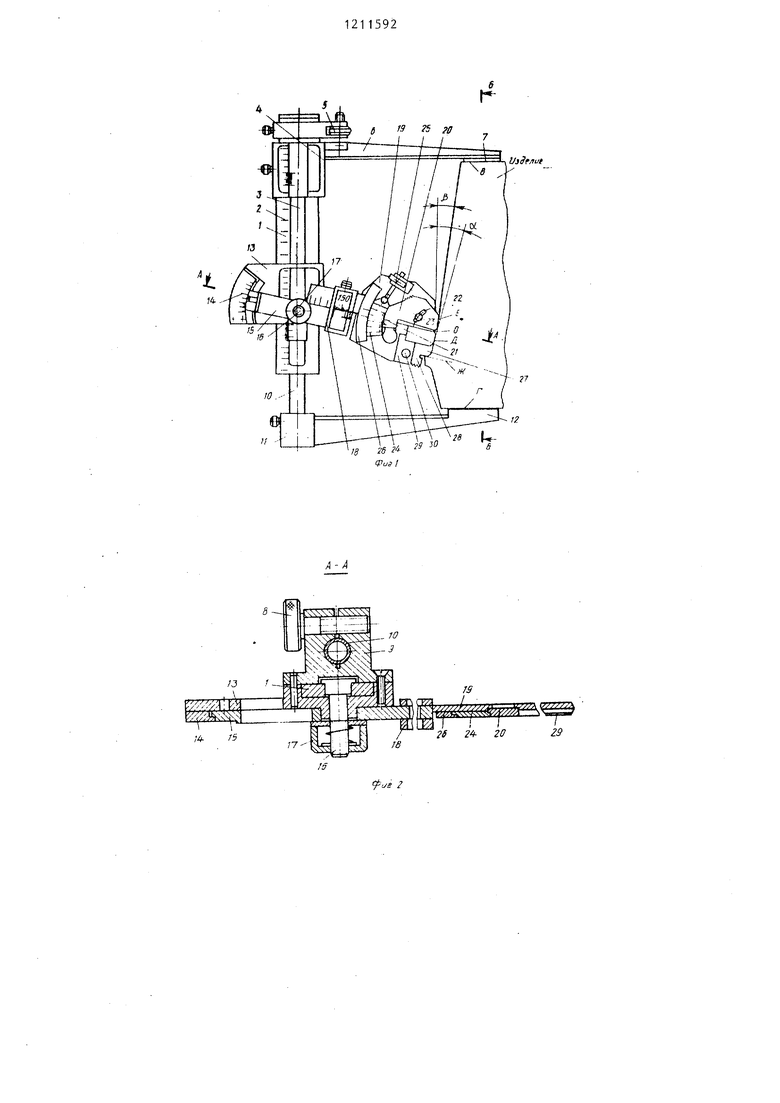
На фиг, 1 изобр.ажено устройство, общий вид; на фиг. 2- разрез А-А на фиг. 1; на фиг.З - разрез Б-Б на фиг. 1.
Устройство для контроля геометрических параметров деталей содержит штангу 1 со шкалой 2, имеющую в сечении сквозной паз 3, расположенный вдоль нее. Штанга 1 служит направляющей для перемещения вдоль нее рамки 4 с нониусом посредством узла 5 микрометрической подачи. На штанге 1 посредством удлинителя 6 установлена с возможностью перемещения вдоль нее опора 7 с базовой поверхностью В .
На штанге жестко закреплен узел зажима, выполненный в виде винта 8 и корпуса 9, в котором размещена стойка 10 с возможностью перемещения параллельно пазу 3 штанги 1. На конце стойки 10 закреплена опора 11 с пластиной 12, имеющей базовую поверхность Г .
На штанге 1 размещен угломер 13, представляющий собой угловой сегмент со шкалой 14 и движком 15 с нониусом, который установлен на оси 1 б. Угломер 13 перемещается в пазу 3 штанги 1 и закреплен относительно нее гайкой 17. На движке 15 угломера 13 посредством рамки 18 закреплена сменная линейка 19 со шкалой, имеющая базовую поверхность А , сопрягаемую с поверхностью измеряемой детали при измерении первого угла разделки оС .
Сменная линейка 19 снабжена губкой 20 с базовой поверхностью Е , вторым нониусом 21 и пазом 22, выполненным по радиусу с центром в точке .0 пересечения линий, образующих два угла разделки с/ и / .
Губка 20 имеет возможность кругового перемещения на оси 23, проходя15922
щей через паз 22, и сопрягается базовой поверхностью Е с контролируемой деталью при измерении второго угла разделки .
5 На сменной линейке 19 размещена угломерная шкала 24 и узел 25 микрометрической подачи. Губка 20, второй нониус 21 и угломерная шкала 24 имеют возможность поворота вокруг
10 точки О пересечения базовых поверхностей сменной линейки 19 в плоскости, параллельной плоскости штанги 1.
Со сменной ли нейкой 19 жестко связан третий нониус 26. Сменный ра1.5 диусный шаблон 27 с уступом 28 и
базовой поверхностью У( является как бь продолжением нижней части сменной линейки 19 и фиксируется боковыми щечками 29 и постоянными магнитами
20 30, расположенными между боковыми щечками 29.
Начало отсчета угломерной шкалы 24 губки 20 соответствует началу отсчета шкалы 14 угломера 13. Базо25 вые поверхности опор 7 и 11 и базовая поверхность сменного шаблона 27 расположены в одной плоскости, проходящей через базовые поверхности губки 20 и сменной линейки 19. Для
30 этого пластина 12 и упоры 11 и опора 7 выполнены изогнутой формь: таким образом, что поверхности 6 и Г расположены в одной радиальной плоскости (фиг. 3), а в сменной лИнейэг ке 19 имеется паз, в которьш вькодит губка 20 (фиг. 2) и поверхности А и Е .
Устройство работает следующим образом.
Перед началом работы шкалы 14 и 24 устанавливают в нулевое положение . В этом положении штангу 1 устанавливают на деталь базовой поверхностью Ж соответствующего сменного радиусного шаблона 27, совмещая ее с основанием разделки сварного шва. Затем перемещают опору 11 с пластиной 12 по стойке 10 до сопряжения базовой поверхности Г с нижней кромкой детали и закрепляют ее. После этого перемещают рамку 4 по штанге 1 до соприкосновения базовой поверхности В с верхней кромкой измеряемой детали и фиксируют ее. Узлом 5 микрометрической подачи производят выборку люфтов в конструкции устройства и затем окончательно закрепляют устройство на детали. После окон-.
нательного закрепления устройства на детали приступают к измерению параметров разделки сварного шва. Высоту разделки сварного шва определяют при помощи рамки 4 и шкалы 2 Радиус основания разделки сварного шва измеряют при помощи сменного радиусного шаблона 27, а глубину разделки - путем базирования уступом 28 сменного радиусного шаблона 27 по выступу разделки сварного шва Оценку годности детали производят визуально при установке в устройство шаблонов наибольшего.и наименьшего радиусов (по просвету при помощи стандартных щупов).
Контроль углов разделки oL н сварного шва производят при помощи угломера 13 и сменной лиейки 19. С этой целью освобождают гайку 17, поднимают и разворачивают движок 15 угломера 13 на соответствующий угол разделки нижней кромки. Перемещением сменной линейки 19 по движку 15 и разворотом его на оси 16 добиваются такого положения базовой поверхности Л по отношению к линии разделки нижней кромки, при котором просвет по всей линии контакта является минимальным.
Разворотом губки 20 вокруг точки О качания прижимают базовую поверхность Е губки 20 к линии разделки верхней кромки (к линии второго угла разделки), при этом обеспечивают минимальный световой зазор по всей линии контакта, а точка 6 качания губки 20 лежит в точке пересечения линий, образующих углы разделки о и р . Затем фиксируют в таком положении движок 15, сменную линейку 19 -и губку 20. По шкале 14 угломера 13 и нониусу движка 15 определяют действительный угол разделки нижней кромки.
Узлом 25 микрометрической подачи перемещают угломерную шкалу 24 и пр
211592
помощи третьего нониуса 26 устанавливают на угломерной шкале 24 действительный угол разделки нижней кромки, считываемый со шкалы 14. 5 Фиксируют угломерную шкалу 24 и по ней при помощи третьего нониуса 26 считывают действительное значение угла разделки верхней кромки.
Для контроля плавности линии пере10 хода радиуса основания и линии разделки нижней кромки необходимо на угломере 13 установить действительное значение угла разделки нижней кромки И совместить базовые поверхности
15 А иЕ сменной линейки 19 и сменного радиусного шаблона 27 с профилем разделки. Световой зазор между ними, контролируемый стандартньми щупами, показывает величину отклонения про20 филя .
Формула изобретения
Устройство для контроля геометри- 25 ческих параметров деталей, содержащее штангу со шкалой и пазом| расположенными вдоль нее, установленные на штанге с возможностью перемещения вдоль нее опоры с базовыми 2Q поверхностями, угломер со шкалой,
нониусом и сменной линейкой е базовой поверхностью, сменный шаблон, отличающееся тем, что, с целью повышения точности и уменьшения трудоемкости контроля, оно снабжено губкой с базовой поверхностью, вторым нониусом и угломерной шкалой, размещенной на сменной линейке с возможностью поворота вокруг точки пересечения базовых поверхностей сменной линейки в плоскости, параллельной плоскости штанги, третьим нониусом, размещенным на сменной линейке и жестко связанным с ней, а начало отсчета угломерной шкалы губки соответствует началу отсчета шкалы угломера.
35
40
45
ViSmut
IZ
V }9 30 Ч
/5 № X 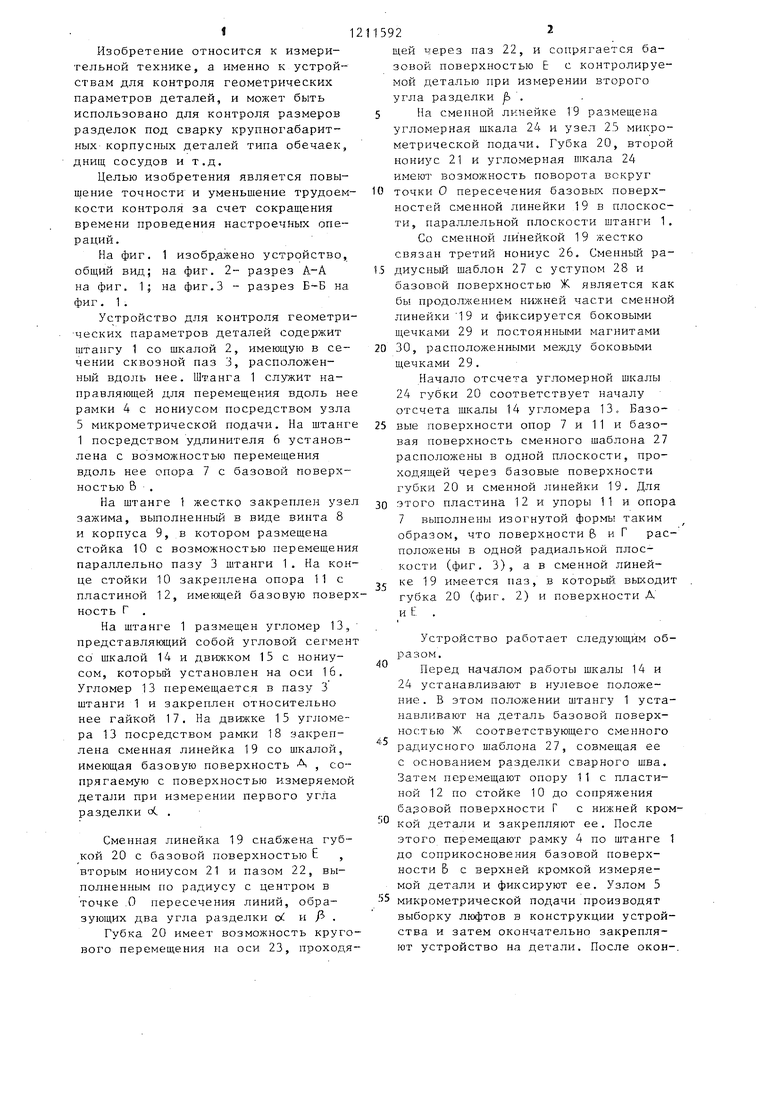
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля геометрических параметров деталей | 1981 |
|
SU1019208A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДЕТАЛЕЙ | 1998 |
|
RU2187068C2 |
| Универсальный шаблон специалиста неразрушающего контроля | 2019 |
|
RU2714458C1 |
| Слесарное приспособление | 1989 |
|
SU1715569A1 |
| Устройство для измерения размеров стыковых сварных соединений | 1989 |
|
SU1709173A1 |
| ИЗМЕРИТЕЛЬ СИММЕТРИЧНОСТИ РАСПОЛОЖЕНИЯ ПРОРЕЗЕЙ В КОЛЛЕКТОРНЫХ ПЛАСТИНАХ ЭЛЕКТРИЧЕСКИХ МАШИН | 1993 |
|
RU2085829C1 |
| ВЫЧИСЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 1991 |
|
RU2011223C1 |
| Устройство для измерения размеров | 1989 |
|
SU1670323A1 |
| ОТРАЖАТЕЛЬНЫЙ УГЛОМЕРНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2190188C1 |
| Вычислительный прибор для определения установочных геометрических параметров | 1980 |
|
SU935974A1 |
Изобретение относится к измерительной технике, а именно к устройствам для контроля размеров разделок под сварку крупногабаритных корпусных деталей типа обечаек, днищ сосудов и т.д. Целью изобретения является повышение точности и уменьшение трудоемкости контроля. Устройство для контроля геометрических параметров деталей содержит штангу со шкалой, имеющую в сечении сквозной паз, расположенный вдоль нее. На штанге установлены с возможностью перемещения вдоль нее две опоры с базовыми поверхностями, угломер со шкалой, нониусом и сменной линейкой и базовой поверхностью, а также сменный шаблон. Сменная линейка снабжена губкой с базовой поверхностью, вторым нониусом и угломерной шкалой, имеющей возможность поворота вокруг точки пересечения базовых поверхностей сменной линейки в плоскости, параллельной плоскости штанги. На сменной линейке- размещен третий нониус, жестко с ней связанньй, а начало отсчета угломерной шкалы губки соответствует началу отсчета шкалы угломера. 3 ил. г (Л
/4 /5
6 -6
ffjTocfr oc/пь
I ДЗл
0,3/
д
ДЗл
0,3/
Г
п //
Составитель И. Ефимов Редактор И. Рыбченко Техред М.Надь
Заказ 633/46Тираж 671Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.,д 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
фиг. 3
Корректор М. Максимишинец
| Миропшиченко Б.Л | |||
| Современный инструмент и приспособления разметчиков-машиностроителей | |||
| Л.: Машиностроение, 1972 | |||
| с | |||
| Пуговица | 0 |
|
SU83A1 |
| Экономайзер | 0 |
|
SU94A1 |
| Устройство для контроля геометрических параметров деталей | 1981 |
|
SU1019208A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
