Изобретение относится к атомной энергетике и может быть использовано для изготовления торцевых заглушек на основе карбида кремния для герметизации композиционных трубчатых керамических оболочек тепловыделяющих элементов (твэлов).
Эксплуатационная надежность твэлов во многом определяется качеством выполнения соединений оболочки с торцевыми заглушками.
Эти соединения должны быть герметичными при заполнении внутреннего объема твэла инертным газом при давлении до 2,53 МПа. Создание такого давления и герметизация твэла после его заполнения газом в настоящее время осуществляется различными методами.
Заполнение внутреннего объема газом и герметизация твэла, изготавливаемого из циркониевых сплавов для водо-водяных энергетических реакторов (ВВЭР), осуществляется за один цикл в установке контактно-стыковой сварки. Схема процесса и форма заглушки представлены в книге «Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов», под ред. Ф.Г. Решетникова, кн.2, Энергоиздат, 1995 г.
Кроме того, из уровня техники известен тепловыделяющий элемент для ядерных водо-водяных реакторов и способ его изготовления (патент РФ №2481654 МПК G21C 3/00, опубликован 10.05.2013). Изобретение относится к ядерной энергетике и может быть использовано для изготовления твэлов преимущественно для ядерных водо-водяных энергетических реакторов (ВВЭР). Трубка оболочки твэла выполнена из чередующихся слоев нанокристаллического карбида кремния и разделительных слоев высокотемпературного материала, не совпадающего по структуре с карбидом кремния, а пробки с обоих концов трубки выполнены из карбида кремния, исключающего прохождение газов сквозь пробки. Способ изготовления указанного твэла основан на нагреве графитового стержня до температур 1300-1600°С в смеси газов, соответствующей материалу слоя трубки, и на попеременной смене этой смеси для формирования очередного слоя трубки. Для формирования слоя нанокристаллического карбида кремния используют смесь газов, содержащую гидриды и хлориды кремния и углерода.
Недостатками известного устройства являются:
1) опасность для окружающей среды за счет образования экологически опасного газообразного хлористого водорода, т.к. для формирования слоя нанокристаллического карбида кремния по данному методу используют смесь газов, содержащих хлор и водород
2) отсутствие в патенте исчерпывающих сведений о материале, используемом для формирования заглушек, а также состав полученных торцевых заглушек по данному методу
Из уровня техники известны тепловыделяющие стержни ядерного реактора и тепловыделяющая сборка (патент ЕР №3226247 МПК G21C 3/10, G21C 3/06, опубликован 04.10.2017), задачей изобретения является создание топливного стержня ядерного реактора, в котором материал SiC используется в качестве материалов трубки топливной оболочки и торцевой заглушки. Воздухонепроницаемость, термостойкость и коррозионная стойкость обеспечены в соединительной части между топливной оболочкой и торцевой заглушкой. Топливная сборка связывает топливные стержни ядерного реактора. Согласно изобретению, топливный стержень ядерного реактора представляет собой топливный стержень для легководного реактора. Топливный стержень ядерного реактора включает в себя топливную оболочку и торцевую заглушку, обе из которых выполнены из карбидокремниевого материала. Связующий участок между трубкой оболочки топлива и торцевой пробкой формируется пайкой с предварительно установленным металлическим связующим материалом и/или диффузионным соединением. Предопределенный металлический связующий материал имеет температуру солидуса 1200°С или выше. Внешняя поверхность соединительной части и часть наружной поверхности трубки оболочки топлива и концевой заглушки, которая примыкает к внешней поверхности связующей части, покрыты покрытием связующей части, сформированным из заданного металла покрытия.
Недостатком известного устройства является то, что не представлен метод изготовления заглушек, а также материал, из которого изготовлены заглушки, поэтому невозможно оценить уровень технологичности, а также механические и теплофизические свойства полученных торцевых заглушек по данному методу.
Из уровня техники известен способ изготовления элемента из карбида кремния для ядерного топливного стержня (патент GB №2553090, МПК G21C 3/07, G21C 3/10, G21C 21/02, опубликован 28.02.2018). Способ изготовления элемента из карбида кремния (SiC) для ядерного топливного стержня может включать в себя создание трубки из карбида кремния и герметизирующего устройства (заглушки) из карбида кремния для одного или обоих концов трубки. Герметизирующее устройство может обеспечивать газонепроницаемое уплотнение, которое содержит элемент над концевой заглушкой (в виде крышки) с соединительным промежуточным материалом, таким как титановая фольга или суспензия карбида кремния. Способ герметизации может включать в себя подачу электрического тока и давления, таких как метод спекания в искровой плазме (SPS) или методика полевого спекания (FAST). Заглушка может иметь конусообразную или усеченно-коническую форму, а элемент над концевой заглушкой может быть выполнен в виде двух полуцилиндрических частей. Трубка может вращаться во время процесса соединения.
Недостатками известного способа являются:
1) представленная конструкция торцевой заглушки не соответствует существующим конструкциям типовых заглушек, применяющихся для герметизации труб (оболочек) твэлов, используемых в реакторах типа ВВЭР. Поэтому использование такого типа торцевых заглушек невозможно в качестве альтернативной замены существующим заглушкам, т.к. их использование может повлечь нарушение потоков теплоносителя, а также повлиять на теплопроводные свойства твэла и тепловыделяющей сборки.
2) в данном патенте не представлен метод изготовления заглушек, а также материал, из которого изготовлены заглушки, поэтому невозможно оценить уровень технологичности, а также механические и теплофизические свойства полученных торцевых заглушек по данному методу.
Из уровня техники известен ядерный топливный стержень (патент US №2017372802, МПК G21C 3/10, G21C 3/07, опубликован 28.12.2017). Концевая заглушка сальникового уплотнения для оболочки ядерного топливного стержня состоит из карбида кремния или других материалов, которые нельзя сваривать. Герметик предпочтительно изготовлен из одной или нескольких форм чистого графита, а плунжер, седло и другие компоненты концевой заглушки сальника выполнены из высокотемпературных металлических или керамических материалов.
Недостатками известного устройства являются:
1) представленная конструкция торцевой заглушки не соответствует существующим конструкциям типовых заглушек, применяющихся для герметизации труб твэлов, используемых в реакторах типа ВВЭР. Поэтому использование такого типа торцевых заглушек невозможно в качестве альтернативной замены существующим заглушкам, т.к. их использование может повлечь нарушение потоков теплоносителя, а также повлиять на теплопроводные свойства твэла и тепловыделяющей сборки.
2) представленная конструкция торцевой заглушки является сложной в техническом исполнении, что влечет вероятность возникновения брака топливной трубки с загруженным топливом, т.к. процедура герметизации торцевой заглушкой производится на завершающем этапе сборки твэла.
Наиболее близким аналогом, принятым за прототип, является тепловыделяющая сборка и способ ее изготовления (патент JP №2012233734, МПК G21C 21/02 опубликован 29.11.2012). Прототип направлен на обеспечение соединения оболочки топливной трубки, обладающего коррозионной стойкостью, радиационной стойкостью, прочностью сцепления и т.д., в реакторе при повышенной температуре и давлении. В данном патенте представлены торцевые заглушки, которые выполнены из композитного материала, армированного карбидокремниевым волокном, который усилен нитями из карбида кремния.
Недостатками известного устройства являются сложность в техническом исполнении, многостадийность изготовления, а также наличие большого количества компонентов различной конфигурации.
Технической задачей настоящего изобретения является разработка конструкции торцевой заглушки на основе карбида кремния для герметизации твэла из композита на основе карбида кремния и способ ее изготовления.
Техническими результатами изобретения являются:
- безопасность для окружающей среды,
- возможность использования разработанных торцевых заглушек в качестве альтернативной замены заглушкам, используемым в различных реакторах,
- упрощение способа изготовления торцевой заглушки,
- повышение механических и теплофизических свойств торцевых заглушек.
Сущность заявленного изобретения заключается в том, что торцевая заглушка для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора по первому варианту выполнена на основе карбида кремния β-модификации и состоит из двух частей в виде двух соосных цилиндров различных диаметров. При этом первая часть торцевой заглушки располагается за пределами оболочки и выполнена в виде хвостовика с возможностью установки (посадки) на торец упомянутой оболочки и фиксации к нему, образуя буртик - необходимый выступ на опорной части. Вторая часть торцевой заглушки выполнена с возможностью размещения внутри оболочки. Торец оболочки выполнен прямым.
Диаметр первой части торцевой заглушки равен внешнему диаметру упомянутой оболочки. Диаметр второй части торцевой заглушки на 0,06÷0,08 мм меньше внутреннего диаметра упомянутой оболочки для закладки припоя в виде пасты в зазор между ними. Припой в виде пасты наносят перед сборкой под пайку, и данный капиллярный зазор является необходимым для пайки торцевой заглушки и оболочки из карбида кремния.
Торцевая заглушка для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора по второму варианту выполнена на основе карбида кремния β-модификации и состоит из двух частей в виде двух соосных цилиндров различных диаметров. При этом первая часть торцевой заглушки располагается за пределами оболочки и выполнена в виде хвостовика с возможностью установки (посадки) на торец упомянутой оболочки и фиксации к нему, образуя буртик - необходимый выступ на опорной части. Вторая часть торцевой заглушки выполнена с возможностью размещения внутри оболочки. Торец оболочки выполнен прямым.
Диаметр первой части торцевой заглушки равен внешнему диаметру упомянутой оболочки. Диаметр второй части торцевой заглушки на 2÷3 мм меньше внутреннего диаметра упомянутой оболочки для закладки припоя в виде фольги в зазор между ними. Припой в виде фольги размещают перед сборкой под пайку, и данный капиллярный зазор является необходимым для пайки торцевой заглушки и оболочки из карбида кремния.
Торцевая заглушка для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора по третьему варианту выполнена на основе карбида кремния β-модификации и состоит из трех частей в виде трех последовательно расположенных соосно друг другу цилиндров различных диаметров. При этом первая часть торцевой заглушки располагается за пределами оболочки и выполнена в виде хвостовика с возможностью установки (посадки) на торец упомянутой оболочки и фиксации к нему, образуя буртик - необходимый выступ на опорной части. Вторая и третья части торцевой заглушки выполнены с возможностью размещения внутри оболочки и закладки припоя в зазоры между ними и оболочкой, при этом третья часть торцевой заглушки выполнена в виде проточки или паза для дополнительной закладки припоя. Торец оболочки выполнен прямым.
Диаметр первой части торцевой заглушки равен внешнему диаметру упомянутой оболочки. Диаметр второй части торцевой заглушки на 0,06÷0,08 мм меньше внутреннего диаметра упомянутой оболочки для закладки припоя в виде пасты. Диаметр третьей части торцевой заглушки на 2÷3 мм меньше внутреннего диаметра упомянутой оболочки для дополнительной закладки припоя в виде фольги.
Таким образом, третий вариант исполнения торцевой заглушки имеет две зоны для размещения припоя двух типов одновременно - припой в виде пасты и припой в виде фольги. Припой в виде пасты и припой в виде фольги размещают перед сборкой под пайку.
Способ изготовления торцевой заглушки для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора по первому варианту выполнения включает приготовление порошковой смеси на основе карбида кремния, горячее прессование порошковой смеси и спекание с получением торцевой заглушки заданной формы, и выпрессовку готовой торцевой заглушки.
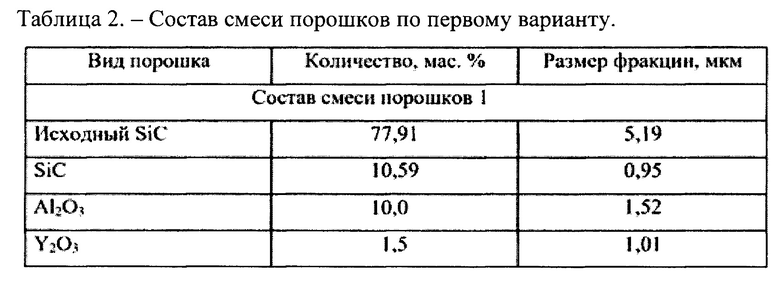
Порошковую смесь приготавливают из порошка карбида кремния β-модификации β-SiC, порошка оксида алюминия Αl2Ο3 и порошка оксида иттрия Υ2Ο3. Для этого измельчают порошок β-модификации карбида кремния β-SiC до размеров частиц 0,95 и 5,19 мкм, добавляют порошок оксида алюминия Αl2Ο3 с размером частиц 1,52 мкм и порошок оксида иттрия Υ2Ο3 с размером частиц 1,01 мкм. Содержание веществ, масс. %: β-SiC с размером частиц 0,95 мкм - 10,59, β-SiC с размером частиц 5,19 мкм - 77,91, Αl2Ο3 с размером частиц 1,52 мкм - 10,0, Υ2Ο3 с размером частиц 1,01 мкм - остальное.
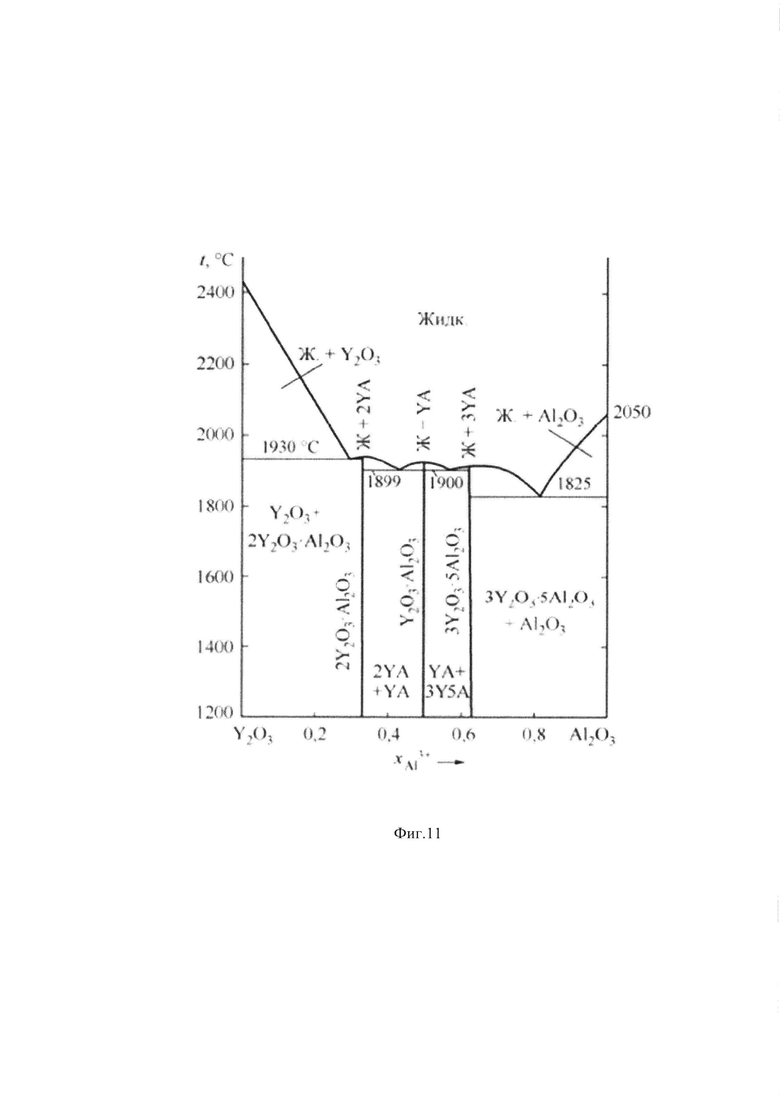
Состав вышеуказанной порошковой смеси был подобран, основываясь на диаграмме состояния системы Αl2Ο3-Υ2Ο3.
После приготовления порошковой смеси для равномерного смешения порошков можно использовать планетарную шаровую мельницу.
Горячее прессование порошковой смеси осуществляют с использованием специальной оснастки - верхних и нижних пуансонов и матрицы с ячейками, форма и размеры которых соответствуют торцевой заглушке по любому из трех вышеописанных вариантов выполнения торцевой заглушки. Используют матрицу в виде параллелепипеда с равными сквозными цилиндрическими ячейками необходимой формы, а также верхние и нижние пуансоны цилиндрической формы. Нижние пуансоны расположены с нижней стороны матрицы под каждой из ячеек, верхние - с верхней стороны матрицы над каждой из ячеек с возможностью помещения их в полость ячеек матрицы.
Перед горячим прессованием матрицу и пуансоны можно подвергнуть отжигу в вакуумно-компрессионной печи. Возможным вариантом отжига могут быть следующие действия: матрицу и пуансоны разогревают в вакуумно-компрессионной печи до температуры 200°С, отжигают в течение 60 минут, охлаждают до комнатной температуры со скоростью не более 50°С в час, выдерживают при комнатной температуре не менее 12 часов, при этом давление в камере вакуумно-компрессионной печи поддерживают не более 1 Па.
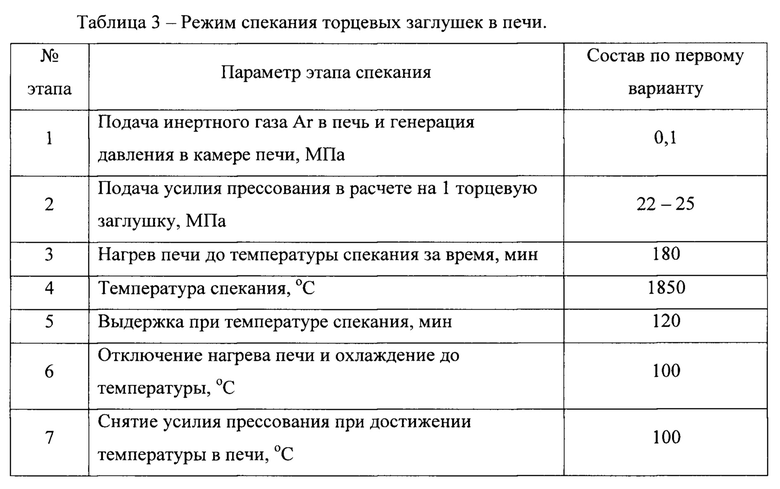
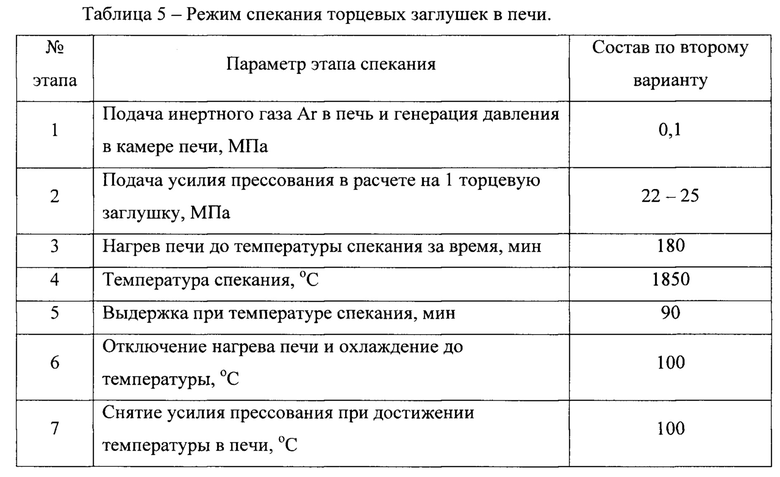
Для осуществления горячего прессования производят загрузку порошковой смеси во внутренние полости ячеек матрицы на нижние пуансоны, помещают верхние пуансоны в ячейки матрицы над порошковой смесью, выдерживают без нагрева под давлением 1 Па более 12 ч, прессуют порошковую смесь в ячейках матрицы с помощью верхних пуансонов и осуществляют спекание при температуре 1850°С в среде инертного газа или в вакууме при давлении 0,1 МПа, при усилии прессования 22-25 МПа в расчете на одну торцевую заглушку. При этом выдержку в режиме спекания осуществляют 120 мин. Готовые торцевые заглушки выпрессовывают из каждой ячейки матрицы.
При разработке способа первичной фракцией для приготовления порошков взяли частицы SiC со средним размером частиц 5,19 мкм (rn=2,595 мкм). Для расчета количества порошка, вторичной, третичной и четвертичной фракции воспользовались данными, приведенными в таблице 1.

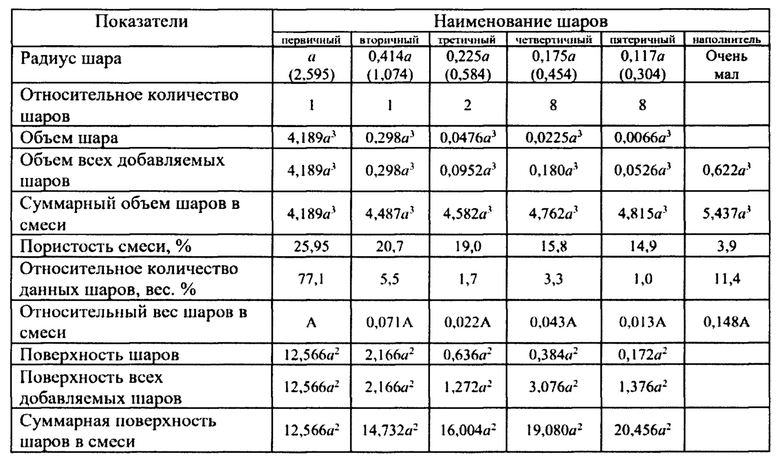
Кроме того, при разработке способа для выбора состава порошковой смеси произвели расчет количества вторичной фракции измельченного SiC, Al2O3, Y2O3 по отношению к исходному SiC. Радиус измельченных порошков согласно таблице 1 соответствует значениям вторичной, третичной и четвертичной фракции. Принимая, что относительное количество первичной фракции исходного SiC составляет 77,91 мас. %, состав смеси порошков по первому варианту будет иметь вид, представленный в таблице 2.
Способ изготовления торцевой заглушки для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора по второму варианту выполнения включает приготовление порошковой смеси на основе карбида кремния, горячее прессование порошковой смеси и спекание с получением торцевой заглушки заданной формы, и выпрессовку готовой торцевой заглушки.
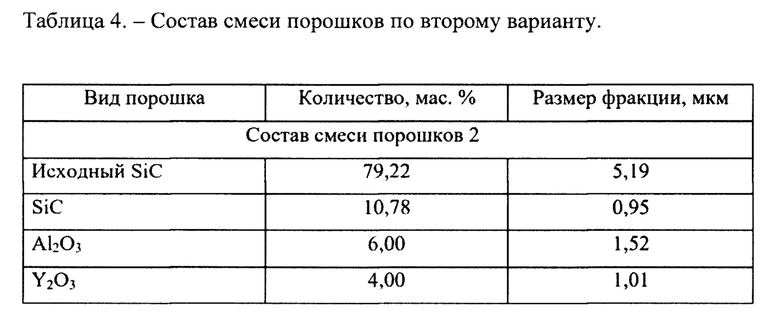
Порошковую смесь приготавливают из порошка карбида кремния β-модификации β-SiC, порошка оксида алюминия Αl2Ο3 и порошка оксида иттрия Υ2Ο3. Для этого измельчают порошок β-модификации карбида кремния β-SiC до размеров частиц 0,95 и 5,19 мкм, добавляют порошок оксида алюминия Αl2Ο3 с размером частиц 1,52 мкм и порошок оксида иттрия Υ2Ο3 с размером частиц 1,01 мкм. Содержание веществ, масс. %: β-SiC с размером частиц 0,95 мкм - 10,78, β-SiC с размером частиц 5,19 мкм - 79,22, Αl2Ο3 с размером частиц 1,52 мкм - 6,0, Υ2Ο3 с размером частиц 1,01 мкм - остальное.
Состав вышеуказанной порошковой смеси был подобран, основываясь на диаграмме состояния системы Αl2Ο3-Υ2Ο3.
После приготовления порошковой смеси для равномерного смешения порошков можно использовать планетарную шаровую мельницу.
Горячее прессование порошковой смеси осуществляют с использованием специальной оснастки - верхних и нижних пуансонов и матрицы с ячейками, форма и размеры которых соответствуют торцевой заглушке по любому из трех вышеописанных вариантов выполнения торцевой заглушки. Используют матрицу в виде параллелепипеда с равными сквозными цилиндрическими ячейками необходимой формы, а также верхние и нижние пуансоны цилиндрической формы. Нижние пуансоны расположены с нижней стороны матрицы под каждой из ячеек, верхние - с верхней стороны матрицы над каждой из ячеек с возможностью помещения их в полость ячеек матрицы.
Перед горячим прессованием матрицу и пуансоны можно подвергнуть отжигу в вакуумно-компрессионной печи. Возможным вариантом отжига могут быть следующие действия: матрицу и пуансоны разогревают в вакуумно-компрессионной печи до температуры 200°С, отжигают в течение 60 минут, охлаждают до комнатной температуры со скоростью не более 50°С в час, выдерживают при комнатной температуре не менее 12 часов, при этом давление в камере вакуумно-компрессионной печи поддерживают не более 1 Па.
Для осуществления горячего прессования производят загрузку порошковой смеси во внутренние полости ячеек матрицы на нижние пуансоны, помещают верхние пуансоны в ячейки матрицы над порошковой смесью, выдерживают без нагрева под давлением 1 Па более 12 ч, прессуют порошковую смесь в ячейках матрицы с помощью верхних пуансонов и осуществляют спекание при температуре 1850°С в среде инертного газа или в вакууме при давлении 0,1 МПа, при усилии прессования 22-25 МПа в расчете на одну торцевую заглушку. При этом выдержку в режиме спекания осуществляют 90 мин. Готовые торцевые заглушки выпрессовывают из каждой ячейки матрицы.
При разработке способа первичной фракцией для приготовления порошков взяли частицы SiC со средним размером частиц 5,19 мкм (rn=2,595 мкм). Для расчета количества порошка, вторичной, третичной и четвертичной фракции воспользовались данными, приведенными в таблице 1 (см. выше).
Кроме того, при разработке способа для выбора состава порошковой смеси произвели расчет количества вторичной фракции измельченного SiC, Al2O3, Y2O3 по отношению к исходному SiC. Радиус измельченных порошков согласно таблице 1 соответствует значениям вторичной, третичной и четвертичной фракции. Принимая, что относительное количество первичной фракции исходного SiC составляет 79,22 мас. %, состав смеси порошков по второму варианту будет иметь вид, представленный в таблице 4.
Изобретение иллюстрируется следующими графическими материалами.
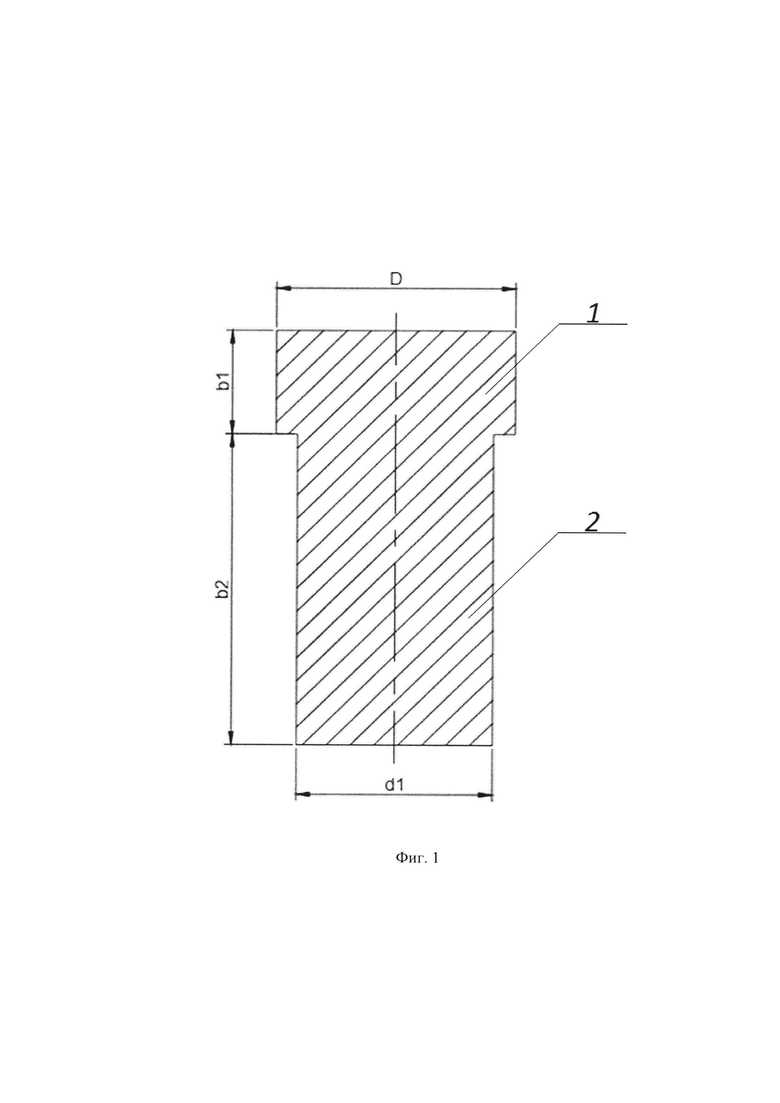
На фиг. 1 представлено продольное сечение первого варианта конструкции торцевой заглушки, где 1 - первая часть торцевой заглушки, 2 - вторая часть торцевой заглушки.
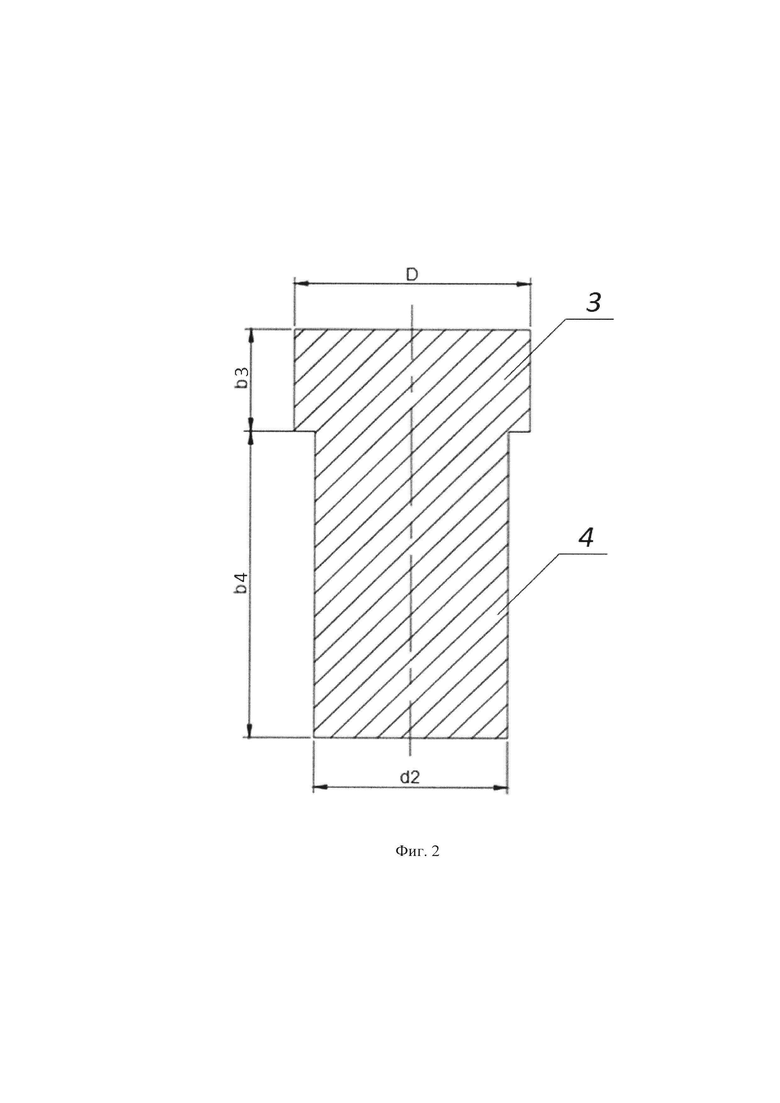
На фиг. 2 представлено продольное сечение второго варианта конструкции торцевой заглушки, где 3 - первая часть торцевой заглушки, 4 - вторая часть торцевой заглушки.
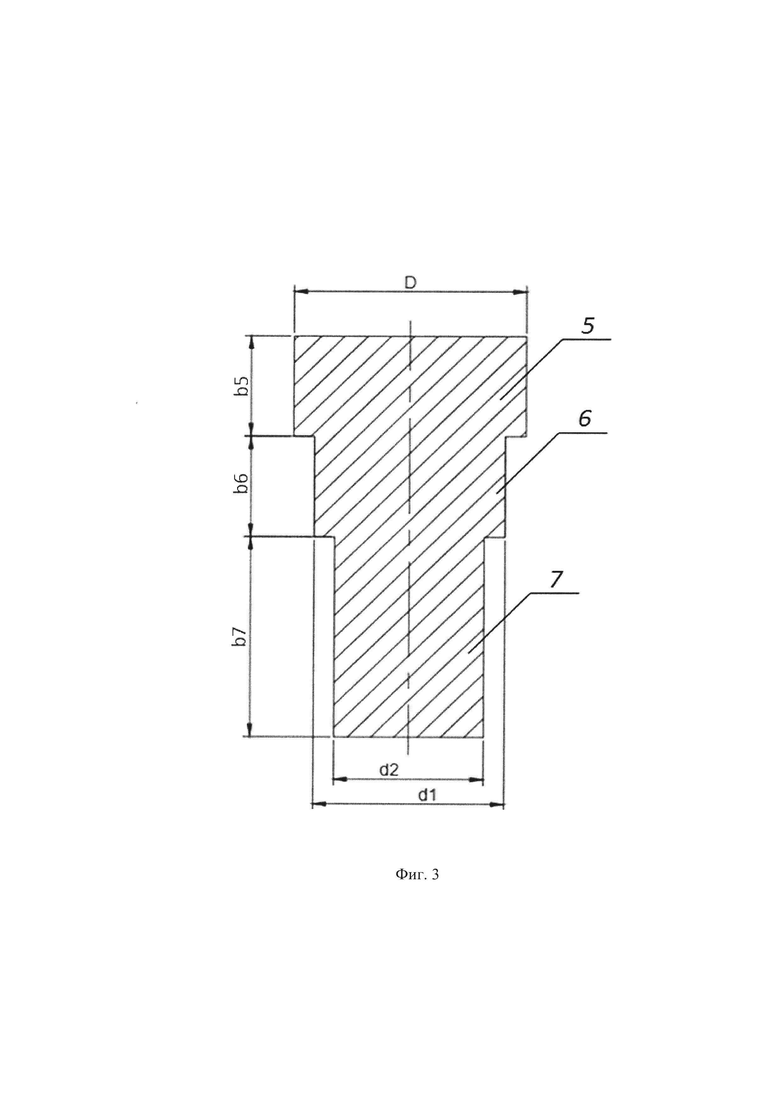
На фиг. 3 представлено продольное сечение третьего варианта конструкции торцевой заглушки, где 5 - первая часть торцевой заглушки, 6 - вторая часть торцевой заглушки, 7 - третья часть торцевой заглушки.
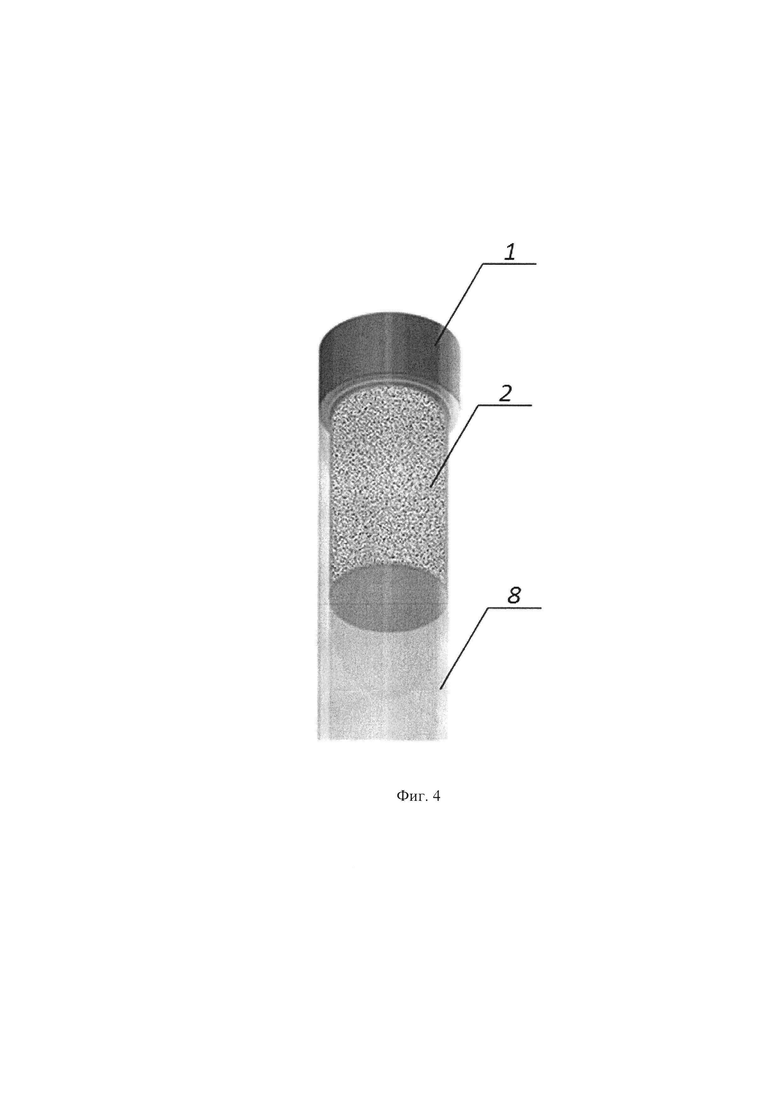
На фиг. 4 показан общий вид трубки твэла с торцевой заглушкой по первому варианту, где 1 - первая часть торцевой заглушки, 2 - вторая часть торцевой заглушки, 8 - оболочка твэла.
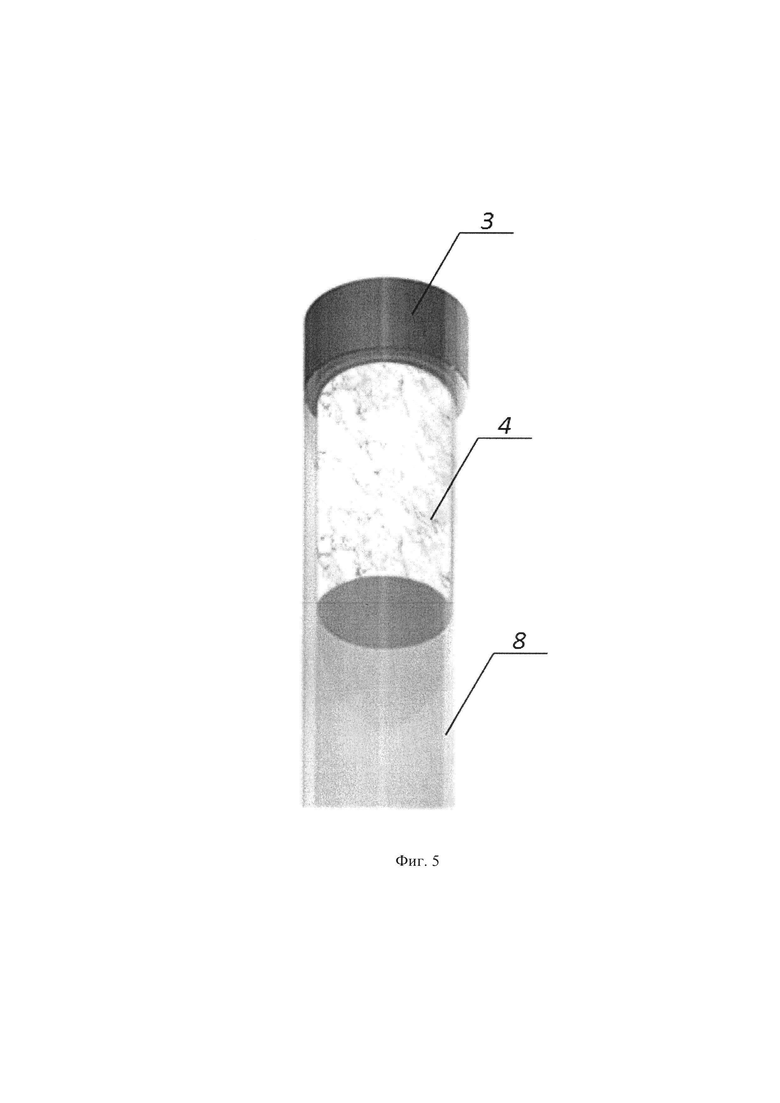
На фиг. 5 показан общий вид трубки твэла с торцевой заглушкой по второму варианту, где 3 - первая часть торцевой заглушки, 4 - вторая часть торцевой заглушки, 8 - оболочка твэла.
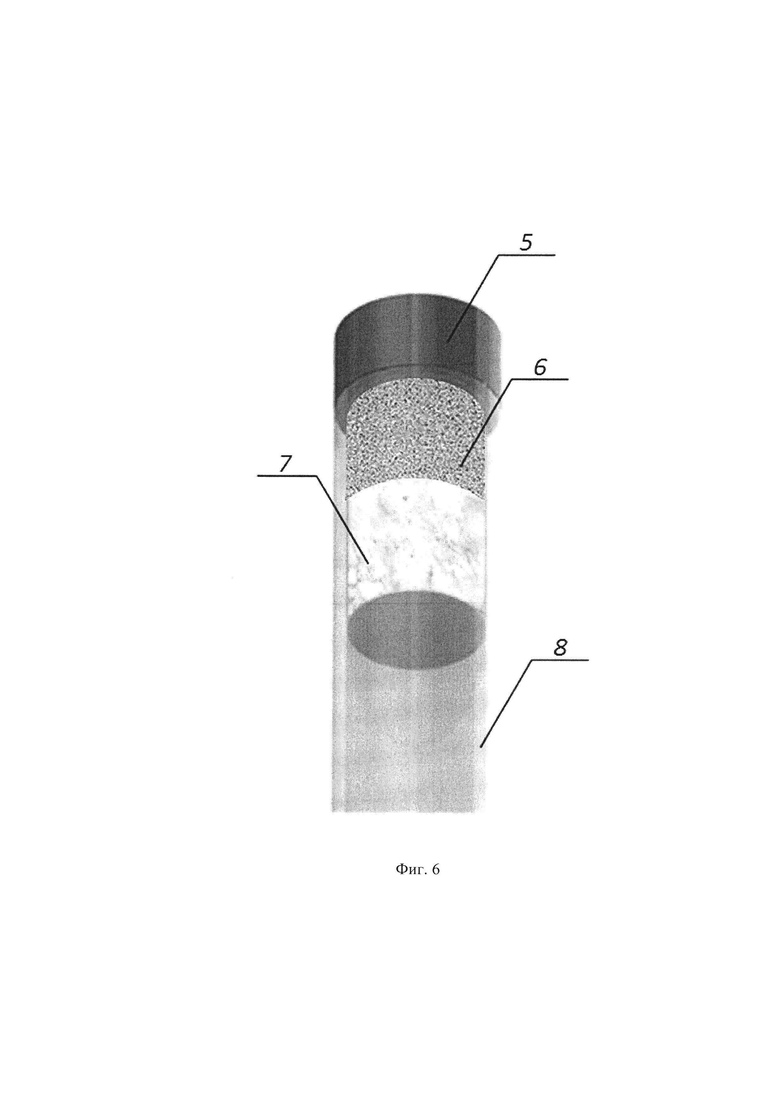
На фиг. 6 показан общий вид трубки твэла с торцевой заглушкой по третьему варианту, где 5 - первая часть торцевой заглушки, 6 - вторая часть торцевой заглушки, 7 - третья часть торцевой заглушки, 8 - оболочка твэла.
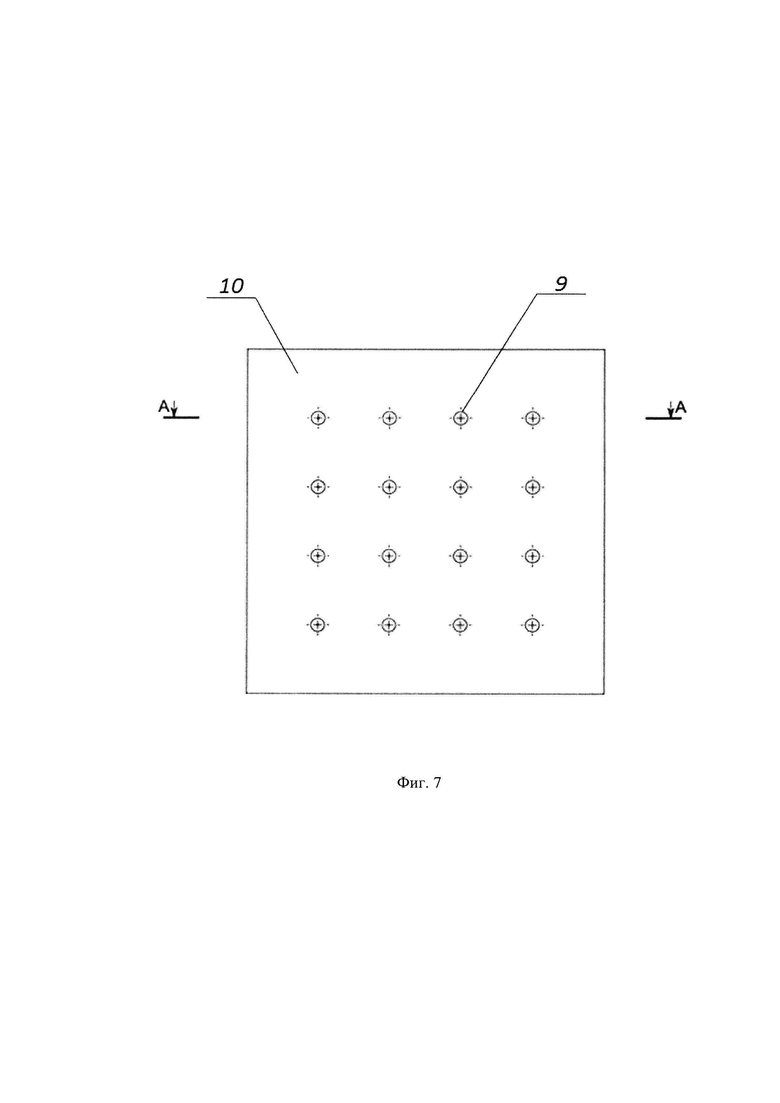
На фиг. 7 показан чертеж матрицы для прессования заглушек по 1, 2 и 3 вариантам, вид сверху, где 9 - ячейки, 10 - матрица.
На фиг. 8 показан чертеж матрицы для прессования заглушек по 1 и 2 вариантам, сечение А-А, где 9 - ячейки, 10 - матрица.
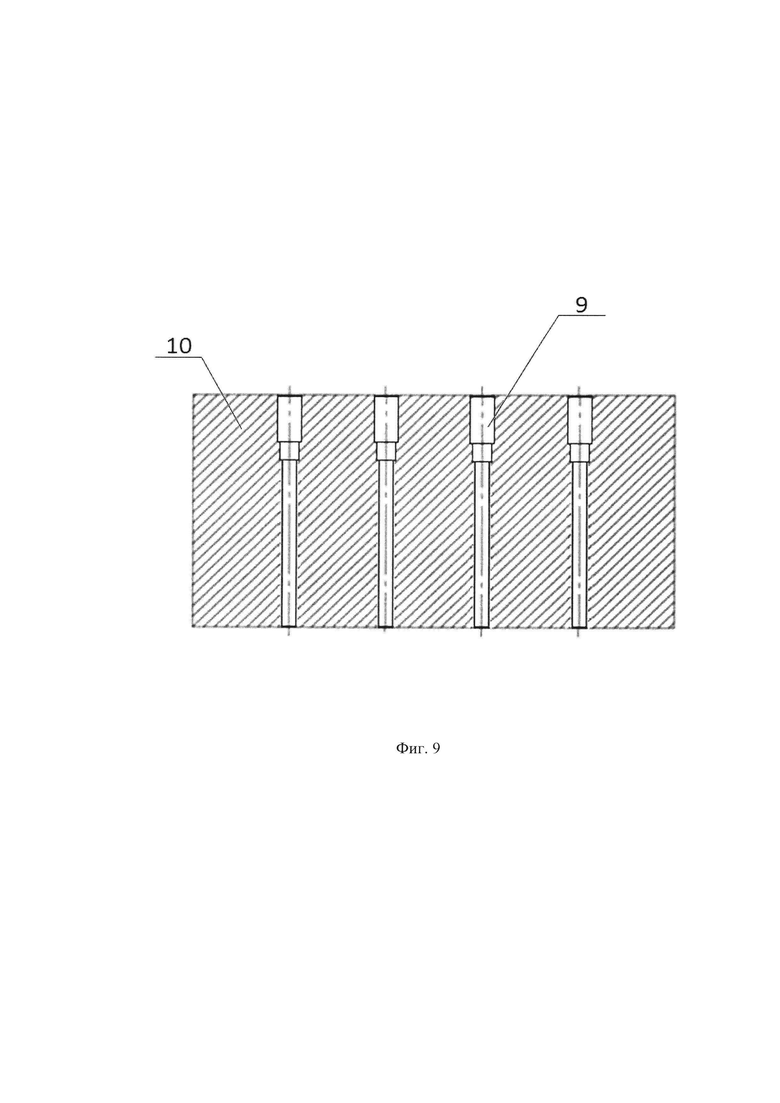
На фиг. 9 показан чертеж матрицы для прессования заглушек по варианту 3 сечение А-А, где 9 - ячейки, 10 - матрица.
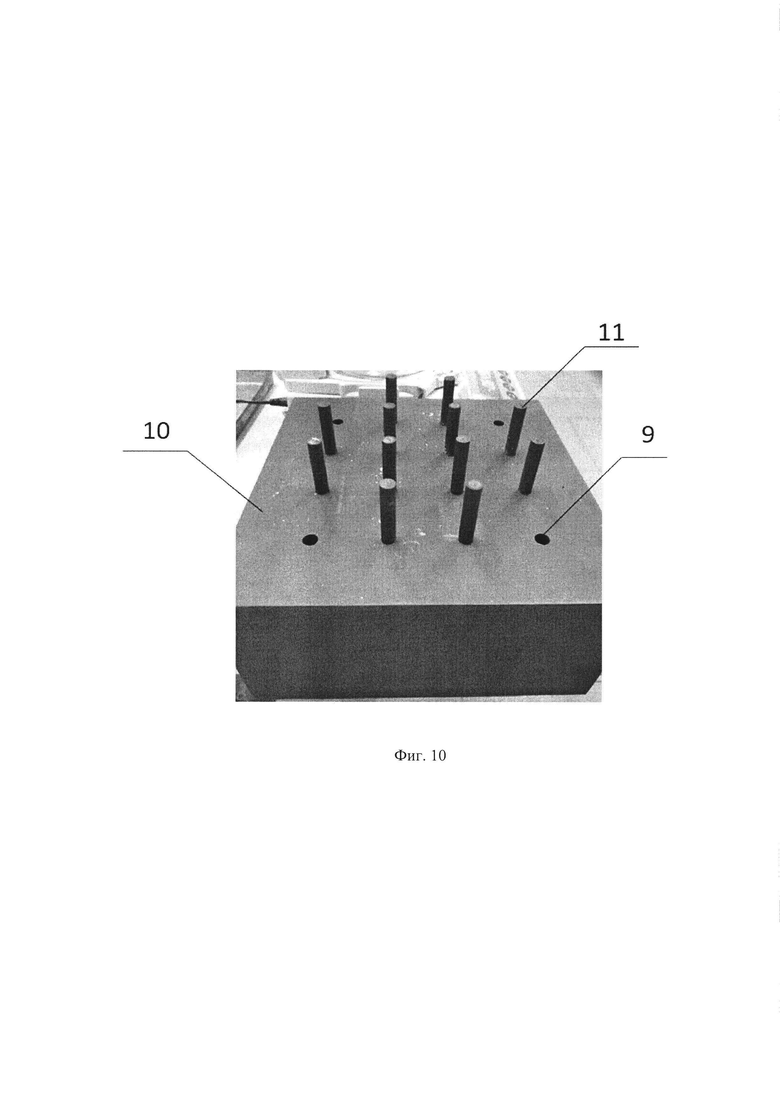
На фиг. 10 показан внешний вид матрицы с ячейками и верхними пуансонами, где 9 - ячейки, 10 - матрица, 11 - верхние пуансоны.
На фиг. 11 показана диаграмма состояния системы Al2O3-Y2O3.
На фиг. 12 показана фотография размещения образцов в печи.
Далее приведены примеры осуществления изобретения.
Пример 1 - торцевая заглушка для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора по первому варианту.
Торцевая заглушка, предназначенная для соединения с оболочкой 8 твэла, выполнена на основе карбида кремния β-модификации и состоит из двух частей в виде двух соосных цилиндров различных диаметров - первой части 1 и второй части 2, фиг. 1 и 4. Оболочка твэла на фиг. 4 для наглядности условно изображена прозрачной.
Вторая часть 2 торцевой заглушки выполнена с возможностью размещения внутри оболочки твэла 8, первая часть 1 - буртик в виде цилиндра большего диаметра -хвостовика - выполнена с возможностью расположения за пределами оболочки 8 твэла.
Внутренний диаметр оболочки твэла 8 равен 7,72 мм, внешний диаметр составляет 9,1 мм. Высота второй части 2 торцевой заглушки в зоне соединения равна b2=10 мм, длина первой части 1 торцевой заглушки равна b1=7 мм. Диаметр второй части 2 торцевой заглушки d1 выполнен на 0,06 мм меньше внутреннего диаметра оболочки твэла для закладки припоя в виде пасты и равен 7,66 мм, а диаметр первой части 1 торцевой заглушки D равен внешнему диаметру оболочки твэла 9,1 мм.
Диаметр d1 второй части 2 торцевой заглушки, меньший внутреннего диаметра оболочки твэла на 0,06 мм, определяется толщиной слоя припоя в виде пасты, который необходимо нанести перед сборкой под пайку.
Припой в виде пасты наносят перед сборкой под пайку, данный капиллярный зазор является необходимым для пайки торцевой заглушки и оболочки на основе карбида кремния. На фиг. 4 показан общий вид оболочки 8 твэла с торцевой заглушкой из первой части 1 и второй части 2, причем поверхность второй части 2 торцевой заглушки является местом для размещения припоя в виде пасты.
Этот тип торцевой заглушки изготовлен в размере, подходящем к использованию в реакторе типа ВВЭР.
Пример 2 - торцевая заглушка для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора по первому варианту. Торцевая заглушка, предназначенная для соединения с оболочкой 8 твэла, выполнена на основе карбида кремния β-модификации и состоит из двух частей в виде двух соосных цилиндров различных диаметров - первой части 1 и второй части 2, фиг. 1 и 4. Оболочка твэла на фиг.4 для наглядности условно изображена прозрачной.
Вторая часть 2 торцевой заглушки выполнена с возможностью размещения внутри оболочки твэла 8, первая часть 1 - буртик в виде цилиндра большего диаметра - хвостовика - выполнена с возможностью расположения за пределами оболочки 8 твэла.
Внутренний диаметр оболочки твэла 8 равен 9,31 мм, внешний диаметр составляет 10,75 мм. Высота второй части 2 торцевой заглушки в зоне соединения равна b2=10 мм, длина первой части 1 торцевой заглушки равна b1=5 мм. Диаметр второй части 2 торцевой заглушки d1 выполнен на 0,08 мм меньше внутреннего диаметра оболочки твэла для закладки припоя в виде пасты и равен 9,23 мм, а диаметр первой части 1 торцевой заглушки D равен внешнему диаметру оболочки твэла 10,75 мм.
Диаметр d1 второй части 2 торцевой заглушки, меньший внутреннего диаметра оболочки твэла на 0,08 мм, определяется толщиной слоя припоя в виде пасты, который необходимо нанести перед сборкой под пайку.
Припой в виде пасты наносят перед сборкой под пайку, данный капиллярный зазор является необходимым для пайки торцевой заглушки и оболочки на основе карбида кремния. На фиг. 4 показан общий вид оболочки 8 твэла с торцевой заглушкой из первой части 1 и второй части 2, причем поверхность второй части 2 торцевой заглушки является местом для размещения припоя в виде пасты.
Этот тип торцевой заглушки изготовлен в размере, подходящем к использованию в реакторе типа PWR.
Пример 3 - торцевая заглушка для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора по второму варианту.
Торцевая заглушка, предназначенная для соединения с оболочкой 8 твэла, выполнена на основе карбида кремния β-модификации и состоит из двух частей в виде двух соосных цилиндров различных диаметров - первой части 3 и второй части 4, фиг. 2 и 5. Оболочка твэла на фиг. 5 для наглядности условно изображена прозрачной.
Вторая часть 4 торцевой заглушки выполнена с возможностью размещения внутри оболочки 8 твэла, первая часть 3 - буртик в виде цилиндра большего диаметра - хвостовика - выполнена с возможностью расположения за пределами оболочки 8 твэла.
Внутренний диаметр оболочки твэла 8 равен 7,72 мм, внешний диаметр составляет 9,1 мм. Высота второй части 4 торцевой заглушки в зоне соединения равна b4=15 мм, длина первой части 3 торцевой заглушки равна b3=5 мм. Диаметр второй части 4 торцевой заглушки d2 выполнен на 2 мм меньше внутреннего диаметра оболочки 8 твэла для закладки припоя в виде фольги и равен 5,72 мм, а диаметр D первой части 3 торцевой заглушки равен внешнему диаметру оболочки твэла 9,1 мм.
Диаметр d2 второй части 4 торцевой заглушки, меньший внутреннего диаметра оболочки твэла на 2 мм, определяется толщиной слоя припоя в виде фольги, который необходимо разместить перед сборкой под пайку.
Припой в виде фольги размещают перед сборкой под пайку, данный капиллярный зазор является необходимым для пайки торцевой заглушки и оболочки на основе карбида кремния. На фиг.5 показан общий вид оболочки 8 твэла с торцевой заглушкой из первой части 3 и второй части 4, причем поверхность второй части 4 торцевой заглушки является местом для размещения припоя в виде фольги.
Этот тип торцевой заглушки изготовлен в размере, подходящем к использованию в реакторе типа ВВЭР.
Пример 4 - торцевая заглушка для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора по второму варианту. Торцевая заглушка, предназначенная для соединения с оболочкой 8 твэла, выполнена на основе карбида кремния β-модификации и состоит из двух частей в виде двух соосных цилиндров различных диаметров - первой части 3 и второй части 4, фиг. 2 и 5. Оболочка твэла на фиг. 5 для наглядности условно изображена прозрачной.
Вторая часть 4 торцевой заглушки выполнена с возможностью размещения внутри оболочки 8 твэла, первая часть 3 - буртик в виде цилиндра большего диаметра - хвостовика - выполнена с возможностью расположения за пределами оболочки 8 твэла.
Внутренний диаметр оболочки твэла 8 равен 9,31 мм, внешний диаметр составляет 10,75 мм. Высота второй части 4 торцевой заглушки в зоне соединения равна b4=12 мм, длина первой части 3 торцевой заглушки равна b3=6 мм. Диаметр второй части 4 торцевой заглушки d2 выполнен на 3 мм меньше внутреннего диаметра оболочки 8 твэла для закладки припоя в виде фольги и равен 6,31 мм, а диаметр D первой части 3 торцевой заглушки равен внешнему диаметру оболочки твэла 10,75 мм.
Диаметр d2 второй части 4 торцевой заглушки, меньший внутреннего диаметра оболочки твэла на 3 мм, определяется толщиной слоя припоя в виде фольги, который необходимо разместить перед сборкой под пайку.
Припой в виде фольги размещают перед сборкой под пайку, данный капиллярный зазор является необходимым для пайки торцевой заглушки и оболочки на основе карбида кремния. На фиг. 5 показан общий вид оболочки 8 твэла с торцевой заглушкой из первой части 3 и второй части 4, причем поверхность второй части 4 торцевой заглушки является местом для размещения припоя в виде фольги.
Этот тип торцевой заглушки изготовлен в размере, подходящем к использованию в реакторе типа PWR.
Пример 5 - торцевая заглушка для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора по третьему варианту.
Торцевая заглушка, предназначенная для соединения с оболочкой 8 твэла, выполнена на основе карбида кремния β-модификации и состоит из трех частей в виде трех соосных цилиндров различных диаметров, расположенных последовательно - первой части 5, второй части 6 и третьей части 7 в виде проточки, фиг. 3 и 6. Оболочка твэла на фиг. 6 для наглядности условно изображена прозрачной.
Вторая 6 и третья 7 части торцевой заглушки выполнены с возможностью размещения внутри оболочки 8 твэла, первая часть 5 - буртик в виде цилиндра большего диаметра - хвостовика - выполнена с возможностью расположения за пределами оболочки 8 твэла.
Внутренний диаметр оболочки твэла 8 равен 7,72 мм, внешний диаметр составляет 9,1 мм. Высота второй части 6 торцевой заглушки равна b6=10 мм, длина третьей части 7 торцевой заглушки равна b7=10 мм, длина первой части 5 торцевой заглушки равна b5=3 мм.
Диаметр второй части 6 d1 выполнен на 0,06 мм меньше внутреннего диаметра оболочки твэла для закладки припоя в виде пасты и равен 7,66 мм, диаметр третьей части 7 d2 выполнен на 2 мм меньше внутреннего диаметра оболочки для закладки припоя в виде фольги и равен 5,72 мм, а диаметр первой части 5 равен внешнему диаметру оболочки твэла.
Данный вариант исполнения торцевой заглушки имеет две зоны для размещения припоя двух типов одновременно: зону с диаметром d1 длиной b6 и зону с диаметром d2 длиной b7. При этом диаметр d2<d1, т.к. в зоне торцевой заглушки с диаметром d1 длиной b6 размещается припой в виде пасты, а в зоне торцевой заглушки с диаметром d2 длиной b7 размещается припой в виде фольги.
На фиг. 6 показан общий вид оболочки 8 твэла с торцевой заглушкой из первой части 5, второй части 6 и третьей части 7, причем поверхность второй части 6 торцевой заглушки является местом для размещения припоя в виде пасты, а поверхность третьей части 7 торцевой заглушки является местом для размещения припоя в виде фольги.
Этот тип торцевой заглушки изготовлен в размере, подходящем к использованию в реакторе типа ВВЭР.
Пример 6 - торцевая заглушка для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора по третьему варианту. Торцевая заглушка, предназначенная для соединения с оболочкой 8 твэла, выполнена на основе карбида кремния β-модификации и состоит из трех частей в виде трех соосных цилиндров различных диаметров, расположенных последовательно - первой части 5, второй части 6 и третьей части 7 в виде проточки, фиг. 3 и 6. Оболочка твэла на фиг. 6 для наглядности условно изображена прозрачной.
Вторая 6 и третья 7 части торцевой заглушки выполнены с возможностью размещения внутри оболочки 8 твэла, первая часть 5 - буртик в виде цилиндра большего диаметра - хвостовика - выполнена с возможностью расположения за пределами оболочки 8 твэла.
Внутренний диаметр оболочки твэла 8 равен 9,31 мм, внешний диаметр составляет 10,75 мм. Высота второй части 6 торцевой заглушки равна b6=7 мм, длина третьей части 7 торцевой заглушки равна b7=7 мм, длина первой части 5 торцевой заглушки равна b5=4 мм.
Диаметр второй части 6 d1 выполнен на 0,08 мм меньше внутреннего диаметра оболочки твэла для закладки припоя в виде пасты и равен 9,23 мм, диаметр третьей части 7 d2 выполнен на 3 мм меньше внутреннего диаметра оболочки для закладки припоя в виде фольги и равен 6,31 мм, а диаметр первой части 5 равен внешнему диаметру оболочки твэла, и составляет 10,75 мм.
Данный вариант исполнения торцевой заглушки имеет две зоны для размещения припоя двух типов одновременно: зону с диаметром d1 длиной b6 и зону с диаметром d2 длиной b7. При этом диаметр d2<d1, т.к. в зоне торцевой заглушки с диаметром d1 длиной b6 размещается припой в виде пасты, а в зоне торцевой заглушки с диаметром d2 длиной b7 размещается припой в виде фольги.
На фиг. 6 показан общий вид оболочки 8 твэла с торцевой заглушкой из первой части 5, второй части 6 и третьей части 7, причем поверхность второй части 6 торцевой заглушки является местом для размещения припоя в виде пасты, а поверхность третьей части 7 торцевой заглушки является местом для размещения припоя в виде фольги.
Этот тип торцевой заглушки изготовлен в размере, подходящем к использованию в реакторе типа PWR.
Пример 7 - способ изготовления торцевой заглушки для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора по первому варианту.
Измельчили порошок β-модификации карбида кремния β-SiC до размеров частиц 0,95 и 5,19 мкм, добавили порошок оксида алюминия Al2O3 с размером частиц 1,52 мкм и порошок оксида иттрия Y2O3 с размером частиц 1,01 мкм.
Приготовили порошковую смесь из порошка карбида кремния β-модификации β-SiC, порошка оксида алюминия Al2O3 и порошка оксида иттрия Y2O3. Содержание веществ, масс. %: β-SiC с размером частиц 0,95 мкм - 10,59, β-SiC с размером частиц 5,19 мкм - 77,91, Al2O3 с размером частиц 1,52 мкм - 10,0, Y2O3 с размером частиц 1,01 мкм - 1,5.
Состав вышеуказанной порошковой смеси был предварительно подобран, основываясь на диаграмме состояния системы Al2O3-Y2O3 - см. фиг. 11.
После приготовления смеси порошков для равномерного их смешения использовали планетарную шаровую мельницу.
Для изготовления торцевой заглушки методом горячего прессования был выполнен прочностной расчет матрицы и пуансонов с использованием метода конечных элементов программным обеспечением «Solidworks Simulation)), в результате чего подобрали материал графит марки ПУС-1, разработали модели и изготовили матрицу 10 в виде параллелепипеда с 12 равными сквозными цилиндрическими ячейками 9 необходимой формы, а также верхние пуансоны 11 цилиндрической формы, см. фиг. 7, 8, 10.
Форма ячеек 9 матрицы соответствовала торцевой заглушке по первому варианту, раскрытому в примере 1, а именно, диаметр верхней цилиндрической части ячеек равен D=9,1 мм, высота данной части b1=7 мм. Диаметр нижней цилиндрической части ячеек равен d1=7,66 мм, что на 0,06 мм меньше внутреннего диаметра оболочки, высота данной части b2=10 мм. Верхние пуансоны 11 выполнены с учетом данных размеров. На фиг. 7 показан чертеж матрицы 10 для прессования заглушек с ячейками 9, вид сверху, на фиг. 8 показан чертеж матрицы 10 для прессования заглушек с ячейками 9, сечение А-А.
Перед непосредственным горячим прессованием матрицу и пуансоны отжигали в вакуумно-компрессионной установке, с целью удаления влаги и различных загрязнений с поверхности. Для этого матрицу и пуансоны разогревали в печи до температуры 200°С, отжигали в течение 60 минут и охлаждали до комнатной температуры со скоростью не более 50°С в час, выдерживали при комнатной температуре не менее 12 часов, при этом давление в камере печи на протяжении всего процесса поддерживалось не более 1 Па.
После остывания и выгрузки из печи матрицу 10 подготавливали к прессованию следующим образом:
- В нижней части каждой ячейки 9 матрицы размещались нижние пуансоны (на фиг. не показаны);
- Далее смесь порошков засыпали в каждую из 12 ячеек матрицы в количестве (2,5±0,002) грамма на нижние пуансоны;
- Затем над засыпкой порошка размещались верхние пуансоны 11, так что закрывали каждую ячейку 9 в верхней части матрицы 10.
Подготовленную таким образом матрицу 10 с порошком размещали в печи и выдерживали без нагрева под давлением ~ 1 Па более 12 часов. Спекание керамических заглушек проводили при температуре 1850°С в среде инертного газа - аргоне при давлении около 0,1 МПа. Режим спекания торцевых заглушек приведен в таблице 3. Схема размещения образцов в печи представлена на фиг. 12.
После спекания образцы торцевых заглушек выпрессовывали из матрицы и очищали.
Полученные образцы торцевых заглушек направили на исследование механических и теплофизических свойств. Результаты проведенных исследований показали, что изготовленные торцевые заглушки имеют высокие механические характеристики, а также хорошие теплофизические свойства, допускающие их работу в необходимых условиях.
Пример 8 - способ изготовления торцевой заглушки для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора по первому варианту.
Способ был проведен аналогично описанному в примере 7, но с использованием других размеров ячеек матрицы и верхних пуансонов, которые соответствовали торцевой заглушке по второму варианту выполнения, раскрытому в примере 3.
А именно, диаметр верхней цилиндрической части ячеек равен D=9,1 мм, высота данной части b3=5 мм. Диаметр нижней цилиндрической части ячеек равен d2=5,72 мм, что на 2 мм меньше внутреннего диаметра оболочки, высота данной части b4 =15 мм. Верхние пуансоны 11 выполнены с учетом данных размеров. На фиг. 7 показан чертеж матрицы 10 для прессования заглушек с ячейками 9, вид сверху, на фиг. 8 показан чертеж матрицы 10 для прессования заглушек с ячейками 9, сечение А-А.
Результаты проведенных исследований изготовленных торцевых заглушек показали, что они имеют высокие механические характеристики, а также хорошие теплофизические свойства, допускающие работу в необходимых условиях.
Пример 9 - способ изготовления торцевой заглушки для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора по первому варианту.
Способ был проведен аналогично описанному в примере 7, но с использованием других размеров ячеек матрицы и верхних пуансонов, которые соответствовали торцевой заглушке по третьему варианту выполнения, раскрытому в примере 5. Кроме того, горячее прессование полученной смеси порошков производили в вакуумной печи, а не среде инертного газа.
Диаметр верхней цилиндрической части ячеек равен D=9,1 мм, высота данной части b5=3 мм. Диаметр средней цилиндрической части ячеек равен d1=7,66 мм, что на 0,06 мм меньше внутреннего диаметра оболочки, высота данной части b6=10 мм. Диаметр нижней цилиндрической части ячеек равен d2=5,72 мм, что на 2 мм меньше внутреннего диаметра оболочки, высота данной части b7=10 мм. Верхние пуансоны 11 выполнены с учетом данных размеров. На фиг. 7 показан чертеж матрицы 10 для прессования заглушек с ячейками 9, вид сверху, на фиг. 9 показан чертеж матрицы 10 для прессования заглушек с ячейками 9, сечение А-А.
Результаты проведенных исследований изготовленных торцевых заглушек показали, что они имеют высокие механические характеристики, а также хорошие теплофизические свойства, допускающие работу в необходимых условиях.
Пример 10 - способ изготовления торцевой заглушки для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора по второму варианту.
Измельчили порошок β-модификации карбида кремния β-SiC до размеров частиц 0,95 и 5,19 мкм, добавили порошок оксида алюминия Al2O3 с размером частиц 1,52 мкм и порошок оксида иттрия Y2O3 с размером частиц 1,01 мкм.
Приготовили порошковую смесь из порошка карбида кремния β-модификации β-SiC, порошка оксида алюминия Al2O3 и порошка оксида иттрия Y2O3. Содержание веществ, масс. %: β-SiC с размером частиц 0,95 мкм - 10,78, β-SiC с размером частиц 5,19 мкм - 79,22, Al2O3 с размером частиц 1,52 мкм - 6,00, Y2O3 с размером частиц 1,01 мкм - 4,00.
Состав вышеуказанной порошковой смеси был предварительно подобран, основываясь на диаграмме состояния системы Al2O3-Y2O3 - см. фиг. 11.
После приготовления смеси порошков для равномерного их смешения использовали планетарную шаровую мельницу.
Для изготовления торцевой заглушки методом горячего прессования был выполнен прочностной расчет матрицы и пуансонов с использованием метода конечных элементов программным обеспечением «Solidworks Simulation)), в результате чего подобрали материал графит марки ПУС-1, разработали модели и изготовили матрицу 10 в виде параллелепипеда с 12 равными сквозными цилиндрическими ячейками 9 необходимой формы, а также верхние пуансоны 11 цилиндрической формы, см. фиг. 7, 8, 10.
Форма ячеек 9 матрицы соответствовала торцевой заглушке по первому варианту, раскрытому в примере 1, а именно, диаметр верхней цилиндрической части ячеек равен D=9,1 мм, высота данной части b1=7 мм. Диаметр нижней цилиндрической части ячеек равен d1=7,66 мм, что на 0,06 мм меньше внутреннего диаметра оболочки, высота данной части b2=10 мм. Верхние пуансоны 11 выполнены с учетом данных размеров. На фиг. 7 показан чертеж матрицы 10 для прессования заглушек с ячейками 9, вид сверху, на фиг. 8 показан чертеж матрицы 10 для прессования заглушек с ячейками 9, сечение А-А.
Перед непосредственным горячим прессованием матрицу и пуансоны отжигали в вакуумно-компрессионной установке, с целью удаления влаги и различных загрязнений с поверхности. Для этого матрицу и пуансоны разогревали в печи до температуры 200°С, отжигали в течение 60 минут и охлаждали до комнатной температуры со скоростью не более 50°С в час, выдерживали при комнатной температуре не менее 12 часов, при этом давление в камере печи на протяжении всего процесса поддерживалось не более 1 Па.
После остывания и выгрузки из печи матрицу 10 подготавливали к прессованию следующим образом:
- В нижней части каждой ячейки 9 матрицы размещались нижние пуансоны (на фиг. не показаны);
- Далее смесь порошков засыпали в каждую из 12 ячеек матрицы в количестве (2,5±0,002) грамма на нижние пуансоны;
- Затем над засыпкой порошка размещались верхние пуансоны 11, так что закрывали каждую ячейку 9 в верхней части матрицы 10. Подготовленную таким образом матрицу с порошком размещали в печи и выдерживали без нагрева под давлением ~ 1 Па более 12 часов. Спекание керамических заглушек состава 2 проводили при температуре 1850°С в среде инертного газа - аргоне при давлении около 0,1 МПа. Режимы спекания торцевых заглушек приведены в таблице 5. Схема размещения образцов в печи представлена на фиг. 12.
После спекания образцы торцевых заглушек выпрессовывали из матрицы и очищали.
Полученные образцы торцевых заглушек направили на исследование механических и теплофизических свойств. Результаты проведенных исследований показали, что изготовленные торцевые заглушки имеют высокие механические характеристики, а также хорошие теплофизические свойства, допускающие их работу в необходимых условиях.
Пример 11 - способ изготовления торцевой заглушки для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора по второму варианту.
Способ был проведен аналогично описанному в примере 10, но с использованием других размеров ячеек матрицы и верхних пуансонов, которые соответствовали торцевой заглушке по второму варианту выполнения, раскрытому в примере 3. Кроме того, горячее прессование полученной смеси порошков производили в вакуумной печи, а не среде инертного газа.
Диаметр верхней цилиндрической части ячеек равен D=9,1 мм, высота данной части b3=5 мм. Диаметр нижней цилиндрической части ячеек равен d2=5,72 мм, что на 2 мм меньше внутреннего диаметра оболочки, высота данной части b4=15 мм. Верхние пуансоны 11 выполнены с учетом данных размеров. На фиг. 7 показан чертеж матрицы 10 для прессования заглушек с ячейками 9, вид сверху, на фиг. 8 показан чертеж матрицы 10 для прессования заглушек с ячейками 9, сечение А-А.
Результаты проведенных исследований изготовленных торцевых заглушек показали, что они имеют высокие механические характеристики, а также хорошие теплофизические свойства, допускающие работу в необходимых условиях.
Пример 12 - способ изготовления торцевой заглушки для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора по второму варианту.
Способ был проведен аналогично описанному в примере 10, но с использованием других размеров ячеек матрицы и верхних пуансонов, которые соответствовали торцевой заглушке по третьему варианту выполнения, раскрытому в примере 5.
Диаметр верхней цилиндрической части ячеек равен D=9,1 мм, высота данной части b5=3 мм. Диаметр средней цилиндрической части ячеек равен d1=7,66 мм, что на 0,06 мм меньше внутреннего диаметра оболочки, высота данной части b6=10 мм. Диаметр нижней цилиндрической части ячеек равен d2=5,72 мм, что на 2 мм меньше внутреннего диаметра оболочки, высота данной части b7=10 мм. Верхние пуансоны И выполнены с учетом данных размеров. На фиг. 7 показан чертеж матрицы 10 для прессования заглушек с ячейками 9, вид сверху, на фиг. 9 показан чертеж матрицы 10 для прессования заглушек с ячейками 9, сечение А-А.
Результаты проведенных исследований изготовленных торцевых заглушек показали, что они имеют высокие механические характеристики, а также хорошие теплофизические свойства, допускающие работу в необходимых условиях.
Таким образом, разработанная конструкция торцевой заглушки и способ ее изготовления позволит герметизировать твэлы из карбида кремния, в т.ч. и под давлением инертного газа во внутреннем объеме твэла. При этом изобретение обеспечивает:
- безопасность для окружающей среды за счет отсутствия образования экологически опасных соединений,
- возможность использования разработанных торцевых заглушек в качестве альтернативной замены заглушкам, используемым в различных реакторах типа ВВЭР, ввиду их формы и размеров, подходящих для типовых конструкций,
- упрощение способа изготовления торцевой заглушки за счет сокращения стадий изготовления,
- повышение механических и теплофизических свойств торцевых заглушек за счет разработанного способа изготовления торцевых заглушек, учитывающего размеры частиц используемых веществ, параметры проводимых процедур.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ МНОГОСЛОЙНОЙ ТРУБКИ ДЛЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОЙ ЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ | 2020 |
|
RU2762000C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРМЕТНОГО СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2305334C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ДЛЯ ИССЛЕДОВАТЕЛЬСКИХ РЕАКТОРОВ (ВАРИАНТЫ) | 2009 |
|
RU2416831C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ ТРУБЧАТЫХ РЕБРИСТЫХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И МАТРИЦА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1994 |
|
RU2091872C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ДЛЯ ИССЛЕДОВАТЕЛЬСКИХ РЕАКТОРОВ И ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА НА ЕГО ОСНОВЕ (ВАРИАНТЫ) | 2003 |
|
RU2267175C2 |
| ЗАГОТОВКА СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА КЕРМЕТНОГО ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2305333C1 |
| ТАБЛЕТКА НАНОСТРУКТУРИРОВАННОГО ЯДЕРНОГО ТОПЛИВА (ВАРИАНТЫ) И ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2011 |
|
RU2467411C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ВЫСОКОТЕМПЕРАТУРНОГО ЯДЕРНОГО РЕАКТОРА | 2013 |
|
RU2539352C1 |
| ТВЭЛ ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2124767C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНОЙ КОМПОЗИЦИИ ДЛЯ ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2295165C1 |

Изобретение относится к атомной энергетике, а именно к торцевым заглушкам и способам их изготовления, и может быть использовано для изготовления торцевых заглушек на основе карбида кремния для герметизации композиционных трубчатых керамических оболочек тепловыделяющих элементов (твэлов). Повышение механических и теплофизических свойств торцевых заглушек является техническим результатом изобретения. Торцевые заглушки по трем вариантам выполнены на основе карбида кремния β-модификации. Торцевая заглушка по первому и второму вариантам состоит из двух частей в виде соосных цилиндров различных диаметров, причем диаметр части, выполненной с возможностью размещения внутри оболочки, меньше внутреннего диаметра оболочки на 0,06÷0,08 и 2÷3 мм соответственно, для закладки припоя различного типа. Торцевая заглушка по третьему варианту состоит из трех частей в виде трех последовательно расположенных соосных цилиндров различных диаметров, причем диаметр двух частей, выполненных с возможностью размещения внутри оболочки, меньше внутреннего диаметра оболочки на 0,06÷0,08 и 2÷3 мм, для закладки припоя двух типов одновременно. Способы изготовления торцевой заглушки включают приготовление порошковой смеси на основе карбида кремния, горячее прессование порошковой смеси и спекание с получением торцевой заглушки заданной формы и прессование готовой торцевой заглушки. В способе по первому варианту используют порошковую смесь, содержащую, масс.%: β-SiC с размером частиц 0,95 мкм - 10,59, β-SiC с размером частиц 5,19 мкм - 77,91, Al2O3 с размером частиц 1,52 мкм - 10,0, Y2O3 с размером частиц 1,01 мкм - остальное, горячее прессование осуществляют при температуре 1850°С, давлении 0,1 МПа и выдержке 120 мин. В способе по второму варианту используют порошковую смесь, содержащую, масс.%: β-SiC с размером частиц 0,95 мкм - 10,78, β-SiC с размером частиц 5,19 мкм - 79,22, Al2O3 с размером частиц 1,52 мкм - 6,0, Y2O3 с размером частиц 1,01 мкм - остальное, горячее прессование осуществляют при температуре 1850°С, давлении 0,1 МПа и выдержке 90 мин. Предложенное изобретение обеспечивает безопасность для окружающей среды и возможность использования разработанных торцевых заглушек в качестве альтернативной замены заглушкам, используемым в различных реакторах, Также упрощен способ изготовления торцевой заглушки. 5 н. и 6 з.п. ф-лы, 12 ил., 5 табл., 12 пр.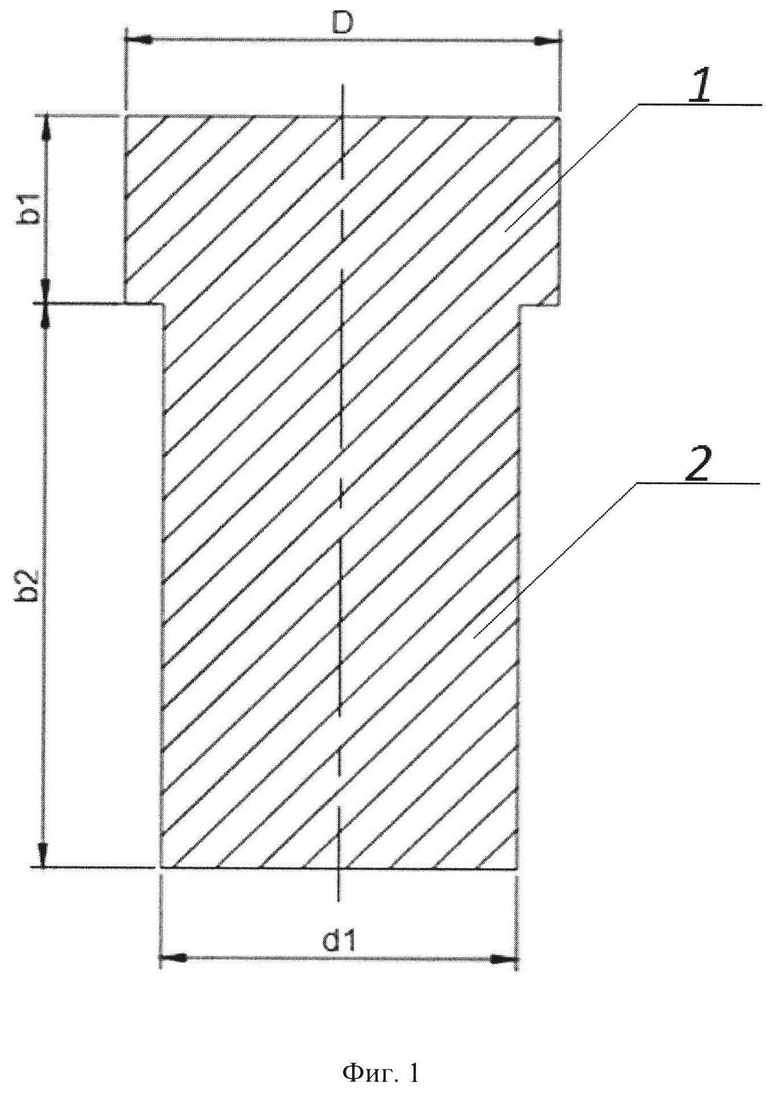
1. Торцевая заглушка для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора, выполненная на основе карбида кремния β-модификации и состоящая из двух частей в виде двух соосных цилиндров различных диаметров, при этом диаметр первой части, выполненной в виде хвостовика с возможностью установки на торец упомянутой оболочки, равен внешнему диаметру упомянутой оболочки, а диаметр второй части, выполненной с возможностью размещения внутри оболочки, на 0,06÷0,08 мм меньше внутреннего диаметра упомянутой оболочки.
2. Торцевая заглушка для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора, выполненная на основе карбида кремния β-модификации и состоящая из двух частей в виде двух соосных цилиндров различных диаметров, при этом диаметр первой части, выполненной в виде хвостовика с возможностью установки на торец упомянутой оболочки, равен внешнему диаметру упомянутой оболочки, а диаметр второй части, выполненной с возможностью размещения внутри оболочки, на 2÷3 мм меньше внутреннего диаметра упомянутой оболочки.
3. Торцевая заглушка для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора, выполненная на основе карбида кремния β-модификации и состоящая из трех частей в виде трех последовательно расположенных соосно друг другу цилиндров различных диаметров, при этом диаметр первой части, выполненной в виде хвостовика с возможностью установки на торец упомянутой оболочки, равен внешнему диаметру упомянутой оболочки, диаметр второй части, выполненной с возможностью размещения внутри оболочки, на 0,06÷0,08 мм меньше внутреннего диаметра упомянутой оболочки, а диаметр третьей части, выполненной с возможностью размещения внутри оболочки, на 2÷3 мм меньше внутреннего диаметра упомянутой оболочки.
4. Способ изготовления торцевой заглушки для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора, включающий:
приготовление порошковой смеси из порошка карбида кремния β-модификации β-SiC, порошка оксида алюминия Al2O3 и порошка оксида иттрия Y2O3, взятых в количестве, масс.%:
β-SiC с размером частиц 0,95 мкм - 10,59,
β-SiC с размером частиц 5,19 мкм - 77,91,
Al2O3 с размером частиц 1,52 мкм - 10,0,
Y2O3 с размером частиц 1,01 мкм - остальное,
горячее прессование порошковой смеси с использованием верхних и нижних пуансонов и матрицы с ячейками, форма и размеры которых соответствуют торцевой заглушке по п. 1, или 2, или 3, для чего осуществляют загрузку порошковой смеси во внутренние полости ячеек матрицы на нижние пуансоны, помещение верхних пуансонов в ячейки матрицы над порошковой смесью, выдержку без нагрева под давлением 1 Па более 12 ч, прессование порошковой смеси в ячейках матрицы с помощью верхних пуансонов и спекание при температуре 1850°С в среде инертного газа или в вакууме при давлении 0,1 МПа, при этом выдержку в режиме спекания осуществляют 120 мин,
выпрессовывание готовых торцевых заглушек из каждой ячейки матрицы.
5. Способ по п. 4, отличающийся тем, что после приготовления смеси порошков для равномерного их смешения используют планетарную шаровую мельницу.
6. Способ по п. 4, отличающийся тем, что перед горячим прессованием матрицу и пуансоны отжигают в вакуумно-компрессионной печи.
7. Способ по п. 6, отличающийся тем, что матрицу и пуансоны разогревают в вакуумно-компрессионной печи до температуры 200°С, отжигают в течение 60 минут, охлаждают до комнатной температуры со скоростью не более 50°С в час, выдерживают при комнатной температуре не менее 12 часов, при этом давление в камере вакуумно-компрессионной печи не более 1 Па.
8. Способ изготовления торцевой заглушки для герметизации композиционной трубчатой керамической оболочки тепловыделяющего элемента ядерного реактора, включающий:
приготовление порошковой смеси из порошка карбида кремния β-модификации β-SiC, порошка оксида алюминия Al2O3 и порошка оксида иттрия Y2O3, взятых в количестве, масс.%:
β-SiC с размером частиц 0,95 мкм - 10,78,
β-SiC с размером частиц 5,19 мкм - 79,22,
Al2O3 с размером частиц 1,52 мкм - 6,0,
Y2O3 с размером частиц 1,01 мкм - остальное,
горячее прессование порошковой смеси с использованием верхних и нижних пуансонов и матрицы с ячейками, форма и размеры которых соответствуют торцевой заглушке по п. 1, или 2, или 3, для чего осуществляют загрузку порошковой смеси во внутренние полости ячеек матрицы на нижние пуансоны, помещение верхних пуансонов в ячейки матрицы над порошковой смесью, выдержку без нагрева под давлением 1 Па более 12 ч, прессование порошковой смеси в ячейках матрицы с помощью верхних пуансонов и спекание при температуре 1850°С в среде инертного газа или в вакууме при давлении 0,1 МПа, при этом выдержку в режиме спекания осуществляют 90 мин,
выпрессовывание готовых торцевых заглушек из каждой ячейки матрицы.
9. Способ по п. 8, отличающийся тем, что после приготовления смеси порошков для равномерного их смешения используют планетарную шаровую мельницу.
10. Способ по п. 8, отличающийся тем, что перед горячим прессованием матрицу и пуансоны отжигают в вакуумно-компрессионной печи.
11. Способ по п. 10, отличающийся тем, что матрицу и пуансоны разогревают в вакуумно-компрессионной печи до температуры 200°С, отжигают в течение 60 минут, охлаждают до комнатной температуры со скоростью не более 50°С в час, выдерживают при комнатной температуре не менее 12 часов, при этом давление в камере вакуумно-компрессионной печи не более 1 Па.
| JP 2012233734 A, 29.11.2012 | |||
| US 2017372802 A, 28.12.2017 | |||
| JP 2019023157 A, 14.02.2019 | |||
| ТЕПЛОВАЯ МАШИНА, РЕАЛИЗУЮЩАЯ ЦИКЛ РЕЙЛИСА | 2013 |
|
RU2553090C2 |
| EP 3226247 A1, 04.10.2017 | |||
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ДЛЯ ЯДЕРНЫХ ВОДО-ВОДЯНЫХ РЕАКТОРОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2481654C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРМЕТНОГО СТЕРЖНЯ ТОПЛИВНОГО СЕРДЕЧНИКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2305334C1 |

