Изобретение относится к способу и устройству для формирования вспененного материала. Способ и устройство в соответствии с настоящим изобретением применимы, в частности, для формирования различной продукции из целлюлозы, стекловолокна, арамида, сизаля и других соответствующих волоконных материалов в виде полотна. Способ и устройство согласно изобретению особо применимы для изготовления сложных многослойных слоистых материалов или композитов для использования, например, в различных деталях шасси автомобиля, корпусов оборудования и устройств, и в других почти бесчисленных случаях применения. Способ и устройство согласно настоящему изобретению предназначаются для использования в изготовлении изделий с применением длинных волокон или почти непрерывной пряжи, лент или сетей. Указываемая в настоящем изобретении «пена» означает пену, в основном состоящую из воды и поверхностно-активного вещества.
Продукция согласно предпочтительному варианту выполнения настоящего изобретения во многих случаях означает замену листовых металлических конструкций, ранее использовавшихся для тех же применений, поскольку листовые металлические конструкции и прочие соответствующие металлические конструкции требуют значительного ухода и обслуживания и во время изготовления, и во время использования во избежание, например, ржавчины. Металлические конструкции также чувствительны даже к несильным ударам, так как удар либо просто нарушает внешний вид, либо портит краску. Это, в свою очередь, вызывает ржавчину, особенно в тех случаях, когда конструкции подвергаются воздействию корродирующих веществ.
Различные слоистые материалы и композиты более долговечны в указанных выше применениях, но их цена в некоторых случаях выше, чем упомянутые выше листовые металлические конструкции. Одна из причин высокой стоимости: сложная производственная технология. Приводимый ниже пример относится к изготовлению капота или крыла автомобиля.
Разумеется, видимая снаружи часть капота или крыла автомобиля должна быть очень гладкой. Иначе покрашенная поверхность - корпуса лодки, как еще одного примера - будет неровно отражать свет, что считается признаком низкого качества и низкой точности изготовления. То есть слоистые материалы должны иметь одинаковую гладкость поверхности, как и у металлических листов. На практике это означает, что если продукция изготавливается, например, из стекловолокна, то необходимо использовать волокно очень высокого номера. Отличительный признак этого волокна очень высокого номера заключается в том, что получаемый из него слоистый материал не будет достаточно долговечным при использовании, например, в автомобильном крыле. Поэтому крыло из стекловолокна нужно изготавливать из нескольких разных слоев. Нужные прочность и долговечность требуют обеспечения конструкционного слоя с относительно грубым волокном длиной около 45-50 мм, иногда с большей или меньшей длиной.
Как минимум, указанные два слоя будут достаточными для обеспечения необходимого внешнего вида и прочности, но проблемы заключаются в автоматизации изготовления. Во-первых, очевидно, что для производственного процесса необходима пресс-форма, близко воспроизводящая форму продукции. Самым легким способом будет обеспечение просто однодетальной пресс-формы, в которой сначала устанавливается поверхностная прокладка, и затем - полимер. После этого укладывается усиливающая прокладка, сверху которой укладывается еще один слой полимера, после чего слои прикатываются вместе, чтобы удалить воздушные пузырьки. Но этот метод изготовления будет полностью ручным, поскольку и нанесение полимера, и удаление воздушных пузырьков необходимо контролировать визуально. Помимо этого, подобный способ наслаивания представляет опасность для здоровья даже в хороших условиях - по причине газов, образующихся во время производства.
Указанную ручную работу в промышленности заменили способом, согласно которому полимер укладывают сверху поверхностного слоя пресс-формы, после чего на полимер укладывают усиливающую, например, прокладку. Сформированный таким образом слоистый материал прижимают для придания ему нужной формы посредством другой половины пресс-формы, которая прессует полимер сквозь оба слоя. Патент США 5672309 раскрывает инжекционное формование, согласно которому в пресс-форму сначала помещают поверхностный слой, а другой слой помещают сверху него. Один из слоев имеет отверстие в нужном месте. Эти два налагаемых друг на друга слоя затем с некоторым усилием прижимают друг к другу с помощью другой половины пресс-формы, в результате чего края пресс-формы начинают уплотняться. На этом этапе полимер инжектируют между слоями через отверстие в одном из слоев, соответствующее соплу в той или иной половине, посредством сопла; и поэтому, когда пресс-форма полностью закроется, полимер распространится по всей пресс-форме и пропитает оба слоя.
Последующим развитием этого способа является вакуумное инжекционное формование, согласно которому пресс-форма состоит из двух деталей, устанавливаемых друг против друга, и между ними помещают нужные слои из стекловолокна. Опубликованная заявка Японии № 58-168510 в принципе упоминает эту методику изготовления. Помимо этого отверстия выполнены в детали или в деталях пресс-формы для инжекции полимера в пресс-форму, и, соответственно, отверстия предусмотрены для удаления воздуха, заменяемого полимером. Термин «вакуумное инжекционное формование» используют, когда для упомянутого удаления воздуха используют разрежение.
Если указанная выше продукция, т.е. крыло автомобиля, изготавливается из упомянутых двух слоев - поверхностного слоя и усиливающего слоя - то вскоре обнаруживается, что полимер не распределяется нужным образом в слоях стекловолокна, если полимер не вводить между слоями при несколько открытой пресс-форме - как указано в патенте США № 5672309, или если отверстия не будут очень близко друг к другу по меньшей мере на той стороне пресс-формы, которая обращена к усиливающему слою. Причина заключается в том, что когда они сжаты вместе, то слои стекловолокна не позволяют полимеру свободно проходить в направлении самого слоя, но основное направление течения полимера перпендикулярно этим слоям. Поэтому, если нужно изготовить продукцию из этих двух слоев способом вакуумного инжекционного формования, то пресс-форма должна быть либо частично открыта, либо одна из половин пресс-формы должна быть почти полностью перфорирована, чтобы полимер смог ровно распространяться внутри пресс-формы. Но последний способ является излишне дорогостоящим решением, поскольку каждое входное отверстие для полимера в практических условиях предполагает обязательное наличие трубки подачи полимера, с присоединенным к ней трубопроводом.
Для устранения этого недостатка предложено применение специального слоя течения, состоящего от относительно толстых, по возможности даже полых волокон, за счет наличия которых облегчается протекание полимера в направлении слоя. Разумеется, предпочтительно, если этот слой течения мог бы функционировать как усиливающий слой или поверхностный слой продукции, но на практике это невозможно, особенно в случае поверхностного слоя, по причине крупной структуры волокон слоя течения. Гладкость поверхностного слоя не будет удовлетворять требованиям готовой продукции. И также толстые и/или полые волокна не будут обеспечивать максимальную прочность усиливающего слоя, и поэтому их нельзя использовать в усиливающих слоях по меньшей мере в ответственных изделиях.
Таким образом, создалось положение, при котором необходимы по меньшей мере три разных слоя - если не используется способ частично открытой пресс-формы, например описываемой в патенте США № 5672309. В прочих случаях необходимы следующие слои: поверхностный слой снаружи продукции, усиливающий внутренний слой и слой течения между этими двумя слоями.
Если производственный процесс, с учетом всей производственной цепочки, нужно автоматизировать, то можно привести следующий известный пример способа изготовления продукции. Такой способ хорошо описан в упомянутой опубликованной заявке Японии №58-168510. Согласно этой публикации: каждый слой отдельно укладывается в пресс-форму, после чего половины пресс-формы сжимают и полимер инжектируют в пресс-форму. То есть каждый из слоев слоистого материала вводится в пресс-форму отдельно. На практике это означает, что каждый слой изготавливается отдельно, доставляется отдельно, и каждый слой сматывается в пресс-форму из собственного рулона.
Причина отдельного изготовления каждого слоя заключается в том, что до сих пор не существовали способы изготовления многослойной продукции, которые могли бы обеспечивать приемлемое качество конечной продукции как с точки зрения внешнего вида, так и с точки зрения прочности.
Необходимо упомянуть промежуточный этап - способ производства, согласно которому отдельно изготавливаемые полотна соединяют стежками, поэтому в лучшем случае в пресс-форму требуется поместить только один многослойный волоконный лист. Но отмечено, что хотя работа с волоконным листом при этом облегчена и изготовление продукции тем самым упрощено, все же конечный результат ниже предполагаемого. Соединение разных полотен вместе стежками при этом создает видоизменения в поверхностном слое: стежки видны на поверхности конечной продукции, хотя сама поверхность гладкая. В итоге усиливающий слой и слой течения можно сшить вместе в используемой в качестве примера трехслойной продукции, но поверхностный слой должен оставаться отдельным. То есть дополнительная операция сшивания снижает число отдельных находящихся в работе полотен с трех до двух. Это обстоятельство делает использование стежков несколько сомнительным.
Для изготовления полотен, используемых в качестве слоев слоистого материала, имеется несколько способов. Это так называемый водный способ, наиболее хорошо известный в системе формирования полотна, используемой в бумагоделательной машине; пенный способ, разрабатываемый компанией "Wiggins Teape" с 1970-х гг.; и т.н. сухой способ. Все эти указанные выше способы можно использовать для изготовления, при необходимости, многослойной продукции, но пока ни один из этих способов не был в состоянии выпускать продукцию достаточного качества для продукции, указываемой здесь.
В водном способе трудности, связанные с волокнами, используемыми в указанных технических решениях, заключались в неуправляемой флокуляции волокон уже в напорном ящике, в извитости волокон, в открытии хлопьев волокон и т.д. Причина возникновения указанных трудностей заключается в сильной турбулентности водного способа, которая, с одной стороны, открывает уже связанные имеющие единообразный размер хлопья, и, с другой стороны, извивает единичные хлопья; и во время перемешивания взвеси извитые волокна получают возможность скапливаться и связывать также и другие волокна вместе в неоткрытые волоконные хлопья. Помимо этого, водный способ очень чувствителен к изменениям консистенции, что на практике означает необходимость очень тщательного сохранения постоянной консистенции, чтобы способ действовал стабильно.
При использовании водного способа для изготовления многослойной продукции волоконные слои излишне смешиваются по причине высокой турбулентности водного способа, и поэтому разные слои не могут оптимально выполнять свои соответствующие задачи. Также нужно учитывать, что водный способ изначально разработан для использования в формировании полотен из целлюлозных волокон, для которых он, по-видимому, очень целесообразен. То есть размер и жесткость целлюлозных волокон целесообразны для водных взвесей. При этом присущая водному способу турбулентность не извивает целлюлозные волокна и не перемешивает их в излишней степени, а оптимальна с точки зрения формирования полотна и работы напорного ящика. Но поскольку разные слоистые материалы и композиты используют разнообразные волокна, начиная в большинстве случаев со стекловолокна и заканчивая, иногда, арамидными волокнами, углеродными волокнами или даже волокнами сизаля или джута, поэтому требования, предъявляемые к волокнам для способа формирования полотна, значительно отличаются от требований обработки целлюлозных волокон. Например, размер и жесткость волокон, используемых только в слоистых материалах и композитах, сильно отличается от размера и жесткости целлюлозных волокон.
Присущий водному способу уровень турбулентности в значительной степени зависит от вязкости воды, что по сути означает, что уровень турбулентности является относительно постоянным - по меньшей мере насколько это касается разных волокон. Это, естественно, означает, что при использовании некоторых типов волокон, например волокон из сложного полиэфира и вискозы, турбулентность сгибает и скручивает волокна, в результате чего волокна скручиваются друг с другом, образуя узлы и большие скопления волокон, которые нельзя открыть на последующих этапах способа.
В сухом способе, с другой стороны, трудно создать какие-либо естественные связи между слоями волокна, поскольку отсутствует смешивающая турбулентность между отдельными волокнами или волоконными хлопьями и между слоями волокна. Вместо этого каждый слой будет формировать свой собственный легко отделимый слой, а это неизбежно скажется на качестве конечной продукции. В воздушном способе длина волокон ограничена, поскольку волокна распределяются по полотну из грохота, который не может работать с длинными волокнами. Если при использовании воздушного способа желательно прикрепление волоконных слоев друг к другу, то слои придется сшивать, а это оставляет вмятины на поверхности сшиваемых слоев, или следы специального клеящего вещества между слоями. Но при этом продукция станет жесткой, и это затруднит ее сворачивание в рулон. Помимо этого, свертывание жесткой продукции в рулон может обусловить разрывы между слоями, что, в свою очередь, скажется на качестве продукции. Также для воздушного способа типичны относительно значительные местные весовые колебания.
В отношении уровня турбулентности пенный способ находится между двумя этими способами формирования полотна. Свойства турбулентности пенного способа полностью отличаются от свойств водного способа. Согласно пенному способу турбулентность обычно используется только для формирования пены - не после того, как будет сформирована однородная пена. То есть при создании пенной взвеси в смешивающем измельчителе применяется сильная турбулентность, хотя уровень турбулентности по сравнению с водным способом на порядок или порядки меньше, и это означает, что в пенной взвеси волокна не извиваются и не повреждаются с такой легкостью, как в водном способе. При движении пенной взвеси из смешивающего измельчителя в напорный ящик поток практически полностью ламинарный, как и в самом напорном ящике. В пенной взвеси волокна связываются с пузырьками пены и с пузырьками; они остаются по существу неподвижными относительно друг друга до оседания пены на сетке производственной установки под воздействием сосунных ящиков.
В пенном способе консистенция не имеет такого первостепенного значения, как в водном способе, хотя консистенция пенной взвеси является значительным фактором с точки зрения оптимального способа изготовления для каждого применения. В основе пенного способа лежит связывание отдельных волокон или волоконных пучков нужного размера с пузырьками пены или пузырьками, чтобы волокна или волоконные пучки не контактировали друг с другом до формирования полотна, поскольку это может обусловить образование нежелательных хлопьев.
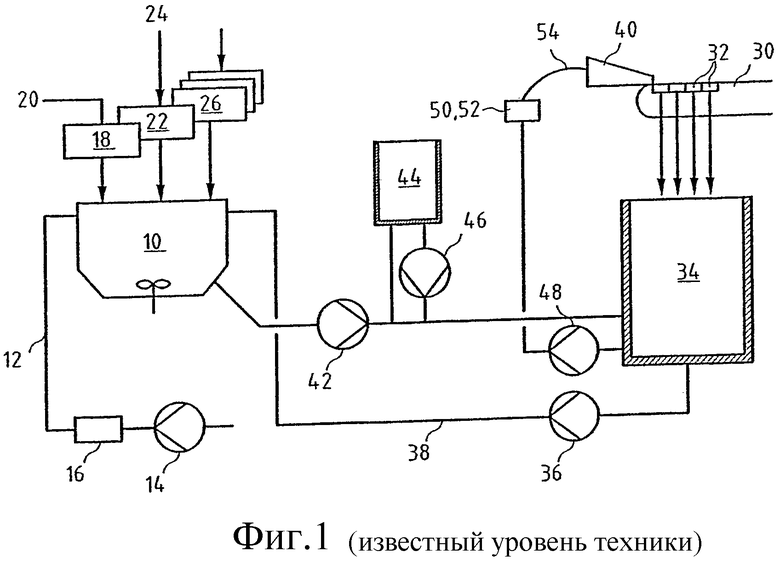
Замечено, что на практике наиболее целесообразным способом изготовления и одно-, и многослойной продукции является пенный способ, в котором каждый из разных типов волокна можно обрабатывать оптимально. Пенный способ не остался тем первоначальным способом, который разработала компания Wiggins Teap и который раскрыт, например, в патенте США №3938782. Согласно способу (Фиг.1), раскрываемому в указанном патенте, исходный материал, являющийся, например, волокнами, поверхностно-активными веществами, регуляторами водородного показателя и стабилизаторами и пр., вводят в перемешивающий измельчитель в точно отмериваемых количествах, и в измельчитель подают и пену из сборника подсеточной воды производственной установки, и воду, поступающую из контура циркуляции жидкости производственной установки. В большинстве случаев все нужные для формирования полотна исходные материалы по различным причинам нельзя измельчать вместе в одном и том же измельчителе, и необходимо использовать несколько измельчителей. В случае формирования многослойного полотна известно, что число измельчителей должно по меньшей мере быть равно числу слоев полотна. Эти материалы формируются в виде пенной взвеси в измельчителе или измельчителях, и взвесь закачивают насосом особой конструкции либо в производственную установку, либо временно в резервуар хранения.
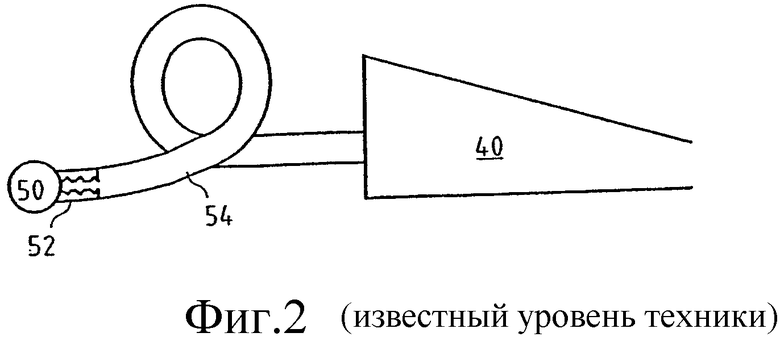
Вводимая в производственную установку пенная взвесь обычно вводится во впускной трубопровод напорного ящика через сборник для подсеточной воды. В сборнике для подсеточной воды консистенция пенной взвеси регулируется до нужного уровня. Подающий трубопровод в напорном ящике состоит из коллектора, соединенных с ним сопел и из трубопроводов, идущих от сопел в напорный ящик. Обычно трубопровод состоит из многих гибких пластмассовых или резиновых трубок, выполненных в виде петель - согласно патенту США № 3938782 (Фиг. 2). Этот трубопровод предназначается для создания и сохранения турбулентности совместно с соплами, расположенным на соединении коллектора и трубопровода, в результате чего пенная взвесь остается единообразной. Из трубок пена вводится в напорный ящик, конструкция которого очень простая.
Технические решения, описываемые в патентах США №№ 6019871 (Фиг.3); 6136153 (Фиг.5) и в патентной заявке Канады № 2301995 (Фиг.4), можно упомянуть как примеры конструкции напорного ящика согласно известному уровню техники. Напорный ящик используется для дозирования пены в целях формирования единообразной пены на сетке. Вес полотна можно регулировать, например, подачей чистой пены в напорный ящик, в зависимости от точки подачи, чтобы либо разбавлять консистенцию первоначальной пенной взвеси, либо локально уменьшать толщину первоначальной волоконной пенной взвеси.
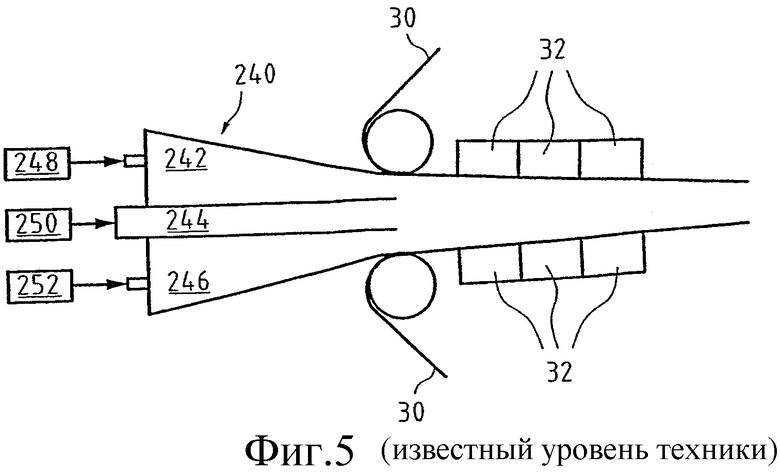
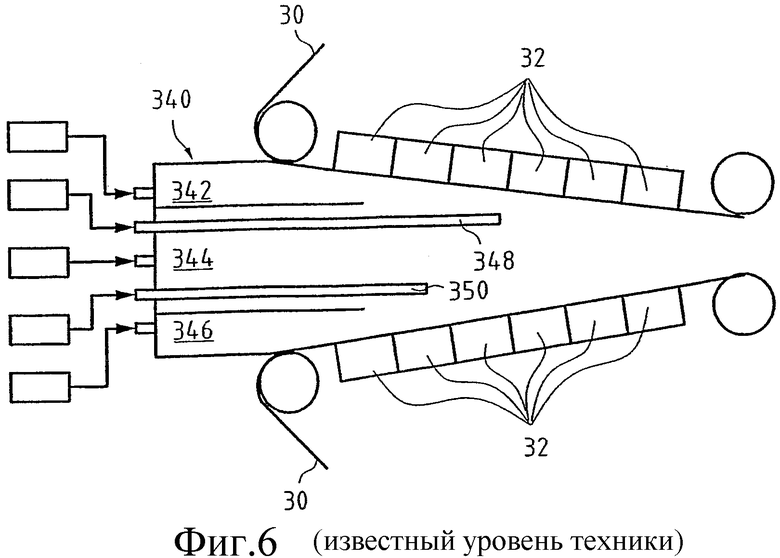
В производстве многослойной продукции, т.е. при формировании т.н. многослойного полотна, напорный ящик может иметь несколько частей, каждая из которых действует независимо. Пример этой конструкции приводится на Фиг.5 (патент США 6136153). В некоторых случаях формирование многослойного полотна также можно выполнить таким образом, что специальные подающие трубки (Фиг.6 - патент США № 6238518) расположены либо внутри напорного ящика, либо проходят через напорный ящик и используются для подачи нужной пенной взвеси в нужное место, внутри полотна, формируемого напорным ящиком.
Но проверки показали, что и способ создания пены согласно известному уровню техники и подача пенной взвеси в напорный ящик являются излишне усложненными. Помимо этого, обнаружилось, что подающий трубопровод создает проблему в устройстве подачи пенной взвеси. И фактические осуществления способа, и испытания показали, что эти трубки подвержены засорению. В практических условиях если отдельное волокно, например извитое волокно или одно из хлопьев волокна, застревает либо внутри трубки или на входе в трубку, то застрявшее волокно или хлопья затем задерживают еще и другие волокна, тем самым увеличивая размер хлопьев. Вначале хлопья очень пористые, и поэтому жидкость и/или газ все еще могут через них проходить, в результате чего волокна и возможный другой твердый материал задерживаются хлопьями, при этом жидкость и/или газ все же продолжают проходить через них. После того как хлопья будут увеличиваться в размере и постепенно плотнее прикрепляться к трубке или к ее отверстию, они также будут отрицательно сказываться на течении жидкости и/или газа, и в конце концов остановят поток через трубку. Засорение одной из трубок трубопроводной системы незамедлительно вызовет изменение в напорном ящике, и это значительно отразится на количестве полотна, выходящего из напорного ящика. Хотя промывка этих засорившихся трубок и будет возможна - если это предусматривается конструкцией установки - без полной остановки производственного процесса, это даже в лучшем случае потребует большой работы, и в худшем: относительно значительные производственные потери. Также отмечено, что чем длиннее будут волокна материала, тем легче будут блокироваться трубки и коллектор. Естественно, тип используемых волокон, в основном - форма и жесткость волокон, будет влиять и на скорость образования хлопьев волокон, и на подверженность трубок засорению.
Поэтому этот пенный способ согласно известному уровню техники, или применяемое в нем техническое решение выполнения напорного ящика не всегда целесообразны для работы с пенной взвесью пены, имеющей длинные волокна. Помимо прочего, в зависимости от типа волокна, обычные применяемые в пенном способе напорные ящики - или скорее их трубопроводная система - фактически способны работать только с волокнами длиной менее 50-100 мм.
В некоторых случаях, например при работе с тонкими, мягкими и/или длинными волокнами, например со сложным полиэфиром с номером 1,7 дтекс и с вискозным волокном длиннее 30 мм, турбулентность совсем не нужна. В случае этих волокон нельзя использовать пенный способ известного уровня техники, поскольку даже относительно небольшая турбулентность в смешивающем измельчителе будет сгибать волокна и смешивать их, и они будут скручиваться вокруг друг друга и образовывать хлопья, что отрицательно скажется и на способе, и на конечной его продукции. Водный способ также совершенно исключен по причине турбулентности, которая выше, чем в обычном пенном способе.
Также в качестве проблемы указано введение в полотно некоторых водопоглощающих материалов. Эта проблема обсуждается, например, в патенте США № 6019871. В этом патенте пенный способ сочтен существенно более лучшим, чем обычный водный способ, но поскольку пена также содержит воду, поэтому этот пенный способ известного уровня техники также имеет свои недостатки. Недостаток заключается в том, что, например, используемый водопоглощающий полимер длительно подвергается воздействию воды, присутствующей в пене, и при этом почти полностью теряет свое действие. Указанная публикация пытается решить эту проблему, например, глубокой заморозкой или по меньшей мере охлаждением полимера, нанесением покрытия на полимер или просто путем введения полимера в подаваемую на сетку пенную взвесь как можно позже. Все указанные выше меры обусловливают необходимость особых мер, которые, разумеется, повысят себестоимость.
Хотя пенный известный способ сам по себе применим для изготовления многослойной продукции, такой как трехслойная продукция, все же невозможно изготавливать известным пенным способом продукцию с длинными волокнами, поскольку упоминаемые выше трубопроводные системы засоряются даже более короткими волокнами. Частичная причина засорения заключается в том, что менее жесткие волокна будут сгибаться, свиваться и образовывать хлопья уже в перемешивающем измельчителе, при формировании пенной взвеси.
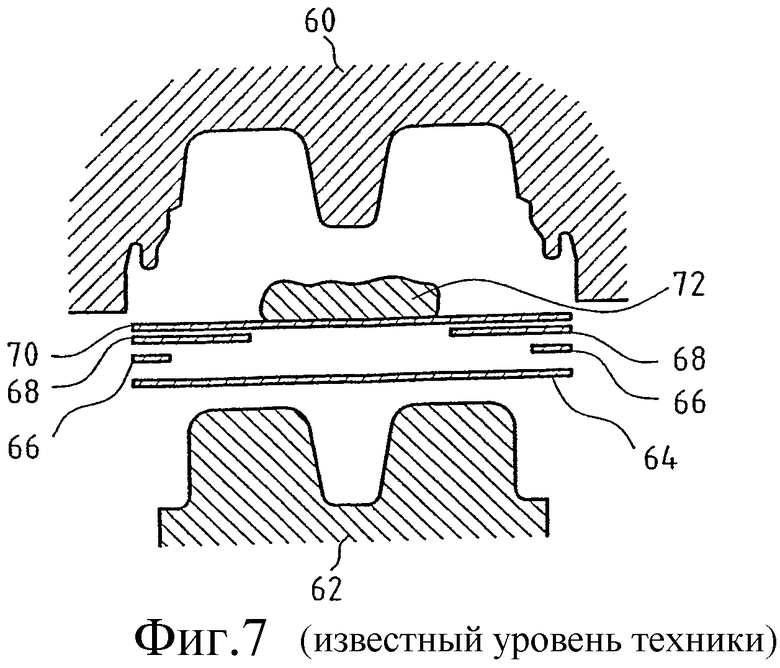
Еще одним примером проблем, связанных с обычными слоистыми материалами, является изготовление автомобильного бампера согласно патенту США № 6231094. Этот бампер состоит, согласно Фиг.7, из двух полотен, выполненных предпочтительно из содержащих волокно термопластных полотен, проходящих по всему бамперу, и из более узких также содержащих волокно термопластных лент, которые усиливают корпус бампера в нужных местах. Согласно этой публикации все шесть полотен или лент являются отдельными и контактируют друг с другом только во время изготовления. Нетрудно представить, насколько точной и неукоснительной должна быть укладка полотен, и особенно - удержание их в нужном положении во время закрытия пресс-формы.
Способ и устройство согласно настоящему изобретению решает, помимо прочих, упоминаемые выше проблемы; при этом отличительный признак изобретения заключается в том, что сухие материалы и пена не смешиваются вместе для образования пенной взвеси, пока не поступят в напорный ящик, непосредственно перед введением взвеси на сетку производственной установки - при введении пены под высоким давлением из сопел в напорный ящик.
Поэтому согласно настоящему изобретению для смешивания волоконного материала для образования пены измельчитель не нужен. Поэтому нет необходимости использовать насосы или трубопроводы из напорного ящика, и, разумеется, трубопроводы между емкостью, коллектором и напорным ящиком.
При этом способ согласно настоящему изобретению полностью нечувствителен к материалам, используемым в пенном способе. Можно выбирать любую длину или жесткость волокна, поскольку оно не может засорить тонкую трубку, так как на пути следования волокна на сетку таких трубок нет.
С помощью способа и устройства согласно настоящему изобретению обеспечена возможность введения в один или несколько слоев сформированного полотна, например, следующего материала: непрерывного волокна, пряжи, ленты, сети или почти любого компонента, необходимого в конечной продукции.
Предлагаемый способ согласно изобретению позволяет исключить смеситель, который помимо увеличения стоимости и расходов, связанных с обслуживанием и энергопотреблением, может вызвать разрывы и порчу нежных волокон.
Признаки способа и устройства согласно изобретению поясняются в прилагаемой формуле изобретения.
Ниже устройство и способ согласно настоящему изобретению раскрываются более подробно со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 - вид известного устройства, используемого в пенном способе;
Фиг.2 - вид напорного ящика, используемого в известном пенном способе;
Фиг.3 - напорный ящик, используемый в известном пенном способе;
Фиг.4 - напорный ящик, используемый в другом известном пенном способе;
Фиг.5 - напорный ящик, используемый в третьем известном пенном способе;
Фиг.6 - напорный ящик, используемый в четвертом известном пенном способе;
Фиг.7 - изготовление корпуса автомобильного бампера согласно известному способу;
Фиг.8 - напорный ящик согласно предпочтительному варианту выполнения изобретения, представляющего обладающую новизной идею;
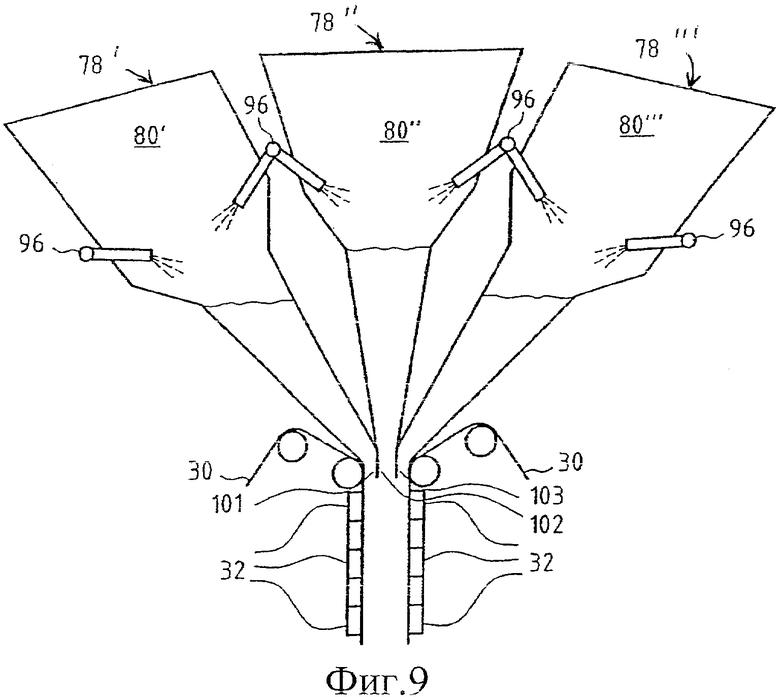
Фиг.9 - напорный ящик согласно еще одному предпочтительному варианту выполнения изобретения;
Фиг.10 - напорный ящик согласно третьему предпочтительному варианту выполнения изобретения;
Фиг.11 - напорный ящик согласно четвертому предпочтительному варианту выполнения изобретения;
Фиг.12 - напорный ящик согласно пятому предпочтительному варианту выполнения изобретения;
Фиг.13 - напорный ящик согласно шестому предпочтительному варианту выполнения изобретения;
Фиг.14 - напорный ящик согласно седьмому предпочтительному варианту выполнения изобретения.
Фиг.1 показывает пенный способ известного уровня техники, который можно считать начинающимся с измельчителя 10, в котором пена формируется по меньшей мере из жидкости - предпочтительно воды, газа - предпочтительно воздуха, и поверхностно-активного вещества; в пену потом вводятся волокно, наполнители, регуляторы водородного показателя, стабилизаторы, красители и связующие, и другие добавки - для образования пеной взвеси. Воду в измельчитель 10 вводят по каналу 12, через насос 14 и расходомер 16. Водой первоначально может быть, например, вода из системы сепарации воды производственной установки или из другого соответствующего источника, включая пресную воду. Поверхностно-активное вещество 20 дозируется в измельчитель с помощью весов 18 или т.п.; соответствующий волоконный материал 24 вводится с помощью весов 22 или т.п.; и наполнители, стабилизаторы, красители, связующие и регуляторы водородного показателя дозируются с помощью весов или нескольких весов 26. Каждый из указанных материалов предпочтительно вводится через посредство его собственного измерительного устройства. Содержание газа в получаемой таким образом пенной взвеси может при атмосферном давлении и в обычных температурных пределах составлять от 50 до 80%; и в некоторых случаях - за этими пределами. Содержание твердых веществ в пенной взвеси составляет от 2 до 25%, иногда даже ниже, в зависимости от плотности пены, типа и длины волокон и изготавливаемой продукции. Пенная взвесь затем вводится из измельчителя 10 в сетку 30 формирования полотна в производственной установке через напорный ящик 40 - для изготовления нужной продукции. В пенном способе согласно известному уровню техники твердые вещества, включая волоконный материал, поверхностно-активное вещество и наполнители и пр., упоминаемые выше, вводятся в измельчитель 10. Соотношение концентраций компонентов смеси материалов определяется, например, введением каждого материала через специализированное подающее устройство, соединенное с весами, для смешивания количества, необходимого для нужного соотношения, за единицу времени (кг/мин). Нужное количество воды вводится в измельчитель также посредством расходомера 16, в результате чего вода и поверхностно-активное вещество образуют пену, в которую в измельчителе равномерно диспергируют твердые вещества.
В некоторых случаях материал можно вводить в измельчитель только на том этапе, на котором количество можно отмерять относительно пены в измельчителе. Это может относиться, например, к регулятору водородного показателя, и в этом случае измеряется водородный показатель пены в измельчителе, и, соответственно результату, значение водородного показателя регулируется введением в измельчитель либо кислоты, либо химиката-основания.
Не имеющую по существу волокон пену можно также ввести в измельчитель 10 по линии 38; при этом пена возвращается из сосунных ящиков 32 в секции формирования полотна с помощью насоса 36 либо напрямую, либо из сборника 34 для подсеточной воды.
Пенная взвесь выходит из измельчителя 10 в виде постоянного потока с помощью специально сконструированного в этих целях насоса 42; насосом может быть либо центробежный насос или объемный насос. Либо пенную взвесь можно закачивать в сборник 34 для подсеточной воды, если имеется нужная консистенция. Ее можно также закачивать в сборник 34 для подсеточной воды, где консистенция пенной взвеси регулируется до нужного значения, и откуда взвесь далее закачивается в напорный ящик 40; либо ее также можно закачивать в резервуар 44 для хранения, если использование такового считается целесообразным. Из резервуара 44 для хранения пенную взвесь предпочтительно вводят для последующего ее использования с помощью насоса 46.
После введения пенной взвеси в напорный ящик 40 она, согласно известному уровню техники, сначала подается в коллектор 50, где она распределяется соплами 52 в трубопроводную систему 54, по которой взвесь подается в сам напорный ящик 40. Сопла 52 и трубопроводная система 54 более подробно показаны на Фиг.2. По существу не имеющая волокон пена может также поступать, например, из сборника 34 для подсеточной воды в напорный ящик 40 и/или в подающую трубопроводную систему в целях регулирования консистенции пенной взвеси и/или веса продукции.
Из напорного ящика 40 пенная взвесь подается в сетку 30 секции формирования полотна, под которой располагаются сосунные ящики 32, т.е., в более общем смысле - на стороне, противоположной пенной взвеси, чтобы удалять пену через сетку 30 с помощью разрежения. Удаляемая с сетки таким образом сформированная пена направляется в сборник 34 для подсеточной воды либо непосредственно в измельчитель 10, создающий пенную взвесь.
Сформированное на сетке 30 полотно направляется на его высушивание, возможно - после нанесения на нем покрытия. Последующая обработка полотна, разумеется, зависит от предъявляемых к продукции требований, изложение которых здесь не является обязательным.
Показываемые на Фиг.2 впускные сопла 52 и трубопроводная система 54 расположены между коллектором 50 и самим напорным ящиком 40. Совокупность сопел 52 выполнена в коллекторе 50, внутренняя поверхность которого не является цилиндрической, а имеет гребни или т.п. для повышения уровня турбулентности пенной взвеси - до трубопроводной системы 54. Число трубопроводов в трубопроводной системе 54 равно числу сопел в коллекторе 50. Трубопроводы 54 трубопроводной системы в своем большинстве выполнены в виде петель - согласно указанному изображению.
Эта форма трубопроводов и сопел считается способной сохранять единообразность пенной взвеси и обеспечивать одинаковую турбулентность во всех трубопроводах трубопроводной системы 54. Цель, естественно, заключается в том, чтобы выпускать в напорный ящик 40 пенную взвесь, в которой волокна не стали хлопьями, но которые можно ровно распределять на сетке производственной установки.
Но на практике оказалось, что сопла 52 и трубопроводная система 54 легко засоряются. Опасность засорения присутствует особенно в случае увеличенной длины волокон в пенной взвеси. В настоящее время это обстоятельство стало проблемой, когда данный пенный способ применили в промышленных условиях, и было замечено, что с его помощью можно выпускать большое число разной продукции. В их число, помимо прочего, также входит многослойная продукция, в которой один из слоев может быть, например, усиливающим слоем. Усиливающие листы, выпускаемые другими способами, имеют длину волокна около 5-50 мм, в основном в зависимости от типа волокна, и поэтому использование волокон аналогичной длины в пенном способе тоже необходимо. Но на практике это оказалось трудным, поскольку волокна этой длины - естественно, в зависимости от типа волокна - могут очень легко образовывать хлопья, и, оказавшись в тонких трубках, они могут легко засорить всю трубку.
Также нужно отметить, что хотя на Фиг.1 указан только один измельчитель, очевидно, что в некоторых случаях для производства потребуется большее число измельчителей. Например, при изготовлении многослойной продукции необходимое число измельчителей обычно равно числу слоев. Помимо этого, если в способе участвуют материалы, контакт друг с другом которых не допускается, то рекомендуется смешивать пенную взвесь, отдельную от обоих материалов и от материалов, к которым они нейтральны, и смешивать пенную взвесь только на этапе образования пены, предпочтительно непосредственно перед напорным ящиком. То есть в случае формирования многослойного полотна нужное число измельчителей может доходить до шести установок.
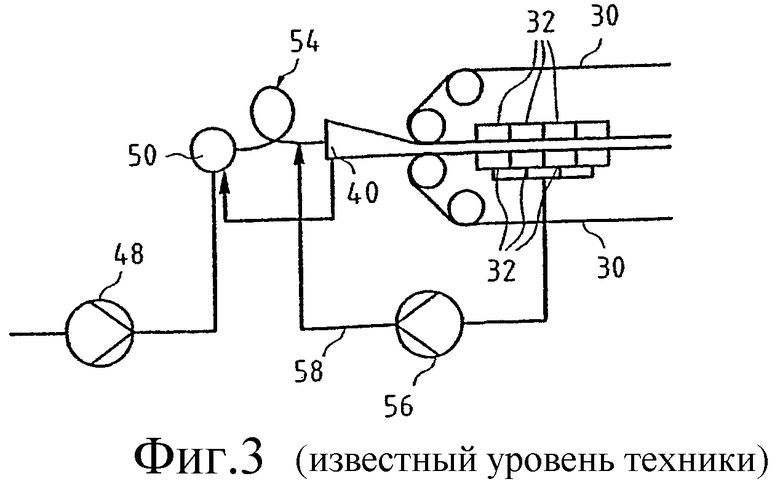
Фиг.3 схематически показывает пенный способ согласно известному уровню техники: напорный ящик 40, трубопроводная система 54, предшествующая ему; и после напорного ящика - секция формирования полотна: сетка 30 и сосунные ящики 32. Также, 48, показан насос, соответствующий насосу 48 на Фиг.1. На линии после насоса 48 находится и коллектор 50, и трубопроводная система 54 согласно Фиг.2. Также показано, как напорный ящик 40 может подавать пенную взвесь непосредственно в секцию формирования полотна в пространство между двумя сетками 30; в противоположность Фиг.1 показана более традиционная секция формирования плотна, содержащая сетку непрерывного метода прессования. Фиг.3 также показывает, как пену из сосунных ящиков 32, расположенных вне полотен 30, или пену из секции формирования полотна можно подавать насосом 56 по линии 58 для ее смешивания с пенной взвесью между насосом 48 и напорным ящиком 40. Это предпочтительно делается после коллектора 50 в соединении либо с соплами 52, либо с подающими трубками 54, или в самом напорном ящике 40. Предпочтительно, чтобы количество вводимой пены можно было регулировать.
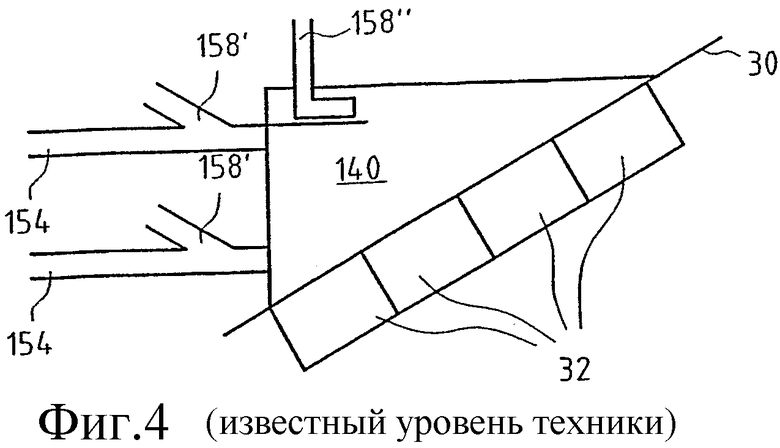
Фиг.4 показывает очень аналогичный напорный ящик 140, имеющий входные каналы 158', соединенные с каналами 154 для пенной взвеси либо для разбавления пенной взвеси, либо для уравновешивания веса продукции путем введения пены. Канал 158'' функционально аналогичен и служит для подачи пены к потолку напорного ящика 140; при этом пена из канала направляется по верху напорного ящика 40 к сетке 30. Пена также действует как смазка, чтобы исключить ориентирование волокон в пенной взвеси в направлении течения пенной взвеси.
Фиг.5 показывает третье решение 240 известного уровня техники, осуществляющее производство трехслойной продукции. Согласно этому чертежу напорный ящик 240 вертикально разделен на три камеры 242, 244 и 246, каждая из которых принимает свою собственную пенную взвесь из источников 248, 250 и 252. Но также возможна аналогичность обоих поверхностных слоев (сформированных из пенной взвеси в камерах 242 и 246) или даже всех слоев, но поясняемая технология обеспечивает возможность также изготовления и трех различных слоев. Чертеж показывает, как пенная взвесь, вводимая в каждую камеру 242, 244 и 248, одновременно направляется в секцию формирования полотна между полотнами 30. Полотно быстро формируется путем удаления пены в двух направлениях с помощью сосунных ящиков 32, и разные слои полотна приклеиваются друг к другу за счет смешивания волокон разных слоев в пограничной зоне слоев.
Фиг.6 показывает еще одно техническое решение 340 напорного ящика. В этом случае три камеры 342, 344 и 346 расположены в напорном ящике 340 или друг над другом, или рядом друг с другом, в зависимости положения установки напорного ящика 340. Каждая из камер 342, 344 и 346 может подавать свой собственный слой в полотно, как указано выше со ссылкой на другой чертеж. Это техническое решение показывает еще один способ - по сравнению с камерами - формирования отдельного слоя или полосы на полотне. Это выполняется с помощью трубок 348 и 350, проходящих через камеру 344, подающую пенную взвесь, которая формирует свои собственные слои в полотне, если, с одной стороны, подающие трубки 348 и, с другой стороны, подающие трубки 350 расположены по существу параллельно в продольном направлении напорного ящика (перпендикулярно плоскости чертежа); или свои собственные полоски, если имеются свободные участки между подающими трубками 348 и/или подающими трубками 350, где пенная суспензия не распределяется из трубок 348 и 350. Согласно предпочтительному осуществлению: подающие трубки могут - помимо выполнения их в каждой камере - при необходимости перемещаться по меньшей мере в их продольном направлении. На практике продольное положение подающей трубки определяет тип слоя или полосы, которую формирует пенная взвесь, выходящая из трубки. Чем дальше от отверстия камеры будет находиться конец трубки, тем дольше придется идти полотну, формирующемуся из пенной взвеси, выпущенной в полотно, и тем резче будет граница пены, выходящей из трубки. Если подача из трубки происходит слишком быстро после открытия камер в полотно, то выходящая из трубки пена будет эффективно смешиваться с другой пеной, и границы полосы, формируемой из пены, подаваемой из трубки, будут очень неясными по сравнению с остальным полотном.
Фиг.7 показывает изготовление продукции известного уровня техники. Показано изготовление корпуса автомобильного бампера. Согласно этому чертежу пресс-форма состоит из двух частей 60 и 62, соответствующих форме корпуса бампера. Согласно описываемой в этой публикации технологии первый термопластный волоконный лист 64 помещают сверху нижней части 62 пресс-формы, при этом два более узких полотна 66 и 68 листа устанавливают сверху листа 64 на обоих краях листа. Лист 70, соответствующий самому нижнему листу, помещают сверху этих листов, и формуемый термопластный материал 72 помещают сверху последнего слоя 70. При прижатии друг к другу частей 60 и 62 пресс-формы указанный термопластный материал 72 распределяется во всех слоях 64 - 70 листа.
Из способа производства согласно Фиг.7 ясно следует, что для него требуется большая точность и большой объем подготовительной работы, чтобы все листовые слои 64-70 расположились правильно и оставались в правильном положении в течение всего процесса изготовления. Также на заводе нужно обеспечить отдельные устройства для хранения, транспортирования и подачи всех необходимых полотен; и в этом примере имеется шесть разных полотен. Помимо этого, листы должны быть нарезаны с верными размерами либо на заводе, либо изготовителем листов. На практике это означает, что шесть полотен определенной ширины нужно нарезать в другом месте вместо использования только одного полотна, если бы имелся способ прикрепления всех усиливающих полотен в одной продукции во время изготовления усиливающей продукции.
Фиг.8 показывает устройство 76 для изготовления свежей пены и напорный ящик 78 производственной установки согласно настоящему изобретению. Согласно этому чертежу напорный ящик 78 в этом осуществлении в основном состоит из открытого сверху или по меньшей мере работающего под атмосферным давлением бака 80, сопел 94 для пены, нижней части 88 и суживающегося отверстия 100. Пенная взвесь изготавливается в баке 80, в который вводят большинство твердых веществ, нужных для изготовления самой продукции: в соответствии с теми же принципами, которые применяются в техническом решении известного уровня техники для введения материала в измельчитель или в измельчители. То есть количества, вводимые в бак для твердых веществ, отмеряются для определенного производства, и волокна либо волоконный лист нарезается на нужную длину режущим устройством. Волокно можно вводить в бак непосредственно из режущего устройства (не показано), если количество волоконного материала, вводимого в режущее устройство, можно точно регулировать. Волокно можно также вводить в бак калиброванного конвейера 82, чтобы в бак 80 постоянно попадало одинаковое количество дробленого волокна. Фиг.8 также показывает еще один калиброванный конвейер 83, используемый для введения, например, наполнителя, связующего, красителей или т.п. в бак 80 или их заранее приготовленной смеси. Существенный момент настоящего изобретения заключается в том, что по меньшей мере часть указанных твердых веществ вводится в бак в сухой, а не в жидкой взвеси. При необходимости твердые вещества можно увлажнить, но обязательно так, чтобы свободная вода попала в бак вместе твердыми веществами.
Отличительный признак предпочтительного варианта выполнения настоящего изобретения заключается в том, что существенная часть волоконных компонентов, необходимых для конструкции продукции, вводится в бак в «сухом» виде. В данном случае термин «конструкция продукции» означает волоконную сетку, типичную для данной продукции, а не компонент, возможно, относящийся к продукции и влияющий на ее эксплуатационные свойства, такой как активированный уголь или некоторые влагопоглощающие материалы.
Причем пена, созданная в специальном измельчителе 84 пены, вводится в бак 80. Как указано на Фиг.1, пена формируется в измельчителе 84 пены из воды, поверхностно-активного вещества и газа, предпочтительно воздуха; с тем отличием, что согласно этому способу введение каких-либо других материалов в измельчитель не требуется. Но если желательно смешивание твердых веществ с пеной до бака 80, то это можно сделать одновременно с формированием пены в измельчителе 84. Количества воды и поверхностно-активного вещества подбирают в таком соотношении, чтобы при введении их в измельчитель 84 они образовали оптимальную пену. Смесь воды и поверхностно-активного вещества смешивают смесителем таким образом, чтобы воздух попал в смесь в количестве, соответствующем созданию нужного содержания газа и нужных размеров пузырьков.
Возможно и также целесообразно заменить по меньшей мере часть пены на пену, возвращающуюся из производства по линии 86: показано пунктирами на чертеже. И пена, созданная в измельчителе 84, и закачанная в линию 92 насосом 90, и пена, вернувшаяся из процесса по линии 86, предпочтительно распыляются в нужном количестве за единицу времени в бак 80 соплами 94, в результате чего твердые вещества эффективно смешиваются благодаря турбулентности, обусловленной струями пены, и при этом образуется единообразная пенная взвесь. При формировании пенной взвеси она идет в виде ламинарного потока через нижнюю часть 88 бака к суживающемуся отверстию 100.
Пена подается из сопел 94 предпочтительно на скорости, соответствующей каждому типу волокна, т.е. на скорости, которая будет формировать единообразную пенную взвесь, но не на слишком высокой скорости, чтобы вызывать значительную турбулентность в волокнах. Смешивание в определенных обстоятельствах можно усилить за счет обеспечения механического смесителя (не показан) в баке, либо с помощью ультразвукового или сверхвысокочастотного смешивания (не показано).
Этот вариант выполнения настоящего изобретения отличается от измельчителей пенной взвеси известного уровня техники тем, что твердые вещества необходимо вводить устойчивым потоком, предпочтительно по всей длине бака 80, соответствующей ширине сетки производственной установки. Поэтому пену вводят в бак из сопел 94, расположенных с интервалом около 10 см. Пену предпочтительно закачивают в коллекторные трубки 96, расположенные по обеим сторонам бака (в некоторых случаях коллекторная трубка и сопла нужны только на одной стороне бака), из которого сами сопла 94 ведут в бак; при этом сопла могут, естественно, состоять из более длинных трубок сопла и самих сопел на концах этих трубок. Согласно еще одному осуществлению настоящего изобретения: коллекторные трубки расположены по существу вровень с верхним краем бака 80, в результате чего трубки сопла с их соплами могут выходить в бак 80 сверху, без выполнения при этом отверстий в стенке бака. При необходимости сопла 94 можно выполнить на обеих сторонах бака 80 либо друг против друга, либо в шахматном порядке - в зависимости от нужной турбулентности. Сопла 94 можно также выполнить в несколько слоев либо на одной, либо на обеих сторонах бака 80, в результате чего возможно осуществить многоэтапное смешивание волокон с пеной. При этом все сопла 94 одной стенки бака 80 могут быть однонаправленными, либо их направление можно изменять по желанию. Бак 80 предпочтительного осуществления настоящего изобретения сужается в направлении вниз, как показано на Фиг.8, в результате чего нижняя часть 88 бака фактически образует воронку, из которой пенная взвесь подается в виде по существу ламинарного потока на сетку или между сетками производственной установки. Но в некоторых случаях бак может иметь единообразную ширину, если в его нижней части не будет выполнено суживающееся отверстие 100.
Для процесса формирования полотна существенно необходимо обеспечение постоянного уровня поверхности пенной взвеси в баке 80. Уровень поверхности остается постоянным уже по той причине, что все компоненты, т.е. подаваемые твердые вещества и вводимую по линии 92 пену вводят в бак в точно отмеряемых количествах. Помимо этого, разумеется, можно предусмотреть регулирование уровня бака, чтобы регулировать введение твердых веществ и пены, и, при необходимости, регулировать образование свежей пены.
Выполнение напорного ящика, используемого для формирования трехслойного полотна, показано в качестве предпочтительного осуществления на Фиг.9. В этом осуществлении напорный ящик разделен на три параллельные части 78', 78'', 78''' согласно Фиг.8. В случае трехслойной продукции: части 78', 78'', 78''' можно также расположить друг над другом. В этом случае суживающиеся отверстия 101, 102 и 103 нижних частей баков 80', 80'', 80''' частей 78', 78'', 78''' напорного ящика параллельные, при этом каждый из них подает свою собственную пенную взвесь в секцию формирования полотна между сетками 30. Одно или несколько суживающихся отверстий 101, 102 и 103 можно выполнить таким образом, чтобы они не открывались между сетками 30 одновременно с другими отверстиями, а только немного раньше или позже. Это решение позволяет регулировать степень смешивания друг с другом разных слоев полотна. Например, чем позднее откроется в секции формирования полотна среднее суживающееся отверстие 102, тем в большей степени пройдет формирование поверхностных слоев, и тем в меньшей степени волокна среднего слоя смогут смешиваться с волокнами поверхностного слоя.
С помощью устройства согласно Фиг.9 можно сформировать трехслойное полотно даже из трех разных материалов. Разные твердые вещества можно подавать в каждый из баков 80', 80'', 80''', используя, например, устройство, описываемое со ссылкой на Фиг.8. Но предпочтительно подавать одну и ту же свежую пену во все баки из коллекторных трубок 96, в результате чего будет возможно использование только одного измельчителя пены. В этом отношении можно указать, что в некоторых случаях предпочтительно смешивать - для создания пены - твердые вещества с пеной в измельчителе пены; при этом твердые вещества являются общими для всех слоев полотна. Примером их может быть, например, связующее или волоконный компонент, общий для всех слоев.
Также нужно отметить, что в некоторых случаях материалы, используемые для разных слоев полотна, отличаются друг от друга настолько, что предпочтительно не использовать в точности аналогичную пену во всех слоях. В этом случае разные пены создают в разных измельчителях и подают ее в баки напорного ящика по их собственным трубопроводным системам. Это решение позволяет подавать, например, определенное связующее в некоторые слои полотна со свежей пеной, при этом связующее соответствует именно тем волокнам, которые используются в этих слоях.
На основании вышеизложенного необходимо отметить, что указанный способ можно применить в изготовлении одно-, двух-, или трехслойной продукции. Поэтому вышеизложенное нужно считать только примером многих вариантов изобретения.
В варианте выполнения согласно Фиг.8 и 9 баки выполнены по существу вертикально. Секция формирования пены, состоящая из двух противоположных сеток 30 и сосунных ящиков 32, выполненных вне сеток, также по существу вертикальная.
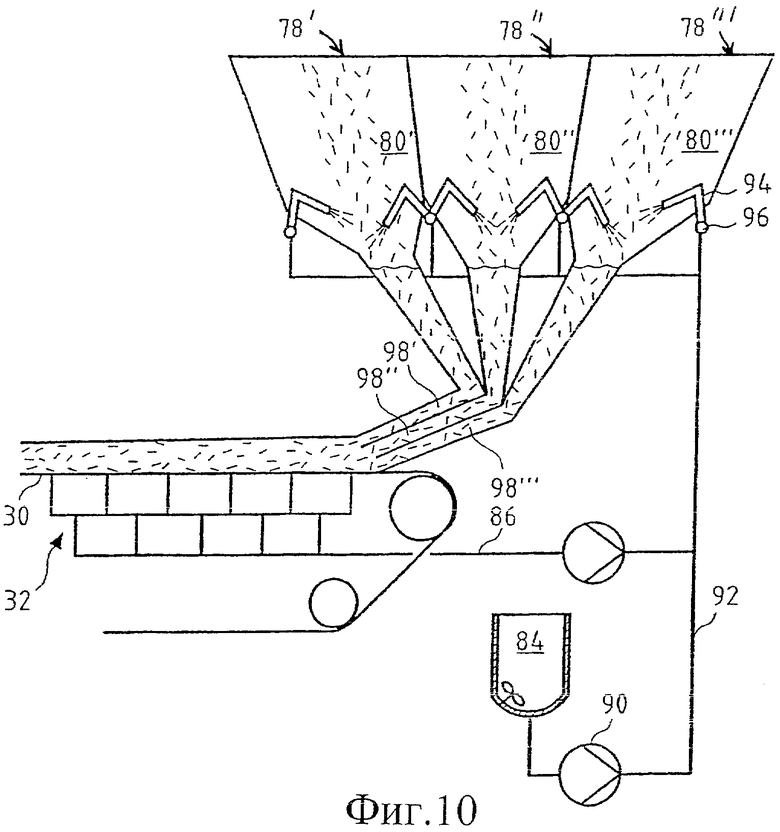
Фиг.10 также показывает, как сетка 30 и сосунные ящики 32 можно выполнить горизонтально, если это предпочтительно, за счет наклонных нижних частей 98', 98'' и 98''' напорного ящика; даже если сам напорный ящик или по меньшей мере его верхняя часть-бак 80', 80'', 80''', используемая для смешивания пенной взвеси, вертикальные.
Варианты выполнения напорного ящика согласно изобретению, показанному на Фиг.8 - 10, иллюстрируют, что напорный ящик в этих осуществлениях полностью открыт сверху. За счет этого обеспечивается возможность подачи разных материалов простым образом в формируемое полотно. Например, полностью возможна подача, например, стекловолокна, металлической нити, ленты или т.п. в один или несколько слоев продукции. Прочими целесообразными материалами, которые можно вводить в продукцию согласно настоящему изобретению с помощью указанного выше напорного ящика, являются, например: различный текстиль, углеродное волокно, арамидное волокно и ленты волокна из сложного полиэфира и т.п., электропроводные нити, ленты или провода, оптические волокна и т.п.; различная резисторная проволока или сеть, другие сети, изменяющие цвет в зависимости от температуры материалы и т.д.
Это в качестве примера показано на Фиг.11: иллюстрировано производство продукции согласно предпочтительному осуществлению настоящего изобретения, с использованием устройства, конструкция которого в основном аналогична конструкции, показанной на Фиг.8. Чертеж показывает, как сплошное волокно, пряжа, лента или т.п. вводятся в полотно через бак 80. В этом осуществлении непрерывная пряжа 106 или т.п. сматывается с рулона или аналогичного устройства (не показано) или в некоторых случаях поступает непосредственно из производства, с разматывающего валика 108 между двумя регулирующими валиками 110. Регулирующие валики 110 регулируют скорость подачи пряжи 106 сообразно скорости полотна в производственной установке. Поэтому отличительным признаком настоящего изобретения является то, что пряжа или т.п. постоянно находится на прямой линии, параллельной полотну. Прямизне пряжи даже в этой основной форме напорного ящика содействует тот факт, что турбулентность, необходимая для формирования пенной взвеси, настолько слаба, что не может значительно отклонить пряжу от нужного направления. Такая подача пряжи невозможна в водном способе, поскольку в водном способе турбулентность в напорном ящике будет раскачивать пряжу настолько сильно, что ее окончательное место в конечной продукции будет произвольным. Один из способов обеспечения вхождения пряжи точно в нужное место заключается в том, чтобы направить пряжу или т.п. через зону турбулентности напорного ящика в область ламинарного потока с помощью соответствующих трубок.
Помимо пряжи 106 решение согласно Фиг.11 можно использовать для введения продукции значительно более широкого габарита в направлении ширины полотна или производственной установки. В этом случае примером является сеть, проходящая по существу по всей ширине производимой продукции, при этом сеть можно выполнить почти из любого нужного материала. Примером этого является резисторная проволочная сеть для подключения конечной продукции к электрической системе для отопления. Еще одним вариантом многочисленных возможностей является изготовленный заранее усиливающий лист, который по некоторым причинам нельзя изготовить одновременно с продукцией, изготавливаемой данным способом. Лист направляется с рулона через регулирующие валики в бак и оттуда далее в полотно. Третьим вариантом является, например, введение перфорированной тонкой стальной пластины или узкой стальной полоски через бак в полотно. Связывание стальной пластины с полотном обеспечивается связыванием волокон и полимера через отверстия в пластине.
Техническое решение с использованием регулирующих валиков 110 для подачи пряжи, ленты, сети или т.п. в полотно с той же скоростью, с какой движется полотно, можно охарактеризовать как дополнительное осуществление. При пуске производства указанные регулирующие валики можно считать немного тормозящими скорость пряжи или т.п. Они используются для обеспечения натяжения пряжи или т.п., чтобы она поступала в нужное местоположение в продукции и не могла перемещаться в каком-либо другом направлении. Еще один способ исключения перемещения пряжи или т.п. перпендикулярно ее направлению подачи состоит в обеспечении направляющих в суживающемся отверстии 100 для направления пряжи или т.п. в нужное место в полотне. Разумеется, также возможно введение пряжи, ленты, сети или т.п. с помощью направляющей только в область ламинарного потока в нижней части бака или, если необходимо, на значительную глубину в секции формирования плотна, между сетками.
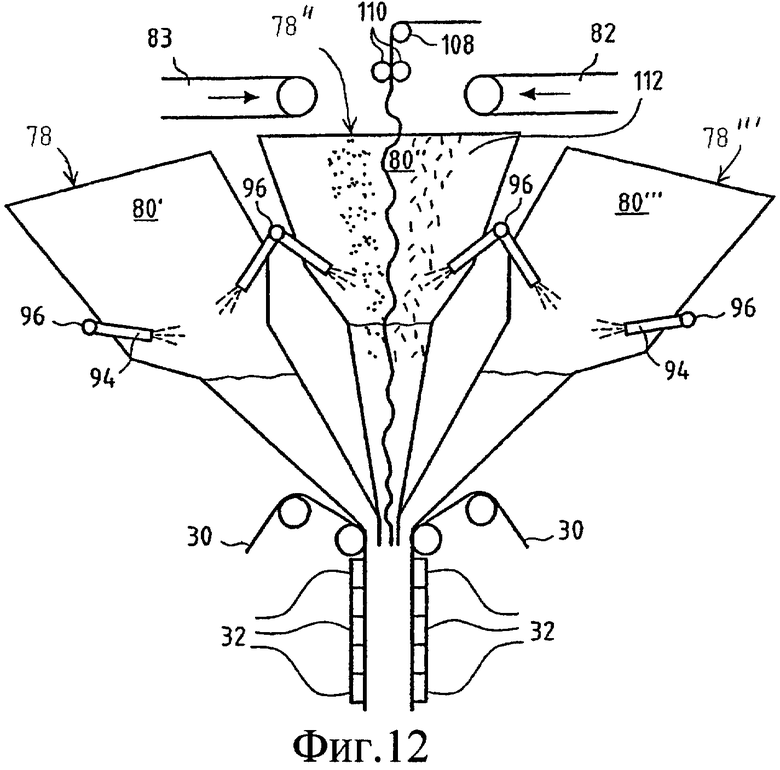
Фиг.12 показывает предпочтительное техническое решение напорного ящика согласно настоящему изобретению: сплошное волокно, пряжа или т.п. 112 вводится через средний бак 80'' в формируемое полотно. Чертеж показывает, как регулирующие валики 110 вводят пряжу или т.п. 112 на скорости, превышающей скорость полотна. Цель заключается в формировании слоя, отдельного от пряжи или т.п. 112; предпочтительно, например, для стекловолокна, на которое ровно налагается слой пряжи, волокна или т.п. Введение «слабой» пряжи или т.п. элемента в полотно в водном способе не могло бы осуществиться, поскольку в водном способе волокна в волоконной взвеси застрянут на пряже из-за высокой турбулентности, и поэтому равномерное распределение волокон на продукции будет невозможным. Также в случае этого осуществления подающие устройства 82 и 83 также используются для подачи в бак 80'' других твердых веществ, таких как волокна, связующие и/или некоторые не являющиеся непрерывными волоконные компоненты.
Очевидно, что в случае Фиг.11 и 12 может присутствовать одна или более нитей или т.п. по ширине продукции. Как указано выше, пряжу или т.п. можно подавать в количестве, достаточном для формирования всего слоя в слоистом материале. Также возможно введение волокна, пряжи или т.п. самостоятельно между двумя или более слоями без пены или пенной взвеси. Также возможна подача непрерывного волокна, пряжи, сети, полотна или т.п. в сформированное полотно согласно Фиг.11 через баки 80' и/или 80'' с помощью, например, технического решения согласно Фиг.12. Соответственно, очевидно, что непрерывную пряжу или т.п. можно вводить в любой слой полотна также на скорости, превышающей скорость полотна. Поэтому технические решения подачи в баке 80', показанные на Фиг.12, можно также при необходимости выполнить и для других баков 80' и/или 80''.
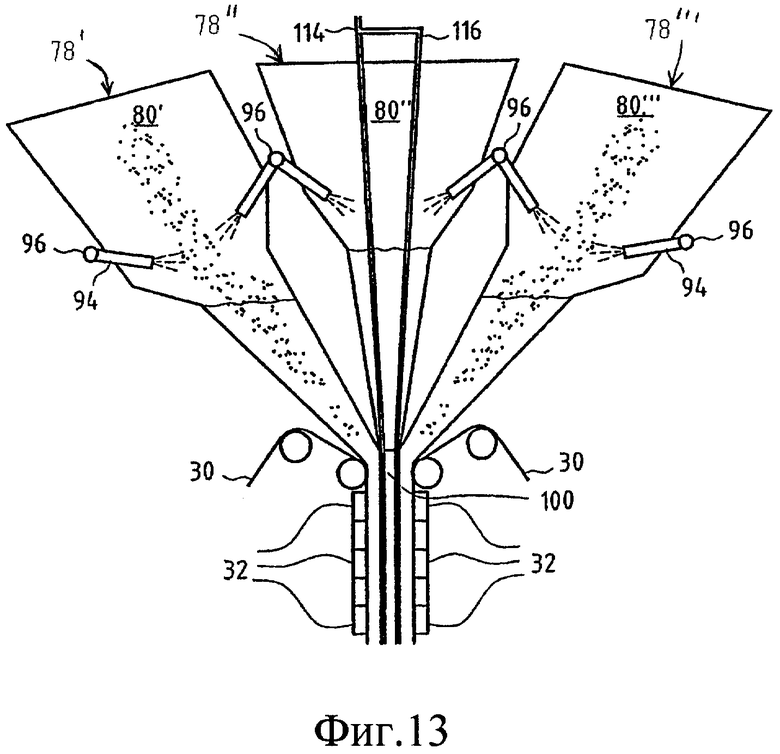
Фиг.13 показывает еще один предпочтительный вариант выполнения напорного ящика и способ формирования полотна согласно настоящему изобретению. Показано изготовление корпуса бампера, описываемое выше со ссылкой на Фиг.7, с помощью обладающего новизной пенного способа, согласно которому все необходимые для корпуса бампера слои вводятся в одно полотно, и поэтому корпус бампера можно изготовить просто в течение одного производственного этапа из единого листа слоистого материала простым добавлением полимера.
Фиг.13 показывает, что две подающие трубки 114 и 116 проходят через средний бак 80'' напорного ящика на некоторое расстояние дальше суживающегося отверстия 100 напорного ящика в пространство секции формирования полотна. Для показываемой на Фиг.7 продукции материал, необходимый для поверхностного слоя 64, вводится из бака 80', и материал для поверхностного слоя 70 вводится из камеры 80''. Причем возможна подача т.н. слоя течения между поверхностными слоями из средней камеры 80'', где полимер ровно распределяется во всей продукции. С другой стороны, трубки 114, которые предпочтительно расположены по ширине продукции, т.е. в продольном направлении напорного ящика, используются для подачи еще одной пенной взвеси, нужной для формирования полотна из более тонких листовых полотен 66 и 68 - указано под обозначением 66 на Фиг.7; при этом полотно располагается между поверхностными слоями 64 и 70. Трубка 116 соответственно используется для введения пенной взвеси, формирующей листовое полотно 68 в готовой продукции. Чертеж показывает положение, при котором трубки 114 и 116 используются для подачи волоконной взвеси в виде пены. Этот же конечный результат можно достичь путем подачи узкого волоконного полотна или ленты в упомянутые места в полотне - согласно Фиг.11. Полотно с находящимися рядом заготовками продукции можно изготовить путем расположения показываемых на чертеже подающих трубок 114 и 116 через соответствующие интервалы по всей длине напорного ящика; и заготовки затем можно нарезать на отдельные более узкие их собственные полотна, например во время прикатывания продукции.
Хотя выше указано, что по трубкам 114 и 116 подается одна и та же пенная взвесь, но возможно также введение разных пенных взвесей в каждой из этих трубок. Соответственно, также возможно формирование одного из более узких слоев с помощью пенной взвеси, и другого - с помощью завершенного полотна. Напорный ящик согласно настоящему изобретению дает возможность свободно выбрать производственный способ согласно требованиям и возможностям продукции.
Очевидно, что если в продукции согласно Фиг.7 необходимо предусмотреть усиливающие слои на краевых участках между двумя поверхностными слоями, то можно изготовить продукцию не только посредством устройства согласно Фиг.13, но также и за счет выполнения конца подающей трубки таким образом, чтобы толщина струи распыления вводимой пенной взвеси изменялась. В этом случае более толстая часть струи распыления соответствует двум налагаемым друг на друга волоконным полотнам или лентам, а более тонкая часть соответствует только более широким волоконным полотнам или лентам.
Фиг.13 также иллюстрирует введение пенной взвеси в напорный ящик по трубкам 114, 116. При этом при необходимости пенная взвесь формируется отдельно в соответствующем этим целям небольшом измельчителе. Еще одна возможность заключается в обеспечении небольшого бака для этой пенной взвеси; причем взвесь формируется в баке и подается из него в полотно, формируемое между слоями.
При этом трубки, проходящие через камеру или камеры напорного ящика, можно использовать для подачи в полотно; причем помимо завершенного полотна или пенной взвеси в продукции также необходимо наличие твердых веществ. Твердыми веществами могут быть, например, просто дробленые волокна, связующее, смесь связующего или дробленых волокон или другого материала, не относящегося к формированию самого слоя. В этом случае этим материалом может быть, например сверхабсорбирующий полимер, применяемый для абсорбции жидкостей, или, например, лента с затравками, прикрепленными к ней через определенные интервалы.
Также очевидно, что трубки 114 и 116 можно заменить плоскими каналами-соплами, проходящими в направлении ширины полотна и выполненными с возможностью формирования широкой полосы в полотне. И также, согласно известному уровню техники, трубки или струйные каналы могут быть выполнены подвижными в продольном направлении, в результате чего местонахождение точки введения материала в полотно можно регулировать в соответствии с определенным случаем. Трубки и/или каналы-сопла могут быть также выполнены подвижными в перпендикулярном направлении и/или в направлении толщины полотна, если по какой-либо причине желательно выполнить волнистые полосы в продольном направлении полотна.
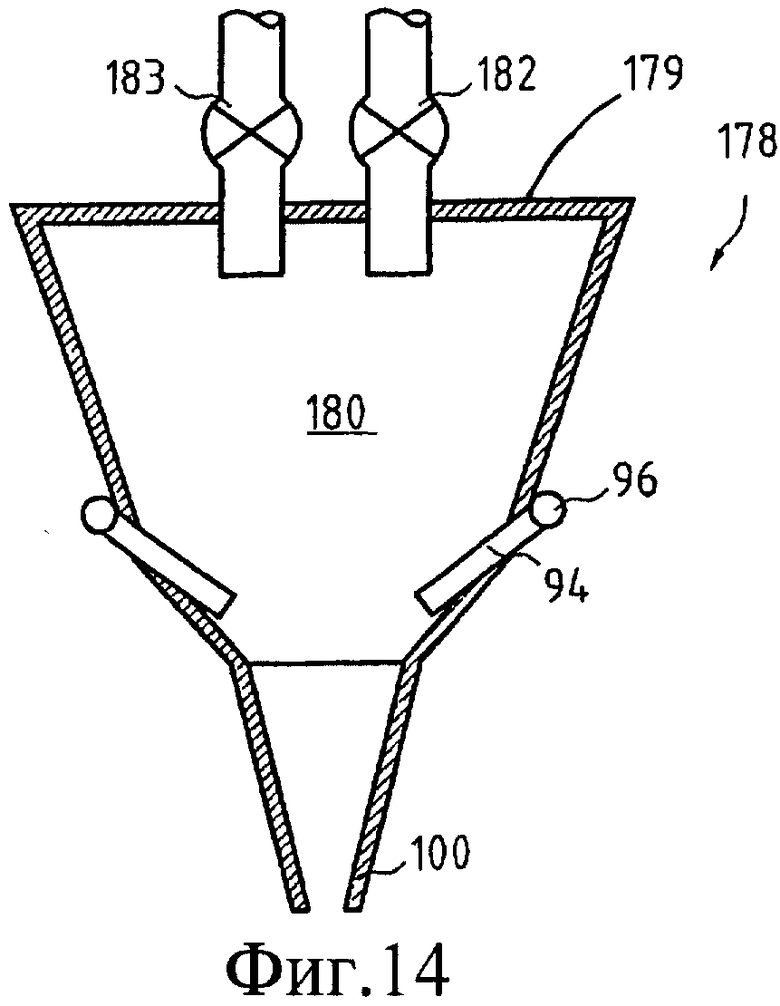
Фиг.14 показывает еще одно техническое решение 178 напорного ящика согласно предпочтительному осуществлению настоящего изобретения. Основное отличие от описываемых напорных ящиков заключается в том, что в этом осуществлении напорный ящик закрытый, т.е. находится под избыточным давлением, в то время как в остальных осуществлениях напорный ящик работает под атмосферным давлением. Осуществление согласно Фиг.14 практически отличается от осуществления согласно Фиг.8, например, тем, что дробленое волокно и другие твердые вещества в этом случае вводятся через крышку 179 камеры 180 напорного ящика с помощью вращающихся питателей 182 и 183 или с помощью другого подающего устройства, работающего под высоким давлением. Соответственно, если для данного применения требуется подача непрерывной пряжи, провода, волокна или т.п. через напорный ящик в формируемое полотно, то материал нужно вводить по каналу, выполненному с возможностью работы под повышенным давлением. В качестве примеров каналов, работающих под повышенным давлением, можно указать выполнение напорного ящика с герметизирующими валиками, которые герметично прижимают его крышку; при этом пряжа, лента или т.п. из атмосферного давления попадают в напорный ящик, находящийся под избыточным давлением. Еще одно техническое решение заключается в том, чтобы рулон или бобина материала полностью находились в пространстве под избыточным давлением.
Упоминаемые выше приводимые в качестве примера осуществления раскрывают обладающий новизной тип пенного способа, который обеспечивает возможность изготовления почти любого вида продукции на основе волокна. В качестве волоконных материалов, отдельно или вместе друг с другом, можно использовать и неорганические, и органические волокна. В качестве неорганических волокон можно упомянуть волокна стекла, углерода, кварца, керамики, циркония, бора, вольфрама, молибдена, бериллия и разной стали. Примеры органических волокон включают в себя полиамидные, полиэфирные, полиэтиленовые, ацетатные, акриловые, меламиновые, найлоновые, модакриловые, олефиновые, лиоцелловые, гидратцеллюлоэные, арамидные волокна и такие различные природные волокна, как джутовые и сизалевые волокна. Указанные выше волокна можно использовать либо как отдельное волокно, либо как пучки разных волокон. Можно также использовать любую длину волокна: от очень короткой длины лишь в несколько миллиметров, до совершенно непрерывного волокна.
Из изложенного выше следует, что разработан новый тип серии продукции, которую можно выпускать только с помощью излагаемого выше обладающего новизной формирования полотна из вспененного материала. Необходимо отметить, что упоминаемый выше термин «пена» во всем тексте используется для либо свежей пены, получаемой из воды и поверхностно-активного вещества, либо для повторно используемой пены, рециркулируемой из сосунных ящиков производственной установки, в результате чего существенная часть твердых веществ удерживается в продукции на сетке. Поэтому термин «пена» можно охарактеризовать как обозначающий пену, по существу не имеющую волокна. Термин «пенная взвесь» обозначает пену, содержащую волокна и/или твердые вещества, т.е. пену, идущую в производственную установку, чтобы оставить существенную часть твердых веществ на сетке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ПОДЛОЖКИ ДЛЯ ПРОДУКТА ЛИЧНОЙ ГИГИЕНЫ | 2021 |
|
RU2836538C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ КОМПОНЕНТА В ПОДАВАЕМОЕ КОЛИЧЕСТВО ТЕКУЧЕЙ СРЕДЫ | 2021 |
|
RU2834205C1 |
| СПОСОБЫ ОБРАЗОВАНИЯ ПОДЛОЖКИ | 2021 |
|
RU2789713C1 |
| НАПОРНЫЙ ЯЩИК ДЛЯ ИЗГОТОВЛЕНИЯ ПОДЛОЖКИ | 2021 |
|
RU2789680C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОГО МАТЕРИАЛА С УЛУЧШЕННЫМИ ПОВЕРХНОСТНЫМИ СВОЙСТВАМИ | 2015 |
|
RU2700916C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЛАЖНОЙ УКЛАДКИ НЕТКАНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2711264C1 |
| ОСУЩЕСТВЛЕНИЕ СПОСОБА ФОРМОВАНИЯ НЕТКАНОГО МАТЕРИАЛА ИЗ ПЕНОВОЛОКНИСТОЙ МАССЫ С ИСПОЛЬЗОВАНИЕМ КОНТРОЛЛЕРОВ С НЕЧЕТКИМ АЛГОРИТМОМ | 1999 |
|
RU2197575C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОГО МАТЕРИАЛА | 2016 |
|
RU2705616C1 |
| УСТРОЙСТВО ДЛЯ ПЕННОГО ФОРМОВАНИЯ ПОЛОТНА БУМАГИ И КАРТОНА | 2000 |
|
RU2193613C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУМАГИ ИЛИ КАРТОНА | 2010 |
|
RU2524893C2 |

Изобретение относится к способу и устройству для формирования вспененного материала. Способ и устройство согласно настоящему изобретению применимы, в частности, для изготовления различной имеющей вид полотна продукции из целлюлозы, стекловолокна, арамида, сизаля или другого соответствующего волоконного материала. Согласно изобретению содержащую волокно пенную взвесь вводят из напорного ящика производственной установки в секцию формирования полотна. По меньшей мере один твердый материал смешивают с пеной в напорном ящике путем введения в него пены под высоким давлением из сопел. Изобретение позволяет снизить расходы, связанные с обслуживанием и энергопотреблением, а также предотвратить разрывы и порчу нежных волокон. 2 н. и 66 з.п. ф-лы, 14 ил.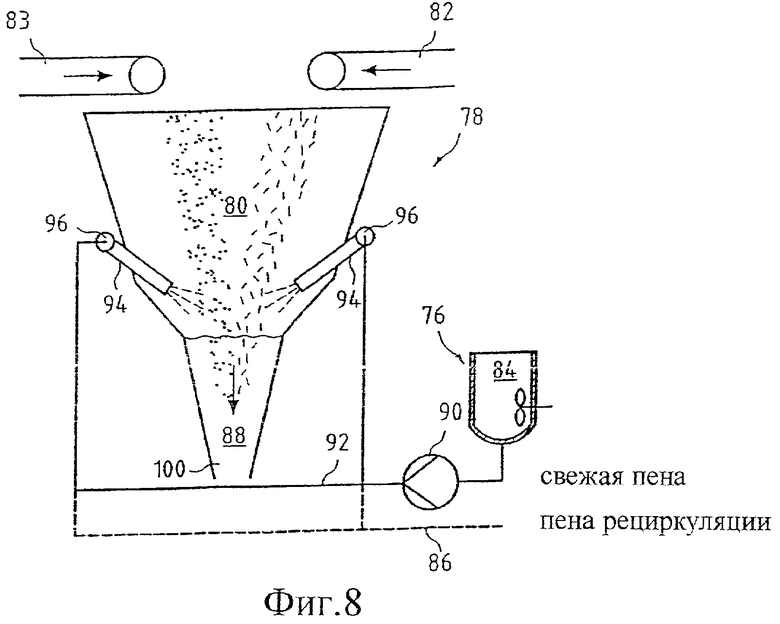
| Магнитная муфта-редуктор | 1987 |
|
SU1449737A1 |
| 0 |
|
SU158938A1 | |
| US 4486268 А, 04.12.1984 | |||
| US 3892622 А, 01.07.1975 | |||
| БУМАГОДЕДАТЕЛЕШЯ МАШИНАВ П ТБЛ ^'/"tn^I^Tnn '-. ;; ;lic^j...^' ! i'i:S Ц'У | 1972 |
|
SU433692A3 |
| ИСПОЛЬЗОВАНИЕ ЦЕНТРОБЕЖНЫХ НАСОСОВ ВО ВСПЕНЕННОМ ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ НЕТКАНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2174172C2 |

