Изобретение относится к машиностроению, а именно к фрикционным изделиям, используемым в различных фрикционных узлах, например в узлах сцеплений легковых и грузовых автомобилей, тормозных узлах и др.
Аналогом заявляемого изобретения является фрикционное изделие, рабочая поверхность которого (поверхность трения) снабжена углублениями, размеры которых соответствуют размерам изображения маркировочной надписи на изделии (см. патент РФ №28650, МПК7 B29D 31/00, 2003 г.). Существенные признаки аналога «фрикционное изделие, рабочая поверхность которого (поверхность трения) снабжена...» совпадают с существенными признаками заявляемого изобретения.
Недостатком аналога является наличие на рабочей поверхности изделия углублений, имеющих достаточно сложную форму (маркировочная надпись), что приводит к неравномерности напряжений в этой зоне фрикционного изделия при фрикционном контакте, в результате чего может происходить выкрашивание фрикционного материала между близко расположенными углублениями, а затем и разрушение изделия.
Прототипом заявляемого изобретения является фрикционное изделие, на рабочей поверхности которого в процессе формования изделия выполнены углубления, размеры которых соответствуют размерам маркировки, а глубина составляет 0,5÷3 мм (см. патент РФ №2252142, МПК7 B29D 31/00, 2004 г.). Существенные признаки аналога «на рабочей поверхности в процессе формования выполнена маркировка» совпадают с существенными признаками заявляемого изобретения.
Недостатком прототипа также является наличие на поверхности трения изделия углублений, имеющих сложную форму (маркировка), вызывающих неравномерность напряжений в этой зоне изделия при фрикционном контакте, за счет чего может происходить выкрашивание материала между углублениями и, в дальнейшем, полное разрушение изделия в этом месте.
Задачей, на решение которой направлено заявляемое изобретение, является улучшение эксплуатационных характеристик изделия за счет снижения возможности выкрашивания материала и разрушения рабочей поверхности изделия в зоне маркировки путем снижения неравномерности напряжений в этой зоне изделия при фрикционном контакте.
Для достижения указанного технического результата во фрикционном изделии на рабочей поверхности в процессе формования выполнено углубление правильной формы, внутри которого выполнен выступ (или выступы), размер которого соответствует размерам маркировки.
Существенные признаки заявляемого изобретения «выполнено углубление правильной формы, внутри которого выполнен выступ (или выступы), размер которого соответствует размерам маркировки» являются отличительными от признаков прототипа.
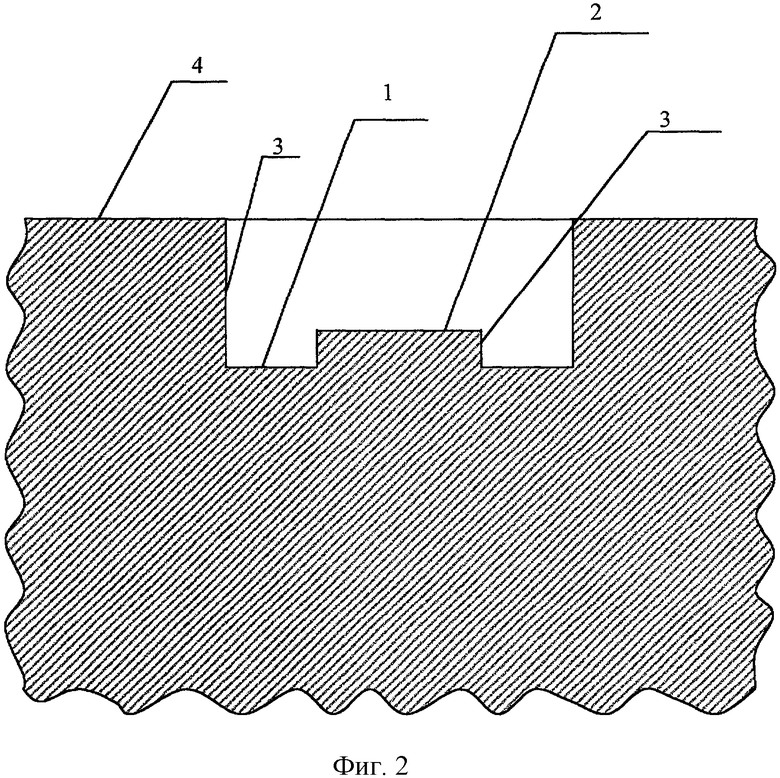
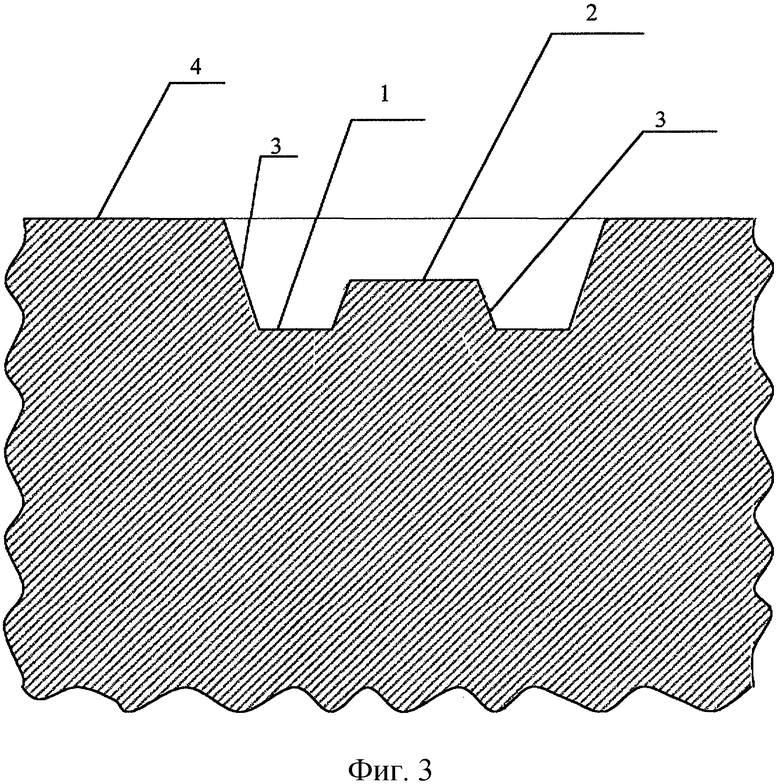
На фиг.1 изображен участок рабочей поверхности (поверхности трения) фрикционного изделия, содержащий маркировку. На фиг.2 изображено сечение участка с маркировкой. На фиг.3 изображено сечение участка с маркировкой варианта изделия.
Фрикционное изделие представляет собой полимерный композит (при необходимости изделие может включать также различные каркасы, например металлический каркас), включающий, как правило, полимерную матрицу на основе смол, каучуков, латексов, их смесей, и различные наполнители (дисперсные, волокнистые наполнители, армирующие нити и т.д.). На рабочей поверхности изделия (на поверхности трения) выполнено углубление 1. Целесообразна простая («правильная») форма этого углубления: круглое, квадратное, прямоугольное и т.п. Внутри углубления выполнен выступ 2 (или выступы), форма которого соответствует маркировочной надписи (маркировочному клейму), или какому-либо другому необходимому изображению. Глубина углубления, как правило, соответствует или более толщины рабочего слоя изделия (слоя, истираемого в процессе эксплуатации). Однако возможны и другие значения глубины углубления. Высота выступа (или нескольких выступов, если это необходимо для маркировки) может равняться глубине углубления или быть менее нее.
Изготавливаться фрикционное изделие может известными методами, например формованием из формовочной смеси с последующей обработкой, или навивкой заготовки из покрытых (пропитанных) нитей с последующим формованием и обработкой. При этом углубление и выступ (выступы) выполняются в изделии в процессе формования, например, за счет наличия соответствующих элементов в пресс-форме.
Конкретным примером заявляемого изобретения является накладка сцепления для автомобиля ВАЗ 2110, навитая из комбинированных безасбестовых (например стеклянных, стеклянно-проволочных) и других нитей, покрытых полимерным связующим каучукосмоляного типа с порошкообразными наполнителями. Содержание армирующей нити в накладке составляет 50-75%. В накладке выполнены отверстия под заклепки, а на рабочей поверхности накладки имеются маслосгонные канавки. Между маслосгонными канавками в накладке выполнено углубление круглой формы, глубина которого соответствует глубине канавок. Внутри углубления имеется выступ Т-образной формы, высота которого менее глубины углубления. При этом высота выступа может быть выбрана таким образом, чтобы момент вступления выступа в контакт с контртелом свидетельствовал о необходимости замены накладки (функция индикатора износа). Боковые стенки 3 углубления и выступа (выступов) могут быть выполнены как ортогонально поверхности трения 4 (рабочей поверхности) изделия, так и под другим углом к ней. Возможны и другие варианты высоты выступа, а также геометрических размеров углубления и выступа.
Выполнение на поверхности трения фрикционного изделия углубления простой симметричной формы, например круглой, не вызывает заметной неравномерности напряжений в этой зоне изделия при фрикционных контактах именно благодаря такой форме углубления. Выступ (или выступы), размещенные внутри углубления, также не вызывают неравномерности напряжений в изделии, поскольку такая неравномерность компенсируется за счет наличия вокруг выступа пустого пространства. Более того, выкрашивание материала выступа не сказывается на прочности изделия и не приводит к его разрушению, поскольку даже полное удаление выступа не влияет на механические характеристики изделия в зоне углубления (толщина изделия в этой области и его форма не изменяются). В результате снижается возможность выкрашивания материала и разрушения изделия в зоне маркировки и улучшаются эксплуатационные характеристики фрикционного изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОЙ НАКЛАДКИ | 2006 |
|
RU2335399C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ | 2002 |
|
RU2252142C2 |
| ФРИКЦИОННОЕ ИЗДЕЛИЕ | 2011 |
|
RU2475657C1 |
| ФРИКЦИОННАЯ НАКЛАДКА | 2006 |
|
RU2335670C1 |
| ФРИКЦИОННОЕ ИЗДЕЛИЕ | 2011 |
|
RU2464460C1 |
| ФРИКЦИОННОЕ ИЗДЕЛИЕ | 2011 |
|
RU2461749C1 |
| ФРИКЦИОННОЕ ИЗДЕЛИЕ | 2010 |
|
RU2428599C1 |
| ФРИКЦИОННОЕ ИЗДЕЛИЕ | 2000 |
|
RU2200883C2 |
| ФРИКЦИОННОЕ ИЗДЕЛИЕ | 2012 |
|
RU2488028C1 |
| ФРИКЦИОННОЕ ИЗДЕЛИЕ | 2003 |
|
RU2250397C1 |
Изобретение относится к области машиностроения, а именно к фрикционным изделиям, используемым в различных фрикционных узлах. Фрикционное изделие содержит на рабочей поверхности выполненную в процессе формования маркировку. На рабочей поверхности изделия в процессе формования выполнено углубление правильной формы. Внутри углубления выполнен выступ/выступы. Размер выступа/выступов соответствует размерам маркировки. Достигается улучшение эксплуатационных характеристик изделия за счет снижения возможности выкрашивания материала и разрушения рабочей поверхности изделия в зоне маркировки путем снижения неравномерности напряжений в этой зоне изделия при фрикционном контакте. 3 ил.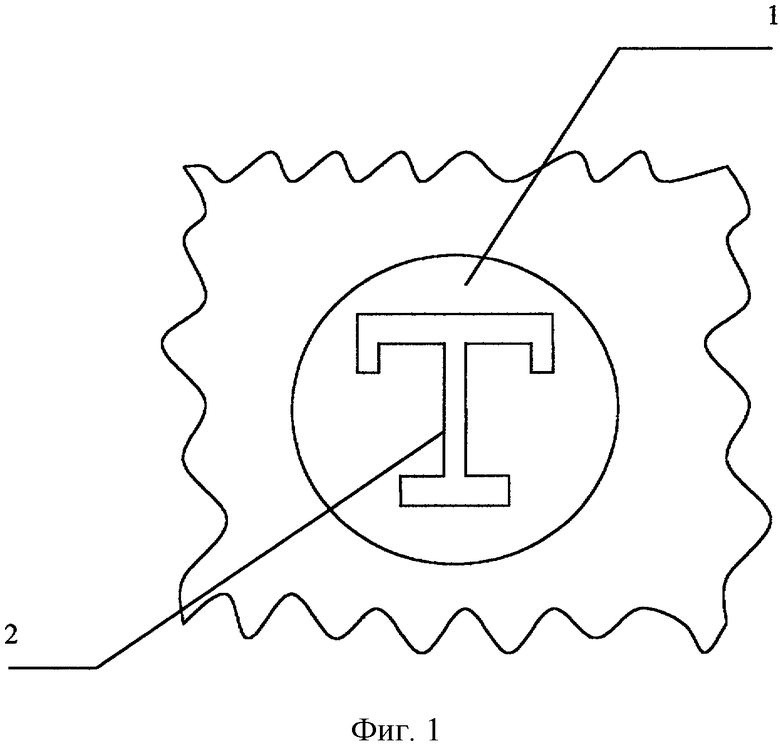
Фрикционное изделие, содержащее на рабочей поверхности выполненную в процессе формования маркировку, отличающееся тем, что на рабочей поверхности изделия в процессе формования выполнено углубление правильной формы, внутри которого выполнен выступ (или выступы), размер которого соответствует размерам маркировки.
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ | 2002 |
|
RU2252142C2 |
| Конусная инерционная дробилка | 1981 |
|
SU963546A1 |
| УСТРОЙСТВО для СВАРКИ | 0 |
|
SU306927A1 |
| JP 4069421 А, 04.03.1992. | |||

