Изобретение относится к технологии машиностроения, к механической обработке трудношлифуемых металлов и сплавов, склонных к прижогам и микротрещинам, алмазно-абразивным инструментам с импульсным нагружением и может быть использовано при шлифовании и полировании.
Известен способ шлифования, реализуемый с помощью привода шлифовального круга, который содержит установленную с возможностью осцилляции на шейке приводного вала планшайбу с расположенным на ней корпусом шлифовального круга и торцовый кулачковый механизм осцилляции планшайбы, связанный с отдельным приводным шкивом, расположенным соосно планшайбе, причем кулачковый механизм имеет наклонный опорный элемент и контактные ролики [1].
Известный способ имеет ограниченные технологические возможности, не обеспечивает повышенное качество обработки, так как зерна круга работают главным образом передними гранями, не позволяет регулировать амплитуду и частоту осцилляции, что снижает производительность обработки и ведет к большому расходу дорогостоящего алмазно-абразивного материала.
Известен способ шлифования, осуществляемый с помощью привода шлифовального круга, содержащего планшайбу с кругом, которая установлена на сферической шейке приводного вала, и торцовый кулачковый механизм осцилляции с приводным шкивом [2].
Известный способ малопроизводителен, а привод, реализующий его, является громоздкой и сложной конструкцией, требующей дополнительного привода шкива торцового кулачкового механизма осцилляции, при этом из-за того, что периферийная поверхность шлифовального круга является сферой, зона контакта круга с заготовкой минимальна и в поперечном сечении теоретически представляет собой точку, а большинство зерен периферийного режущего слоя одновременно не участвуют в резании. Способ имеет ограниченные технологические возможности, не обеспечивает повышенное качество обработки, так как зерна круга работают главным образом передними гранями, не позволяет регулировать амплитуду и частоту осцилляции, что снижает производительность обработки и ведет к большому расходу дорогостоящего алмазно-абразивного материала.
Наиболее близким к изобретению по технической сущности является способ абразивной обработки, реализуемый устройством с крутильно-осевыми вибрациями, содержащее установленную с возможностью осцилляции на шейке шпинделя планшайбу с закрепленным на ней шлифовальным кругом и торцовый кулачок, смонтированный с возможностью контакта с роликом, при этом оно снабжено упругими шайбами, установленными с торцов планшайбы, а шейка шпинделя и планшайба сопряжены по винтовой поверхности с углом наклона около 45° к оси вращения шлифовального круга, имеющего аксиально-смещенный режущий слой, при этом контактный ролик установлен на торце планшайбы, а торцовый кулачок - на пиноли шпинделя [3].
Известный способ имеет ограниченные технологические возможности, т.к. не позволяет плавно регулировать амплитуду и частоту осцилляции и устанавливать оптимальные значения, что снижает производительность обработки и ведет к большому перерасходу дорогостоящего алмазно-абразивного материала, не обеспечивает повышенное качество обработки, так как зерна круга работают главным образом передними и лишь частично боковыми гранями.
Задача изобретения - расширение технологических возможностей, повышение качества и производительности обработки за счет сообщения инструменту низкочастотных, не зависящих от частоты вращения круга осевых колебаний, повышение интенсификации процесса шлифования за счет приложения к кругу продольной импульсной силы, позволяющей осуществлять резание не только передними, но и боковыми гранями зерен, а также за счет увеличения зоны контакта круга с заготовкой, позволяющей экономно расходовать алмазно-абразивный материал.
Поставленная задача решается предлагаемым способом алмазно-абразивной обработки, включающий сообщение шлифовальному кругу вращательного движения и подачи, причем шлифовальному кругу дополнительно сообщают импульсное возвратно-поступательное осевое перемещение, для чего используют устройство, содержащее установленную на шейке шпинделя планшайбу для крепления шлифовального круга, механизм его импульсного нагружения в виде гидравлического генератора импульсов, волновод с закрепленной на нем вилкой, расположенной с одного торца круга, кольцо, смонтированное посредством подшипника на установленной на шейке шпинделя втулке и имеющее кольцевой паз, в котором размещена вилка, и расположенные с другого торца круга диск, закрепленный на торце шпинделя, и винтовые цилиндрические пружины сжатия, опирающиеся на торец диска, при этом шейка шпинделя сопряжена с планшайбой и втулкой по шлицевой поверхности, кольцо своими торцами контактирует с подшипниками, закрепленными на торцах планшайбы и соседней шейки шпинделя, а боек гидравлического генератора импульсов установлен с возможностью воздействия на волновод с обеспечением осевого перемещения планшайбы со шлифовальным кругом по шейке шпинделя.
Особенности предлагаемого способа поясняются чертежами.
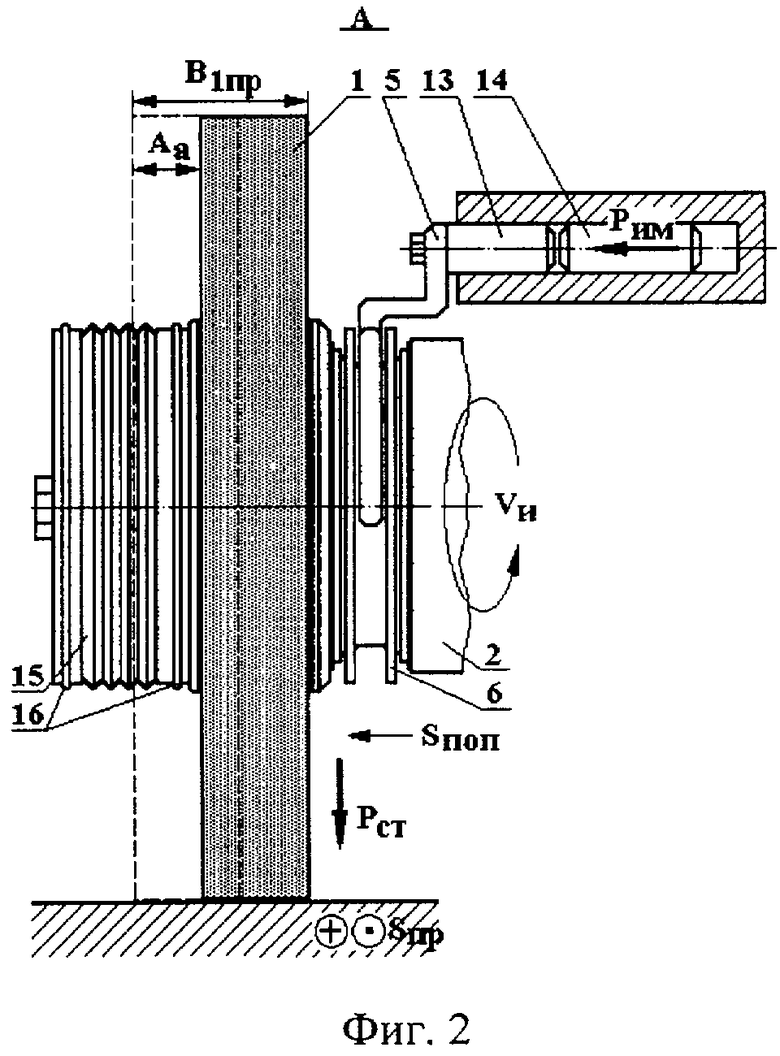
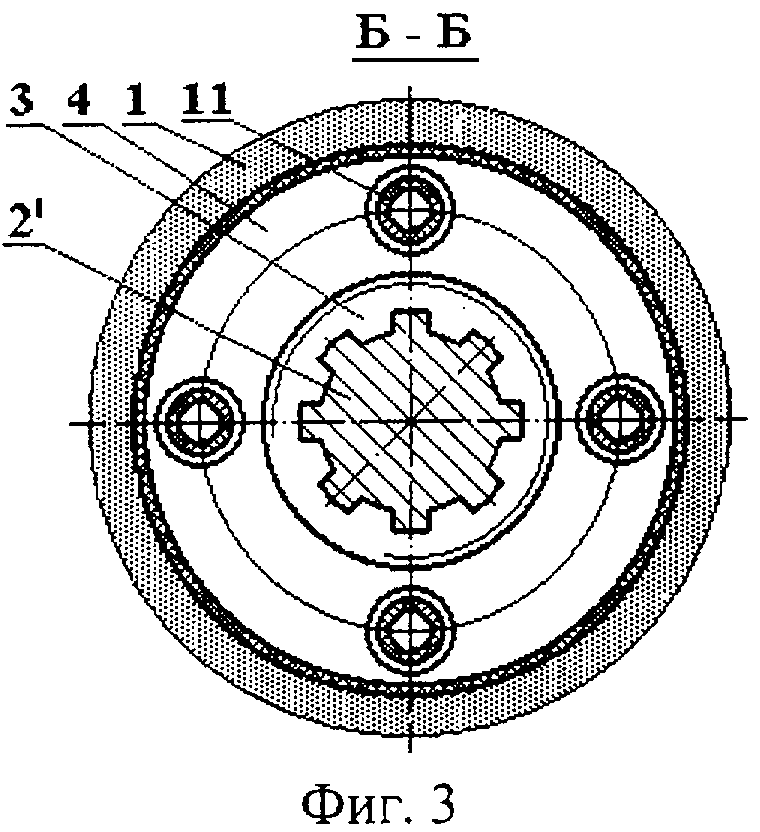
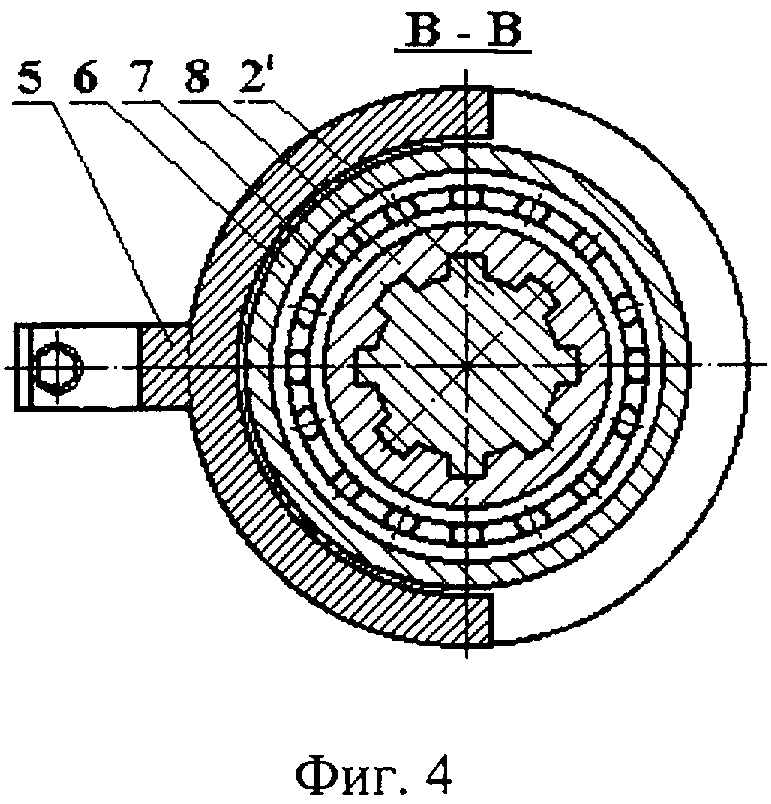
На фиг.1 изображено устройство, реализующее способ, служащее для крепления шлифовального круга с импульсным нагружением, частичный продольный разрез; на фиг.2 - схема обработки, общий вид устройства по А на фиг.1 и схема действующих сил; на фиг.3 - поперечный разрез по Б-Б на фиг.1; на фиг.4 - разрез по В-В на фиг.1.
Предлагаемый способ служит для алмазно-абразивной обработки трудношлифуемых, склонных к прижогам материалов, при котором шлифовальному кругу 1, закрепленному с помощью устройства на шпинделе 2, сообщают вращательное движение Vи и подачу, например, Sпоп.
Устройство, реализующее способ, служит для крепления шлифовального круга 1 для работы периферией и позволяет нагружать его в поперечном направлении статической Рст, а в продольном - импульсной Рим нагрузкой. Устройство содержит установленную с возможностью осцилляции на шейке 2′ шпинделя 2 планшайбу 3 с закрепленным на ней с помощью гайки 4 шлифовальным кругом 1.
На шпинделе с одного торца круга 1 (согласно фиг.1, справа от круга) расположена вилка 5, входящая в круговой паз кольца 6, смонтированного на подшипнике 7, который установлен на втулке 8. Кольцо 6 торцами контактирует с подшипниками 9 и 10, закрепленными, соответственно, на торцах планшайбы 3 и соседней шейке 2′′ шпинделя 2.
С другого торца круга 1 (согласно фиг.1, слева от круга) на шпинделе расположены винтовые цилиндрические пружины сжатия 11, опирающиеся на торец диска 12, который жестко закреплен на торце шпинделя 2.
Шейка 2′ шпинделя 2, планшайба 3 и втулка 8 сопряжены по шлицевой поверхности, благодаря которой имеется возможность передавать вращающий момент и осевое перемещение.
Вилка 5 закреплена на волноводе 13, который воспринимает на себя удары бойка 14 гидравлического генератора импульсов (ГГИ) (не показан) [4, 5], который является механизмом импульсного нагружения Рим устройства.
Для предохранения от попадания шлама и смазочно-охлаждающей жидкости на шлицевую поверхность шпинделя 2 и пружины 11 на периферийные поверхности диска 12 и гайки 4 установлена гофрированная тканевая прорезиненная обечайка 15, закрепленная проволочными кольцами 16.
Работа по предлагаемому способу осуществляется следующим образом.
Способ применим как для плоского (см. фиг.2), так и для круглого шлифования при работе периферией круга.
Статическая нагрузка Рст, действующая по нормали на обрабатываемую поверхность заготовки, создается механизмами станка, как при традиционном шлифовании. Выбор величины Рст зависит от конкретных условий обработки и технических требований к обрабатываемой поверхности.
В качестве механизма импульсного Рим нагружения круга применяется гидравлический генератор импульсов [4, 5]. При плоском шлифовании заготовка вместе со столом совершает возвратно-поступательные движения Sпр, при этом устройству с кругом сообщают вращательное движение Vи и поперечную подачу Sпоп на каждый двойной ход стола.
Периодическую импульсную Рим нагрузку создает ГГИ и посредством бойка 14 передает ее волноводу 13 в направлении оси шпинделя. Импульсная ударная нагрузка Рим посредством вилки и кольца воздействует на круг, перемещая его вдоль оси шпинделя (согласно фиг.1-2, справа налево) на величину амплитуды Аа. После окончания действия удара круг с планшайбой, кольцом, вилкой и волноводом 13 отводится с помощью пружин 11 в первоначальное положение (согласно фиг.1-2, вправо).
В результате удара бойка 14 по торцу волновода 13 в бойке и волноводе возникают ударные и противоположно направленные импульсы одинаковой амплитуды и продолжительности, каждый из которых будет воздействовать на круг и обрабатываемую поверхность с цикличностью, равной двойной продолжительности импульсов.
Дойдя до круга, ударный импульс распределяется на проходящий и отражающий. Проходящий импульс формирует динамическую составляющую силы резания. Возможность рационального использования энергии ударных волн определяется размерами предлагаемого устройства.
В результате наложения на вращательное движение круга его импульсного осевого перемещения по шпинделю создается перекрестное движение абразивных зерен круга относительно вектора скорости продольной подачи заготовки Sпр и периодически изменяется скорость резания и сила трения. Причем происходит изменение направления скольжения круга относительно обрабатываемой заготовки, абразивные зерна начинают работать как передними, так и боковыми гранями, изменяется в сторону увеличения ширина обработки за один проход B1пр и интенсивность съема материала. При этом облегчается съем металла и стружкообразование, улучшается самозатачивание зерен, а переменные силы активно перераспределяются в плоскости резания, вследствие чего полностью подавляются автоколебания и сила трения уменьшается до 4 раз.
Кроме того, способ позволяет увеличить число активно работающих абразивных зерен (до 20...25% от общего количества зерен на периферийной режущей поверхности круга), ввиду того что последующие алмазно-абразивные зерна идут не по следу предыдущих, как при традиционном шлифовании (5...15% от общего количества зерен на периферийной режущей поверхности круга), а это позволяет интенсифицировать срезание выступов неровностей поверхности.
В результате совмещения импульсного возвратно-поступательного осевого и вращательного движений круга на обработанной поверхности формируется износостойкий регулярный микрорельеф с перекрестным направлением рисок и неровностями малой и однородной высоты, улучшается качество поверхностного слоя детали и гасятся автоколебания. Причем улучшаются условия работы абразивных зерен, уменьшается их износ, повышается интенсивность съема материала и размерная стойкость круга, создается благоприятная кинематика движения абразивных зерен относительно заготовки, что также снижает шероховатость обработанной поверхности.
Снижение силы трения и гашение автоколебаний шлифовального шпинделя с кругом позволяет улучшить качество обработанной поверхности при одновременном увеличении режимов и производительности. Полное подавление автоколебаний и уменьшение силы трения при использовании предлагаемого способа позволяет повысить режимы и производительность обработки в 3 раза без ухудшения качества обработанной поверхности.
Кроме того, в таких условиях стойкость инструмента возрастает до 2 раз, а в процессе шлифования жесткими кругами - до 5 раз и более, по сравнению со стойкостью при традиционной абразивной обработке без наложения колебаний.
Предлагаемый способ позволяет повысить производительность также благодаря совмещению черновой и чистовой обработок.
При шлифовании мягкими кругами обеспечивается однотонная зеркально чистая поверхность с малой высотой неровностей.
Шлифование жесткими абразивными кругами по предлагаемому способу не уступает по производительности высокоскоростному шлифованию, но обеспечивает улучшение качества обработанной поверхности.
Таким образом, происходит интенсивно воздействующее на обрабатываемую поверхность шлифование с импульсным нагружением круга, которая существенно улучшает качество обработанной поверхности и повышает в несколько раз производительность.
Проведены производственные испытания с использованием специального стенда. Значения технологических факторов (частоты ударов, величины подач) выбирались таким образом, чтобы обеспечить кратность ударного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6...10. Дальнейшее увеличение кратности воздействия ведет к возникновению больших инерционных сил и вибраций.
Величина силы статического поджатия инструмента к обрабатываемой поверхности составляла Рст≥25...40 Н; Римп=255...400 Н.
Производственные испытания показали, что предложенный способ обеспечивает осцилляцию теплового поля, интенсифицирует процесс обработки вследствие прироста площади контакта заготовки с кругом за один проход, позволяет получить пересечение под углом траекторий движения шлифовального круга с направлением исходной шероховатости, обуславливая сетку следов и характер микрогеометрии как при хонинговании, шлифохонинговании с наложением вибраций. Улучшаются условия самозатачивания круга.
Способ может быть использован, кроме шлифовальных станков, также на токарных, фрезерных, отрезных и т.д. В качестве инструмента может быть установлен накатник, иглофреза, зубчатый хон, лепестковый круг и другой дисковый инструмент.
Опытное шлифование нежестких валков листопрокатных станов по предложенному способу позволяет стабильно получать шероховатость Ra=0,32 мкм по всей длине с 95% вероятностью и полном отсутствии следов «рубленности».
Преимуществом способа является расширение технологических возможностей, использование обычного стантартного инструмента. Возможность плавного регулирования амплитуды осциллирующих движений позволяет легко оптимизировать процесс обработки в производственных условиях при изменении обрабатываемого материала, химико-термической операции, режущего инструмента, технических условий, режимов резания.
Источники информации, принятые во внимание:
1. А.с. СССР №672001, МКИ В24В 47/00, 1977.
2. А.с. СССР №1054034 А, МКИ В24В 47/04, опуб. 15.11.1983.
3. Патент РФ 2 164 853, МКИ7 В24В 5/00, 7/00, 45/00. Устройство для абразивной обработки с крутильно-осевыми вибрациями. Степанов Ю.С., Афанасьев Б.И., Самойлов Н.Н. и др. 99117084/02, 04.08.1999; 10.04.2001. Бюл. №10 - прототип.
4. Киричек А.В., Лазуткин А.Г., Соловьев Д.Л. Статико-импульсная обработка и оснастка для ее реализации // СТИН, 1999, №6. - С.20-24.
5. Патент РФ 2090342. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Гидроударное устройство для обработки деталей поверхностным пластическим деформированием, 1997, бюл. №34.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2302331C2 |
| АЛМАЗНО-АБРАЗИВНЫЙ ПРЕРЫВИСТЫЙ ТОРЦОВЫЙ ИНСТРУМЕНТ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2303517C2 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2303511C2 |
| СПОСОБ КОЛЕБАТЕЛЬНОГО ШЛИФОВАНИЯ | 2010 |
|
RU2452602C1 |
| КОЛЕБАТЕЛЬНО-ИМПУЛЬСНОЕ УСТРОЙСТВО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449872C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440881C2 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440880C2 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ С КРУТИЛЬНО-ОСЕВЫМИ ВИБРАЦИЯМИ | 1999 |
|
RU2164853C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ШЛИФОВАНИЯ С СООБЩЕНИЕМ КРУГУ УГЛОВЫХ КОЛЕБАНИЙ | 1999 |
|
RU2163185C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449873C1 |
Изобретение относится к области машиностроения и может быть использовано при шлифовании и полировании трудношлифуемых металлов и сплавов, склонных к прижогам и микротрещинам. Шлифовальному кругу сообщают вращательное движение, подачу и импульсное возвратно-поступательное осевое перемещение. Для осуществления указанных действий используют устройство, в котором шлифовальный круг закреплен на планшайбе, установленной на шейке шпинделя. С одного торца круга расположен волновод с закрепленной на нем вилкой. На установленной на шейке шпинделя втулке смонтировано кольцо, имеющее кольцевой паз, в котором размещена вилка. С другого торца круга расположен диск, закрепленный на торце шпинделя, и винтовые цилиндрические пружины сжатия. Шейка шпинделя сопряжена с планшайбой и втулкой по шлицевой поверхности. Предусмотрен механизм импульсного нагружения круга в продольном направлении в виде гидравлического генератора импульсов. Его боек установлен с возможностью воздействия на волновод с обеспечением осевых колебаний планшайбы со шлифовальным кругом. В результате круг совершает низкочастотные, не зависящие от его частоты вращения осевые колебания, что повышает производительность и качество обработки, интенсифицирует процесс шлифования и расширяет его технологические возможности. 4 ил.
Способ алмазно-абразивной обработки, включающий сообщение шлифовальному кругу вращательного движения и подачи, отличающийся тем, что шлифовальному кругу дополнительно сообщают импульсное возвратно-поступательное осевое перемещение, для чего используют устройство, содержащее установленную на шейке шпинделя планшайбу для крепления шлифовального круга, механизм его импульсного нагружения в виде гидравлического генератора импульсов, волновод с закрепленной на нем вилкой, расположенной с одного торца круга, кольцо, смонтированное посредством подшипника на установленной на шейке шпинделя втулке и имеющее кольцевой паз, в котором размещена вилка, и расположенные с другого торца круга диск, закрепленный на торце шпинделя, и винтовые цилиндрические пружины сжатия, опирающиеся на торец диска, при этом шейка шпинделя сопряжена с планшайбой и втулкой по шлицевой поверхности, кольцо своими торцами контактирует с подшипниками, закрепленными на торцах планшайбы и соседней шейки шпинделя, а боек гидравлического генератора импульсов установлен с возможностью воздействия на волновод с обеспечением осевого перемещения планшайбы со шлифовальным кругом по шейке шпинделя.
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ С КРУТИЛЬНО-ОСЕВЫМИ ВИБРАЦИЯМИ | 1999 |
|
RU2164853C1 |
| Привод шлифовального круга | 1982 |
|
SU1054034A1 |
| US 4731955 А, 22.03.1988. | |||

