Изобретение относится к технологии машиностроения, к механической обработке трудношлифуемых металлов и сплавов, склонных к прижогам и микротрещинам, и может быть использовано при изготовлении оснастки для шлифования и полирования плоских поверхностей.
Известен способ шлифования и устройство, реализующее его, включающие непрерывное наложение на заготовку через обрабатываемую поверхность в направлении нормали ультразвуковых колебаний, при этом заготовке сообщают колебания, модулированные по частоте [1].
Недостатком известного устройства и способа является неэффективное повышение интенсификации процесса, не дающее повышение производительности, и качества изготовляемой продукции ввиду того, что ультразвуковая обработка ведется на частотах свыше 16 КГц и амплитудой в несколько единиц мкм [2]. Разделение колебаний на низко- (до 200 Гц), высокочастотные (от 200 до 16000 Гц) и ультразвуковые (свыше 16000 Гц) имеет существенное значение, поскольку различная частота колебаний по-разному влияет на процесс деформирования материала, элементов технологической системы: станок-приспособление-инструмент-заготовка, и на процесс стружкообразования. Алмазно-абразивные зерна, имеющие размеры на порядок больше, чем амплитуда ультразвуковых колебаний, осуществляют резания только передними гранями, как при традиционном шлифовании, и зона контакта инструмента с заготовкой увеличивается на ничтожно малую величину.
Задача изобретения - расширение технологических возможностей, повышение качества и производительности обработки за счет сообщения обрабатываемой заготовки низкочастотных, не зависящих от частоты вращения инструмента, поперечных колебаний, повышение интенсификации процесса шлифования за счет приложения к заготовке поперечной импульсной силы, позволяющей осуществлять резание не только передними, но и боковыми гранями зерен, а также за счет увеличения зоны контакта шлифовального круга с заготовкой, позволяющей экономно расходовать алмазно-абразивный материал.
Поставленная задача решается с помощью предлагаемого устройства для плоского шлифования, содержащее корпус, нижняя часть которого выполнена с возможностью закрепления на столе станка, а верхняя часть выполнена с возможностью установки на ней обрабатываемых заготовок, причем на верхней части корпуса подвижно на планках из антифрикционного материала, выполняющих функции подшипников скольжения, установлена прямоугольная плита для закрепления на ней заготовок, на нижнем торце которой закреплен кронштейн, жестко соединенный с волноводом, входящим в состав механизма импульсного нагружения заготовок в поперечном направлении в виде гидравлического генератора импульсов, при этом боек гидравлического генератора импульсов установлен с возможностью ударного воздействия на волновод с обеспечением поперечных колебаний плите, для ориентации движения в горизонтальной плоскости которой предусмотрены направляющие планки с регулировочными винтами, кроме того, в состав механизма импульсного нагружения входит винтовая цилиндрическая пружина сжатия, возвращающая плиту с заготовками, кронштейном и волноводом после удара по нему бойка в первоначальное положение.
Особенности конструкции устройства поясняются чертежами.
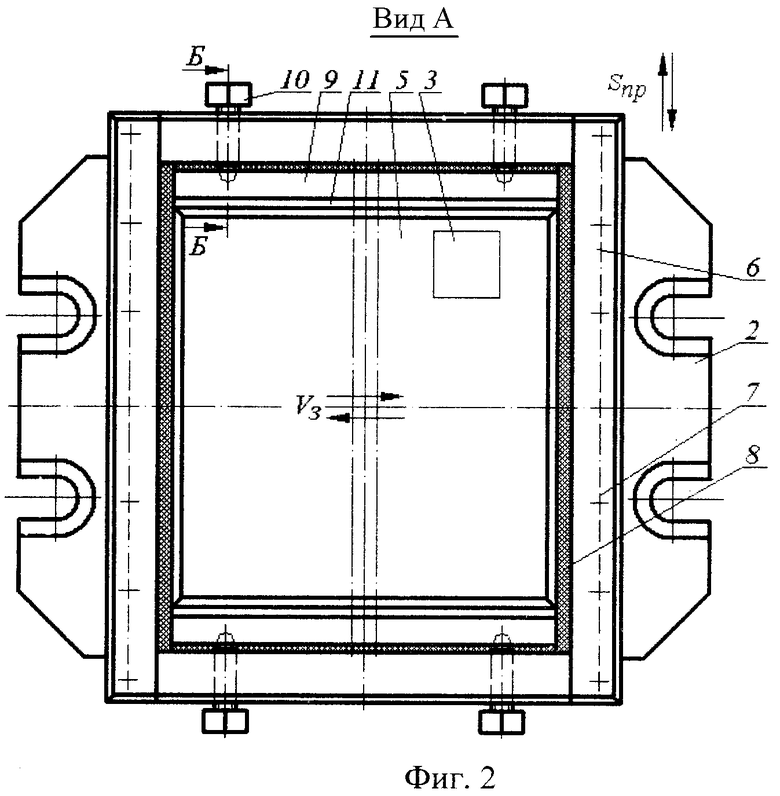
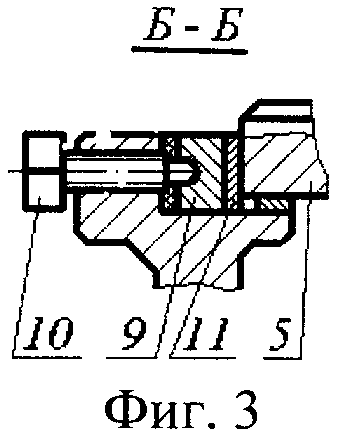
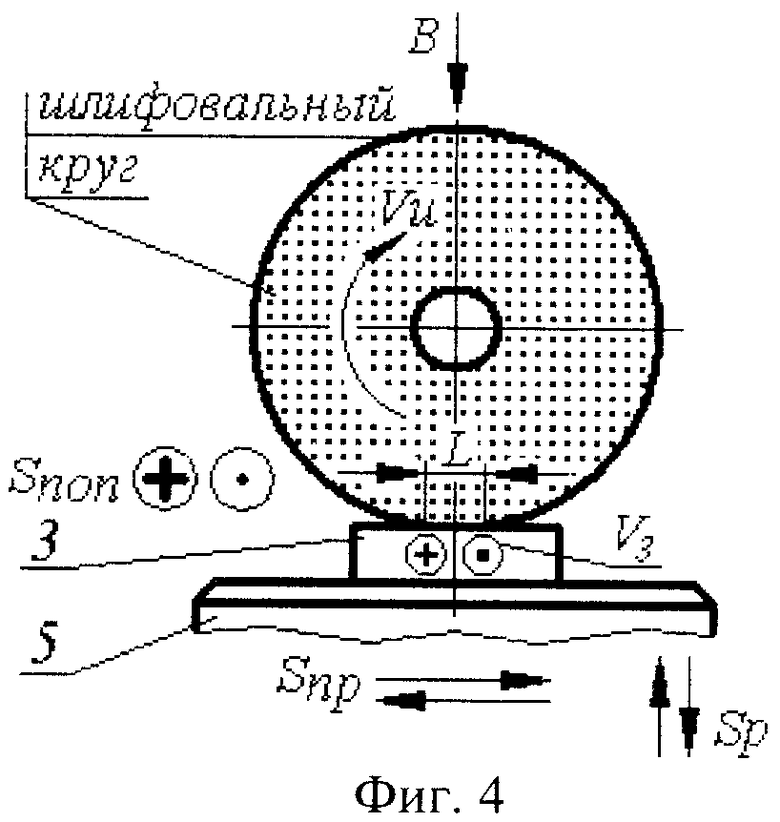
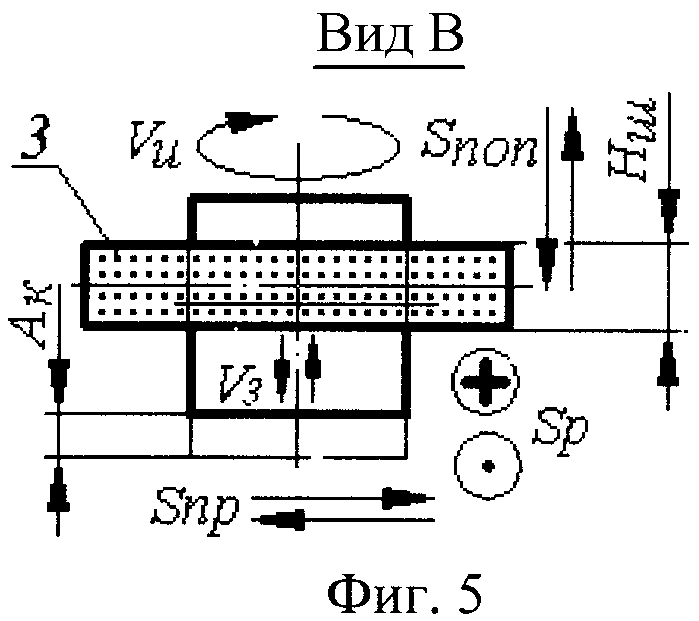
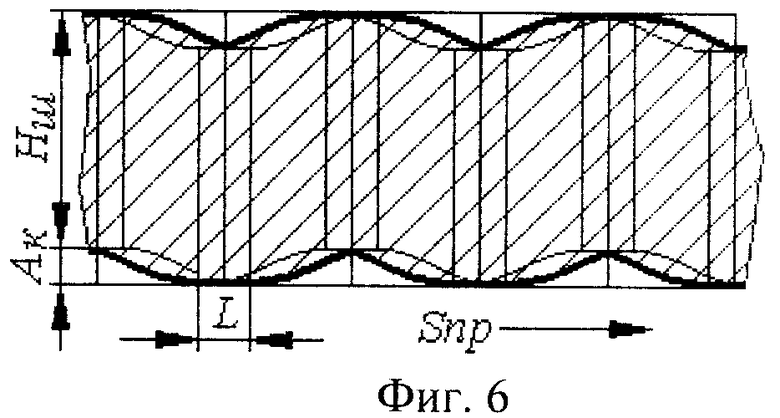
На фиг.1 изображено предлагаемое устройство, вид спереди, поперечный разрез; на фиг.2 - вид сверху по А на фиг.1; на фиг.3 - сечение по Б-Б на фиг.2; на фиг.4 - схема плоского шлифования периферией круга плоской поверхности заготовки, закрепленной на плите предлагаемого устройства; на фиг.5 - схема плоского шлифования периферией круга плоской поверхности заготовки с использованием предлагаемого устройства, вид сверху по В на фиг.4; на фиг.6 - развертка следа шлифовального круга на обрабатываемой плоской поверхности заготовки, подверженной импульсным колебаниям в поперечном направлении.
Предлагаемое устройство предназначено для высокоэффективного плоского шлифования на плоскошлифовальных станках с сообщением заготовке колебаний низкой до 100 Гц частоты с амплитудой 0,5-2 мм и позволяет нагружать заготовку в поперечном направлении импульсной РИМ нагрузкой со скоростью VЗ.
Предлагаемое устройство содержит корпус 1, нижняя часть которого выполнена в виде опор 2 с пазами для крепежных болтов с возможностью закрепления на столе станка (последний не показан). Верхняя часть корпуса выполнена плоской с возможностью установки на ней обрабатываемых заготовок 3. На верхней части корпуса подвижно на опорных планках 4 из антифрикционного материала, выполняющих функции подшипника скольжения, установлена прямоугольная плита 5, на которой с помощью известных приспособлений (не показаны) устанавливают и закрепляют заготовки при обработке на плоскошлифовальном станке (не показан). Опорные планки 4 изготовлены из антифрикционного материала, например оловянно-фосфористой литейной бронзы Бр. ОФ10-1 (по ОСТ 1.90054-72).
Опорные планки закрепляют на корпусе с помощью крепежных планок 6 винтами 7. На торце, обращенном к плите, крепежных планок закреплен уплотнитель 8, предохраняющий от попадания в зону сопряжения плиты с опорными планками отработанного шлама. Уплотнитель, изготовленный из упругого материала, также выполняет функции демпфера.
Крепежные планки установлены с гарантированным зазором Z относительно плиты, позволяющим свободное перемещение плиты в горизонтальной плоскости в направлении поперечной подачи SПОП.
В продольном направлении SПР движение плиты относительно корпуса ограничено направляющими планками 9 с регулировочными винтами 10. Направляющие планки 9, расположенные с противоположных сторон плиты, ориентируют колебательное движение плиты в горизонтальной плоскости в поперечном направлении. Контакт направляющих планок с плитой осуществляется через опорные планки 11, которые неподвижно закреплены на направляющих планках. Опорные планки 11 изготовлены также из антифрикционного материала. Регулировочными винтами добиваются нулевого зазора между опорными планками 11 и плитой при ее поперечных колебаниях.
На нижнем торце плиты закреплен кронштейн 12, жестко соединенный с волноводом 13, который воспринимает на себя удары бойка 14 гидравлического генератора импульсов (ГГИ) (не показан) [3, 4], последний входит в состав механизма импульсного нагружения РИМ устройства.
Волновод и боек входит в состав механизма импульсного нагружения РИМ заготовок в поперечном направлении SПОП в виде ГГИ. Боек ГГИ установлен с возможностью ударного воздействия на волновод с обеспечением поперечных колебаний с амплитудой АК и частотой f плиты с заготовками.
В состав механизма импульсного нагружения входит винтовая цилиндрическая пружина сжатия 15, возвращающая плиту с заготовками, кронштейном и волноводом после удара по нему бойка в первоначальное положение. Пружина расположена между волноводом и винтом 16, который позволяет регулировать усилие возврата. Для предотвращения продольного изгиба пружины и предохранения попадания шлама и смазочно-охлаждающей жидкости пружину охватывает телескопическая обечайка 17.
Вышеупомянутый гарантированный зазор Z между плитой и крепежными планками, дающий возможность колебательного движения плиты в горизонтальной плоскости в поперечном направлении, должен быть не менее удвоенной амплитуды колебательных движений, т.е. Z>2АК мм.
Устройство работает следующим образом.
Устройство применимо для плоского шлифования при работе как периферией (см. фиг.4, 5), так и торцом круга. На фиг.4, 5 изображена схема плоского шлифования периферией круга плоской поверхности заготовки, закрепленной на плите предлагаемого устройства, установленного на плоскошлифовальном станке с крестовым (прямоугольным) столом, например, мод. 3Е711В-1. Для установки и закрепления плоских призматических заготовок может быть использована электромагнитная прямоугольная плита по ГОСТ 17519-81 или плита с постоянными магнитами по ГОСТ 16528-81, которая устанавливается на плиту предлагаемого устройства, или другое известное станочное приспособление.
Нагрузка врезания, действующая по нормали на обрабатываемую поверхность заготовки, создается механизмами станка подачей SР (см. фиг.4, 5), как при традиционном плоском шлифовании. Выбор величины нагрузки врезания и глубины резания зависит от конкретных условий обработки и технических требований к обрабатываемой поверхности.
При плоском шлифовании заготовка вместе со столом совершает возвратно-поступательные продольные движения SПР, при этом инструменту сообщают вращательное движение VИ и поперечную подачу SПОП на каждый двойной ход стола.
В качестве механизма импульсного нагружения колебательного движения обрабатываемой заготовки применяется гидравлический генератор импульсов [3, 4]. При плоском шлифовании заготовка вместе со столом совершает возвратно-поступательные продольные движения SПР и дополнительное колебательное движение с амплитудой АК и частотой f в поперечном направлении, реализуемое предлагаемым устройством, при этом шлифовальному кругу сообщают вращательное движение VИ и поперечную подачу SПОП на каждый двойной ход стола.
Периодическую импульсную РИМ нагрузку создает ГГИ и посредством бойка передает ее волноводу в поперечном направлении плите с заготовками.
Импульсная ударная нагрузка РИМ через кронштейн воздействует на плиту и перемещает ее поперек продольного движения стола станка с предлагаемым устройством (согласно фиг.1-2, слева направо) на величину амплитуды АК. После окончания действия удара плита с кронштейном и волноводом отводится с помощью пружины в первоначальное положение (согласно фиг.1-2, в крайнее левое).
В результате удара бойка по торцу волновода в бойке и волноводе возникают ударные и противоположно направленные импульсы одинаковой амплитуды и продолжительности, каждый из которых будет воздействовать на заготовку и обрабатываемую поверхность с цикличностью, равной двойной продолжительности импульсов.
Дойдя до заготовки, ударный импульс распределяется на проходящий и отражающий. Проходящий импульс формирует динамическую составляющую силы резания. Возможность рационального использования энергии ударных волн определяется размерами предлагаемого устройства.
В результате наложения на продольное движение заготовки SПР ее импульсного поперечного перемещения вместе с плитой со скоростью VЗ создается перекрестное движение обрабатываемой поверхности заготовки относительно вектора скорости VИ алмазно-абразивных зерен шлифовального круга и периодически изменяется скорость резания и сила трения. Причем происходит изменение направления скольжения круга относительно обрабатываемой заготовки, алмазно-абразивные зерна начинают работать как передними, так и боковыми гранями, изменяются в сторону увеличения ширина обработки за один проход и интенсивность съема материала. На ширину обработки за один проход шлифовального круга будет влиять высота шлифовального круга НШ и величина амплитуды колебания заготовки АК в поперечном направлении (см. фиг.6). При этом облегчается съем металла и стружкообразование, улучшается самозатачивание зерен, а переменные силы активно перераспределяются в плоскости резания, вследствие чего полностью подавляются автоколебания и сила трения уменьшается до 4 раз. Кроме того, это позволяет увеличить число активно работающих алмазно-абразивных зерен и интенсифицировать срезание выступов неровностей поверхности.
В результате совмещения импульсного возвратно-поступательного поперечного перемещения заготовки с плитой и продольного движения предлагаемого устройства со столом станка на обработанной поверхности формируется износостойкий, регулярный микрорельеф с перекрестным направлением рисок и неровностями малой и однородной высоты, улучшается качество поверхностного слоя заготовки и гасятся автоколебания. Причем улучшаются условия работы абразивных зерен, уменьшается их износ, повышается интенсивность съема материала и размерная стойкость круга, создается благоприятная кинематика движения абразивных зерен относительно заготовки, что также снижает шероховатость обработанной поверхности.
Снижение силы трения и гашение автоколебаний шлифовального шпинделя с кругом позволяет улучшить качество обработанной поверхности при одновременном увеличении режимов и производительности. Полное подавление автоколебаний и уменьшение силы трения при использовании предлагаемого устройства позволяют повысить режимы и производительность обработки в 3 раза без ухудшения качества обработанной поверхности.
Кроме того, в таких условиях стойкость инструмента возрастает до 2 раз, а в процессе шлифования жесткими кругами - до 5 раз и более по сравнению со стойкостью при традиционной абразивной обработке без наложения колебаний.
Предлагаемое устройство позволяет повысить производительность также благодаря совмещению черновой и чистовой обработки.
При шлифовании мягкими кругами обеспечивается однотонная зеркально чистая поверхность с малой высотой неровностей.
Шлифование жесткими алмазно-абразивными кругами с применением устройства не уступает по производительности высокоскоростному шлифованию, но обеспечивает улучшение качества обработанной поверхности.
Таким образом, происходит интенсивно воздействующее на обрабатываемую поверхность шлифование с импульсным нагружением обрабатываемой заготовки, которое существенно улучшает качество обработанной поверхности и повышает в несколько раз производительность.
Проведены производственные испытания с использованием предлагаемого устройства, предназначенного для колебательно-импульсного плоского шлифования, установленного на плоскошлифовальный станок с крестовым (прямоугольным) столом мод. 3Е711В-1. Плоские призматические заготовки общей массой до 10 кг устанавливались на плиту с постоянными магнитами по ГОСТ 16528-81, которая, в свою очередь, устанавливалась на предлагаемое устройство. Обработка проводилась с частотой колебаний не более f=100 Гц и величиной амплитуды колебаний АЗ=0,5…2,0 мм.
Испытания проводились с использованием специального стенда. В состав привода колебаний входил механизм импульсного нагружения заготовок в поперечном направлении в виде гидравлического генератора импульсов [3, 4]. Величина силы импульсного воздействия на заготовку при ее колебательном движении составляла РИМП=255…400 Н.
Значения технологических факторов (частоты колебаний, величины амплитуды колебаний) выбирались таким образом, чтобы обеспечить кратность колебательного воздействия на элементарную площадку обрабатываемой поверхности в диапазоне 6…10. Дальнейшее увеличение кратности воздействия ведет к возникновению больших инерционных сил и автоколебаний.
Производственные испытания показали, что предложенное устройство обеспечивает осцилляцию теплового поля, интенсифицирует процесс обработки вследствие прироста площади контакта заготовки с инструментом за один проход, позволяет получить пересечение под углом траекторий движения алмазно-абразивных зерен шлифовального круга с направлением исходной шероховатости, обуславливая сетку следов и характер микрогеометрии как при хонинговании, шлифохонинговании с наложением вибраций. Улучшаются условия самозатачивания шлифовального круга.
Шлифование плоских заготовок с использованием предлагаемого устройства позволяет стабильно получать шероховатость Ra=0,32 мкм по всей длине с 95% вероятностью и полном отсутствии следов «рубленности».
Устройство расширяет технологические возможности плоского шлифования, повышает качество и производительность обработки за счет сообщения заготовкам низкочастотных, не зависящих от частоты вращения инструмента, колебаний, интенсифицирует процесс шлифования и позволяет осуществлять резание не только передними, но и боковыми гранями алмазно-абразивных зерен, а также за счет увеличения зоны контакта инструмента с заготовкой, позволяющей экономно расходовать алмазно-абразивный материал.
Источники информации
1. Заявка на изобретение RU №2004129025/02. МПК B24B 1/04. Способ шлифования. Киселев Е.С., Ковальногов В.Н., Чудинов М.А. 01.10.2004; 10.03.2006 - прототип.
2. Хорбенко И.Г. Ультразвук в машиностроении. М., 1974.
3. Киричек А.В., Лазуткин А.Г., Соловьев Д.Л. Статико-импульсная обработка и оснастка для ее реализации // СТИН, 1999, №6. - С.20-24.
4. Патент РФ 2090342. Лазуткин А.Г., Киричек А.В., Соловьев Д.Л. Гидроударное устройство для обработки деталей поверхностным пластическим деформированием. 1997. Бюл. №34.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОЛЕБАТЕЛЬНОГО ШЛИФОВАНИЯ | 2010 |
|
RU2452602C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2303511C2 |
| АЛМАЗНО-АБРАЗИВНЫЙ ПРЕРЫВИСТЫЙ ТОРЦОВЫЙ ИНСТРУМЕНТ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2303517C2 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2302331C2 |
| СПОСОБ ИМПУЛЬСНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2005 |
|
RU2302329C2 |
| СПОСОБ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449871C1 |
| УСТРОЙСТВО ДЛЯ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449874C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440881C2 |
| СПОСОБ ПЛОСКОГО ВИБРОШЛИФОВАНИЯ | 2010 |
|
RU2449875C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440880C2 |
Изобретение относится к технологии машиностроения, к механической обработке трудношлифуемых металлов и сплавов, склонных к прижогам и микротрещинам, и может быть использовано при изготовлении оснастки для шлифования и полирования плоских поверхностей заготовок. Устройство содержит корпус, нижняя часть которого выполнена с возможностью закрепления на столе станка, а верхняя - с возможностью установки обрабатываемых заготовок. На верхней части корпуса подвижно на планках из антифрикционного материала установлена прямоугольная плита для закрепления на ней заготовок. На нижнем торце последней закреплен кронштейн, жестко соединенный с волноводом, входящим в механизм импульсного нагружения заготовок в поперечном направлении плиты в виде гидравлического генератора импульсов. Его боек установлен с возможностью ударного воздействия на волновод с обеспечением поперечных колебаний плиты. Для ориентации движения плиты в горизонтальной плоскости предусмотрены направляющие планки с регулировочными винтами. Механизм импульсного нагружения снабжен винтовой цилиндрической пружиной сжатия для возврата плиты с заготовками, кронштейна и волновода после удара по нему бойка в первоначальное положение. В результате повышаются качество и производительность обработки за счет сообщения заготовкам низкочастотных, не зависящих от частоты вращения инструмента, колебаний. 6 ил.
Устройство для плоского шлифования, содержащее корпус, нижняя часть которого выполнена с возможностью закрепления на столе станка, а верхняя часть с возможностью установки обрабатываемых заготовок, отличающееся тем, что на верхней части корпуса подвижно на планках из антифрикционного материала, выполняющих функции подшипников скольжения, установлена прямоугольная плита для закрепления на ней заготовок, на нижнем торце которой закреплен кронштейн, жестко соединенный с волноводом, входящим в механизм импульсного нагружения заготовок в поперечном направлении плиты в виде гидравлического генератора импульсов, боек которого установлен с возможностью воздействия на волновод с обеспечением поперечных колебаний плиты, при этом для ориентации движения плиты в горизонтальной плоскости предусмотрены направляющие планки с регулировочными винтами, а механизм импульсного нагружения заготовок снабжен винтовой цилиндрической пружиной сжатия для возврата плиты с заготовками, кронштейна и волновода после удара по нему бойка в первоначальное положение.
| Способ шлифования | 1983 |
|
SU1087307A1 |
| СПОСОБ ШЛИФОВАНИЯ | 2004 |
|
RU2276004C1 |
| ГИДРОУДАРНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1995 |
|
RU2090342C1 |
| Станок для полирования плоских поверхностей | 1987 |
|
SU1502269A1 |
| МИНИВЕЛОСИПЕД ПРИВАЛОВА | 2000 |
|
RU2224679C2 |
| JP 60207737 A, 19.10.1985. | |||

