Изобретение относится к плоскому металлическому элементу, поверхность которого проходит от первой внешней кромки до второй внешней кромки, противоположной первой внешней кромке, причем примыкающая к первой внешней кромке зона металлического элемента образует первую краевую зону, а примыкающая ко второй внешней кромке зона металлического элемента образует вторую краевую зону, и обе соединены между собой лежащей между ними средней зоной, причем, по меньшей мере, в одной из краевых зон выполнено, по меньшей мере, одно полностью обрамленное отверстие, обрамление которого частично образовано этой краевой зоной, а частично - средней зоной. Кроме того, изобретение относится к профильному элементу, изготавливаемому из такого плоского металлического элемента.
Плоские металлические элементы описанного выше рода используются, например, при изготовлении профилей. Такими профилями могут быть, например, стоечные профили, используемые, в частности, при внутренней отделке для закрепления плитообразных элементов, или угловые профили, используемые для защиты углов в большинстве случаев под штукатуркой. В частности, для таких штукатурных профилей требуется, чтобы эти профили имели отверстия в материале, с тем, чтобы штукатурка могла проникать сквозь профили и чтобы, тем самым, обеспечить фиксацию профилей.
Обычно такие отверстия изготавливают вырубкой, так что вырубленные части образуют отходы. Это, во-первых, является недостатком, поскольку эти части приходится либо выбрасывать, либо направлять на дальнейшую переработку. Во-вторых, существенный недостаток состоит в том, что расходы на изготовление соответствующего профиля в преобладающей степени определяются материальными затратами. Вырубка отдельных частей, таким образом, нерентабельна, в частности, когда вырубленные части приходится выбрасывать в виде отходов.
Для устранения этого недостатка уже известно изготовление перфорированных профилей из тянутого металла. При применении тянутого металла в используемом для изготовления профилей металлическом листе выполняют прорези, затем металлический лист растягивают с двух противоположных сторон, причем шлицы расширяются до нужных проемов. Лежащий между проемами материал при этом растягивается или вытягивается, в результате чего происходят желаемая деформация и связанное с этим растяжение материала. За счет растяжения материала в нем возникают, однако, напряжения, которые могут привести к нежелательным ослаблениям. Также уменьшена изгибная жесткость тянутого металла, так что тянутый металл во многих областях применять нельзя. Наконец, достигаемых с тянутым металлом растяжений материала нередко недостаточно.
Задачей изобретения является создание плоского металлического элемента описанного выше рода с возможностью выполнения отверстий без потерь материала, причем в то же время внутри материала, по существу, не должно быть напряжений. Далее, металлический элемент должен обладать высокой жесткостью, и металлический элемент должен обладать высокой жесткостью, и должно обеспечиваться по сравнению с исходным материалом большое расширение и соответственно растяжение поверхности материала.
Исходя из металлического элемента описанного выше рода, эта задача решается признаками независимых пунктов 1 и 2 формулы изобретения.
Согласно изобретению отверстия в плоском металлическом элементе изготовлены, таким образом, не вытяжкой, а перегибом полей, что предотвращает растяжение или вытяжку внутри металлического элемента, имеющуюся в тянутом металле. Перегнутые поля расположены при этом так, что при проведении операции происходит разгибание обеих внешних краевых зон металлического элемента, чем достигается желаемое растяжение или расширение материала. В то же время за счет перегиба и выполнения металлического элемента за одно целое обеспечивается изготовление отверстии в металлическом элементе за один технологический процесс, что обеспечивает желаемые жесткость и стабильность.
Согласно одному предпочтительному варианту осуществления изобретения лежащие снаружи поля перегнуты противоположно друг к другу, т.е. в противоположных направлениях. При этом, в частности, одно из лежащих снаружи полей перегнуто к верхней стороне среднего поля, а другое лежащее снаружи поле - к нижней стороне среднего поля. Поля могут быть перегнуты при этом как навстречу друг другу, так и в разные стороны.
В принципе, возможно также, чтобы лежащие снаружи поля были перегнуты по отношению друг к другу одинаково, т.е. в одном направлении. В частности, при этом оба лежащих снаружи поля перегнуты в одну сторону, т.е. оба либо к верхней, либо к нижней стороне среднего поля.
Согласно другому предпочтительному варианту осуществления изобретения, по меньшей мере, в одной из краевых зон выполнено несколько отверстий. Это, в частности, целесообразно тогда, когда плоский металлический элемент имеет проходящее в направлении внешних кромок удлиненное выполнение, поскольку только за счет отверстий возможно соответствующее растяжение металлического элемента по всей его длине. Предпочтительно в каждой из краевых зон выполнено несколько отверстий. Эти отверстия предпочтительно попеременно распределены при этом в обеих краевых зонах, причем предпочтительно каждый участок своими перегнутыми, лежащими снаружи полями одновременно относится к одному отверстию первой и примыкающему к нему отверстию второй краевых зон.
Согласно еще одному предпочтительному варианту осуществления изобретения в средней зоне выполнены дополнительные отверстия. При этом предпочтительно отверстия в средней зоне выполнены в соответствии с отверстиями в краевых зонах. Таким образом, можно достичь дополнительного растяжения металлического элемента за счет того, что между внешними кромками друг за другом предусмотрено несколько перегнутых согласно изобретению участков.
Предпочтительно один участок выполнен в виде перемычки с проходящими параллельно друг другу боковыми кромками. В принципе, боковые кромки участка могут проходить также под углом друг к другу или могут быть выполнены, например, также искривленными, если это не мешает перегибу полей согласно изобретению. В частности, на концах участков могут быть при этом предусмотрены отличающиеся от формы перемычки, например, отстоящие вбок поверхности.
Согласно другому предпочтительному варианту осуществления изобретения боковые кромки и перемычки проходят параллельно друг другу или под углом друг к другу. Также здесь геометрия ограничена лишь тем, чтобы это не мешало перегибу лежащих снаружи полей и, тем самым, раскладыванию обеих краевых зон.
Благодаря изобретению достигается то, что расстояние между первой и второй внешней кромками с перегнутыми полями заметно больше, чем с неперегнутыми полями. Этим достигается нужное растяжение материала. В частности, благодаря изобретению возможно, чтобы расстояние с перегнутыми полями было примерно в 1,3-4 раза, в частности примерно в 2-3 раза больше, чем с неперегнутыми полями. Таким образом, у выполненных, согласно изобретению, металлических элементов за счет сгибания, согласно изобретению, возможно заметно большее растяжение, чем это может быть достигнуто, например, при применении тянутого металла.
Предпочтительно отверстия повторяются с равными промежутками, причем это относится как к выполненным в краевых зонах, так и возможным, выполненным в средней зоне отверстиям. В принципе, отверстия могут повторяться также с неравными промежутками.
Согласно другому предпочтительному варианту осуществления изобретения краевые зоны, за исключением отверстий, имеют, по существу, ровную поверхность. Предпочтительно поверхность металлического элемента, за исключением отверстий, выполнена, по существу, ровной. Это может быть достигнуто, например, за счет того, что имеющиеся за счет перегиба утолщения материала подвергают плоской прокатке. За счет этого на линиях сгиба и в тонко прокатанных полях дополнительно происходит наклеп, так что, несмотря на складывание материала, жесткость перегнутых участков соответствует, по меньшей мере, жесткости исходного материала. Это важно, в частности, тогда, когда выполненные, например, в виде перемычек участки выполнены относительно тонкими, поскольку в этом случае за счет наклепа, несмотря на эти, очень тонкие места соединений между обеими краевыми зонами, обеспечивается высокая жесткость всего металлического элемента.
Согласно другому предпочтительному варианту осуществления изобретения перегнутые, лежащие снаружи поля образуют со средним полем угол 110-0°, предпочтительно 90-0°, предпочтительно 45-0°, в частности 10-0°. Для изготовления плоского растянутого металлического элемента лежащие снаружи поля полностью перегибают, так что они образуют со средним полем угол около 0°. В принципе, возможно также осуществление процесса сгибания не до полного перегиба, так что могут быть получены трехмерные структуры. Они применимы, например, при производстве комбинированных материалов, фильтров и т.п.
Согласно другому предпочтительному варианту осуществления изобретения каждое из перегнутых, лежащих снаружи полей, соединенное непосредственно с краевой зоной, непрерывно, в частности ровно, переходит в соединенную с ним краевую зону. За счет этого в этой зоне достигается гладкая или плоская поверхность металлического элемента без кромок, сгибов и т.п.
Согласно другому предпочтительному варианту осуществления изобретения к первой и/или второй внешней кромке примыкает дополнительный отрезок металла, который вместе с проходящим между первой и второй внешними кромками материалом образует уголковый профиль. В частности, уголковый профиль может быть выполнен при этом L-, V-, U-, C- или Z-образным. За счет этого выполнения плоский металлический элемент может быть легко использован для образования профиля. Отрезок или дополнительные отрезки металла могут быть выполнены при этом либо со сплошной поверхностью, либо, если требуется, снабжены отверстиями согласно изобретению. Если, например, должен быть изготовлен штукатурный профиль, то уголковый профиль выполняют предпочтительно L-образным, причем предпочтительно обе полки профиля снабжены отверстиями согласно изобретению. Если в случае уголкового профиля речь, например, идет, напротив, о стоечном профиле, то предпочтительно С-, U-, T-, I- или Z-образное выполнение, причем отверстия выполнены только в средней базовой части, но не в лежащих снаружи полках. При необходимости отверстия могут быть выполнены также непосредственно в линиях сгиба уголковых профилей или только в одной или нескольких полках.
В принципе, металлический элемент согласно изобретению может использоваться везде, где используются плоские отрезки металла, например, для всех видов открытых или замкнутых металлических профилей, например, трубчатых профилей.
Предпочтительно дополнительный отрезок или отрезки металла выполнены за одно целое с остальной частью металлического элемента, чтобы сохранить, таким образом, одноэтапный процесс изготовления.
Согласно другому предпочтительному варианту осуществления изобретения дополнительно к первой и второй краевым зонам предусмотрены третья и четвертая краевые зоны, противоположные друг другу и проходящие поперечно или перпендикулярно первой и соответственно второй краевым зонам. При этом выполнение поверхности полотна материала в направлении от третьей краевой зоны к четвертой, по существу, соответствует выполнению поверхности в направлении от первой краевой зоны ко второй. Таким образом, расширение материала возможно не только в одном направлении, в частности, поперек продольной протяженности металлического элемента, но и, например, в двух взаимно перпендикулярных направлениях, например, вдоль и поперек продольной протяженности металлического элемента. При этом варианте осуществления изобретения достигается, тем самым, двухмерное расширение материала.
Металлический элемент согласно изобретению может использоваться разнообразно. Например, металлический элемент может использоваться в качестве профильного элемента, в частности в качестве углового или стоечного профиля, защитной решетки, секции забора, фильтрующего мата, шумозащитного элемента, опоры для вьющихся растений, элемента поверхности для хождения, арматурного мата, вкладыша в комбинированных материалах, кабельного канала, перфорированной ленты, монтажного, акустического или затеняющего элемента или декоративного профиля. При этом возможно, чтобы соответствующие элементы были полностью образованы металлическим элементом согласно изобретению, или чтобы, как уже сказано, к содержащему отверстия металлическому элементу примыкали дополнительные отрезки металла.
В принципе, изобретение может применяться во всех областях, где плоские материалы перфорируют или вырубают, чтобы достичь, например, проницаемости или частичной проницаемости или направленного отражения света, звука или сред. Благодаря изобретению достигается то, что в отличие от, например, перфорирования при выполнении отверстий не возникает отходов материала и, могут быть сокращены, тем самым, расходы. Другими областями применения могут быть следующие: армированное стекло, полы-сэндвич, упаковочно-изоляционный материал, подвески для потолков, кабельные несущие системы, катализаторные пластины, системы прокладки проводов, перфорированные листы, перфорированные полосы, монтажные ленты, монтажные уголки, опоры стеллажей, ленточные хомуты для стропил, профили для жалюзи, безраскосные фермы, профильные ленты, шинные системы, шлицованные ленты, соединители раскосов, несущие шины или изготовление сеток.
Типичные толщины применяемых полотен материала составляют при этом около 0,3-2 мм, в частности, около 0,4-0,8 мм. В качестве материала может применяться, например, алюминий, листовой цинк, высококачественная сталь или оцинкованная листовая сталь. Изобретение не ограничено, однако, этими значениями толщин или этими материалами.
Другие предпочтительные варианты осуществления изобретения приведены в зависимых пунктах формулы.
Изобретение более подробно описано ниже с помощью вариантов его осуществления со ссылкой на фигуры, которые изображают:
- фиг.1: выкройку, по которой может быть изготовлен металлический элемент согласно изобретению;
- фиг.2-4: три разных состояния во время изготовления выполненного согласно изобретению металлического элемента по выкройке на фиг.1;
- фиг.5: другую выкройку для изготовления выполненного согласно изобретению металлического элемента;
- фиг.6-8: три этапа способа изготовления выполненного согласно изобретению металлического элемента по выкройке на фиг.5;
- фиг.9: другую выкройку;
- фиг.10-12: три этапа способа изготовления выполненного согласно изобретению металлического элемента по выкройке на фиг.9;
- фиг.13-15: три альтернативных этапа способа изготовления выполненного согласно изобретению металлического элемента по выкройке на фиг.9;
- фиг.16: другую выкройку;
- фиг.17: выполненный согласно изобретению металлический элемент, изготовленный по выкройке на фиг.16;
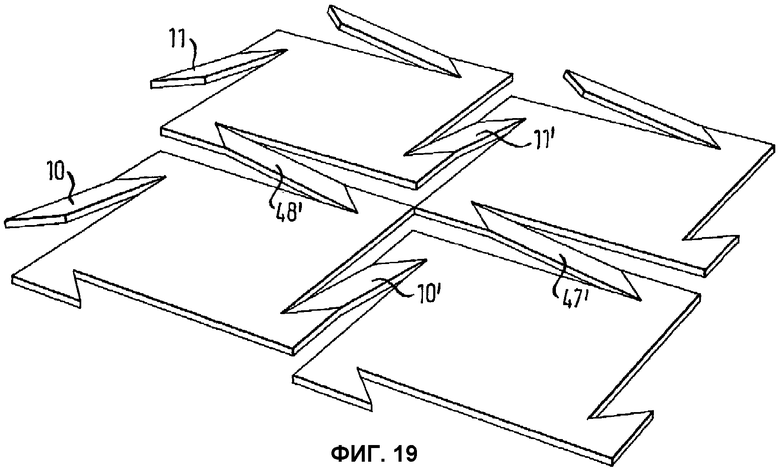
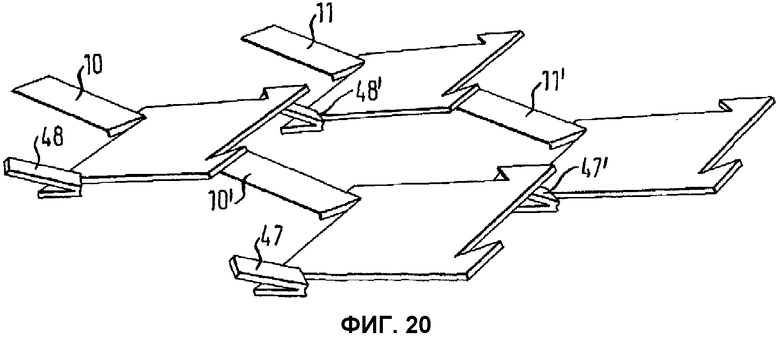
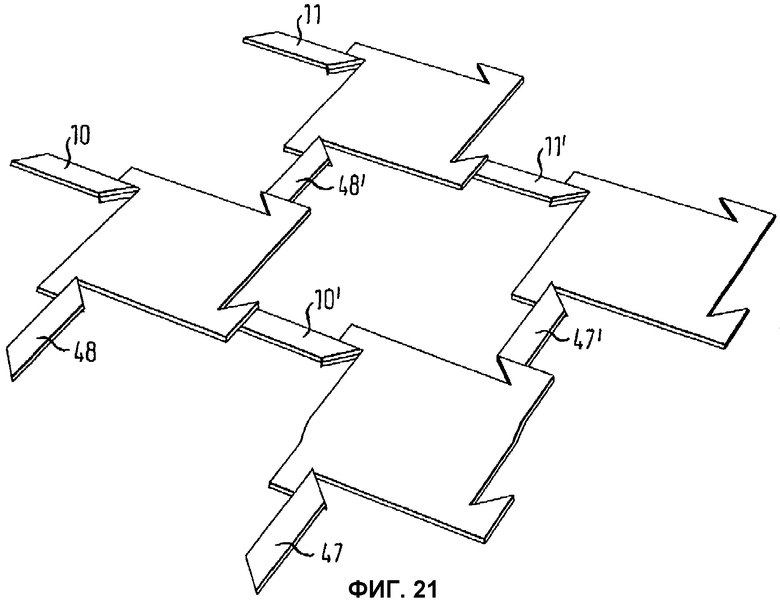
- фиг.19-21: три этапа способа изготовления выполненного согласно изобретению металлического элемента по выкройке на фиг.18;
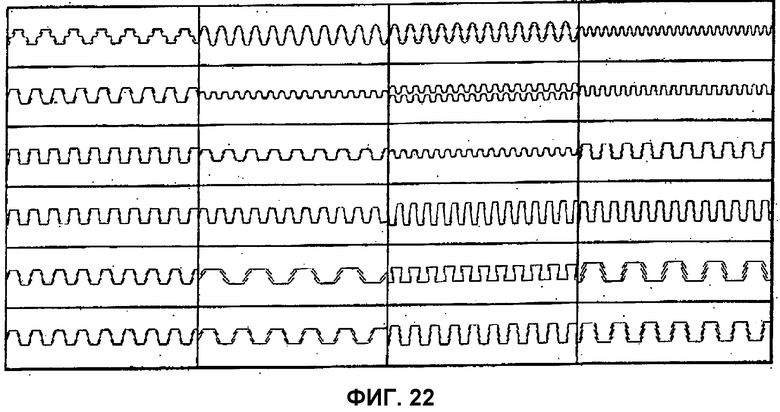
- фиг.22: другие варианты различных выкроек;
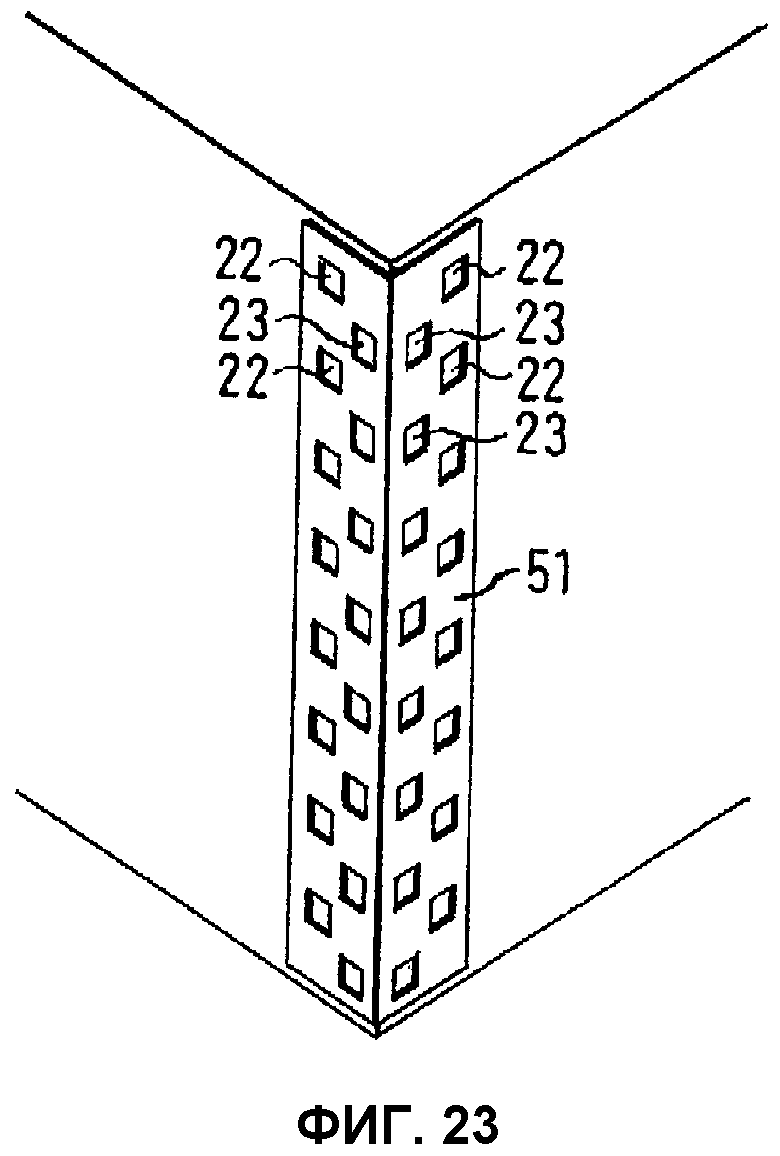
- фиг.23: схематичное изображение углового профиля согласно изобретению;
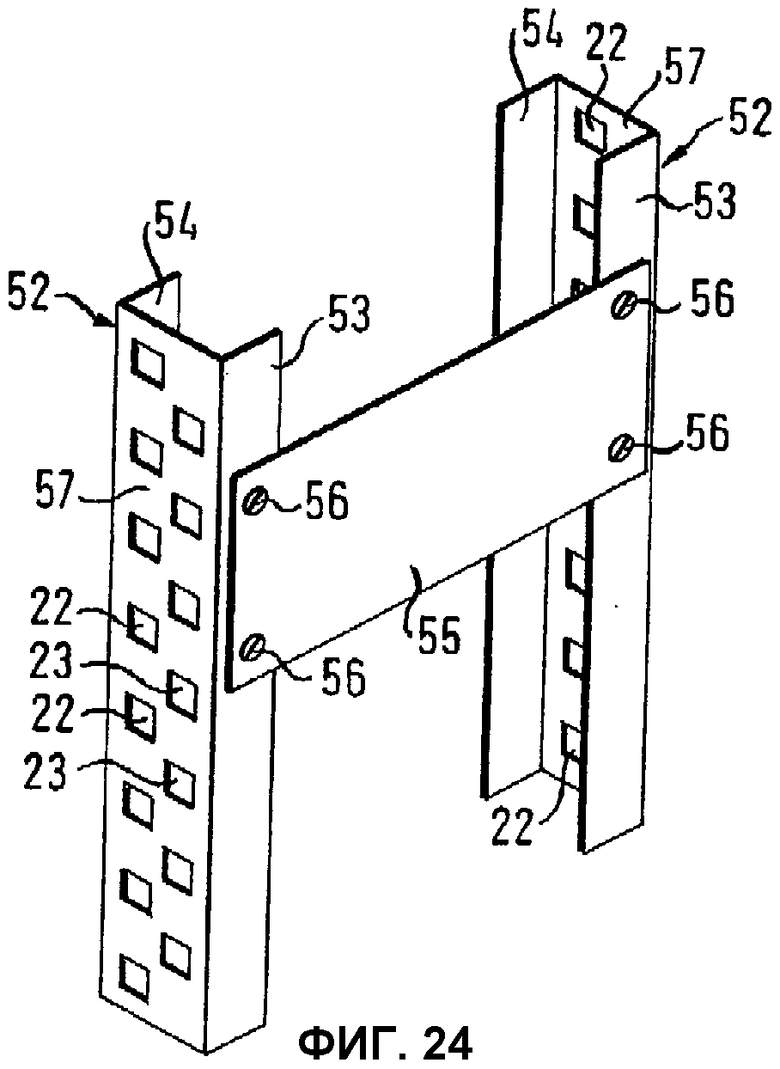
- фиг.24: схематичное изображение стоечного профиля, выполненного согласно изобретению.
На фиг.1 изображено удлиненное полотно 1 материала, в частности, металлический лист, в котором выполнены проходящие в форме меандра прорези 2, 3. Прорези 2, 3 могут быть выполнены при этом в полотне 1 материала, например, вырубкой или резкой (например, ротационной резкой, лазерной резкой) или другим подходящим способом.
Прорези 2, 3 выполнены U-образными, причем оба колена 4, 5 расходятся к открытой стороне U.
Колена 4, как и колена 5, соединены между собой соответственно линейными базовыми прорезями 6, 7, расположенными параллельно друг другу.
U-образные прорези 2 лежат соответственно на одной высоте, следуя друг за другом вдоль продольной оси полотна 1 материала с равными промежутками. Точно так же U-образные прорези 3 лежат, следуя друг за другом вдоль продольной оси полотна 1 материала с равными промежутками, причем, однако, открытые стороны U-образных прорезей 2, 3 указывают в направлении соответственно другой внешней кромки 8, 9 полотна 1 материала. При этом U-образные прорези 2, 3 так входят друг в друга, что колена 4, 5 соответственно перекрываются, а между коленами 4, 5 выполнены перемычки 10, 11.
Полотно 1 материала имеет поверхность 13 шириной 12, проходящую от внешней кромки 8 к внешней кромке 9.
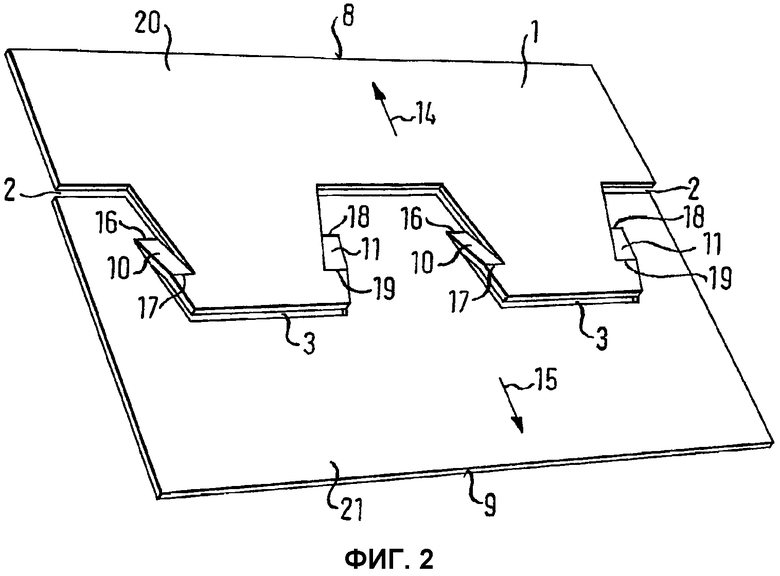
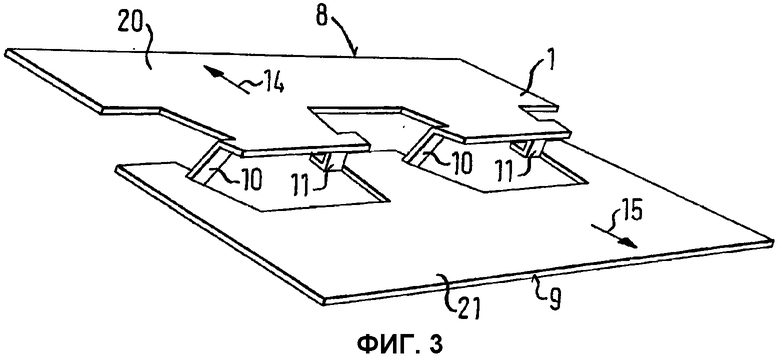
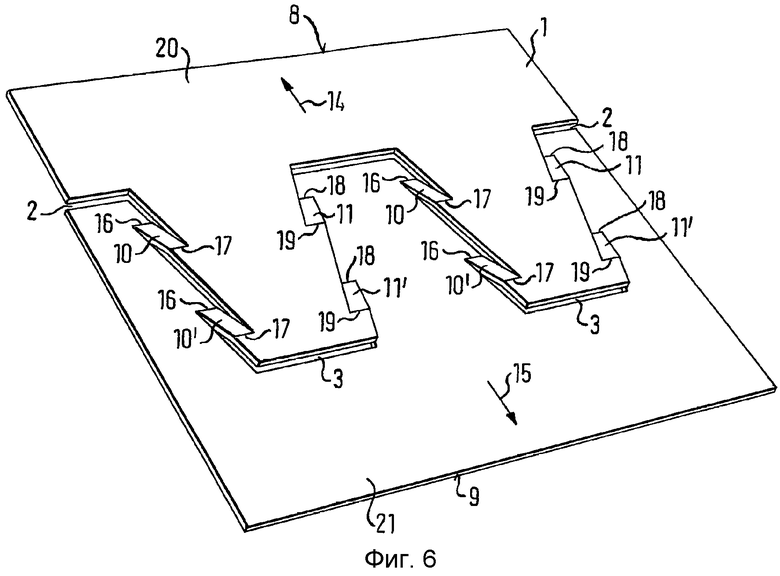
На фиг.2-4 для изготовления выполненного согласно изобретению металлического элемента с использованием выкройки по фиг.1 показан процесс складывания. Для этого краевые зоны полотна 1 материала перемещают в противоположных направлениях по стрелкам 14, 15 так, что перемычки 10, 11 сгибаются по двум линиям 16, 17 и 18, 19 соответственно. При дальнейшем растяжении полотна 1 материала по стрелкам 14, 15 обе соединенные между собой перемычками 10, 11 половины 20, 21 полотна 1 материала расходятся, совершая движение поворота, пока они после полного разворота не займут показанные на фиг.4 положения, в которых они, по существу, снова лежат в одной плоскости.
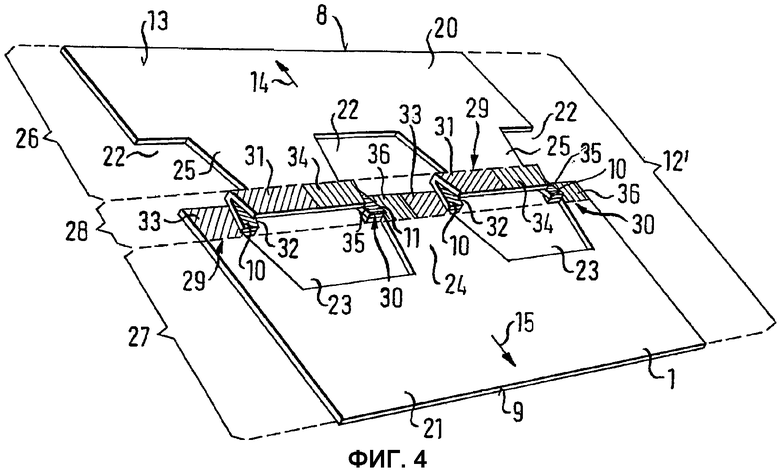
После полного выпрямления и вытекающего из этого растяжения половин 20, 21 полотна 1 материала в нем, как видно на фиг.4, образуются отверстия 22, 23. Материал, заполняющий отверстия 22, 23 перед растяжением, образует соответствующие выступы 24, 25, каждый из которых соединены между собой перемычками 10, 11 и по сравнению с исходным состоянием смещены по отношению друг к другу в направлении растяжения на двукратную длину перемычек. Форма выступов 24, 25, за исключением перемычковых зон, соответствует форме отверстий 22, 23.
В результате процесса растяжения ширина 12 полотна 1 материала увеличилась на двукратную длину перемычек до ширины 12'. При этом в процессе растяжения или соответственно складывания в материале полотна 1, по существу, не возникает растягивающих или сгибающих напряжений. Лишь непосредственно в линиях 16, 17, 18, 19 сгиба за счет перегиба происходит сгибание материала. При этом растяжением материала по сравнению с увеличением площади можно пренебречь.
В показанном на фиг.4 конечном положении полотно 1 материала имеет примыкающую к первой внешней кромке 8 первую краевую зону 26, примыкающую ко второй внешней кромке 9 вторую краевую зону 27 и лежащую между обеими краевыми зонами 26, 27 среднюю зону 28, посредством которой обе краевые зоны 26, 27 соединены между собой.
Средняя зона 28 включает в себя четыре заштрихованных участка 29, 30, причем каждый из этих участков 29, 30 состоит из трех полей 31, 32, 33 и 34, 35, 36. Для наглядности на фиг.4 лежащие снаружи поля 31, 33 участков 29 заштрихованы с наклоном противоположно лежащему между ними среднему полю 32. Аналогичным образом лежащие снаружи поля 34, 36 участков 30 заштрихованы поперек, тогда как лежащее между ними среднее поле 35 заштриховано вдоль по отношению к продольному направлению полотна 1 материала.
Как видно из фиг.4, лежащие снаружи поля 31, 33, 34, 36 полностью перегнуты во встречном направлении по отношению к средним полям 32, 35 так, что лежащие снаружи поля 31,34 прилегают к верхней стороне средних полей 32, 35, а лежащие снаружи поля 33, 36 - к нижней стороне средних полей 32, 35.
При этом следует указать на то, что выражение «лежащие снаружи» поля необязательно означает, что эти поля лежат ближе к одной из внешних кромок 8, 9, чем средние поля, а что это выражение описывает разделение участков 29, 30 на три поля, причем «лежащие снаружи» поля являются соответственно полями, которые соединены между собой одним общим, лежащим между ними средним полем.
Для получения как можно более гладкой поверхности 13 полотно 1 материала по окончании процесса складывания можно пропустить через прокатное устройство. За счет соответственно высокого давления в процессе прокатки трехслойный в средней зоне 28 материал спрессовывается, причем одновременно происходит наклеп материала. В результате процесса прокатки достигаются, тем самым, во-первых, в значительной степени плоская поверхность 13, а, во-вторых, - повышенная стабильность полотна 1 материала также в области линий 16, 17, 18, 19 сгиба, а также выполненных относительно тонкими перемычек 10, 11, образующих средние поля 32, 35.
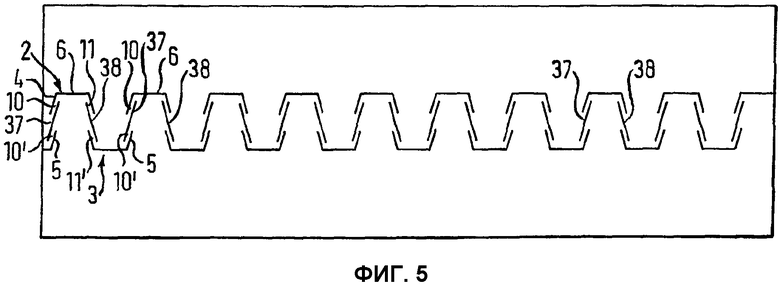
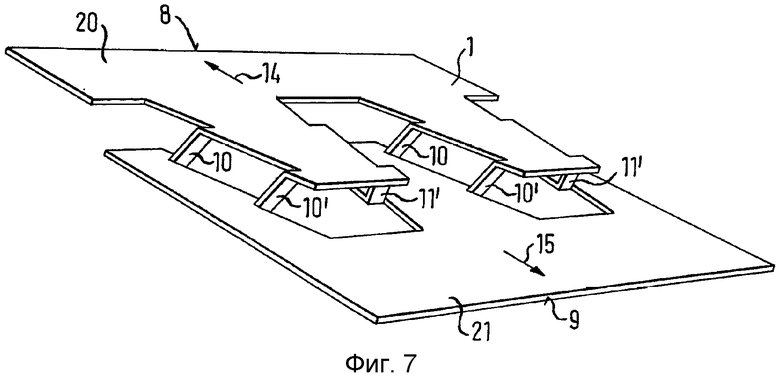
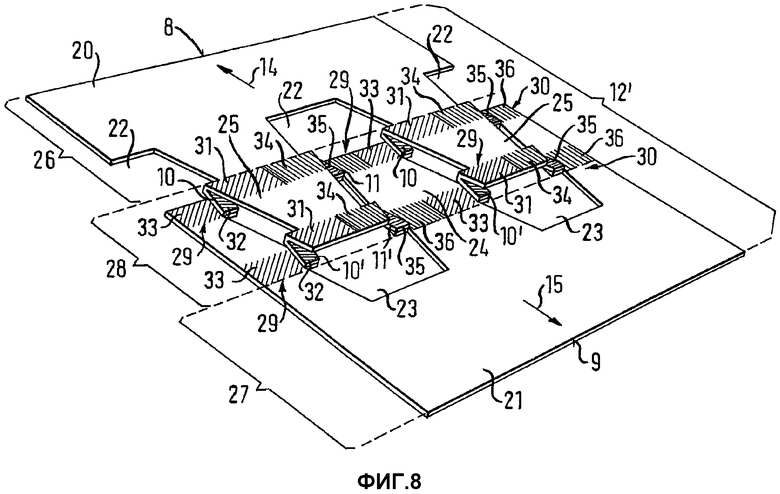
Изображенный на фиг.5-8 пример осуществления изобретения соответствует, по существу, описанным на фиг.1-4, одинаковые элементы обозначены теми же ссылочными позициями, что и на фиг.1-4.
Пример по фиг.5-8 отличается от примера по фиг.1-4 лишь тем, что между U-образными прорезями 2, 3 предусмотрены еще две дополнительные, проходящие наклонно прорези 37, 38. Благодаря этим дополнительным прорезям 37, 38 возникают две перемычки 10, 10', 11, 11', лежащие друг за другом параллельно направлению растяжения.
Процесс складывания протекает аналогично изображенному на фиг.2-4. Предпочтительным у варианта по фиг.5-8 является то, что дополнительные перемычки 10', 11' придают более высокую стабильность растянутому полотну 1 материала.
Далее, на фиг.8 видно, что средняя зона 28 вследствие двойного числа перемычек 10, 10', 11, 11' имеет также двойное число участков 29, 30 и двойное число полей 31-36.
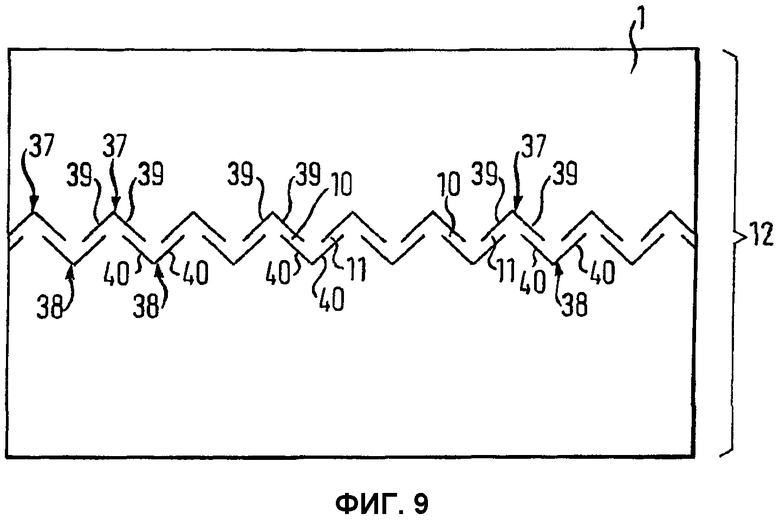
На фиг.9 изображен пример осуществления изобретения, у которого вместо U-образных прорезей 2, 3 в полотне 1 материала выполнены V-образные прорези 37, 38. Аналогично U-образным прорезям 2, 3 V-образные прорези 37, 38 также расположены рядом друг с другом в продольном направлении полотна 1 материала, входя со смещением друг в друга. V-образные прорези 37, 38 имеют перекрывающиеся колена 39, 40, так что между коленами 39, 40 также образованы перемычки 10, 11.
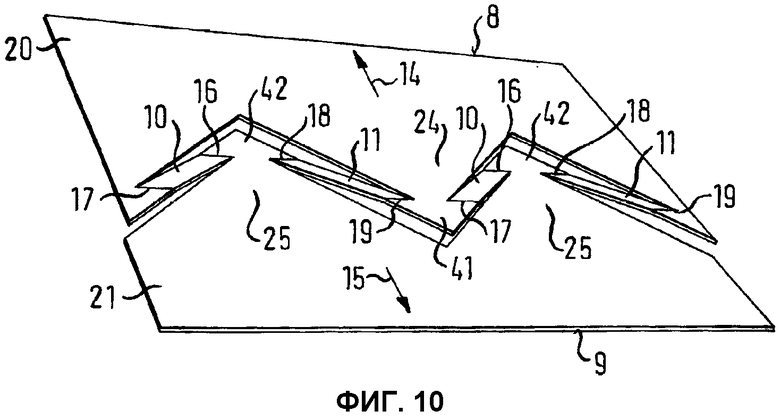
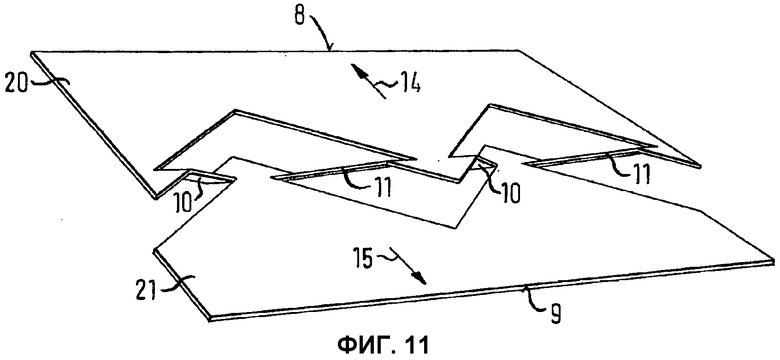
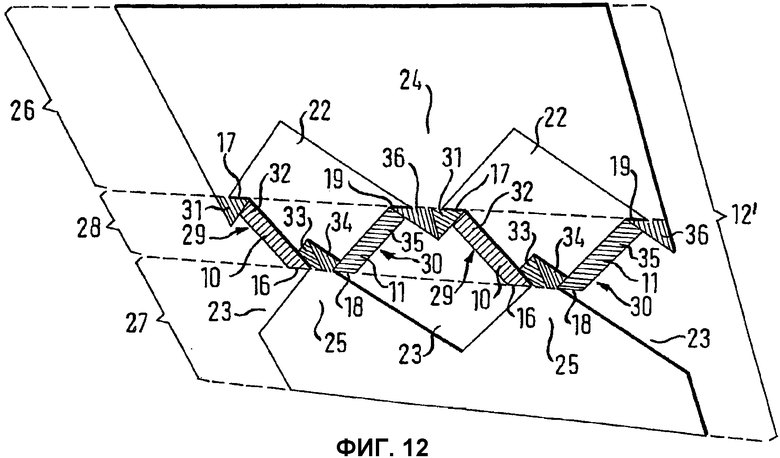
Полотно 1 материала по фиг.10-12 растягивают по двум стрелкам 14, 15 так же, как это изображено на фиг.2-4, так что ширина 12 полотна 1 материала по окончании процесса складывания увеличивается до ширины 12'.
При изображенном на фиг.10-12 процессе складывания перемычки 10, 12 перегибаются при этом, как и на фиг.2-4, по линиям 16, 17, 18, 19 сгиба, так что вследствие V-образного выполнения прорезей 37, 38 выступы 24, 25 имеют треугольные вершины 41, 42. При изображенном на фиг.10-12 процессе перегибания они лежат в одной плоскости с выступами 24, 25 и образуют лежащие снаружи поля 31, 33, 34, 36.
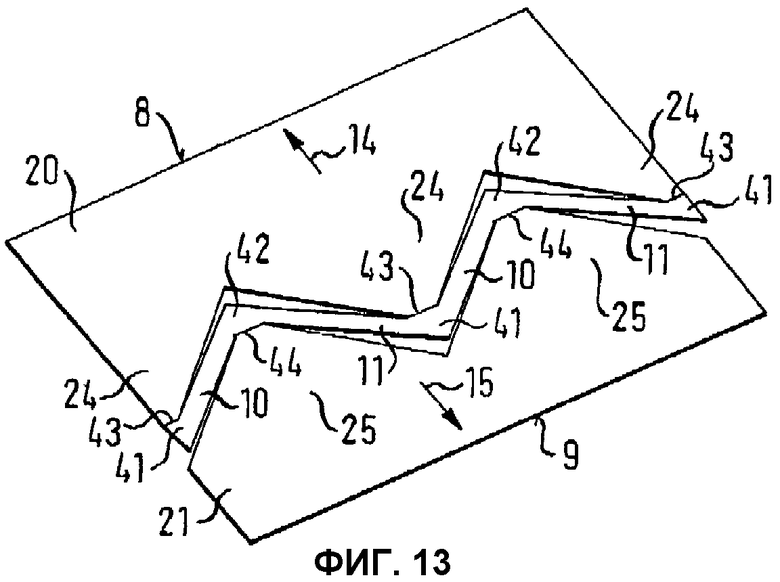
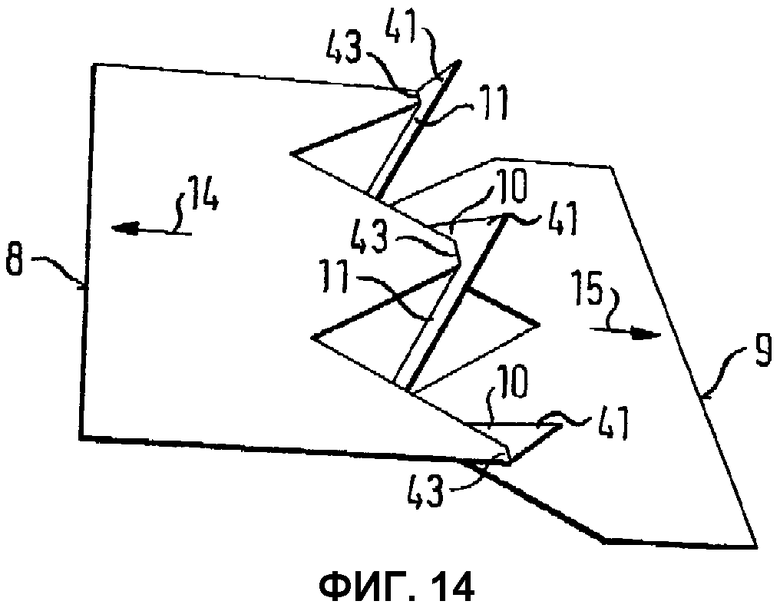
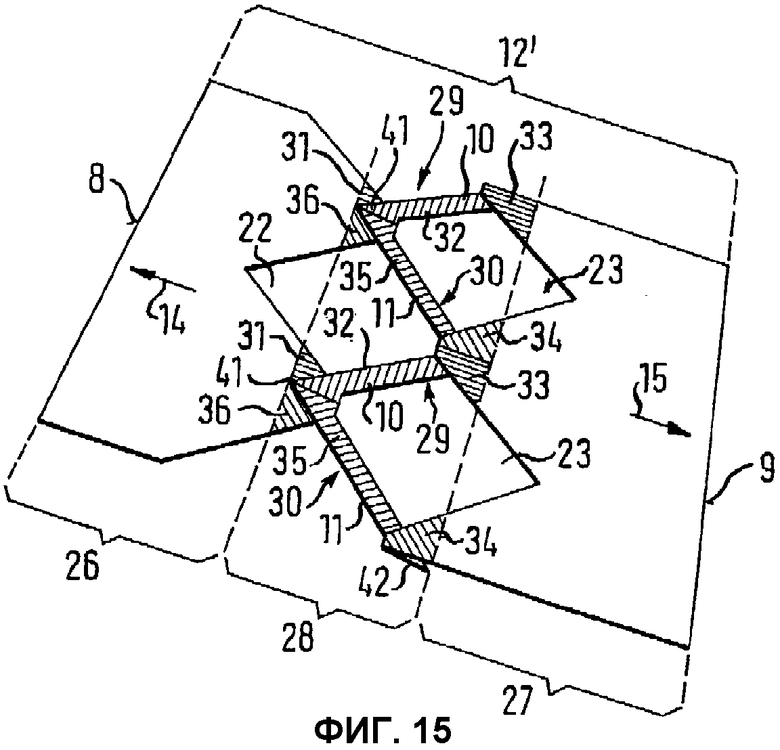
В противоположность этому при изображенном на фиг.13-15 процессе складывания треугольные вершины 41, 42 вместе с перемычками 10, 11 перегибаются по линиям 43, 44 сгиба. За исключением этого измененного контура линий 43, 44 сгиба, изображенный на фиг.13-15 процесс складывания аналогичен изображенному на фиг.10-12.
Результирующая ширина 12' полотна 1 материала в обоих случаях идентична, а при изображенном на фиг.13-15 складывании уменьшается лишь число линий 43, 44 сгиба.
Как уже было сказано в отношении варианта осуществления изобретения по фиг.1-4, после полного перегибания полотно 1 материала согласно вариантам по фиг.5-15 может быть направлено к сглаживающему устройству, с помощью которого многослойные участки материала спрессовывают.
В то время как при вариантах по фиг.1-4, 5-8, 9-12 и 13-15 линии сгиба выполнены с обеих сторон средней зоны 28 одинаковыми, в принципе, можно также выполнить линии сгиба с одной стороны средней зоны 28 в соответствии с вариантом по фиг.10-12, а с другой - в соответствии с вариантом по фиг.13-15. То же относится к вариантам, которые имеют не V-образные прорези 37, 38, а, например, U-образные прорези или прорези других форм. В этом случае поля были бы перегнуты не во встречных направлениях, а в одном направлении.
По отношению к вариантам на фиг.9-15 это означало бы, что с одной стороны средней зоны 28 треугольные вершины 41, как показано на фиг.12, были бы перегнуты напротив перемычек 10, 11, тогда как противоположные треугольные вершины 42, как показано на фиг.15, образовывали бы непрерывные продолжения перемычек 10, 11.
При вариантах осуществления изобретения, при которых линии сгиба двух примыкающих друг к другу, лежащих снаружи полей отделены друг от друга (см. фиг.1-8, 10-12, 19-21), возможно также, чтобы оба примыкающих друг к другу, лежащих снаружи поля были перегнуты по отношению к их соответствующим средним полям в противоположных направлениях. В примере по фиг.4 это означало бы, например, что участок 29 сложен, как показано, тогда как у участка 30, напротив, лежащее снаружи поле 34 находится не, как на фиг.4, над средним полем 35, а под ним. Соответственно лежащее снаружи поле 36 находилось бы не под средним полем 35, а над ним. Эти разные направления складывания могут возникать регулярно, например, попеременно, или нерегулярно. За счет этих согнутых навстречу друг другу участков можно повысить изгибную жесткость металлического элемента.
Изгибную жесткость можно повысить также за счет того, что следующие друг за другом по длине металлического элемента участки 29, 30 расположены не исключительно по одной прямой, в частности, в продольном направлении металлического элемента, а, по меньшей мере, некоторые участки 29, 30 расположены с боковым смещением по отношению друг к другу. В то время как при варианте по фиг.4 все участки 29, 30 следуют друг за другом по прямой, в примере по фиг.8 лежащие ближе к внешней кромке 8 участки 29, 30 смещены вбок относительно лежащих ближе к внешней кромке 9 участков 29, 30, так что пример на фиг.8 обладает большей изгибной жесткостью, чем на фиг.4. Было бы, например, также возможно в примере по фиг.4 сместить участки 29 вбок относительно участков 30 или одну пару участков 29, 30 относительно следующей пары участков 29, 30, с тем чтобы, таким образом, достичь более высокой изгибной жесткости.
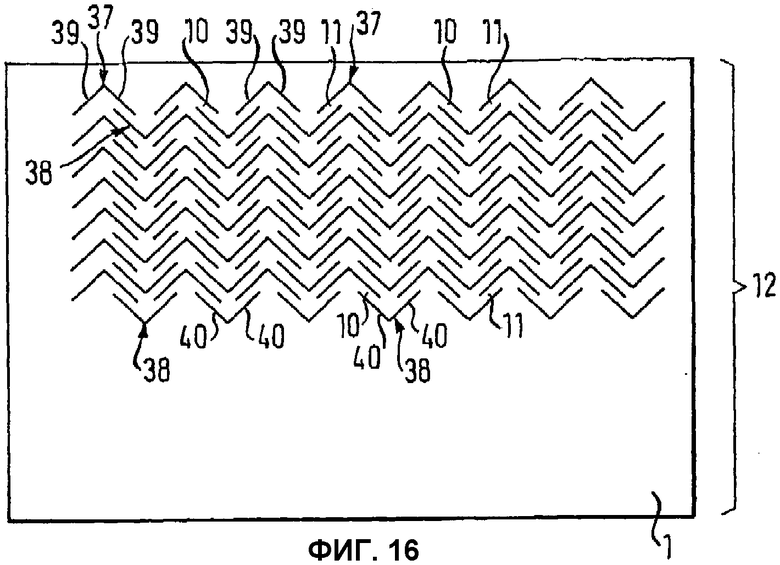
На фиг.16 изображена выкройка по фиг.9, причем вместо одного двойного ряда V-образных прорезей 37, 38 предусмотрено множество таких входящих друг в друга V-образных прорезей.
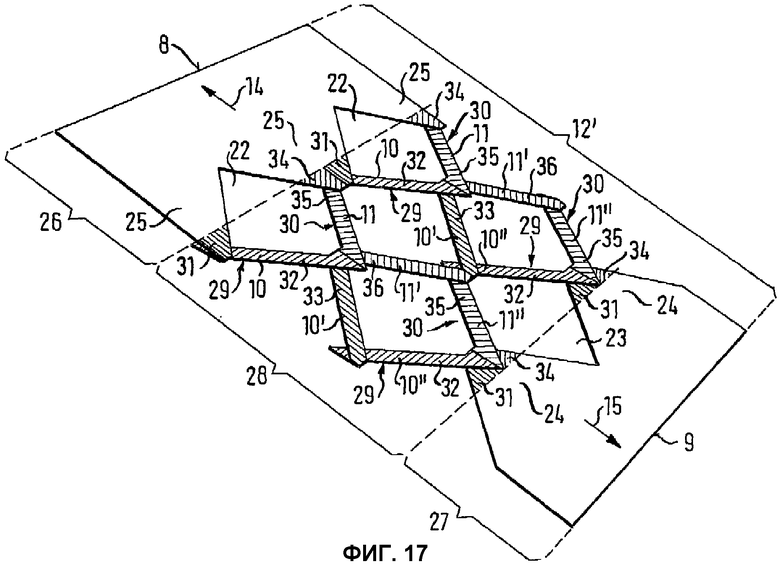
При таком расположении V-образных прорезей 37, 38 после растяжения полотна материала возникает изображенная на фиг.17 структура согласно изобретению, причем для простоты показано лишь выполнение с двумя лежащими рядом друг с другом двойными рядами V-образных прорезей 37, 38.
Так же, как и на фиг.5-8, здесь в направлении растяжения возникает несколько, а именно в данном случае три, лежащих друг за другом перемычки 10, 10', 10, 10'', 11, 11', 11, 11''. Следует упомянуть при этом, что в данном случае средняя перемычка 10', 11' имеет перегнутое, лежащее снаружи поле для образующих среднее поле перемычек 10, 10'', 11, 11''.
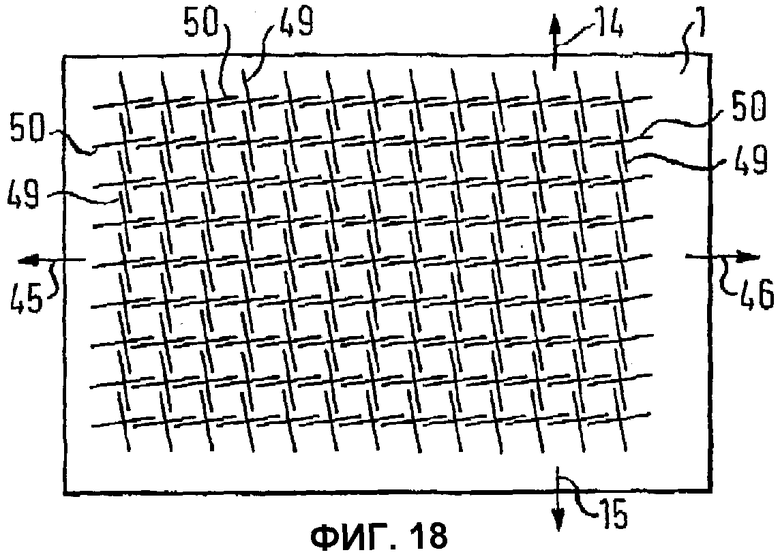
На фиг.18 изображена выкройка, которая обеспечивает растяжение полотна 1 материала как по стрелкам 14, 15, так и одновременно по стрелкам 45, 46. С этой выкройкой растяжение материала возможно, тем самым, не только вдоль одной оси, но и вдоль двух взаимно перпендикулярных осей.
В данном случае рядом с перемычками 10, 10'', 11, 11'', лежащими друг за другом между внешними кромками 8, 9, выполнены, кроме того, перпендикулярные им перемычки 47, 47', 48, 48', как это видно на фиг.19-21. Эти перемычки образуются согласно выкройке по фиг.18 за счет наложений крестообразно расположенных прорезей 49, 50.
Другие возможные выкройки изображены на фиг.22. При этом в них, как и в уже описанных, все заостренные кромки могут быть заменены, например, соответствующими скруглениями. Далее у выкроек по фиг.22 возможно каскадное расположение, как показано на фиг.5 в противоположность фиг.1. У выкройки по фиг.22 возможно также параллельное расположение нескольких основных узоров рядом друг с другом, как это показано на фиг.16 в сравнении с фиг.9.
Единым для всех выкроек является то, что возникающие в процессе складывания линии сгиба всегда направлены перпендикулярно направлению растяжения.
Наконец на фиг.23, 24 изображены еще два примера применения изобретения.
На фиг.23 схематично изображен угловой профиль 51, используемый, например, в качестве штукатурного профиля. Угловой профиль 51 выполнен при этом в виде L-образного уголка, причем обе полки уголкового углового профиля 51 снабжены отверстиями 22, 23, согласно изобретению. Отверстия 22, 23 гарантируют, что используемая для оштукатуривания углового профиля 51 штукатурка проникнет сквозь него и обеспечит, тем самым, надежное закрепление углового профиля 51.
За счет выполнения углового профиля 51 согласно изобретению посредством растянутого согласно изобретению металлического элемента сокращается потребность в материале для изготовления углового профиля и одновременно обеспечивается его требуемая жесткость.
На фиг.24 изображены два стоечных профиля 52, выполненных в виде С-образных уголков. В то время как обе полки 53, 54, на которых винтами 56 закреплена, например, пластина 55, выполнены обычным образом из сплошного материала, оба базовых отрезка 57 стоечных профилей 52 изготовлены в виде выполненных согласно изобретению металлических элементов и снабжены соответствующими отверстиями 22, 23. Это обеспечивает заметное сокращение расхода материала для изготовления стоечных профилей 52 по сравнению с традиционными способами.
Перечень ссылочных позиций
1 - полотно материала
2 - прорези
3 - прорези
4 - колена
5 - колена
6 - базовые прорези
7 - базовые прорези
8 - внешняя кромка
9 - внешняя кромка
10, 10' - перемычки
11, 11' - перемычки
12, 12' - перемычки
13 - поверхность
14 - стрелка
15 - стрелка
16 - линия сгиба
17 - линия сгиба
18 - линия сгиба
19 - линия сгиба
20 - половина полотна 1 материала
21 - половина полотна 1 материала
22 - отверстия
23 - отверстия
24 - выступы
25 - выступы
26 - краевая зона
27 - краевая зона
28 - средняя зона
29 - участки
30 - участки
31 - лежащие снаружи поля
32 - средние поля
33 - лежащие снаружи поля
34 - лежащие снаружи поля
35 - средние поля
36 - лежащие снаружи поля
37 - V-образные прорези
38 - V-образные прорези
39 - колена
40 - колена
41 - треугольная вершина
42 - треугольная вершина
43 - линия сгиба
44 - линия сгиба
45 - стрелка
46 - стрелка
47,47' - перемычки
48,48 - перемычки
49 - прорези
50 - прорези
51 - угловой профиль
52 - стоечный профиль
53 - полка
54 - полка
55 - пластина
56 - винты
57 - базовый отрезок
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСКЛАДНАЯ КОРОБКА ДЛЯ СИГАРЕТ (ВАРИАНТЫ) | 1999 |
|
RU2223903C2 |
| ПРОФИЛЬНАЯ НАПРАВЛЯЮЩАЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНОЙ НАПРАВЛЯЮЩЕЙ | 2004 |
|
RU2304673C2 |
| РАСКЛАДНАЯ КОРОБКА ДЛЯ СИГАРЕТ | 1999 |
|
RU2233235C2 |
| Металлический элемент сотового заполнителя и способ его изготовления | 1979 |
|
SU1186075A3 |
| СОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ | 1997 |
|
RU2156349C2 |
| БЫТОВОЙ ХОЛОДИЛЬНЫЙ АППАРАТ | 2008 |
|
RU2463937C2 |
| ПРИСОЕДИНИТЕЛЬНЫЙ ЭЛЕМЕНТ | 1996 |
|
RU2154327C2 |
| ЖЕСТЯНАЯ КРЫШКА ДЛЯ УКУПОРКИ КОРПУСА БАНКИ И СПОСОБ ФОРМОВАНИЯ ТАКОЙ КРЫШКИ | 2003 |
|
RU2340523C2 |
| ЗАДНИЙ ФОНАРЬ ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2288114C2 |
| СПОСОБ ФИКСАЦИИ ПОЛОЖЕНИЯ ЗАХВАТНОГО ЯЗЫЧКА ПОСРЕДСТВОМ ФОРМОВАНИЯ ВЫСТУПА | 2003 |
|
RU2340522C2 |
Изобретение относится к области строительства, в частности к изготовлению плоских металлических элементов, которые используются для изготовления профилей, например, для внутренней отделки для закрепления плитообразных элементов. Технический результат изобретения заключается в выполнении отверстий без потерь материала и концентрации напряжения. Плоский металлический элемент имеет поверхность, которая проходит от первой внешней кромки к второй внешней кромке, противоположной первой внешней кромке. Примыкающая к первой внешней кромке зона металлического элемента образует первую краевую зону, а примыкающая ко второй внешней кромке зона металлического элемента образует вторую краевую зону. Обе краевые зоны соединены между собой лежащей между ними средней зоной. По меньшей мере, в одной из краевых зон выполнено, по меньшей мере, одно полностью обрамленное отверстие, обрамление которого частично образовано этой краевой зоной, а частично - средней зоной. Средняя зона имеет, по меньшей мере, два участка, состоящих из двух лежащих снаружи полей и лежащего между ними среднего поля. Лежащие снаружи поля для образования отверстия перегнуты относительно среднего поля. Участки образуют часть обрамления отверстия. Средняя зона, выполнена за одно целое с обеими краевыми зонами металлического элемента. 5 н. и 27 з.п. ф-лы, 24 ил.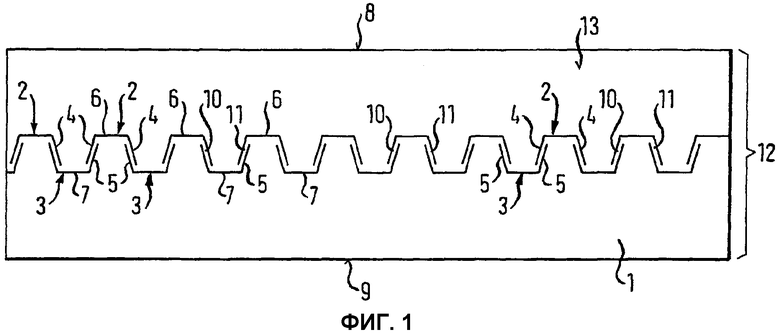
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| US 3111204 А, 19.11.1963 | |||
| US 3287873 A, 29.11.1966 | |||
| US 5081814 A, 21.01.1992 | |||
| ПРИМЕНЕНИЕ ПОЛИОРГАНОСИЛОКСАНОВ ПРИ ПЕРЕРАБОТКЕ И ВУЛКАНИЗАЦИИ КАУЧУКА | 2009 |
|
RU2518611C2 |
| Способ раскройки плоских металлических листов для образования из них конического изделия путем изгибания и сварки или склепывания | 1944 |
|
SU66379A1 |

