1. Область техники, к которой относится изобретение.
Изобретение относится к области ядерной энергетики, в частности к способам изготовления керметных стержней топливных сердечников тепловыделяющих элементов (твэл) ядерных реакторов различного назначения.
2. Уровень техники.
Одним из направлений в ядерной энергетике является использование твэлов, в которых тепловыделяющие сердечники набраны из керметных стержней (см., например, Федик И.И., Гаврилин С.С. и др. "Новое поколение твэлов на основе микротоплива для ВВЭР", "Атомная энергия", Москва, 2004, т. 96, вып.4, с.280), причем стержни капсулируются в оболочку из циркониевого сплава (см., например, Солонин М.И., Бибилашвили Ю.К. и др. "Цирконий-ниобиевые сплавы для оболочек твэлов и ТВС энергетических реакторов и установок типа ВВЭР и РБМК", "Избранные труды ВНИИНМ", ФГУП ВНИИНМ, Москва, т.1, с.65-69).
Для изготовления такого стержня может быть применен способ, заключающийся в том, что в трубу из циркониевого сплава засыпают определенное количество порошков ядерного топлива и материала матрицы, закрывают трубу с двух сторон цилиндрическими заглушками, проводят высокотемпературную дегазацию полученной засыпки порошков, приваривают заглушки для герметизации сборки (см., например, Самойлов А.Г., Волков B.C., Солонин М.И. "Тепловыделяющие элементы ядерных реакторов", "Энергоатомиздат", Москва, 1996, с.217), подвергают полученную сборку изостатическому прессованию (см., например, Самойлов А.Г., Волков B.C., Солонин М.И. "Тепловыделяющие элементы ядерных реакторов", "Энергоатомиздат", Москва, 1996, с.220) и производят размерную механическую обработку поверхности спрессованной сборки до получения номинальных размеров стержня.
Недостатком такого способа является то, что торцевание спрессованной сборки ведут до вскрытия засыпки, что связано с большой вероятностью разрушения топливных частиц и потери ядерного топлива. Таким образом, как следствие, падает выход годных стержней и загрязняется технологическое оборудование ядерными материалами.
С предлагаемым техническим решением этот способ совпадает по следующим существенным признакам:
- в трубу из циркониевого сплава засыпают определенное количество порошков ядерного топлива и материала матрицы;
- закрывают трубу с двух сторон цилиндрическими заглушками;
- проводят высокотемпературную дегазацию полученной сборки;
- после герметизации сборки проводят ее изостатическое прессование;
- производят размерную механическую обработку поверхности спрессованной сборки до получения номинальных размеров стержня.
Известен также способ, заключающийся в том, что в трубу из циркониевого сплава засыпают определенное количество порошков ядерного топлива и материала матрицы, закрывают трубу с двух сторон цилиндрическими заглушками с кольцевыми проточками, проводят высокотемпературную дегазацию полученной сборки, на торцевых поверхностях трубы укладывают припой, например, в виде пасты, нагревают сборку до температуры пайки (см., например, Самойлов А.Г., Волков B.C., Солонин М.И. "Тепловыделяющие элементы ядерных реакторов", "Энергоатомиздат", Москва, 1996, с.232), подвергают ее изостатическому прессованию (см., например, Самойлов А.Г., Волков B.C., Солонин М.И. "Тепловыделяющие элементы ядерных реакторов", "Энергоатомиздат", Москва, 1996, с.220) и производят размерную механическую обработку поверхности спрессованной заготовки до получения номинальных размеров стержня. В этом способе при прессовании зона проточки на заглушках проявляется на внешней поверхности трубы локальным уменьшением диаметра и указывает место начала торцевания стержня.
Однако и в этом способе при торцевании стержня велика вероятность разрушения топливных частиц и, как следствие, падает выход годных стержней и загрязняется технологическое оборудование ядерными материалами.
С предлагаемым техническим решением этот способ совпадает по следующим существенным признакам:
- в трубу из циркониевого сплава засыпают определенное количество порошков ядерного топлива и материала матрицы;
- закрывают трубу с двух сторон цилиндрическими заглушками с кольцевыми проточками;
- проводят высокотемпературную дегазацию полученной сборки;
- на торцевых поверхностях трубы укладывают припой, например, в виде пасты;
- нагревают сборку до температуры пайки;
- проводят изостатическое прессование сборки;
- производят размерную механическую обработку поверхности спрессованной заготовки до получения номинальных размеров стержня.
По совокупности существенных признаков последний способ наиболее близок к предлагаемому способу и выбран в качестве прототипа.
3. Сущность изобретения.
Предлагаемый способ изготовления стержня топливного сердечника керметного тепловыделяющего элемента ядерного реактора заключается в том, что в трубу из циркониевого сплава засыпают определенное количество порошков ядерного топлива и материала матрицы, на торцевых поверхностях цилиндрических заглушек с кольцевыми проточками крепят колпаки из циркониевого сплава, на внутренних поверхностях которых нанесен слой пасты из порошка оксида металла, например алюминия, закрывают трубу заглушками, проводят высокотемпературную дегазацию полученной сборки, на торцевые поверхности трубы укладывают припой, например, в виде пасты, нагревают сборку до температуры пайки, подвергают ее изостатическому прессованию, подрезают трубу в зоне проточек заглушек до вскрытия слоя оксида металла, удаляют концы трубы вместе с заглушками и производят размерную механическую обработку поверхности спрессованной сборки до получения номинальных размеров стержня. От прототипа этот способ отличается тем, что перед закрытием трубы заглушками на их торцевых поверхностях крепят колпаки из циркониевого сплава, на внутренних поверхностях которых нанесен слой пасты из порошка оксида металла, например алюминия, а между операциями прессования сборки и ее размерной механической обработки подрезают трубу в зоне проточек заглушек до вскрытия слоя оксида металла и удаляют концы трубы вместе с заглушками.
В таком способе подрезка трубы до вскрытия слоя оксида металла позволяет легко отделить концы трубы с заглушками от средней части трубы, где спрессованная засыпка порошков ядерного топлива и материала матрицы закрыта с торцов донышками колпаков известной толщины. Дальнейшая размерная механическая обработка при торцевании стержня сводится к уменьшению толщины донышка до приемлемой и не связана с разрушением топливных частиц. Следовательно, предлагаемый способ позволяет увеличить выход годных стержней, что важно при массовом производстве.
4. Перечень фигур чертежей.
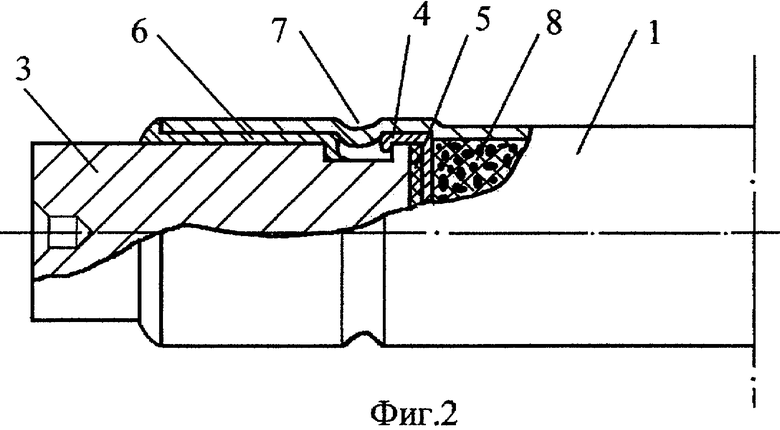
Фиг.1 - Чертеж сборки керметного стержня топливного сердечника перед операцией пайки.
1 - труба из циркониевого сплава;
2 - порошки ядерного топлива и материала матрицы;
3 - заглушки с кольцевыми проточками;
4 - колпак из циркониевого сплава;
5 - порошок оксида алюминия;
6 - припой.
Фиг.2 - Чертеж сборки керметного стержня топливного сердечника после герметизирующей пайки и прессования.
1 - труба из циркониевого сплава;
3 - заглушки с кольцевыми проточками;
4 - колпак из циркониевого сплава;
5 - порошок оксида алюминия;
6 - припой;
7 - область уменьшения наружного диаметра трубы в зоне проточки заглушки;
8 - керметная композиция из частиц ядерного топлива и материала матрицы.
Фиг.3 - Чертеж заготовки стержня топливного сердечника после подрезки трубы и удаления концов трубы с заглушками.
1 - труба из циркониевого сплава;
8 - керметная композиция из частиц ядерного топлива и материала матрицы;
9 - донышко колпака из циркониевого сплава.
Фиг.4 - Чертеж стержня топливного сердечника.
1 - труба из циркониевого сплава;
8 - керметная композиция из частиц ядерного топлива и материала матрицы;
10 - донышко колпака из циркониевого сплава после торцевания сердечника.
5. Сведения, подтверждающие возможность осуществления изобретения.
Возможность осуществления изобретения проиллюстрируем конкретным примером.
На фиг.1 приведен чертеж сборки топливного сердечника после высокотемпературной дегазации и подготовленного к проведению пайки - на торцевые поверхности трубы нанесен слой припоя в виде пасты. На этой стадии технологического процесса сборка состоит из циркониевой трубы 1, засыпки порошков ядерного топлива и материала матрицы 2, двух цилиндрических заглушек 3 с кольцевыми проточками. На дно колпаков 4 был нанесен слой пасты из порошка оксида алюминия на поливинилацетатной связке. При дегазации связка удаляется и в колпаках остается слой 5 оксида алюминия. Колпаки устанавливают на торцах заглушек, например, забортовкой краев колпаков в проточку заглушек. Припой 6, уложенный на торцах трубы после проведения дегазации, при пайке герметизирует засыпку.
На фиг.2 приведен чертеж сборки керметного стержня топливного сердечника после герметизирующей пайки и прессования с областью 7 уменьшения наружного диаметра трубы 1 в области проточки заглушек 3. При пайке за счет капиллярных сил припой втягивается в зазор между трубой и заглушками, образуя герметизирующий слой 6, избыток припоя выходит в проточку заглушек. Засыпка порошков ядерного топлива и материала матрицы при прессовании образует керметную композицию 8, а на наружной поверхности трубы в зоне проточек заглушек за счет пластической деформации образуется область 7 уменьшенного диаметра. Эта область в дальнейшем указывает на место начала подрезки трубы.
На фиг.3 приведен чертеж заготовки стержня топливного сердечника после предварительного точения в центрах наружной поверхности трубы 1 с целью создания базы для последующей размерной обработки, подрезки трубы в зоне локального уменьшения наружного диаметра трубы и удаления концов трубы с заглушками. Спрессованная засыпка порошков ядерного топлива и материала матрицы 8 капсулирована в трубе донышками колпаков 9.
На фиг.4 приведен чертеж стержня топливного сердечника после размерной механической обработки поверхностей, которая сводится к шлифовке цилиндрической поверхности трубы 1 и торцеванию сердечника путем точения донышек колпаков до приемлемой их толщины (около 100 мкм).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРМЕТНОГО СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2371789C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРМЕТНОГО СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2459288C2 |
| ЗАГОТОВКА СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА КЕРМЕТНОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2305333C1 |
| ПРИПОЙ ДЛЯ ГЕРМЕТИЗАЦИИ ЗАГОТОВКИ СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА КЕРМЕТНОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2011 |
|
RU2467412C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ СТЕРЖНЕЙ С ЦИРКОНИЕВОЙ ОБОЛОЧКОЙ | 2012 |
|
RU2497211C1 |
| СПОСОБ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ЗАГОТОВКИ СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА КЕРМЕТНОГО ТВЭЛА ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2388081C2 |
| КОНТЕЙНЕР ДЛЯ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ЗАГОТОВОК СТЕРЖНЕЙ ТОПЛИВНОГО СЕРДЕЧНИКА КЕРМЕТНОГО ТВЭЛА ЯДЕРНОГО РЕАКТОРА | 2012 |
|
RU2498428C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ СТЕРЖНЕЙ | 2012 |
|
RU2507616C1 |
| ТОРЦЕВАЯ ЗАГЛУШКА ДЛЯ ГЕРМЕТИЗАЦИИ КОМПОЗИЦИОННОЙ ТРУБЧАТОЙ КЕРАМИЧЕСКОЙ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2020 |
|
RU2762100C1 |
| ТВЭЛ ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2125305C1 |


Изобретение относится к области ядерной энергетики, в частности к способам изготовления керметных стержней топливных сердечников тепловыделяющих элементов (твэл) ядерных реакторов различного назначения. В трубу из циркониевого сплава засыпают определенное количество порошков ядерного топлива и материала матрицы. На торцевых поверхностях цилиндрических заглушек с кольцевыми проточками крепят колпаки из циркониевого сплава. На внутренние поверхности колпаков наносят слой пасты из порошка оксида металла, например алюминия. Закрывают трубу заглушками, проводят высокотемпературную дегазацию полученной сборки, на торцевые поверхности трубы укладывают припой, например в виде пасты, нагревают сборку до температуры пайки, подвергают ее изостатическому прессованию. Подрезают трубу в зоне проточек заглушек до вскрытия слоя оксида металла, удаляют концы трубы вместе с заглушками. Изобретение позволяет увеличить выход годных стержней, что важно при массовом производстве. 4 ил.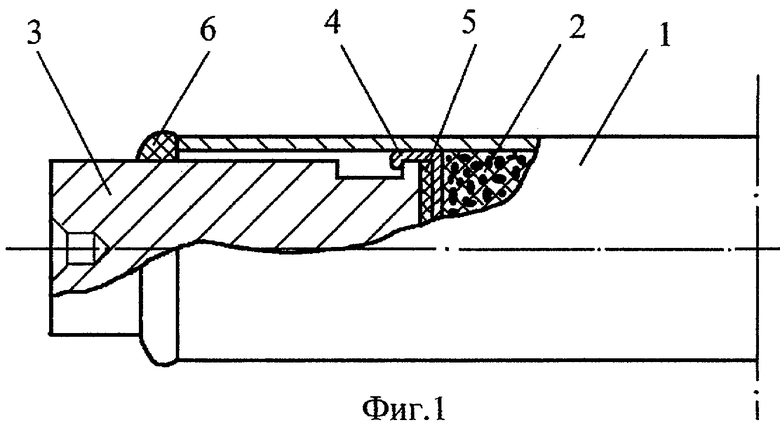
Способ изготовления керметного стержня топливного сердечника тепловыделяющего элемента ядерного реактора, заключающийся в том, что в трубу из циркониевого сплава засыпают определенное количество порошков ядерного топлива и материала матрицы, закрывают трубу с двух сторон цилиндрическими заглушками с кольцевыми проточками, проводят высокотемпературную дегазацию полученной сборки, на торцевых поверхностях трубы укладывают припой, например, в виде пасты, нагревают сборку до температуры пайки, подвергают ее изостатическому прессованию и производят размерную механическую обработку поверхности спрессованной сборки до получения номинальных размеров стержня, отличающийся тем, что перед закрытием трубы заглушками на их торцевых поверхностях крепят колпаки из циркониевого сплава, на внутренних поверхностях которых нанесен слой пасты из порошка оксида металла, например алюминия, а между операциями прессования сборки и ее размерной механической обработки подрезают трубу в зоне проточек заглушек до вскрытия слоя оксида металла и удаляют концы трубы вместе с заглушками.
| САМОЙЛОВ А.Г | |||
| и др | |||
| "Тепловыделяющие элементы ядерных реакторов" | |||
| - М.: Энергоатомиздат, 1996, с.220 | |||
| SU 1780431 А1, 27.02.1997 | |||
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ | 2000 |
|
RU2179751C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| JP 2004226401 A 12.08.2004 | |||
| JP 8313665 A, 29.11.1996 | |||
| US 5158740 A, 27.10.1992. | |||

