1. Область техники, к которой относится изобретение
Изобретение относится к области ядерной энергетики, в частности к технологии горячего изостатического прессования керметных стержней топливных сердечников тепловыделяющих элементов ядерных реакторов различного назначения.
2. Уровень техники
Актуальным направлением в ядерной энергетике является создание мобильных атомных станций малой мощности (Ватулин А.В., Кулаков Г.В. и др. «Разработка твэлов активных зон плавучих энергоблоков и атомных станций малой мощности: состояние и перспективы», «Вопросы атомной науки и техники», серия «Материаловедение и новые материалы», вып.1 (64), М., 2005, с.146-148,). При серийном выпуске таких станций перспективно использование твэлов, в которых тепловыделяющие сердечники набраны из керметных стержней (см., например, Федик И.И., Гаврилин С.С. и др. «Новое поколение твэлов на основе микротоплива для ВВЭР», «Атомная энергия», М., 2004, т.96, вып.4, с.280).
В качестве заготовки при изготовлении таких керметных стержней используется циркониевая трубка, заполненная порошком ядерного топлива и закрытая с двух сторон заглушками (см., например, Гаврилин С.С., Денискин В.П., Леонов А.В., Федик И.И. «Заготовка стержня топливного сердечника керметного тепловыделяющего элемента ядерного реактора». Патент РФ №2 305 333 от 15.03.2006, опубл. 27.08.2007, бюл. №24). После капсулирования топлива в циркониевую оболочку производится обжатие заготовки и уплотнение топлива путем горячего изостатического прессования (см., например, Гаврилин С.С., Пермяков Л.Н., Черников А.С., "Композиционный материал для топливных сердечников дисперсионных твэлов", Патент РФ №2139581 от 23.06.98, опубл. 10.10.99, бюл. №28; Гаврилин С.С., Денискин В.П., Леонов А.В., Федик И.И. "Способ изготовления керметного стержня топливного сердечника тепловыделяющего элемента ядерного реактора", Патент РФ №2 305 334 от 15.03.2006, опубл. 27.08.2007, бюл. №24).
Перед проведением прессования блок заготовок размещают в контейнере, устанавливают блок на брикет рабочей среды, например, из силиката натрия и в отдельной печи нагревают контейнер до температуры расплавления рабочей среды (около 1000°C) и погружения в нее блока заготовок под собственным весом. После погружения блока в рабочую среду контейнер переносят в пресс-форму пресса и производят изостатическое прессование (см. Гаврилин С.С., Денискин В.П., Стафеева Н.В., Федик И.И., «Способ горячего изостатического прессования заготовки стержня топливного сердечника керметного твэла ядерного реактора», Патент РФ №2 388 081 от 04.05.2008, опубл. 27.04.2010).
Известные конструкции контейнеров, пригодные для горячего изостатического прессования заготовок стержней топливного сердечника керметного твэла ядерного реактора, выполнены в виде трубы, закрытой с одной стороны днищем, а условия изостатичности передачи давления рабочей средой обеспечивается введением в конструкцию контейнера элементов, обеспечивающих дистанционирование заготовок от стенок и днища контейнера.
Известен контейнер, выполненный в виде трубы, закрытой с одной стороны днищем, на котором установлен опорный элемент из эластичной пластмассы, препятствующий заготовке опустится на днище контейнера (см., например, В.Д. Джонс, «Прессование и спекание», «Мир», М., 1965, с.113). Недостатком такого контейнера является невозможность проведения прессования при высокой температуре.
Известен также контейнер, выполненный в виде трубы, закрытой с одной стороны днищем, в котором установлены элементы подвески заготовок, препятствующие опусканию заготовок на днище при расплавлении рабочей среды (см., например, И.М. Федорченко, Р.А. Андриевский, «Основы порошковой металлургии», изд. АН УССР, Киев, 1963, с.203). Недостатком такой конструкции является необходимость введения в технологию ручных операций, трудно поддающихся автоматизации.
Последняя конструкция контейнера по совпадающим с заявляемой конструкцией признакам и областью применения наиболее близка к заявляемой и выбрана в качестве прототипа.
3. Сущность изобретения
Предлагается контейнер для горячего изостатического прессования заготовок стержней топливного сердечника керметного твэла ядерного реактора, состоящий из цилиндрической трубы, закрытой с одной стороны днищем. Отличие предлагаемого контейнера от прототипа заключается в том, что днище выполнено в виде вогнутой в полость трубы мембраны, на внутренней поверхности трубы выполнена кольцевая проточка, мембрана впрессована по контуру в кольцевую проточку трубы, причем проточка выполнена на расстоянии от торца трубы, равном стрелке прогиба мембраны.
Такое конструктивное решение обеспечивает условие изостатичности приложения внешнего давления при прессовании. При расплавлении рабочей среды заготовки стержней, объединенные, например, в блок, находятся в контакте с днищем контейнера и в таком положении контейнер с заготовками устанавливается в пресс-форму пресса. В начале рабочего хода верхнего плунжера пресса происходит захлопывание всех газовых полостей в объеме матрицы пресса, в том числе опрокидывание мембраны выпуклостью наружу трубы, что дает возможность рабочей среде проникнуть в образовавшийся зазор между блоком заготовок и днищем трубы. Заполнение этого зазора происходит практически мгновенно, что и обеспечивает изостатичность приложения давления прессования. Такое решение не связано с необходимость введения в технологию дополнительных ручных операций и облегчает решение задачи автоматизации производства.
4. Перечень фигур графических изображений
Сущность заявленного изобретения поясняется чертежом, на котором
1 - стальная труба;
2 - днище в виде мембраны, обращенной выпуклостью внутрь трубы;
3 - кольцевая проточка.
5. Сведения, подтверждающие возможность осуществления изобретения.
В подтверждение возможности осуществления изобретения был изготовлен контейнер (чертеж), состоящий из стальной трубы 1 с внутренним диаметром 46 мм и толщиной стенки 1,5 мм, закрытый днищем 2, выполненным в виде выпуклой мембраны диаметром 46,2 мм, толщиной 0,5 мм и стрелкой прогиба 2 мм. На расстоянии 2 мм от торца трубы выполнена кольцевая проточка 3 глубиной 0,3 мм и шириной 0,5 мм, в которую впрессовано днище.
В контейнере был размещен брикет рабочей среды из силиката натрия, поверх которого установили блок из семи заготовок стержней. Контейнер вместе с блоком заготовок и брикетом рабочей среды нагревался в отдельной печи до температуры 1000°С в течение 30 мин. После погружения блока заготовок в стекло контейнер переносился в пресс-форму гидравлического пресса и блок заготовок подвергался прессованию при нагрузке 120 тонн и машинном времени 30 с.
После прессования блок заготовок выдавливался из контейнера при приложении усилия в направлении днища. Между днищем и блоком заготовок образовался слой стекла толщиной около 2 мм, что свидетельствует о выполнении условия изостатичности нагрузки при прессовании.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ЗАГОТОВКИ СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА КЕРМЕТНОГО ТВЭЛА ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2388081C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ СТЕРЖНЕЙ С ЦИРКОНИЕВОЙ ОБОЛОЧКОЙ | 2012 |
|
RU2497211C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ СТЕРЖНЕЙ | 2012 |
|
RU2507616C1 |
| ПРИПОЙ ДЛЯ ГЕРМЕТИЗАЦИИ ЗАГОТОВКИ СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА КЕРМЕТНОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2011 |
|
RU2467412C1 |
| СПОСОБ ПРЕССОВАНИЯ ЗАГОТОВОК КЕРМЕТНЫХ СТЕРЖНЕЙ | 2012 |
|
RU2508572C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРМЕТНОГО СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2305334C1 |
| ЗАГОТОВКА СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА КЕРМЕТНОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2305333C1 |
| КЕРМЕТНЫЙ ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ВОДО-ВОДЯНОГО ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2313142C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРМЕТНОГО СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2371789C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРМЕТНОГО СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2459288C2 |
Контейнер предназначен для размещения в нем заготовок стержней сердечников твэлов при горячем изостатическом прессовании и может быть использован при изготовлении твэлов ядерных реакторов различного назначения. В кольцевой проточке на внутренней поверхности цилиндрической трубы установлено днище в виде вогнутой в полость трубы мембраны. При этом проточка выполнена от торца трубы на расстоянии, равном стрелке прогиба мембраны. Опрокидывание мембраны при прессовании выпуклостью наружу трубы обеспечивает изостатическую передачу давления прессования на заготовки. Технический результат - обеспечение условия изостатичности приложения внешнего давления при прессовании. 1 ил.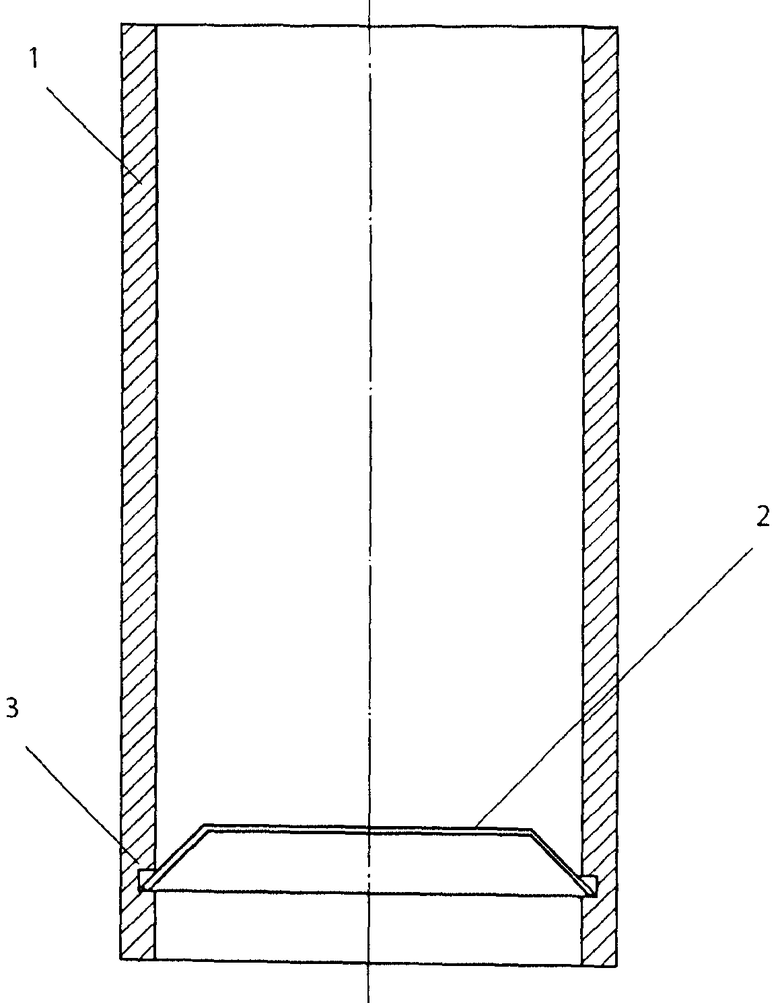
Контейнер для горячего изостатического прессования заготовок стержней топливного сердечника керметного твэла ядерного реактора, состоящий из цилиндрической трубы, закрытой с одной стороны днищем, отличающийся тем, что днище выполнено в виде вогнутой в полость трубы мембраны, впрессованной по контуру в кольцевую проточку, выполненную на внутренней поверхности трубы и расположенную от торца трубы на расстоянии, равном стрелке прогиба мембраны.
| СПОСОБ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ЗАГОТОВКИ СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА КЕРМЕТНОГО ТВЭЛА ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2388081C2 |
| Устройство для горячего изостатического прессования порошков | 1982 |
|
SU1171204A1 |
| Способ получения производных фенилалкиламина или их солей | 1981 |
|
SU1172449A3 |
| Установка для исследования прочности железобетонных конструкций | 1978 |
|
SU789647A1 |

