Изобретение относится к области машиностроения и может быть использовано для проверки качества стеклянной и пластмассовой тары на линии конвейера.
Известно устройство для ориентации предметов округлой формы, включающее несколько рабочих роликов, контактирующих с изделием и вращающихся в одном направлении. Ориентация изделия происходит в вертикальном направлении (SU №281938, В65G 47/14, опубл. 28.11.72, Бюл. №36). Устройство имеет ограниченную сферу применения, в частности для ориентации плодов.
Известно также устройство и способ проверки тары на линии конвейера, включающее подающее средство, повисающее над конвейером для отвода тары в поперечном направлении, средство упора, оптические средства для проверки тары при ее повороте во время хода вдоль указанного средства упора и разгрузочное средство для возврата тары назад на конвейер (RU №2230697, В65G 47/244, опубл. 20.06.2004, Бюл. №17). Движение тары по линейному конвейеру и в поперечном направлении для проведения проверки качества осуществляется приводными ремнями, обеспечивающими одновременный поворот изделия. Как и в случае с роликовыми транспортными системами, устройство не может обеспечить поворот изделия, имеющего нецилиндрическое сечение, например, квадратное, эллипсовидное, или изделия, имеющего конический корпус.
Известно также устройство для ориентации деталей, выбранное в качестве прототипа, содержащее роликовый конвейер с подающим участком и участком угловой ориентации деталей, выполненных в виде двух установленных на валах роликовых дорожек (SU №1548135, В65G 47/24, опубл. 07.03.90, Бюл. №9). За участком угловой ориентации расположен упор в виде горизонтально расположенного фрикционного диска. Деталь поступает на роликовые дорожки и начинает вращаться роликами. Дойдя до упора, деталь вращается фрикционным диском до входа фиксатора в отверстие детали.
Устройство позволяет проводить ориентацию путем вращения вокруг оси только круглых изделий. Фрикционный диск, осуществляющий поворот изделия и расположенный горизонтально, имеет небольшую площадь соприкосновения с деталью по вертикальной линии, что приводит к проскальзыванию изделия, особенно большого веса. Кроме того, при большой скорости движения конвейера проскальзывание может привести к затору, падению изделия с линии. Устройство также не содержит средств оптического контроля качества изделий (тары).
Задачей изобретения является расширение возможностей устройства при ориентации изделий различной формы и повышение надежности при работе на конвейере.
Устройство исключает проскальзывание изделий при их повороте вокруг оси и позволяет проводить контроль изделий при больших скоростях движения конвейера.
Для решения поставленной задачи устройство для ориентации и проверки качества изделий на линии конвейера включает подающий конвейер, механизм угловой ориентации и оптическое средство для проверки качества изделий.
На чертеже изображено предложенное устройство (вид сверху). Механизм угловой ориентации содержит приводной ролик 1 (привод не показан), натяжной ролик 2 с натяжным устройством 3, два прижимных ролика 4, два центрирующих ролика 5. Ролики 1-4 соединены между собой замкнутым гибким ремнем 8, для этого в роликах 1-4 сделаны специальные пазы. Центрирующие ролики 5 соединены между собой и жестко связаны с пневмоцилиндром 7. Пластинчатый конвейер 8 осуществляет подачу изделий, оптическое средство 9 проводит контроль изделия 10 при повороте его вокруг оси. Привод ролика 1 осуществляется шаговым двигателем для регулировки поворота изделия вокруг оси. Замкнутый гибкий ремень 6 выполнен из эластичного материала, армированного кордом с антифрикционным покрытием и различным сечением (круглое, квадратное, трапециевидное и т.д.). Ролики 1-4 и два центрирующих ролика 5 установлены на платформах с возможностью вертикального перемещения при их настройке. Кроме того, пары прижимных 4 и центрирующих роликов 5 установлены с возможностью изменения их межцентрового расстояния для регулировки при эксплуатации изделий различных диметров и формы.
Работа устройства осуществляется следующим образом. При движении по пластинчатому конвейеру 8 бутылка с цилиндрическим горлышком 10 подходит к зажимным роликам 5. По сигналу датчика пневмоцилиндр 7 зажимает банку 10 между прижимными 4 и центрирующими роликами 5. Затем подается сигнал на шаговый привод ролика 1, через гибкий ремень 6 приводятся в действие ролики 1-4 и бутылка поворачивается вокруг оси на угол 180-360°. Оптическое устройство 9, выполненное в виде видеокамеры или лазерного датчика, отслеживает качество изделия. После окончания контроля отходит пневмоцилиндр 7 с центрирующими роликами 5 и бутылка под действием натяжного устройства 3 выталкивается на центр конвейера. Далее цикл повторяется. Остановка конвейера при цикле контроля не производится.
Согласно изобретению предложенное устройство позволяет производить необходимое ориентирование изделий на конвейере на необходимый для проверки угол (0-360°). Возможно ориентирование изделий любой формы с квадратным, треугольным, эллипсовидным сечением, изделий с коническим корпусом или более сложной формы. Необходимое условие - наличие небольшого участка цилиндрической формы (например, горлышко). Охват изделия и поворот его вокруг оси проводится гибким эластичным ремнем с антифрикционным покрытием. Учитывая большой угол охвата ремнем изделия при его повороте (до 180° и более), исключается проскальзывание изделия при контроле. Возможен контроль изделий различной формы и диаметров. Скорость движения изделий по конвейеру может достигать до 300 шт./мин, при этом исключаются случаи падения изделий с конвейера и заторы.
Оптическое устройство, выполненное в виде видеокамеры или лазерного датчика, позволяет проводить поверхностный и внутренний контроль изделия (толщина стенки, цвет, трещины, пузыри, поколы и т.д.). Изделия, подвергаемые контролю, могут быть выполнены из стекла, пластмассы, дерева, металла и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И СИСТЕМА ДЛЯ ОБЕРТЫВАНИЯ БЛОКА СЕГМЕНТОВ | 2014 |
|
RU2664352C2 |
| МОТОЛЕБЕДКА | 2011 |
|
RU2489345C1 |
| СТАЦИОНАРНОЕ УСТРОЙСТВО ДЛЯ СКРЕПЛЕНИЯ ЛЕНТОЙ | 2009 |
|
RU2494022C2 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ РУЛОНА ТКАНИ | 2011 |
|
RU2471699C1 |
| Подвесной конвейер | 1990 |
|
SU1728091A1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР С ПОДВЕСНОЙ ЛЕНТОЙ | 2006 |
|
RU2299167C1 |
| ЛЕНТОЧНЫЙ КОНВЕЙЕР С ПОДВЕСНОЙ ЛЕНТОЙ | 2006 |
|
RU2308406C1 |
| Вертикальный конвейер для штучных грузов | 1983 |
|
SU1093638A1 |
| ПОДЪЕМНО-ПОВОРОТНЫЕ ВОРОТА | 2000 |
|
RU2173757C1 |
Устройство включает подающий конвейер и механизм угловой ориентации изделий (10), например бутылок, в виде приводного (1) и натяжного (2) роликов с натяжным устройством (3) и двух прижимных (4) роликов, соединенных замкнутым гибким ремнем (6), и двух центрирующих роликов (5), жестко связанных с пневмоцилиндром (7). Устройство дополнительно содержит оптическое средство (9) для проверки качества изделий при их повороте вокруг оси, выполненное в виде видеокамеры или лазерного датчика. Исключается проскальзывание изделий при их повороте вокруг оси, обеспечивается возможность проводить контроль изделий при больших скоростях движения конвейера, повышается надежность устройства. 1 з.п. ф-лы, 1 ил.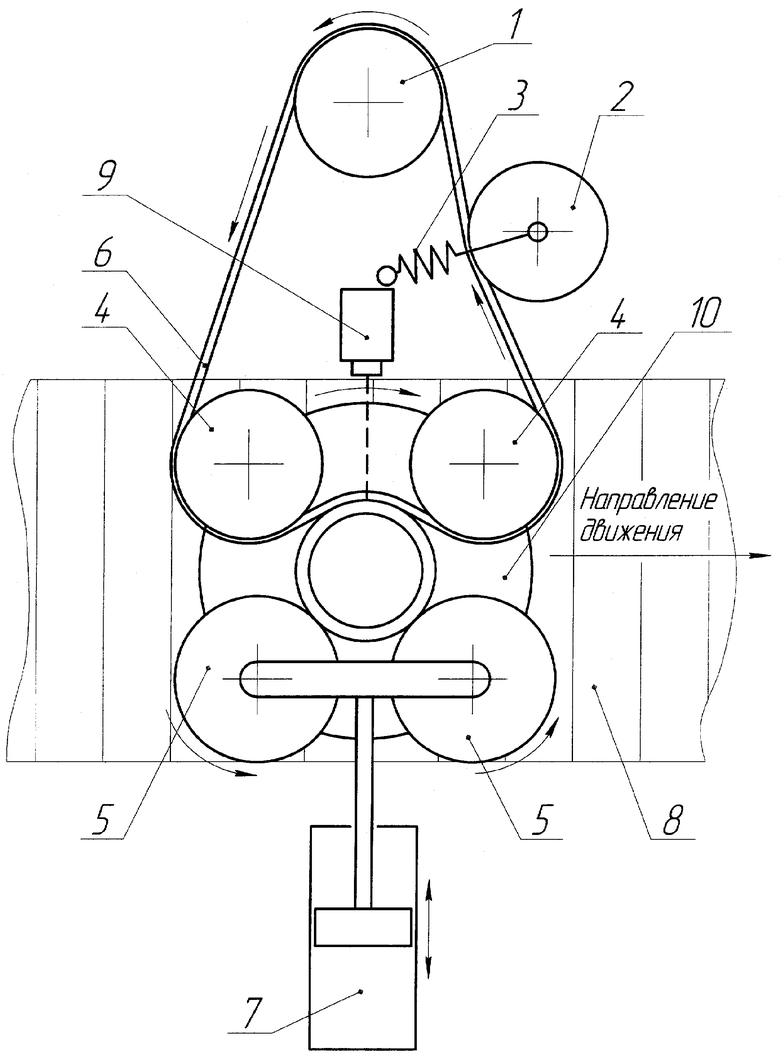
| УСТРОЙСТВО И СПОСОБ ПРОВЕРКИ ТАРЫ НА ЛИНИИ КОНВЕЙЕРА | 1999 |
|
RU2230697C2 |
| Система и способ централизованной обработки данных с использованием генератора случайных чисел | 2014 |
|
RU2643973C2 |
| US 5624021 A1, 29.04.1997 | |||
| NL 9300313 A1, 16.09.1994 | |||
| JP 2000247430 А1, 12.09.2000. | |||

