Изобретение относится к ядерной технике, преимущественно к конструкции тепловыделяющих элементов энергетических ядерных реакторов и способу их герметизации.
Тепловыделяющие элементы (твэлы) энергетических ядерных реакторов и их сварные узлы длительное время работают в сложных эксплуатационных условиях под действием радиационных факторов, термомеханических и гидравлических нагрузок в присутствии агрессивных, по отношению к материалу оболочки и сварным швам, химических элементов (водород, йод и др.) и должны, согласно требованиям НТД, обеспечивать коррозионную и эрозионную стойкость, способность выдерживать вибрационные и ударные нагружения без нарушения герметичности.
В настоящее время для повышения экономичности и конкуренноспособности ядерного топлива решается вопрос о увеличении сроков эксплуатации твэл до 4х-5ти лет, с одновременным повышением требований к их надежности и без существенного увеличения стоимости. Одним из условий повышения безопасности и надежности использования ядерного топлива является использование элементов, содержащих в составе топливных таблеток окись гадолиния (GdO2). Окись гадолиния обладает большим сечением захвата нейтронов и используется как выгорающий поглотитель. Попадание гадолиния в контур теплоносителя, в случае разгерметизации сварного шва, приводит к загрязнению воды и остановке реактора. Работа твэлов в режиме длительной эксплуатации характеризуется уменьшением первоначального зазора между топливом и оболочкой, вплоть до нулевого значения, увеличением выхода из топлива газообразных продуктов деления, повышающих внутритвэльное давление и содержание агрессивных, по отношению к цирконию, продуктов деления делящихся материалов. Сочетание этих факторов существенно усложняет работу оболочки твэла. В связи с этим важное значение для обеспечения необходимых служебных характеристик твэл приобретают не только отдельные конструкторские решения и выбор тех или иных технологических процессов и оборудования для их выполнения, но и оптимальное сочетание этих факторов, которые бы устраивали как потребителя, с точки зрения надежности и стоимости топлива, так и изготовителя. В этом вопросе ведущая роль отводится конструкции и технологии герметизации твэл, которая является наиболее трудоемкой в процессе их изготовления. Технология герметизации складывается, как правило, из нескольких операций: подготовки оболочки, к которой относятся обезжиривание, механическая обработка концов, для придания им требуемых формы и размеров, сборка оболочки с заглушкой нижней (при сварке плавлением) и непосредственно сварка.
Известно достаточно большое количество твэлов энергетических ядерных реакторов с инертным газом под оболочкой, герметизация которых осуществляется сварными швами, выполненными каким-либо одним методом сварки (см. патент Франции N 2135233, 1972 г., патент США N 3677894, 1968 г., патент Японии N 5222074, 1952 г., "Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов", книга 2, стр.158, М., Энергоатомиздат, 1995 г.).
В последнее время все большее количество твэлов герметизируются сварными швами, выполненными методом контактной стыковой сварки в твердой фазе без расплавления металла. С точки зрения производства, конструкция таких твэлов достаточно технологична, однако, в связи с различными условиями работы сварных швов, расположенных на нижнем и верхнем конце твэлов, такое решение может являться не оптимальным и требует дополнительных мероприятий по обеспечению надежности их работы. Так, чтобы улучшить работоспособность твэлов типа РБМК часть заглушки, находящаяся внутри твэла и непосредственно контактирующая с топливом, выполнена в виде "грибка". Для твэлов с оболочками меньшего диаметра, к которым, в частности, относится твэл реактора ВВЭР-1000, предлагается конструкция сборной заглушки, состоящей из нескольких деталей (см. патент РФ N 2045788, Мкл. G 21 C 3/10, 1995 г.).
Использование таких заглушек, за счет большой их металлоемкости, и сложность сборки заглушки и твэла в целом, сводит на нет все преимущества в технологичности 2-шовной конструкции твэла, герметизированного сварными швами, выполненными контактной стыковой сваркой.
Высокий уровень остаточных после сварочных напряжений, выполненных контактной стыковой сваркой, что неоднократно подтверждено опытным путем, увеличивает вероятность их поражения коррозией под напряжением при наличии под оболочкой свободного йода, образующегося в процессе работы реактора. Длина рабочей части заглушки, непосредственно участвующей в образовании сварного соединения, выбрана равной четырем толщинам стенки оболочки. При такой конструкции заглушки стабильное получение сварных швов протяженностью более 2-х толщин стенки оболочки, а для твэл типа ВВЭР она составляет 0,6-0,7 мм, в производственных условиях крайне сложно. Из-за недостаточной величины деформации в стыке остаются окисные включения и микрозагрязнения, в частности пылевидные частицы двуокиси урана. Попытки эвакуации их за счет увеличения перемещения заглушки приводят к тому, что в процессе сварки, из-за короткой рабочей части заглушки, происходит взаимодействие металла (наружного грата) со сварочной оснасткой. В результате оснастка быстро выходит из строя, что приводит к получению некачественных сварных соединений.
Анализ выхода из строя твэлов типа ВВЭР показывает, что одной из основных причин их разгерметизации является механическое взаимодействие металлических частиц, попадающих различным путем в теплоноситель первого контура реактора с оболочкой твэла. Одним из конструктивных решений, уменьшающим вероятность попадания таких частиц между оболочками твэлов, является существенное увеличение длины нижней заглушки твэла. Использование таких заглушек в твэлах, герметизированных указанным способом контактной стыковой сваркой, принципиально невозможно, из-за особенностей этого метода сварки. Известен способ контактной стыковой сварки, при котором оболочка герметизируется с двух торцов, путем приварки к ней заглушек, диаметр которых меньше наружного диаметра трубы, но больше ее внутреннего диаметра. Сварку ведут в специальной кольцевой оправке (см. "Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов", книга 2, стр. 218, Энергоатомиздат, М., 1995 г.).
Применение этого метода требует как дополнительных конструкторских решений - по оптимизации сварного узла, непосредственно контактирующего с топливом, так и дополнительных технологических операций - для снижения остаточных после сварочных напряжений, например отжига - операции энергоемкой и непроизводительной. Наличие отжига делает практически невозможной организацию непрерывного поточного производства. Качество сварки, стабильность процесса и свойства сварных соединений определяются не только непосредственно режимами сварки, но и геометрией рабочей части заглушки, а также величиной электрического сопротивления оправки, в которой зажимается один конец оболочки. В известном способе требования к заглушке отсутствуют.
Оболочка обрезается под прямым углом к ее продольной оси. Из-за несоосности между свариваемыми деталями (перекосом их осей) площадь контакта в стыке не равномерна по периметру соединения, что влияет на первоначальный разогрев деталей и формирование сварного соединения. Имеется реальная возможность зажатия в стыке пылевидных частиц двуокиси урана, которая всегда присутствует в сварочной камере автомата. Двуокись урана по своим свойствам керамический диэлектрик, который, попадая в стык сварного соединения, приводит к образованию неметаллических включений и непроваров.
Наиболее близким по технической сущности к предлагаемому решению является твэл реактора ВВЭР-1000 4-шовной конструкции, в котором соединение заглушек с оболочкой, выполненными электронно-лучевой сваркой (см. "Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов", книга 2, стр. 210, Энергоатомиэдат, М., 1995 г.).
Конструкция твэла не технологична, имеет повышенную металлоемкость за счет массивного верхнего сварного узла, состоящего из 2-х заглушек, требует выполнения 4-х сварных швов, каждый из которых проходит не менее 2х контрольных операций. Конструкция не пригодна для изготовления на автоматизированных поточных линиях или сварочных автоматах с непрерывной загрузкой и выгрузкой изделий. Приварка нижней заглушки, контактирующей с топливом, выполняется на установках электронно-лучевой сварки отдельными партиями по 90-120 штук. Установки, и-за большого подготовительнозаключительного времени, складывающегося из времени, необходимого на набор вакуума, его сброс, остывание изделий, загрузку и выгрузку оболочек двумя операторами, малопроизводительны. Применение для сварки этого шва установок роторного типа невозможно, так как в этих установках в сварочную камеру помещается только конец оболочки с привариваемой заглушкой. Другой конец твэла находится на воздухе. Таким образом, сварочная камера, которая перед сваркой должна быть отвакуумирована до 105-106 мм.рт.ст., через оболочку твэла сообщается с атмосферой. При сварке в установках камерного типа одновременно вакуумируются несколько десятков оболочек. В связи с наличием с одного конца оболочки заглушки, вакуумирование осуществляется через открытый ее торец. Большая длина оболочки и малый внутренний ее диаметр приводит к тому, что величина разряжения в камере и в оболочке со стороны заглушенного торца, который подвергается сварке, составляет до 1•10-1 мм.рт.ст. Из-за разницы давлений в камере и под оболочкой твэла происходят выплески из сварочной ванны при сварке и образуются такие дефекты, как поры и газовые каналы. Сварные швы с коэффициентом формы шва (H/B) равным 1-1/3, где H - высота шва, B - ширина шва, рекомендуемые прототипом, имеют закалочную структуру и уровень послесварочных напряжений, близкие к сварным швам, выполненным контактной стыковой сваркой, что делает их восприимчивыми к йодному коррозионному растрескиванию.
Наиболее близким способом к предлагаемому техническому решению является способ герметизации твэл с применением электронно-лучевой сварки (см. "Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов", книга 2, стр. 211-212, Энергоатомиздат, М., 1995 г.), включающий подготовку торцов оболочки, сборку ее с заглушкой и последующую многопроходную сварку в охлаждающих устройствах по заданной программе прогрев стыка лучом мощностью 15-40% от номинальной, сварочный, опрессовочный проходы и плавный спад тока луча до нуля. При этом сварные кромки выполняются с некоторым раскрытием, на заглушках и оболочках выполняются различного рода каналы для выхода газа, а сборка оболочки с заглушкой осуществляется либо с зазором, либо с небольшим натягом. Применение посадок с зазором приводит к выпаданию или смещению заглушки при транспортировке оболочки и сварке и, как отмечается в прототипе, требует выполнения на деталях дополнительных пуклевок или выдавок, что не всегда приемлемо из-за ограничений по требованиям недопустимости механического повреждения оболочек. Наличие неровной и шероховатой поверхности, с "буграми" и впадинами, способствует ее загрязнению и ухудшению качества сварки. Обеспечить постоянный натяг в 15-20 мкм, рекомендуемый прототипом, достаточно сложно из-за разброса допусков внутреннего диаметра оболочки и посадочного места заглушки. Нередко для этого приходится идти на селективную сборку, что для производства достаточно сложно и неудобно. Наличие плотной посадки, по всей длине посадочного места заглушки, затрудняет выход газов из сварного соединения при нагреве и сварке. Для уменьшения влияния этого фактора на свариваемых деталях приходится выполнять специальные каналы, которые увеличивают площадь свариваемых поверхностей, способствуют увеличению газовыделения во время сварки и, как следствие, порообразованию в сварных швах. При сборке внутренняя кромка торца оболочки скользит по посадочной поверхности заглушки и, словно скребок, собирает окисные включения и микрозагрязнения с этой поверхности, концентрируя их в корневой части сварного стыка.
Для обеспечения гарантированно стабильной ширины стыка заглушка с оболочкой собираются в упор. Таким образом, максимальное количество микрозагрязнений, ухудшающих качество сварки, зажимается между свариваемыми поверхностями на глубине, равной толщине оболочки. Для их удаления рекомендуется перед сваркой выполнять прогрев кромок электронным лучом, мощность которого должна быть 15-40% от номинальной. Для более эффективного использования прогрева стык имеет некоторое раскрытие кромок, которое выполняется за счет разделки кромки заглушки (см. "Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов", книга 2, стр. 185, рис.21.1а, "Энергоатомиздат", М., 1995 г.). Однако добиться эффективной дегазации стыка при таких условиях не удается. Устанавливаемая прототипом мощность луча при прогреве 15-40% от номинальной может быть как недостаточной, так и избыточной. При недостаточном прогреве происходит лишь поверхностная очистка свариваемых деталей и кромок стыка, прилегающих к свариваемым поверхностям, что никак не сказывается на качестве сварных швов. Прогрев соединения лучом с избыточной мощностью приводит к сплавлению кромок деталей и ухудшению условий дегазации стыка из корневой части сварного соединения, что способствует получению сварных швов с недопустимыми дефектами (подрезы, поры). Ухудшению условий дегазации благоприятствует также наличие плотного контакта между свариваемыми деталями в корневой части стыка. Из-за интенсивного теплоотвода в массивные детали не удается достаточно полно обработать лучом эту наиболее сложную часть соединения, содержащую максимальное количество загрязнений и замкнутых объемов воздуха.
Выполнение вслед за сварочным опрессовочного прохода в известном способе рассматривается только как средство компенсации дефицита металла шва, возникшего из-за использования разделки кромок свариваемых деталей. Избыточная мощность, вводимая в соединение при опрессовке, способствует увеличению объема сварочной ванны, в том числе и в корневой ее части. В результате в плавление вовлекаются новые поверхности, имеющие зажатые микрообъемы газов и остатки загрязнений.
В итоге, в конце процесса сварки, возникают недопустимые дефекты объемной сплошности металла шва, выплески, приводящие к появлению подрезов, располагающихся по линии сплавления основного металла и металла шва. Устранить эти дефекты во время спада тока луча не представляется возможным из-за уменьшения его мощности и, соответственно, ширины сварочной ванны.
Целью изобретения является снижение металлоемкости твэла, повышение технологичности его изготовления, повышение надежности в условиях длительной эксплуатации.
Поставленная цель достигается тем, что заглушка, непосредственно контактирующая с топливом, соединена с оболочкой сварным швом, выполненным электронно-лучевой сваркой, и имеет на посадочном месте в оболочку по всей его длине "лыску", образующую с внутренней поверхностью оболочки технологический канал, частично заплавляемый в районе сварного стыка, соединяющийся с вертикальным технологическим каналом, расположенным в плоскости стыка и полностью заплавляемым при сварке, а коэффициент формы шва, при глубине проплавления не менее 1,4-1,7 толщины стенки оболочки, находится в пределах 0,3-0,25.
В процессе подготовки оболочку торцуют с двух сторон, с образованием по торцам конической поверхности с неравными образующими, большая образующая которой направлена в сторону наружной поверхности оболочки, а меньшая в сторону ее внутренней поверхности, при этом угол конусности большей образующей с вертикальной плоскостью под электронно-лучевую сварку составляет 14-18o, а под контактную сварку 10-20o, а сумма проекций образующих на вертикальную плоскость равна толщине стенки оболочки, при этом проекция наружной образующей всегда больше внутренней и составляет 3/4-4/5 толщины стенки оболочки.
Конец оболочки под электронно-лучевую сварку калибруют путем осадки на металлический стержень с получением, после сборки ее с заглушкой, посадки с переменным натягом на длине 6-8 толщин стенки оболочки, переходящим в увеличивающийся до конца посадочного места зазор.
Вакуумирование внутреннего объема оболочки выполняют с использованием технологического канала, образованного "лыской", выполненной по всей длине посадочного места заглушки, и внутренней поверхностью оболочки, соединяющегося с вертикальным технологическим каналом, расположенным в плоскости стыка.
В процессе электронно-лучевой сварки предварительный нагрев сварного соединения осуществляют до начала оплавления кромок деталей, а дополнительный проход производят с повторным проплавлением металла шва в диапазоне от высоты стыка до разности высоты стыка и максимально допустимого размера поры, при этом 1/3-2/3 дополнительного прохода выполняют остросфокусированным лучом, после чего луч расфокусируют на 1,1 часть его первоначального диаметра, либо спад тока в пушке в конце цикла сварки осуществляют с вращением луча по круговой траектории радиусом равным 0,28-0,33 ширины шва, полученной после основного и дополнительного проходов с частотой вращения луча 60-80 Гц.
Окончательную герметизацию твэла производят сварным соединением, выполненным контактной стыковой сваркой, имеющим между внутренней поверхностью оболочки и сварным швом складку-зазор металла, размер которой не превышает 0,6 толщины стенки оболочки от торца заглушки, имеющей соотношение максимального диаметра (dмакс) под сварку к длине рабочей части заглушки (L3), травное 1,8-2,4, перед началом сварки контролируют отсутствие шунтирующих цепей во вторичном контуре сварочного автомата и положение торца оболочки в сварочной оснастке, сварку выполняют с переменной скоростью осадки заглушки, имеющей пиковые значения в начале и конце перемещения. При этом с увеличением сопротивления оснастки более оптимального сварочное усилие соответственно увеличивают, а энергию сварочного тока уменьшают, с уменьшением сопротивления ниже оптимального - сварочное усилие уменьшают, а энергию сварочного тока увеличивают.
Достижение положительного эффекта обеспечивается всей совокупностью конструкционных и технологических факторов.
Наличие в конструкции твэла сварного шва, выполненного контактной стыковой сваркой, позволяет снизить металлоемкость изделия, за счет уменьшения количества заглушек, повысить технологичность его изготовления. Расход конструкционного материала сокращается до 500 кг для одной загрузки в активную зону.
Уменьшение количества циркония в зоне снижает паразитный захват нейтронов и способствует более экономичному использованию топлива. Количество технологических операций сокращается на 5 переходов.
Наличие между оболочкой и посадочным местом заглушки технологического канала, соединяющегося с технологическим каналом, расположенным в плоскости стыка, позволяет выполнять электронно-лучевую сварку твэл в непрерывных поточных линиях и улучшить условия вакуумирования внутреннего объема твэла. Дегазация стыка существенно улучшается за счет оплавления острых кромок свариваемых деталей и раскрытия стыка на всю его глубину в процессе выполнения первого прохода электронным лучом (прогрева). Этому способствует оптимизация геометрии стыка, сварного шва и условий сборки свариваемых деталей. Увеличение угла разделки более 18o приводит к дефициту металла в шве, который уже не компенсируется опрессовочным проходом. Швы формируются с недопустимыми провалами. При значениях угла менее 14o сложно выполнить прогрев без образования общей сварочной ванны, на швах начинает появляться усиление, которое требует механической обработки. Так как в зоне сварки масса заглушки существенно больше массы оболочки, прогрев и сварку целесообразно вести со смещением луча на заглушку. Смещение луча на заглушку позволяет формировать шов преимущественно из плотного материала оболочки с минимальным участием посадочных поверхностей. Внутренние поры, возможность которых полностью не исключается из-за выхода остатков газов в конце сварочного прохода из зазора посадочного места, удаляются опрессовочным проходом. При этом величина тока в пушке устанавливается из условия обеспечения повторного проплавления металла шва на глубину, равную от толщины стенки оболочки до разности между толщиной стенки оболочки и величиной диаметра максимальной допустимой поры. Это исключает вовлечение в шов новых свариваемых поверхностей, а поры, оставшиеся в шве при сварочном проходе, удаляются из сварочной ванны. Эвакуация пор из сварочной ванны, как правило, сопровождается выплесками металла различной интенсивности. Некоторые из них приводят к появлению наружных дефектов (подрезов) по линии сплавления основного металла и металла шва. Удаление этих дефектов достигается за счет расфокусировки луча на 1,1 его первоначального диаметра в конце сварки или, что более эффективно, за счет вращения луча по круговой траектории радиусом равным 0,28-0,33 ширины шва, полученной после основного и дополнительного проходов, с частотой вращения луча 60-80 Гц. Увеличение или уменьшение расфокусировки за указанные пределы не целесообразно, так как в этом случае металл расплавляется только в центральной части шва. Края шва остаются с более грубой поверхностью, остается возможность образования подрезов. При вращении луча на спаде по круговой траектории происходит перераспределение погонной энергии мощности луча от центра шва к его краям. В результате проплавляемая способность луча по краям шва возрастает и становится достаточной, чтобы проплавить металл на глубину и ширину подреза, то есть фактически устранить подрез. При вращении луча с частотой менее 60 Гц образуется грубая чешуйчатость шва и возрастает диаметр шва посередине, превышающий допустимые значения. Вращение луча с частотой более 80 Гц приводит к росту усиления шва по краям с провалом посередине, что также не допускается. При радиусе вращения луча менее 0,28 ширины шва луч не полностью перекрывает шов по ширине. При радиусе вращения более 0,33 ширины шва мощность луча не достаточна для устранения подрезов.
Все это, в конечном счете, способствует повышению выхода годной продукции, уменьшает затраты на производство твэл и снижает их стоимость. Результаты сравнительных испытаний соединений, выполненных электронно-лучевой сваркой, рекомендуемых прототипом и предлагаемых по специальной тестовой методике, показывают существенное их различие в чувствительности к воздействию йода. Более высокая стойкость сварных соединений предлагаемой конструкции обеспечивается за счет снижения уровня остаточных после сварочных напряжений, так как швы формируются на относительно мягких режимах. Сборка оболочки с заглушками с гарантированным натягом и последующий нагрев соединения при сварке приводит, в отдельных случаях, к началу процесса диффузионного сцепления. Между заглушкой и оболочкой в зоне термовлияния, в непосредственной близости от сварного шва, в местах плотного контакта оболочки и посадочного места заглушки, возникают, своего рода, "спайки", которые частично разгружают сварной шов при наличии осевых или радиальных усилий.
От сварного шва, выполненного контактной стыковой сваркой, топливо находится на расстоянии около 200 мм, что, в принципе, исключает его механическое воздействие на сварной узел. Поэтому в качестве возможных источников возникновения растягивающих напряжений верхнего сварного узла твэла можно рассматривать только остаточные после сварочные напряжения и напряжения, вызванные давлением газа под оболочкой, которые в обычных условиях, как правило, компенсируются внешним давлением теплоносителя. В связи с этим сварной шов, удаленный от топлива и имеющий более высокий уровень сварочных напряжений, работает в более благоприятных условиях. Тем не менее очевидно, что снижение уровня послесварочных напряжений является положительным фактором, отказываться от которого не целесообразно, тем более, что с увеличением сроков эксплуатации протезируется рост внутритвэльного давления до 200 кг/см2, что превышает давление теплоносителя. Для этого в сварном узле между внутренней поверхностью оболочки и сварным швом, образованным деформированными внутренними слоями оболочки и наружными слоями рабочей части заглушки, имеется зазорскладка металла, длина которой находится в пределах 0,2-0,6 мм от толщины оболочки. Наличие такого зазора складки повышает работоспособность сварного узла при переменных изгибающих нагрузках.
Увеличение складки более 0,6 мм от толщины оболочки приводит к уменьшению общей длины сварного шва, складка переходит в трещинообразный зазор, который может служить дополнительным концентратором напряжений.
Выполнение заглушки с соотношением ее максимального диаметра (dмакс.) под сварку к длине рабочей части заглушки (L3) равным 1,8-2,4 и наличие на торце трубы конической поверхности позволяют гарантированно получать бездефектные сварные соединения с протяженностью сварного шва вдоль оси твэла, равной 3-4 толщинам стенки оболочки. При этом достигаются такие условия пластической деформации металла в стыке, что из сварного соединения полностью удаляются окисные пленки, а расстояние между торцом оболочки и цанговым зажимом, удерживающим заглушку, после сварки составляет примерно толщину стенки оболочки. В связи с высоким электрическим сопротивлением сплавов на основе циркония уменьшение этого соотношения за счет увеличения длины рабочей части заглушки вызывает повышенный ее нагрев и смятие под действием сварочного усилия. Увеличение этого соотношения приводит к росту нагрузок на сварочную оснастку, что способствует ее быстрому износу и ухудшению качества сварки. Выполнение торца оболочки в форме конической поверхности стабилизирует площадь контакта свариваемых деталей по периметру соединения и, соответственно, нагрев металла в стыке. Уменьшение площади контакта, по сравнению с вертикальным резом, увеличивает первоначальный разогрев контактирующих поверхностей в стыке, повышает их пластичность и текучесть, что особенно важно для сплавов с повышенной жаропрочностью, облегчает удаление из стыка загрязнений. Вероятность попадания в шов включений двуокиси урана уменьшается на 25-30%. Срез оболочки под углом менее 10o и более 20o к вертикальной плоскости не дает ощутимых результатов по повышению плотности сварных швов.
Торцовка под углом более 20o к вертикальной плоскости приводит к образованию острой кромки со стороны внутренней поверхности оболочки, которая в процессе транспортировки и снаряжения твэла топливом механически повреждается, на ней образуются забоины, вмятины, ухудшающие условия сварки и способствующие попаданию в стык посторонних материалов, влияющих на качество сварки. Таблетки топлива имеют наружный диаметр всего на 0,2 мм меньше внутреннего диаметра оболочки, поэтому наличие острой кромки или неточная центровка оболочки при загрузке топливом затрудняют снаряжение твэл, способствуют попаданию в стык двуокиси урана.
Перечисленные недостатки устраняются за счет выполнения фаски на внутренней кромке торца оболочки. Однако проекция ее на вертикальную плоскость не должна быть более 1/4 толщины стенки оболочки. В противном случае качество сварки ухудшается либо из-за образования участка в стыке с отсутствием контакта свариваемых деталей при их смещении относительно друг друга, либо за счет принципиального изменения условий деформации свариваемых деталей, когда торец заглушки контактирует с образующей конической поверхности фаски на внутренней кромке оболочки.
Контроль отсутствия шунтирующих цепей перед сваркой необходим в связи с возможностью выхода из строя изолирующих прокладок, разделяющих электрически не связанные части сварочного оборудования. Повреждение прокладок приводит к образованию паразитных цепей, через которые происходит шунтирование сварочного тока. Плотность тока в контакте свариваемых деталей уменьшается, хотя общая его величина остается неизменной.
Неправильное выставление торца оболочки в цанговом зажиме относительно оснастки с повышенным сопротивлением приводит либо к перегреву свариваемого участка оболочки, либо к его недогреву. И то и другое неприемлемо, так как ухудшается качество сварки и свойства сварного соединения. Поэтому перед включением сварочного тока необходимо определить положение торца оболочки в цанговом зажиме. Конструкция и технология изготовления цангового зажима достаточна сложна. Длительная работа зажима в условиях циклических термомеханических нагрузок приводит к изменению его сопротивления. Увеличение сопротивления компенсируется снижением сварочного усилия и увеличением энергии импульса сварочного тока, а уменьшение сопротивления, наоборот, - уменьшением энергии сварочного тока и увеличением сварочного усилия. При этом, во всех случаях, скорость перемещения заглушки должна иметь два максимума. Наличие только первого пика скорости свидетельствует об отклонении условий сварки от оптимальных за счет изменения сопротивления сварочной оснастки или режима сварки. Два пика скорости являются интегральным показателем, характеризующим стабильность процесса и качества сварки.
Изобретение поясняется чертежами:
фиг.1 - конструкция твэла ВВЭР-1000;
фиг.2 - заглушка под ЭЛС;
фиг.3 - заглушка под КСС;
фиг.4, фиг.5 - схемы подготовки торцов оболочки под сварку;
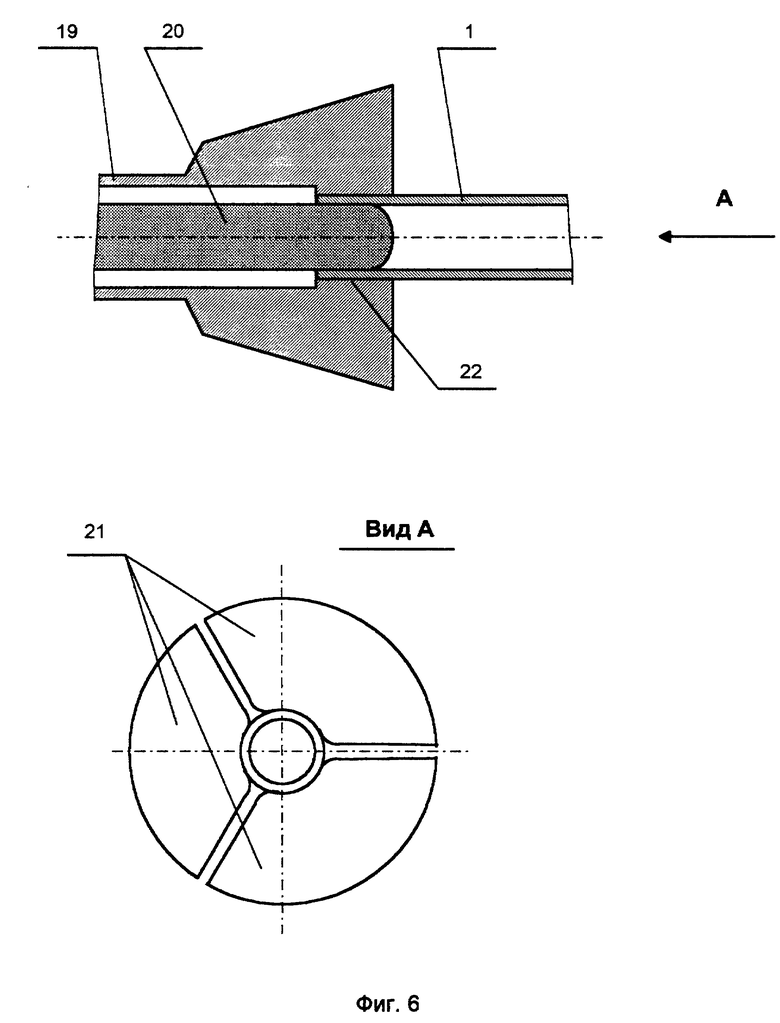
фиг.6 - схема обжатия (калибровки) торца оболочки;
фиг.7 - схема запрессовки заглушки в оболочку;
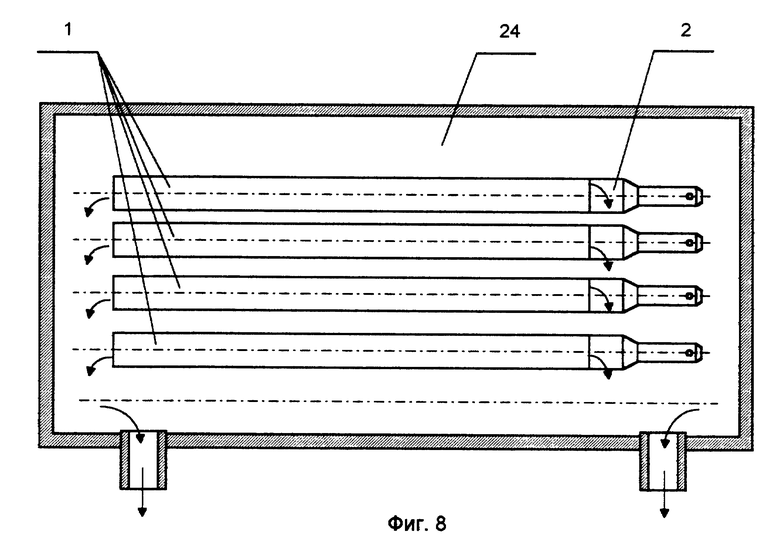
фиг.8 - схема вакуумирования внутреннего объема оболочки в сварочных установках камерного типа;
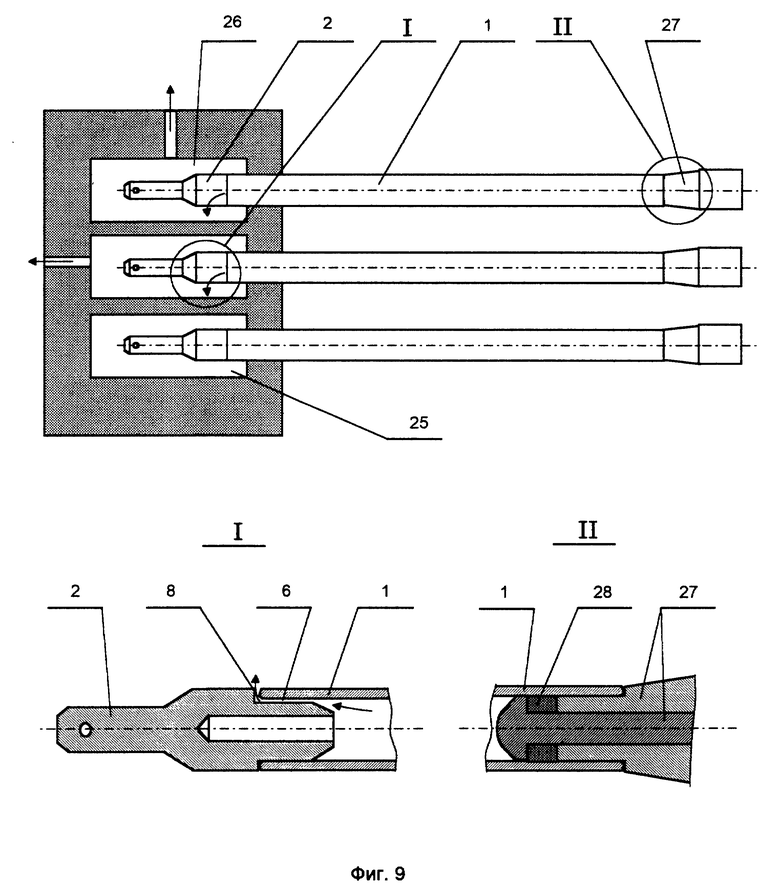
фиг.9 - схема вакуумирования внутреннего объема оболочки в сварочных установках роторного типа;
фиг.10 - сварное соединение перед началом электронно-лучевой сварки;
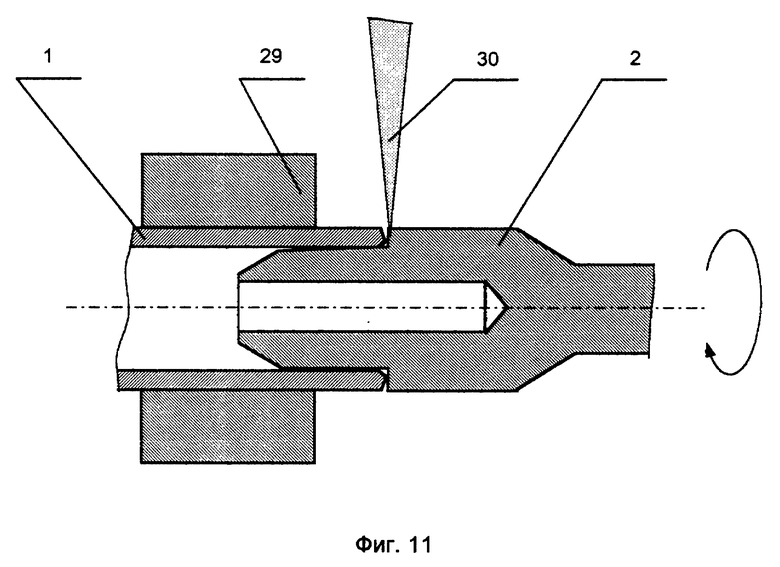
фиг. 11 - сварное соединение при предварительном прогреве свариваемых кромок деталей;
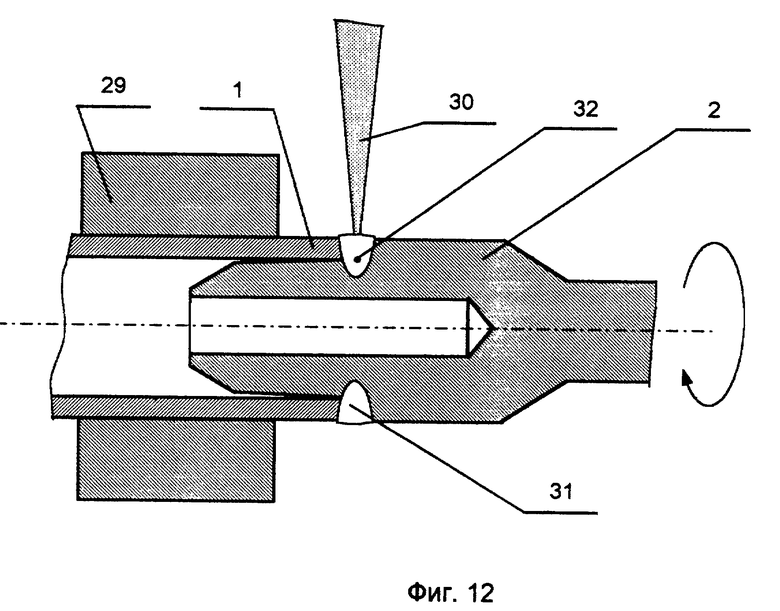
фиг.12 - сварное соединение после основного сварочного прохода;
фиг. 13 - сварное соединение после дополнительного (опрессовочного) прохода;
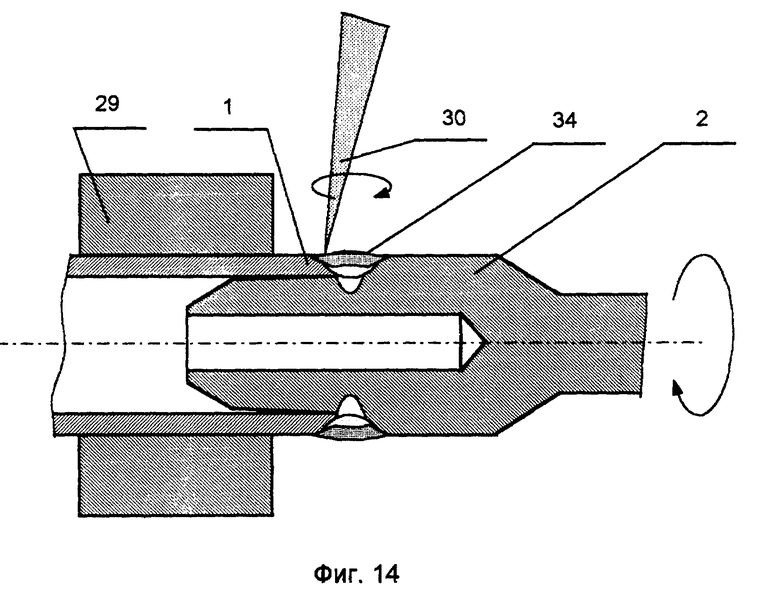
фиг.14 - сварное соединение после окончания цикла сварки с вращением луча на спаде;
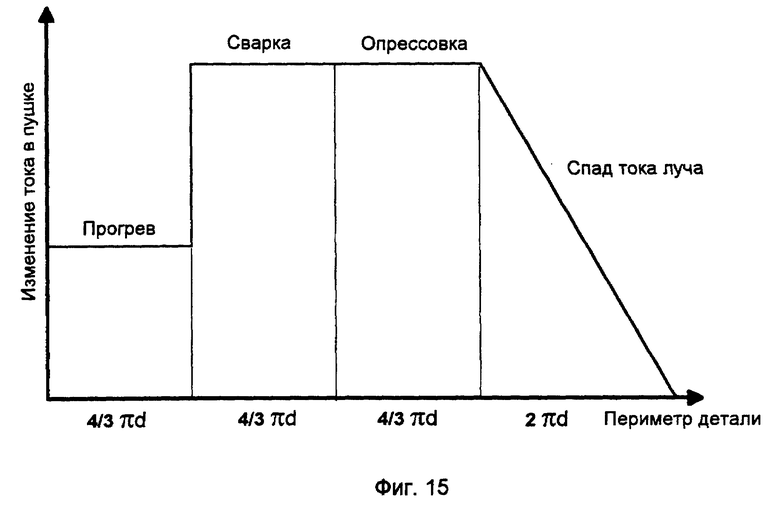
фиг.15 - циклограмма электронно-лучевой сварки;
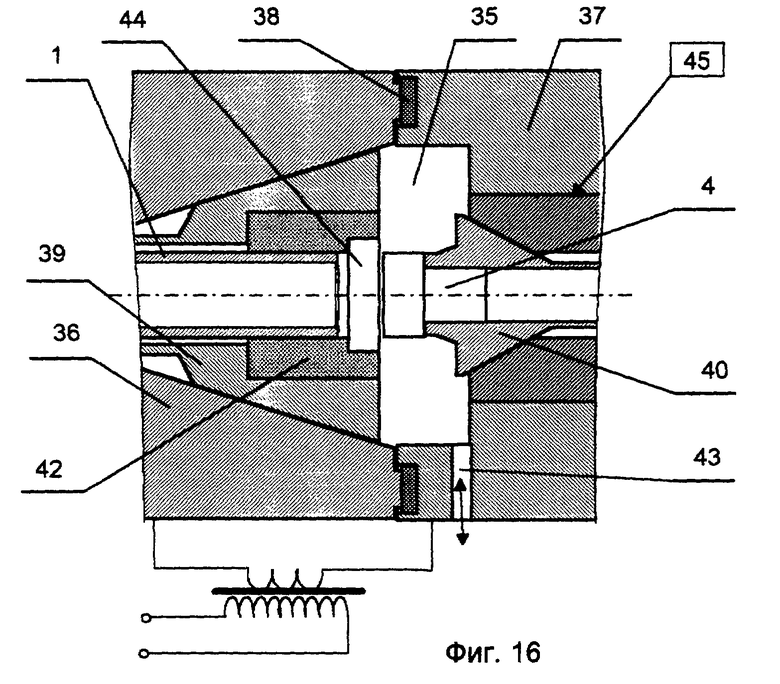
фиг. 16 - схема контактной стыковой сварки перед приложением сварочного усилия;
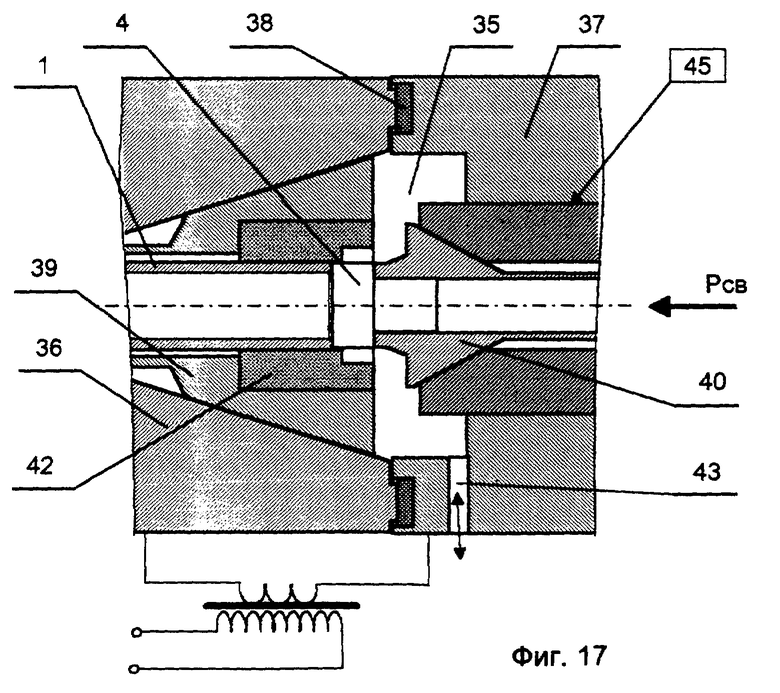
фиг. 17 - схема контактной стыковой сварки после приложения сварочного усилия;
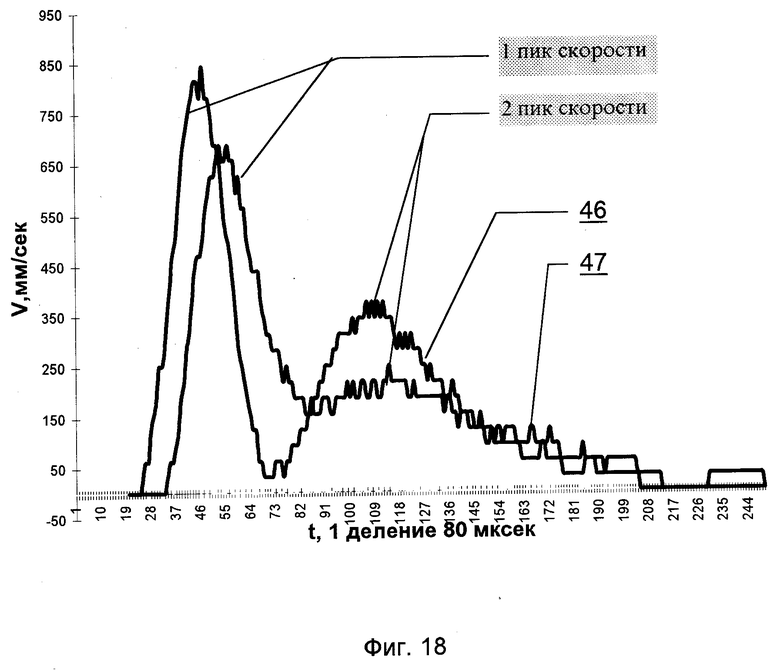
фиг. 18 - график характера изменения скорости перемещения заглушки при контактной стыковой сварке;
фиг. 19 - стык сварного соединения после прогрева свариваемых кромок при электронно-лучевой сварке;
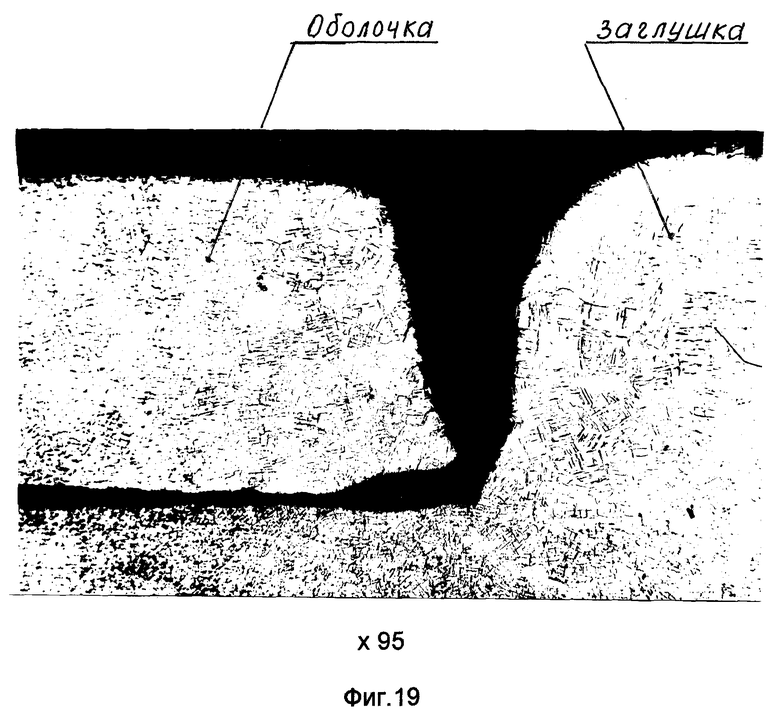
фиг. 20 - сварной шов, выполненный электронно-лучевой сваркой по полной программе;
фиг. 21 - сварной шов, выполненный контактной стыковой сваркой. Тепловыделяющий элемент ВВЭР -1000 (фиг.1) состоит из оболочки 1 диаметром 9,13 мм, которая соединена с заглушкой 2 (фиг.2) при помощи шва 3, выполненного электронно-лучевой сваркой, и с заглушкой 4 (фиг.3) при помощи шва 5, выполненного контактной стыковой сваркой. Между заглушкой 2 и внутренней поверхностью оболочки находится частично заплавляемый при сварке технологический канал 6 величиной 0,2-0,3 мм, образованный внутренней поверхностью оболочки и "лыской" 7 на посадочном месте заглушки, который соединяется с вертикальным технологическим каналом 8 величиной 0,15-0,25 мм, образованным торцом оболочки и "выборкой" 9 в заглушке (фиг.2) и полностью заплавляемым в процессе получения сварного соединения. Непосредственно с заглушкой, соединенной с оболочкой электронно-лучевой сваркой, контактирует топливный столб, набранный из таблеток 10 двуокиси урана, имеющих внутреннее отверстие 11 и фаски на наружной кромке 12. Столб удерживается в заданном положении фиксаторами 13. Между внутренней поверхностью оболочки 1 и деформированными в процессе сварки слоями металла находится складка 14, величина которой от торца заглушки 4 составляет 0,2-0,6 толщины ( (δ) ) стенки оболочки 1. В результате взаимной деформации оболочки 1 и заглушки 4 формируется внутренний 15 и наружный 16 грат.
Способ осуществляется следующим образом.
Заготовка оболочки имеет длину несколько большую, чем требуется для твэла. Концы заготовки величиной около 40 мм, из-за конструктивных особенностей установок неразрушающего контроля, не проверяются и должны быть удалены. Обрезка концов осуществляется методами токарной обработки. Первоначально делается косой срез на всю толщину стенки оболочки 1 (фиг.4). В результате чего торцы ее принимают коническую форму с углом к вертикальной плоскости 14-18o для электронно-лучевой сварки и 10 -20o для контактной стыковой сварки. С целью упрощения технологии, в конкретных условиях, углы обычно принимаются одинаковыми и равными 14-18o. На кромке, обращенной к внутреннему диаметру оболочки, остается, как правило, острый заусенец 17, который в дальнейшем не позволяет выполнять качественную сборку твэла и сварку. Удаление заусенца выполняется последующей обрезкой кромки с гарантированным удалением вершины конуса 18 (фиг.5) от внутренней поверхности оболочки 1. Для этого инструмент обрабатывающего устройства настраивается или устанавливается так, чтобы в результате его рабочего хода величина срезанной кромки не превышала 1/4-1/5 от толщины стенки оболочки. По крайней мере, один конец оболочки 1, предназначенный под ЭЛС, помещают в 3-4х лепестковый цанговый зажим 19 (фиг. 6) с установленным по центру его шлифованным металлическим стержнем 20, чистота обработки и твердость которого выше чем у материала оболочки. Общий периметр лепестков 21 по внутреннему отверстию цангового зажима 19 меньше наружного периметра оболочки 1 не менее чем на 20%. Длина их рабочей части 22, контактирующая с оболочкой, составляет не менее 6-8 толщин стенки оболочки. Края рабочих частей лепестков скруглены и зашлифованы. Обжатие (калибровку) (фиг.6) оболочки выполняют в автоматическом режиме. После механической обработки оболочки проходят промывку специальными моющими растворами, партиями по 10-30 штук или по отдельности, и сушку. Аналогичную промывку и сушку проходят и заглушки. После чего осуществляется сборка откалиброванного торца оболочки 1 с заглушкой 2 под ЭЛС. Сборка (фиг.7) выполняется в автоматическом режиме на специальной установке 23 до гарантированного упора торца оболочки 1 в заглушку 2, что исключает выпадение заглушки из трубы в ходе дальнейших операций. Оболочку 1 в сборе с заглушкой 2 системой транспортеров подают на операцию взвешивания для определения их веса без топлива. После автоматического взвешивания и занесения его результатов в память ЭВМ оболочка с заглушкой подается к установке электронно-лучевой сварки. В установках ЭЛС камерного типа в камеру 24 (фиг.8) загружается одновременно партия оболочек 1 в количестве нескольких десятков штук. После чего камера закрывается и вакуумируется до разряжения 5•105-4•105 мм.рт.ст. На схеме вакуумирования (фиг.8) показаны: 24 камера, 1 оболочка, 2 заглушка. В установках роторного типа (фиг.9) вакуумируется внутренний объем каждой отдельной оболочки. Величина давления при этом меняется внутри оболочки от атмосферного на позиции загрузки 25 до 5•105-4•105 мм.рт.ст. на позиции сварки 26. При этом в камеру установки помещается только конец оболочки 1 с заглушкой 2 длиной около 200 мм. Остальная ее часть находится на воздухе. В связи с этим свободный конец оболочки перед началом вакуумирования закрывается технологической заглушкой. В качестве технологической заглушки возможно использование уплотняющих устройств в виде колпачков. Однако наиболее просты и технологически приемлемы технологические заглушки 27 (фиг.9) с резиновым уплотнением 28 по внутреннему диаметру оболочки. Установка таких заглушек в оболочку и их снятие осуществляется автоматическими устройствами. Вакуумирование внутреннего объема оболочки осуществляется через технологические каналы 6 и 8 (фиг.9).
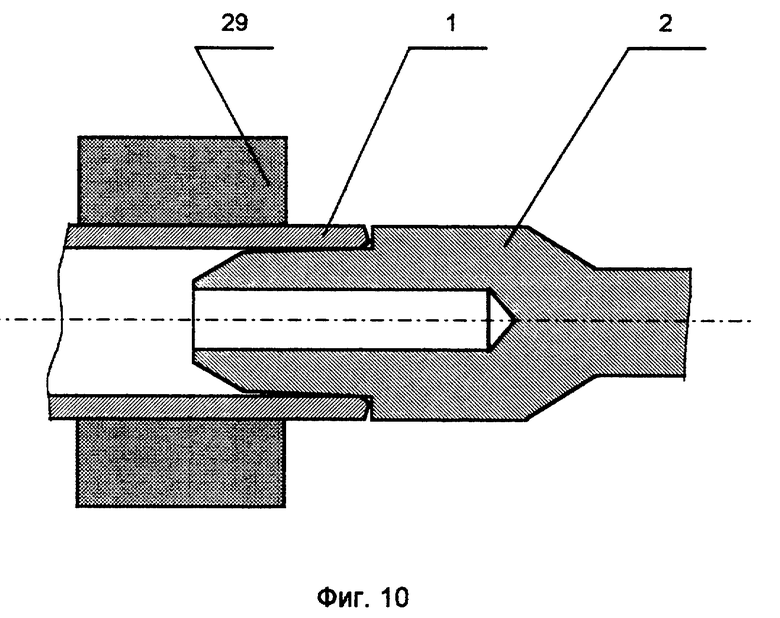
Оболочка 1 с заглушкой 2, находящиеся в вакуумной камере, зажимается в охлаждающем устройстве 29 (фиг.10), включаются вращение изделия и электронный луч 30 (фиг.11).
В процессе электронно-лучевой сварки предварительный прогрев (фиг.11) осуществляется до начала оплавления кромок деталей, сварочный проход (фиг. 12) осуществляется током, обеспечивающим гарантированное проплавление стыка на всю глубину, а дополнительный проход (фиг.13) производят с повторным проплавлением металла шва в диапазоне от высоты стыка до разности высоты стыка и максимального допустимого размера пор, причем луч смещают на заглушку на величину 0,15-0,3 от высоты стыка.
Для улучшения внешнего вида сварного шва и исключения таких дефектов, как подрез, через 1/3-2/3 дополнительного прохода луч автоматически расфокусируют на 1,1 часть его первоначального диаметра либо, что более эффективней, в момент начала уменьшения тока луча луч вращают по круговой траектории (фиг. 14) радиусом, равным 0,28-0,33 ширины шва, полученной после основного и дополнительного проходов с частотой 60-80 Гц. Вращение луча осуществляется либо стандартными системами типа СУ-229, либо системами на основе промышленных компьютеров. На схемах сварки (фиг. 11, фиг.12, фиг.13, фиг.14) показаны: 1 оболочка, 2 заглушка, 29 охлаждающее устройство, 30 электронный луч, 31 сварной шов, полученный после основного прохода, 32 пора, 33 сварной шов, полученный после опрессовочного прохода, 34 участок шва, полученный за счет вращения луча. Цикл сварки показан на фиг. 15. Сварку осуществляют при ускоряющем напряжении 30 кВ, скорости сварки 0,96 см/с, токе сварки 14-15 mA, величине вакуума 5•105-4•105 мм.рт.ст.
В процессе сварки происходит напыление парами металла поверхности сварного шва и зоны термического влияния твэла, что приводит в дальнейшем к неравномерному травлению оболочки и сварного шва. Для устранения этого фактора поверхность твэла в местах напыления после сварки активируется абразивным инструментом.
После снаряжения топливом оболочки 1 с приваренной заглушкой 2, определения веса топливного столба и его фиксации от продольных перемещений, заготовка твэла поступает на позицию контактной стыковой сварки. Открытый конец оболочки 1 и заглушка 4 помещаются в сварочную камеру 35 установки (фиг. 16), состоящей из 2-х ползунов 36, 37, электрически изолированных друг от друга. Одним из таких изоляторов является резиновое уплотнение 38 ползунов. В ползунах размещается сварочная оснастка в виде цанговых захватов 39, 40. В захвате 40 зажимается заглушка 4, автоматически подающаяся в камеру в момент, когда ползуны находятся в разведенном состоянии. В захвате 39 ползуна 36 зажимается конец оболочки 1. Захват 39 представляет собой 3- лепестковую цангу и снабжен устройством 42, имеющим электрическое сопротивление 700-1200 мкОм, которое превышает сопротивление участка оболочки, участвующего в формировании сварного соединения. Ширина этого участка оболочки равна ширине устройства 42 и составляет 3,0-4,0 мм или 5-6 толщин стенки оболочки. После установки в захват 40 заглушки 4 ползуны 36 и 37 сводятся до упора, сжимая резиновое уплотнение 38. Через ввод 43, также изолированный от массы, сварочная камера и внутренний объем твэла вакуумируются и заполняются гелием до давления 17-22 кг/см2. Перед приложением сварочного усилия и сжатием свариваемых деталей определяется отсутствие электрического контакта между излированными друг от друга частями сварочного автомата, что исключает шунтирование тока во время сварки помимо свариваемых деталей. При отсутствии шунтирования детали сжимаются с удельным давлением 18-22 кг/см2. Существующий между свариваемыми деталями зазор 44 полностью выбирается, а величина его фиксируется в памяти ЭВМ и используется для контроля правильности зажатия заглушки 4 в захвате 40 и расчета положения торца оболочки 1 в захвате 39. В течение 0,2-0,5 секунд после приложения сварочного усилия (Pсв.) осуществляется контроль отсутствия сдвига оболочки в сварочной оснастке (фиг. 16). За это время происходит пластическая деформация острой кромки торца оболочки 1 и заглушки 4 (фиг.17), выравнивается площадь контакта между ними и в конце, с помощью датчика 45, определяется исходное положение заглушки перед сваркой, которое в дальнейшем используется для расчета перемещения заглушки в процессе сварки. В случае положительного результата этого контроля поступает команда на включение сварочного тока. Под воздействием усилия и сварочного тока происходит термопластическая деформация свариваемых деталей. Образование сварного соединения происходит за счет перемещения заглушки 4, имеющей соотношение dмакс. заглушки/Lзаглушки=1,8-2,4 (например dмакс. = 8,25 мм, Lз = 4,5 мм). Величина перемещения заглушки фиксируется датчиком 45 (фиг.17). Во время сварки определяется характер изменения скорости перемещения заглушки. Для этого используются либо непосредственно датчики скорости, либо скорость рассчитывается методом дифференцирования пути, измеряемого датчиком перемещения 45. По результатам сварки оценивают как величину перемещения заглушки, так и характер изменения скорости перемещения 46, 47 (фиг. 18). Наличие 2-х пиков скорости свидетельствует о стабильности процесса сварки и качества сварного шва.
Контактно-стыковую сварку заглушки с оболочкой диаметром 9,13 мм из сплава Э110 выполняют при следующих параметрах режима:
Удельное давление - 18-22 кг/см2;
Сварочный ток - 10-15 кА;
Сопротивление оснастки - 700-1200 мкОм;
Длительность импульса тока - не более 105 мкс.
При увеличении сопротивления сварочной оснастки сварочное усилие увеличивают, а энергию тока уменьшают. Если сопротивление оснастки меньше оптимального, то усилие уменьшают, а энергию тока увеличивают. О стабильности процесса судят по характеру изменения скорости перемещения заглушки. Отсутствие второго пика или его уменьшение, по сравнению с первоначальным, служит основанием либо для корректировки режима, либо для прекращения сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕХНОЛОГИЧЕСКОГО ОБРАЗЦА-СВИДЕТЕЛЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2002 |
|
RU2231833C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1999 |
|
RU2166215C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И АВТОМАТИЧЕСКАЯ ЛИНИЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2084026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2246771C2 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ, СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2219599C2 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2005 |
|
RU2293635C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2355533C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2005 |
|
RU2301137C2 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2007 |
|
RU2378091C2 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2005 |
|
RU2291769C1 |


Изобретение относится к ядерной технике, преимущественно к конструкции тепловыделяющих элементов энергетических реакторов и способу их герметизации. Технической задачей изобретения является снижение металлоемкости тепловыделяющего элемента, повышение технологичности его изготовления, повышение надежности в условиях длительной эксплуатации. Данная задача решается тем, что в тепловыделяющем элементе заглушка, непосредственно контактирующая с топливом, соединена с оболочкой сварным швом, выполненным электронно-лучевой сваркой, и имеет на посадочном месте в оболочку по всей его длине "лыску", образующую с внутренней поверхностью оболочки технологический канал, частично заплавляемый в районе сварного стыка, соединяющийся с вертикальным технологическим каналом для последующего вакуумирования, расположенным в плоскости стыка и полностью заплавляемым при сварке, противоположный торец оболочки, удаленный от топливного столба, соединен контактной стыковой сваркой с заглушкой, при этом между внутренней поверхностью оболочки и сварным швом, имеется складка металла. 2 с. и 3 з.п.ф-лы, 21 ил.
| Решетников Н.Г | |||
| и др | |||
| Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов.- М.: Энергоатомиздат, 1995, книга 2, с.210-212 | |||
| RU 94037637 A1, 20.09.96 | |||
| US 4587094 A, 06.05.86 | |||
| DE 1238589 A, 13.04.67 | |||
| US 4865804 A, 12.09.89 | |||
| GB 1448809 A, 08.09.76 | |||
| РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ БУРИЛЬНОГО ИНСТРУМЕНТА, БУРИЛЬНЫЙ ИНСТРУМЕНТ С ТАКИМИ РЕЖУЩИМИ ЭЛЕМЕНТАМИ И СПОСОБ ФОРМИРОВАНИЯ РЕЖУЩЕГО ЭЛЕМЕНТА | 2011 |
|
RU2577342C2 |
| ЛАЗЕРНОЕ ТЕРАПЕВТИЧЕСКОЕ УСТРОЙСТВО | 1999 |
|
RU2135233C1 |
| Ремень безопасности для транспортных средств | 1991 |
|
SU1814626A3 |

