Изобретение относится к механической обработке трудношлифуемых металлов и сплавов, склонных к прижогам и микротрещинам абразивным инструментом, и может быть использовано при шлифовании и полировании в конструкциях шлифовальных и полировальных станков.
Известен привод шлифовального круга, содержащий установленную с возможностью осцилляции на шейке приводного вала планшайбу с расположенным на ней корпусом шлифовального круга и торцовый кулачковый механизм осцилляции планшайбы, связанный с отдельным приводным шкивом, расположенным соосно планшайбе, причем кулачковый механизм имеет наклонный опорный элемент и контактные ролики [1].
Этот привод не обеспечивает повышенное качество обработки, так как зерна круга работают главным образом передними и лишь частично боковыми гранями.
Наиболее близким к изобретению по технической сущности является привод шлифовального круга, содержащий планшайбу с кругом, которая установлена на сферической шейке приводного вала и торцовый кулачковый механизм осцилляции с приводным шкивом [2].
Этот привод является громоздкой и сложной конструкцией, требующей дополнительного привода шкива торцового кулачкового механизма осцилляции, при этом из-за того, что периферийная поверхность шлифовального круга является сферой, зона контакта круга с заготовкой минимальна и в поперечном сечении теоретически представляет собой точку, а большинство зерен периферийного режущего слоя одновременно не участвуют в резании.
Задача изобретения - повышение качества и производительности обработки за счет сообщения инструменту низкочастотных, равных или кратных частоте вращения круга, крутильно-осевых колебаний, а также за счет увеличения зоны контакта круга с заготовкой и упрощение конструкции с минимальными затратами на изготовление.
Поставленная задача решается с помощью предлагаемого устройства для абразивной обработки с крутильно-осевыми вибрациями.
Устройство содержит установленную с возможностью осцилляции на шейке шпинделя планшайбу с закрепленным на ней шлифовальным кругом и торцовый кулачок, смонтированный с возможностью контакта с роликом, при этом оно снабжено упругими шайбами, установленными с торцов планшайбы, а шейка шпинделя и планшайба сопряжены по винтовой поверхности с углом наклона около 45o к оси вращения шлифовального круга, имеющего аксиально - смещенный режущий слой, кроме того, контактный ролик установлен на торце планшайбы, а торцовый кулачок - на пиноли шпинделя.
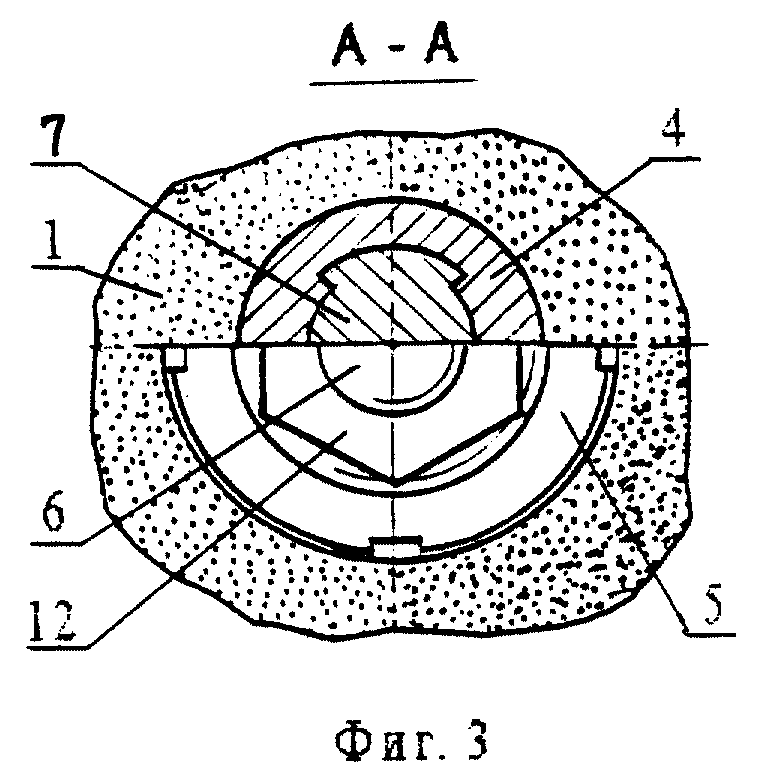
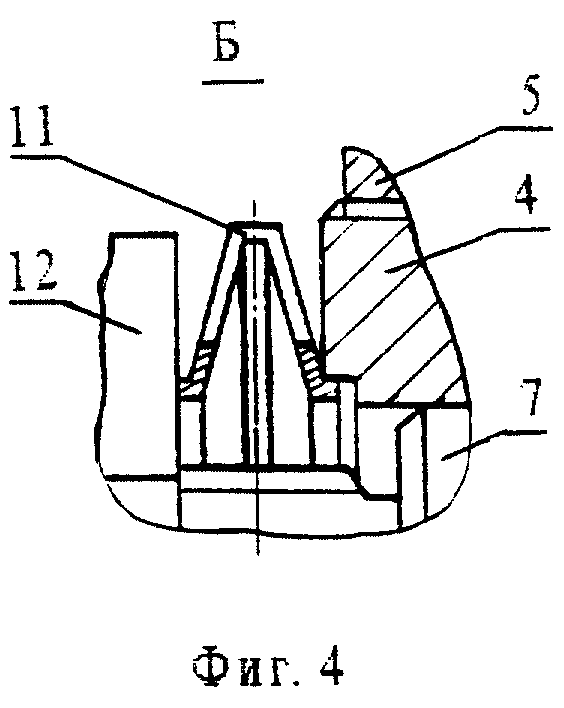
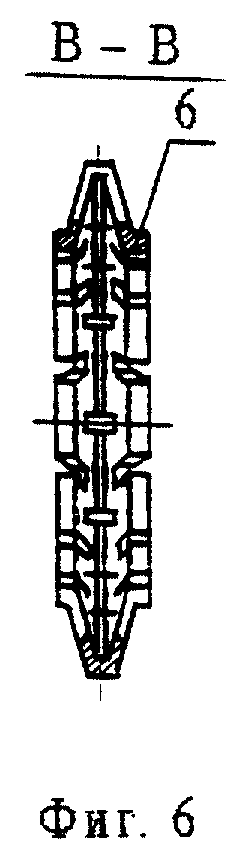
На фиг. 1 изображено устройство для абразивной обработки с крутильно-осевыми вибрациями, продольный разрез; на фиг. 2 - общий вид, круг повернут относительно продольной оси на 180o относительно положения, показанного на фиг. 1; на фиг. 3 - поперечный ступенчатый разрез по А-А на фиг. 1; на фиг. 4 - элемент Б на фиг. 1; на фиг. 5 показана конструкция упругой шайбы, поз. 11 на фиг. 1, общий вид; на фиг. 6 - разрез B-B на фиг. 5.
Устройство для абразивной обработки с крутильно-осевыми вибрациями содержит абразивный круг 1 с аксиально-смещенным режущим слоем.
Круг устанавливают под углом к оси вращения с помощью косой шайбы 2 и косого торца 3 планшайбы 4. Круг 1 в сборе закрепляется на планшайбе 4 гайкой 5.
Винтовое подвижное соединение планшайбы 4 со шпинделем 6, имеющим шейку 7 с винтовой поверхностью, обеспечивает передачу вращающего момента и крутильно-осевые возвратно-поступательные колебательные движения кругу 1.
Крутильно-осевые колебания создаются торцовым кулачком 8, который смонтирован на пиноли 9, и передаются через контактирующий с ним ролик 10, установленный на внешнем торце планшайбы 4.
Амортизационные упругие шайбы 11 (фиг. 5 и 6), установленные на винтовой шейке 7 шпинделя 6 с торцов планшайбы 4, способствуют крутильно-осевым колебательным движениям круга 1. Амортизационные упругие шайбы могут быть выполнены и другого вида, например резиновые (не показаны).
Гайка 12 позволяет подвижно с возможностью крутильно-осевых колебаний закрепить планшайбу 4 с кругом 1 на винтовой шейке 7 шпинделя 6 и обеспечить необходимое усилие амортизации.
Устройство работает следующим образом.
При вращении шпинделя 6 получают вращение планшайба 4 и круг 1. Одновременно происходит обкатывание ролика 10 по неподвижной профильной беговой дорожке торцового кулака 8. В результате планшайба 4 совершает осевое возвратно-поступательное движение, а благодаря винтовому сопряжению винтовой шейке шпинделя с планшайбой круг 1 приводится в колебательное тангенциально-осевое движение.
Чтобы уменьшить силы трения в винтовом соединении, необходимо планшайбу 4 изготовить, например, из антифрикционного чугуна марки АЧС-1 или АЧС-2 ГОСТ 1585-70.
В результате наложения вращательного и крутильно-осевого колебательного движений создается перекрестное движение абразивных зерен круга относительно вектора скорости подачи заготовки и периодически изменяется скорость резания и сила трения.
При вращении шпинделя против часовой стрелки, если смотреть слева, как показано на фиг. 1 и 2, планшайба 4 с кругом 1 будет постоянно, пока действует сила сопротивления резанию, прижиматься роликом 10 к торцовому кулачку 8, благодаря направлению винтовой поверхности в сопряжении винтовой шейки 7 шпинделя 6 с планшайбой 4.
Наложение крутильно-осевых колебаний на вращательное движение круга вызывает изменение скорости и направление скольжения круга относительно обрабатываемой детали, абразивные зерна работают как передними так и боковыми гранями, изменение ширины обработки, а, следовательно, и интенсивности съема материала.
Шлифовальный круг 1 с аксиально-смещенным режущим слоем, как известно, при работе вызывает дополнительные осевые силы Pxд при набегании торца круга на срезаемый припуск (см. фиг. 1 и 2). Эти силы способствуют сопротивлению самовозбуждающимся вибрациям, обеспечивая затухание и подавление автоколебаний абразивного круга.
Благодаря этому облегчается съем металла и стружкообразование, улучшается самозатачивание зерен, а переменные силы активно перераспределяются в плоскости резания, вследствие чего полностью подавляются автоколебания и сила трения уменьшается до 4 раз.
Величина подъема беговой дорожки торцового кулачка 8, определяющая величину амплитуды колебательного движения, и положение подъема беговой дорожки кулака относительно углового положения аксиально-смещенного режущего слоя круга могут быть выбраны так, чтобы эти положения совпали при максимальной амплитуде.
Это позволит увеличить число активно работающих абразивных зерен и интенсифицировать срезание выступов неровностей поверхности.
При этом на обработанной поверхности формируется износостойкий регулярный микрорельеф с перекрестным направлением рисок и неровностями малой и однородной высоты.
Связанные в осевом и тангенциальном направлениях колебания круга с аксиально-смещенным режущим слоем оказывают положительное влияние на формообразование рельефа обрабатываемой поверхности, улучшают качество поверхностного слоя детали и способствуют гашению автоколебаний.
Предлагаемое устройство для абразивной обработки с крутильно-осевыми вибрациями позволяет максимально снизить расход энергии на возбуждение колебаний, мощность и размеры устройства для сообщения вибраций.
При сообщении связанных с частотой вращения крутильно-осевых колебаний кругу улучшаются условия работы абразивных зерен, уменьшается их износ, повышается интенсивность съема материала и размерная стойкость круга, создается благоприятная кинематика движения абразивных зерен относительно детали, что также снижает шероховатость обработанной поверхности.
Снижение силы трения и гашение автоколебаний шлифовального шпинделя с кругом позволяет улучшить качество обработанной поверхности при одновременном увеличении режимов и производительности.
Полное подавление автоколебаний и уменьшение силы трения при использовании предлагаемого устройства позволяет повысить режимы и производительность обработки в 3 раза без ухудшения качества обработанной поверхности.
Кроме того, в таких условиях стойкость инструмента возрастает до 2 раз, а в процессе шлифования жесткими кругами - до 5 раз и более, по сравнению со стойкостью при традиционной абразивной обработке без наложения колебаний.
Предлагаемое устройство позволяет повысить производительность также благодаря совмещению черновой и чистовой обработки.
При шлифовании мягкими кругами обеспечивается однотонная зеркально чистая поверхность с малой высотой неровностей.
Возбуждение колебаний с помощью предлагаемого устройства позволяет отказаться от дорогостоящих магнитострикционных и электромагнитных вибраторов, уменьшить расход энергии на возбуждение колебаний, уменьшить динамические нагрузки на подшипники опор шпинделя и повысить долговечность оборудования.
Крутильно-осевое вибрационное шлифование с применением устройства жесткими абразивными кругами с аксиально-смещенным режущим слоем не уступает по производительности высокоскоростному шлифованию, но обеспечивает улучшение качества обработанной поверхности.
При этом снижение силы трения позволяет уменьшить мощность электропривода, металлоемкость и размеры оборудования. Это указывает на эффективный путь энергосбережения при обработке шлифованием с крутильно-осевыми вибрациями.
Источники информации
1. А.с. СССР N 672001, МКИ B 24 B 47/00, 1977.
2. А.с. СССР N 1054034 A, МКИ B 24 B 47/04, опуб. 15.11.1983 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ШЛИФОВАНИЯ С СООБЩЕНИЕМ КРУГУ УГЛОВЫХ КОЛЕБАНИЙ | 1999 |
|
RU2163185C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146587C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2163531C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2302331C2 |
| СПОСОБ ИМПУЛЬСНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2005 |
|
RU2302329C2 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2164852C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146600C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188116C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОХОНИНГОВАНИЯ | 2003 |
|
RU2236933C1 |


Изобретение относится к механической обработке трудношлифуемых металлов и сплавов, склонных к прижогам и микротрещинам, и может быть использовано при шлифовании и полировании в конструкциях шлифовальных и полировальных станков. Шлифовальный круг с аксиально-смещенным режущим слоем устанавливают на планшайбе, которая сопряжена с шейкой шпинделя по винтовой поверхности с углом наклона около 45° к оси вращения. Такое винтовое подвижное соединение обеспечивает передачу вращающего момента и крутильно-осевые возвратно-поступательные движения кругу. Крутильно-осевые колебания создаются торцевым кулачком, который установлен на пиноли, и передаются через контактирующий с ним ролик. Контактный ролик установлен на внешнем торце планшайбы. На винтовой шейке шпинделя с торцов планшайбы расположены амортизационные упругие шайбы, которые способствуют крутильно-осевым колебательным движениям круга. Наложение крутильно-осевых колебаний на вращательное движение круга вызывает изменение скорости и направление скольжения круга относительно обрабатываемой детали, что ведет к повышению качества обрабатываемой поверхности и производительности обработки. Возбуждение колебаний с помощью предлагаемого устройства позволяет отказаться от дорогостоящих магнитострикционных и электромагнитных вибраторов, уменьшить расход энергии на возбуждение колебаний и повысить долговечность оборудования. 6 ил.
Устройство для абразивной обработки с крутильно-осевыми вибрациями, содержащее установленную с возможностью осцилляции на шейке шпинделя планшайбу с закрепленным на ней шлифовальным кругом и торцовый кулачок, смонтированный с возможностью контакта с роликом, отличающееся тем, что оно снабжено упругими шайбами, установленными с торцов планшайбы, а шейка шпинделя и планшайба сопряжены по винтовой поверхности с углом наклона около 45o к оси вращения шлифовального круга, имеющего аксиально-смещенный режущий слой, при этом контактный ролик установлен на торце планшайбы, а торцовый кулачок - на пиноли шпинделя.
| Привод шлифовального круга | 1982 |
|
SU1054034A1 |
| Планшайба для крепления шлифовального круга | 1980 |
|
SU908581A1 |
| Устройство для крепления шлифовального круга | 1979 |
|
SU887140A1 |
| Устройство для крепления шлифовального круга | 1980 |
|
SU961933A1 |
| Шлифовальный шпиндель | 1977 |
|
SU859131A1 |
| Устройство для крепления шлифовального круга | 1988 |
|
SU1611714A1 |
| US 1976233 A, 28.10.1929. | |||
