Заявляемое изобретение относится к способам изготовления снабженных отверстиями фрикционных накладок кольцевой формы, вращающихся при эксплуатации и предназначенных для использования в различных фрикционных механизмах (тормозных узлах машин и оборудования, муфтах сцеплений и др.).
Известен способ изготовления снабженной отверстиями фрикционной накладки, в котором навивают заготовку из покрытых (пропитанных) полимерным материалом нитей, формуют изделие из заготовки и механически обрабатывают изделие, причем в процессе формования в изделии выполняют углубления, размеры которых соответствуют размерам отверстий в изделии после механической обработки, а расстояние от дна углублений до поверхности изделия, противоположной поверхности с углублениями, равно или менее толщины слоя, снимаемого с поверхности, противоположной поверхности с углублениями, при механической обработке изделия (см. патент РФ №2085390, МПК6 B29D 31/00, 27.07.1997, формула). Существенные признаки аналога «навивают заготовку из покрытых (пропитанных) полимерным материалом нитей, формуют изделие из заготовки, механически обрабатывают изделие, в процессе формования выполняют углубления, соответствующие отверстиям в изделии после механической обработки, расстояние от дна углублений равно или менее толщины слоя, снимаемого с поверхности, противоположной поверхности с углублениями, при механической обработке» совпадают с существенными признаками заявляемого изобретения.
Недостатком аналога является большое количество отходов при механической обработке изделия, поскольку снимается слой со всей противоположной углублениям поверхности изделия.
В описании известного способа в качестве одного из вариантов его реализации приведен способ изготовления снабженной отверстиями фрикционной накладки, в котором навивают заготовку из покрытых (пропитанных) полимерным материалом нитей, формуют изделие из заготовки и механически обрабатывают изделие, причем в процессе формования в изделии выполняют соответствующие отверстиям углубления, а на противоположной углублениям поверхности изделия в зоне каждого углубления выполняют выступ, при этом расстояние от дна каждого углубления до противоположной поверхности с углублениями поверхности каждого выступа равно или меньше толщины слоя, снимаемого с поверхности, противоположной поверхности с углублениями, при механической обработке изделия (см. патент РФ №2085390, МПК6 B29D 31/00, 27.07.1997, описание, вариант). Существенные признаки прототипа «навивают заготовку из покрытых (пропитанных) полимерным материалом нитей, формуют изделие из заготовки, механически обрабатывают изделие, в процессе формования в изделии выполняют соответствующие отверстиям углубления, на противоположной углублениям поверхности изделий выполняют выступ, расстояние от дна каждого углубления до поверхности каждого выступа, противоположной поверхности с углублениями, равно или меньше толщины слоя, снимаемого с поверхности, противоположной поверхности с углублениями, при механической обработке изделия» совпадают с существенными признаками заявляемого изобретения.
Последний способ выбран в качестве прототипа заявленного изобретения.
Недостатком прототипа является возможность значительного вытягивания и деформации нитей в процессе формования изделия в случае их попадания в индивидуальные углубления пресс-формы, соответствующие каждому отверстию, в результате чего в изделии могут возникать напряжения и изменения структуры армировки нитями, приводящие к короблению готовых изделий.
Задачей, на решение которой направлено заявляемое изобретение, является снижение возможности коробления накладок за счет уменьшения возможности возникновения в изделии напряжений и изменений структуры армировки без существенного увеличения количества отходов при механической обработке.
Для достижения указанного технического результата в способе изготовления снабженной отверстиями фрикционной накладки, при котором навивают заготовку из покрытых (пропитанных) полимерным материалом нитей, формуют изделие из заготовки и механически обрабатывают изделие, в процессе формования в изделии выполняют соответствующие отверстиям углубления, а на противоположной углублениям поверхности выполняют один выступ, размещенный в зоне углублений и имеющий кольцевую форму, ось вращения которой соосна с осью вращения изделия, при этом расстояние от дна каждого углубления до противоположной поверхности с углублениями поверхности кольцевого выступа равно или меньше толщины слоя, снимаемого при механической обработке изделия с поверхности, противоположной поверхности с углублениями.
Существенные признаки заявляемого изобретения «на поверхности, противоположной поверхности с углублениями, выполнен один выступ, размещенный в зоне углублений и имеющий кольцевую форму, ось вращения которой совпадает с осью вращения накладки, при этом расстояние от дна каждого углубления до поверхности кольцевого выступа, противоположной поверхности с углублениями, равно или меньше толщины слоя, снимаемого при механической обработке изделия с поверхности, противоположной поверхности с углублениями» являются отличительными от признаков прототипа.
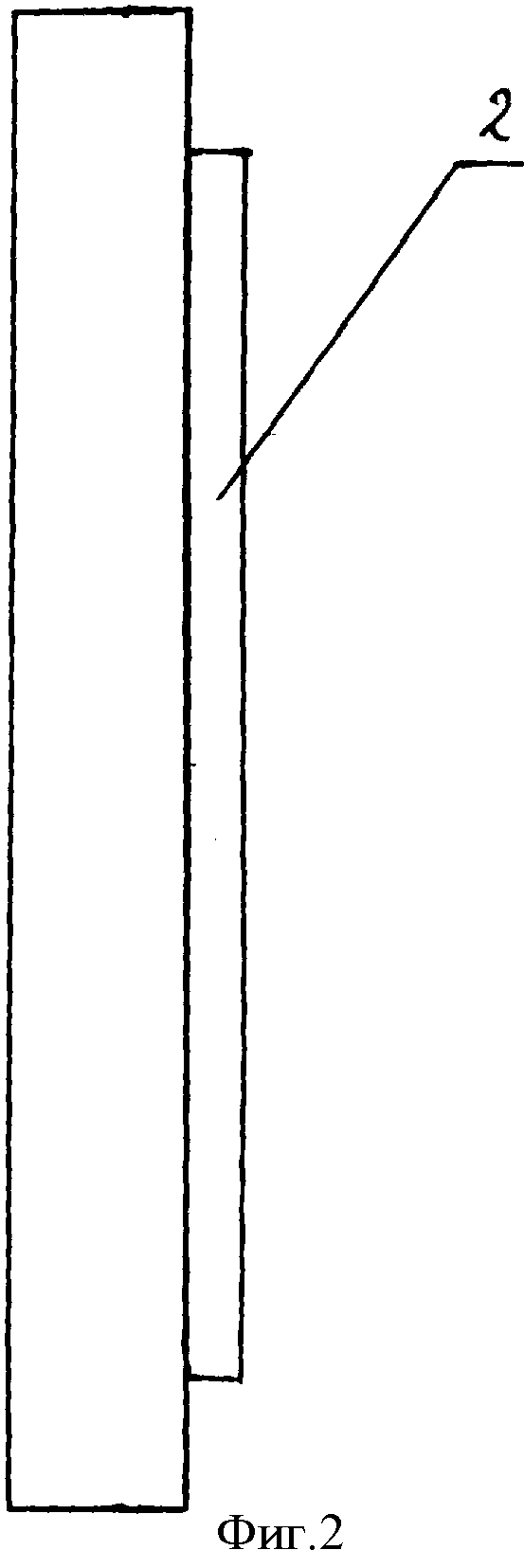
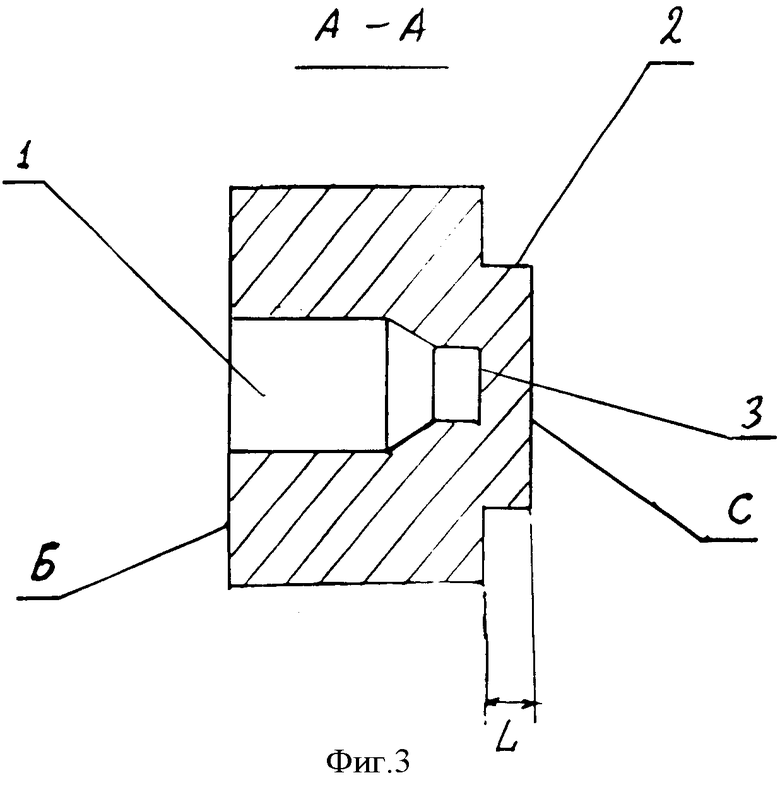
На фиг.1 представлена фрикционная накладка с углублениями (до механической обработки). Вид со стороны углублений. На фиг.2 представлена та же накладка, вид сбоку. На фиг.3 представлено сечение А-А изделия (до механической обработки).
Заявляемый способ осуществляется следующим образом. Заготовку, навитую из нитей, обычно пропитанных и покрытых полимерным отверждаемым материалом, помещают в пресс-форму, имеющую выступы, которые соответствуют отверстиям в готовой накладке. Кроме того, поверхность пресс-формы, противоположная этим выступам, имеет кольцевое углубление. В результате формования получают изделие с углублениями 1 и выступом 2, при этом расстояние L от дна 3 углублений до поверхности С, противоположной поверхности Б с углублениями, равно или менее толщины слоя, снимаемого при механической обработке с поверхности С. После формования изделия и, при необходимости, термической обработки механическим путем снимают слой толщиной не менее L и тем самым получают сквозные отверстия в изделии.
Конкретным примером заявляемого способа является способ изготовления накладки сцепления автомобиля, навитой из безасбестовых (например, стеклянных) нитей. Нити покрывают полимером на основе бутадиенового каучука и фенолформальдегидной смолы и эллиптически навивают в заготовку кольцевой формы. Далее заготовку размещают в пресс-форме, имеющей выступы и кольцевую впадину, и формуют изделие. Затем изделие подвергают термообработке и механической обработке, при которой вскрываются углубления и образуются отверстия. При необходимости отверстия очищаются от остатков механической обработки.
Способ позволяет избежать значительного вытягивания нитей и деформации навитой структуры заготовки при формовании в пресс-форме с выступами, поскольку кольцевая впадина в пресс-форме дает необходимое место для раздвижения нитей выступами без существенного деформирования как самих нитей, так и навитой структуры заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ | 1995 |
|
RU2085390C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ | 2002 |
|
RU2252142C2 |
| ФРИКЦИОННАЯ НАКЛАДКА | 2006 |
|
RU2335670C1 |
| ФРИКЦИОННАЯ НАКЛАДКА | 2004 |
|
RU2270384C1 |
| ФРИКЦИОННОЕ ИЗДЕЛИЕ | 2006 |
|
RU2304239C1 |
| ФРИКЦИОННАЯ НАКЛАДКА | 2006 |
|
RU2317455C1 |
| ФРИКЦИОННОЕ ИЗДЕЛИЕ | 2000 |
|
RU2200883C2 |
| ФРИКЦИОННОЕ ИЗДЕЛИЕ | 1998 |
|
RU2149294C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОЙ СЕКЦИИ ТРУБОПРОВОДА | 2004 |
|
RU2285187C2 |
| ТЕХНИЧЕСКАЯ ТКАНЬ, СОДЕРЖАЩАЯ НАВИТЫЕ ПО СПИРАЛИ ПОЛОСЫ МАТЕРИАЛА С УСИЛЕНИЕМ | 2013 |
|
RU2633267C2 |
Изобретение относится к способу изготовления снабженных отверстиями фрикционных накладок кольцевой формы, вращающихся при эксплуатации и предназначенных для использования в различных фрикционных механизмах (тормозных узлах машин и оборудования, муфтах сцеплений и др.). Способ изготовления снабженной отверстиями фрикционной накладки кольцевой формы заключается в навивке заготовки из покрытых полимерным материалом нитей, формовании изделия из заготовки и механической обработке изделия. В процессе формования в изделии выполняют соответствующие отверстиям углубления, а на противоположной углублениям поверхности выполняют единый выступ, размещенный в зоне углублений и имеющий кольцевую форму. При этом расстояния от дна каждого углубления до поверхности кольцевого выступа, противоположной поверхности с углублениями, равно или меньше толщины слоя, снимаемого при механической обработке с поверхности, противоположной поверхности с углублениями. Достигаемый при этом технический результат заключается в снижении возможности коробления накладок за счет уменьшения возможности возникновения в изделии напряжений, а также изменения структуры армировки без существенного увеличения количества отходов при механической обработке. 3 ил.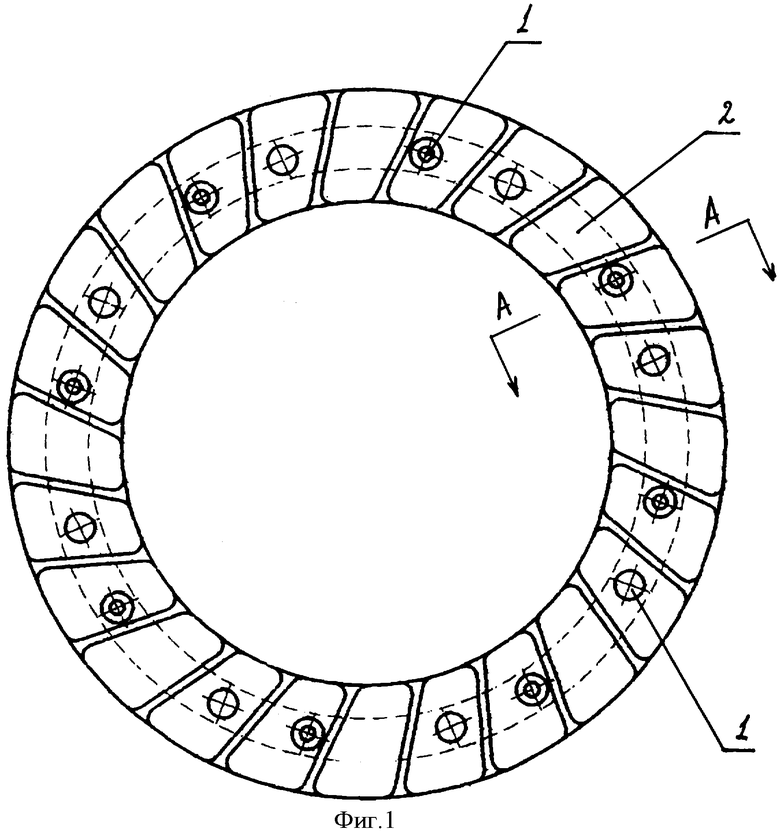
Способ изготовления снабженной отверстиями фрикционной накладки кольцевой формы, при котором навивают заготовку из покрытых полимерным материалом нитей, формуют изделие из заготовки и механически обрабатывают изделие, причем в процессе формования в изделии выполняют соответствующие отверстиям углубления, а на противоположной углублениям поверхности выполняют выступ, отличающийся тем, что на противоположной углублениям поверхности выполняют один выступ, размещенный в зоне углублений и имеющий кольцевую форму, при этом расстояния от дна каждого углубления до поверхности кольцевого выступа, противоположной поверхности с углублениями, равно или меньше толщины слоя, снимаемого при механической обработке с поверхности, противоположной поверхности с углублениями.
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ | 1995 |
|
RU2085390C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО ИЗДЕЛИЯ | 2002 |
|
RU2252142C2 |
| ФРИКЦИОННАЯ НАКЛАДКА ДЛЯ ДИСКОВЫХ ТОРМОЗОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2005576C1 |
| Покрытие для сварочных электродов | 1948 |
|
SU84591A1 |
| Станок для обработки деревянных заготовок задних ножек стула | 1972 |
|
SU442052A1 |
| Способ получения отверстий с фасками | 1982 |
|
SU1061892A1 |

