Изобретение относится к оборудованию для шлифования плоских поверхностей с помощью бесконечных абразивных лент преимущественно в деревообрабатывающей промышленности.
Известен станок шлифовальный широколенточный, содержащий станину, конвейер с натяжным роликом конвейерной ленты, столом и приводным роликом, связанным с двигателем привода конвейера, механизм подъема, вальцовый первый и утюжковый второй шлифовальные агрегаты, каждый из которых имеет приводной двигатель, и расположенный в верхней части абразивной шлифовальной ленты натяжной валец, причем приводной двигатель первого агрегата связан с приводным контактным вальцом, а приводной двигатель второго агрегата связан гибкой передачей с двумя приводными вальцами, расположенными по сторонам утюжка, направляющая которого связана со штоком пневмоцилиндра подъема и опускания (1).
Недостатками известного станка являются низкое качество шлифования, сложность настройки и технического обслуживания, неоптимальные компоновка и кинематическая схема станка в целом и его шлифовальных агрегатов.
Известен также станок шлифовальный широколенточный, содержащий станину, конвейер с натяжным роликом конвейерной ленты, столом и приводным роликом, связанным с двигателем привода конвейера, механизм подъема верхней части станины с четырьмя опорами, в резьбовых втулках которых вертикально установлены ходовые винты, кинематически связанные гибкой передачей с двигателем подъема, а также размещенные вдоль конвейера прижимы с прижимными роликами и опорными балками, вальцовый первый и утюжковый второй шлифовальные агрегаты, каждый из которых имеет приводной двигатель, датчик крайнего положения абразивной шлифовальной ленты и расположенный в верхней части последней натяжной валец, установленный на вилке, связанной со штоком вертикально закрепленного пневмоцилиндра натяжения и со штоком пневмоцилиндра поворота в горизонтальной плоскости, причем приводной двигатель первого агрегата связан гибкой передачей с приводным контактным вальцом, установленным в эксцентриковых втулках с возможностью подъема и опускания при повороте регулировочной оси, а приводной двигатель второго агрегата связан гибкой передачей с двумя приводными вальцами, расположенными по сторонам утюжка, направляющая которого связана через рычажную систему со штоком пневмоцилиндра подъема и опускания, подключенного к пневмосистеме подачи воздуха (2).
Недостатками этого станка являются неоптимальные компоновка и кинематическая схема, связанные с выполнением перемещающейся в вертикальном направлении станины, верхним расположением приводных двигателей шлифовальных агрегатов, использованием червячных редукторов для привода каждого из ходовых винтов, а также сложность регулировки наклона натяжных вальцов в вертикальной плоскости и настройки положения контактного вальца и утюжка, большая трудоемкость технического обслуживания, недостаточные долговечность и надежность.
Технической задачей изобретения является создание экономичного, эффективного и серийнопригодного шлифовального широколенточного станка, а также расширение арсенала деревообрабатывающего оборудования.
Технический результат, обеспечивающий решение поставленной задачи, заключается в том, что достигнуто оптимальное взаимное расположение и сочетание размеров основных рабочих узлов и силовых элементов, благодаря чему снижена металло- и энергоемкость станка с одновременным повышением долговечности, точности и надежности, облегчен доступ к контрольным зонам станка, снижена трудоемкость настройки, регулировки и технического обслуживания, повышено качество выравнивания и чистового шлифования.
Сущность изобретения заключается в том, что в станке шлифовальном широколенточном, содержащем станину, конвейер с натяжным роликом конвейерной ленты, столом и приводным роликом, связанным с двигателем привода конвейера, размещенные вдоль конвейера прижимы с прижимными роликами и опорными балками, вальцовый первый и утюжковый второй шлифовальные агрегаты, каждый из которых имеет приводной двигатель, датчик крайнего положения абразивной шлифовальной ленты и расположенный в верхней части последней натяжной валец, установленный на вилке, связанной со штоком вертикально закрепленного пневмоцилиндра натяжения и со штоком пневмоцилиндра поворота в горизонтальной плоскости, причем приводной двигатель первого агрегата связан гибкой передачей с приводным контактным вальцом, установленным в эксцентриковых втулках с возможностью подъема и опускания при повороте регулировочной оси, а приводной двигатель второго агрегата связан гибкой передачей с двумя приводными вальцами, расположенными по сторонам утюжка, направляющая которого связана через рычажную систему со штоком пневмоцилиндра подъема и опускания, подключенного к пневмосистеме подачи воздуха, новым является то, что он содержит механизм подъема конвейера с четырьмя опорами, в резьбовых втулках которых вертикально установлены ходовые винты, кинематически связанные гибкой передачей с двигателем подъема, стол конвейера соединен с опорами ходовых винтов, а гибкая передача механизма подъема выполнена в виде цепной передачи, четыре звездочки которой установлены на ходовых винтах, а пятая через дополнительно установленный червячный редуктор связана с двигателем подъема, конвейер снабжен датчиком крайнего положения его ленты, пневмоцилиндром углового смещения натяжного ролика и червячным редуктором для связи приводного ролика с двигателем привода конвейера, при этом приводные двигатели первого и второго шлифовальных агрегатов размещены ниже их приводных вальцов, вилка каждого из натяжных вальцов установлена с возможностью наклона в вертикальной плоскости, первый агрегат снабжен двумя цепными передачами, звездочки которых попарно установлены на эксцентриковых втулках и на регулировочной оси, и механизмом фиксации в виде вспомогательной оси, двух установленных на ней втулок со скосами и двух толкателей, каждый из которых оперт одним концом на скос соответствующей втулки, а другим - на эксцентриковую втулку, рычажная система второго агрегата выполнена в виде поворотного вала с четырьмя установленными на нем рычагами, один из которых закреплен с возможностью взаимодействия с дополнительно установленными ограничительными упорами, другой соединен со штоком пневмоцилиндра подъема и опускания, а два - с направляющей утюжка, снабженного набором пластин, установленных с образованием полости, в которой размещена по меньшей мере одна надувная камера.
При этом первый шлифовальный агрегат выполнен с межосевым расстоянием между его вальцами, равным 4-4,6 диаметрам приводного контактного вальца, и с диаметром приводного вальца, составляющим 1,8-2 диаметра каждого приводного вальца второго шлифовального агрегата, который выполнен с приводными вальцами одинакового диаметра, с межосевым расстоянием между ними, равным 1,8-2 их диаметра, и межосевым расстоянием между натяжным и каждым из приводных вальцов, равным 7,5-8 диаметра приводного вальца.
Величина эксцентриситета наружной и внутренней поверхностей эксцентриковых втулок первого шлифовального агрегата составляет не менее 0,01 диаметра приводного вальца этого агрегата.
Шлифовальные агрегаты размещены с межосевым расстоянием между их натяжными вальцами, равным 0,55-0,65 межосевого расстояния между натяжным и приводным вальцами любого из агрегатов.
Каждый из шлифовальных агрегатов снабжен тормозным устройством, выполненным предпочтительно в виде тормозного пневмоцилиндpa и стальной ленты, соединенной одним концом со штоком этого пневмоцилиндра, жестко закрепленной другим концом и снабженной фрикционной накладкой на поверхности, взаимодействующей со шкивом гибкой передачи агрегата при его торможении.
Датчики крайнего положения шлифовальной ленты каждого из шлифовальных агрегатов выполнены в виде оптических датчиков с фотоэлементами, а датчик крайнего положения ленты конвейера выполнен в виде нажимного выключателя, установленного с возможностью переключения пневмораспределителя, подключенного к пневмоцилиндру углового смещения натяжного ролика.
Привод конвейера выполнен с вариатором или с гибкой передачей, а последняя - с многоручьевыми шкивами.
Приводной ролик конвейера выполнен обрезиненным, а его лента - прорезиненной, с протектором на тянущей поверхности.
Опорные балки прижимов снабжены восьмигранными эксцентриками, а прижим, размещенный перед первым шлифовальным агрегатом, выполнен с двумя прижимными роликами, снабженными обгонными муфтами.
Пневмоцилиндры натяжения снабжены конечными выключателями для останова шлифовального агрегата при крайних положения натяжного вальца, а вилка последнего выполнена с отверстием для шарнирного соединения с осью, дополнительно установленной на подшипниках в штоке пневмоцилиндра натяжения.
Первый шлифовальный агрегат снабжен индикатором положения контактного вальца, имеющим щуп для взаимодействия с эксцентриковой втулкой.
Утюжок второго шлифовального агрегата выполнен с двумя надувными камерами и снабжен штуцером для подвода воздуха под давлением и клапаном ограничения давления, пластина утюжка, расположенная ниже полости утюжка, оклеена мягким материалом, а вся нижняя поверхность утюжка обтянута антифрикционной лентой.
Три рычага рычажной системы второго шлифовального агрегата выполнены с пазами для соединения с направляющей утюжка и штоком пневмоцилиндра подъема и опускания.
Второй шлифовальный агрегат снабжен барабаном с двумя регулируемыми упорами и рукояткой, установленным с возможностью взаимодействия одного из этих упоров с одной стороной рычага рычажной системы.
Пневмосистема станка выполнена в виде пневмоблока подготовки воздуха с фильтром, редукционным пневмоклапаном и маслораспылителем, а также восьми двухпозиционных пневмораспределителей, четыре из которых выполнены с электромагнитами управления и снабжены глушителями, три - с ручным управлением и один с нажимным выключателем (толкателем) управления, с возвратной пружиной и глушителем, при этом один из пневмораспределителей с электромагнитом управления подключен к тормозным пневмоцилиндрам обоих шлифовальных агрегатов, а другие - к пневмоцилиндрам поворота натяжных вальцов этих агрегатов и к пневмоцилиндру подъема и опускания утюжка, соответственно, пневмораспределитель с нажимным толкателем подключен к пневмоцилиндру углового смещения натяжного ролика конвейера, а пневмораспределители с ручным управлением - к пневмоцилиндрам натяжения обоих шлифовальных агрегатов и к надувной камере утюжка, причем на входах пневмораспределителей, подключенных к тормозным пневмоцилиндрам, пневмоцилиндрам натяжения шлифовальных агрегатов, пневмоцилиндру подъема и опускания утюжка и к надувной камере последнего, дополнительно установлены редукционные пневмоклапаны, при этом к пневмоцилиндрам поворота натяжных вальцов пневмораспределители подключены через параллельно включенные пневмодроссели и обратные клапаны.
При этом пневмоцилиндры поворота натяжных вальцов выполнены с отношением диаметра поршня к диаметру штока, равным 3-3,2, а редукционные пневмоклапаны, установленные на входах пневмораспределителей первого шлифовального агрегата, выполнены с настройкой на давление, меньшее настройки редукционного пневмоклапана пневмоблока подготовки воздуха не более чем на 0,2 МПа и большее настройки редукционных пневмоклапанов, установленных на входах пневмораспределителей второго шлифовального агрегата, не менее чем на 0,05 МПа.
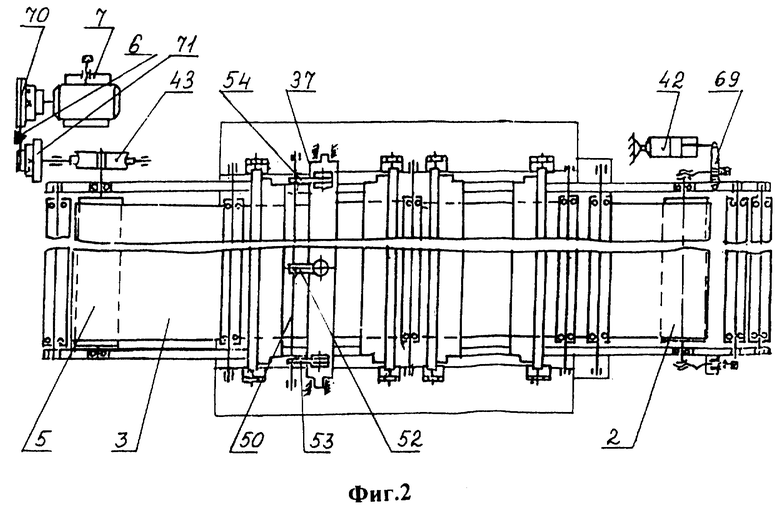
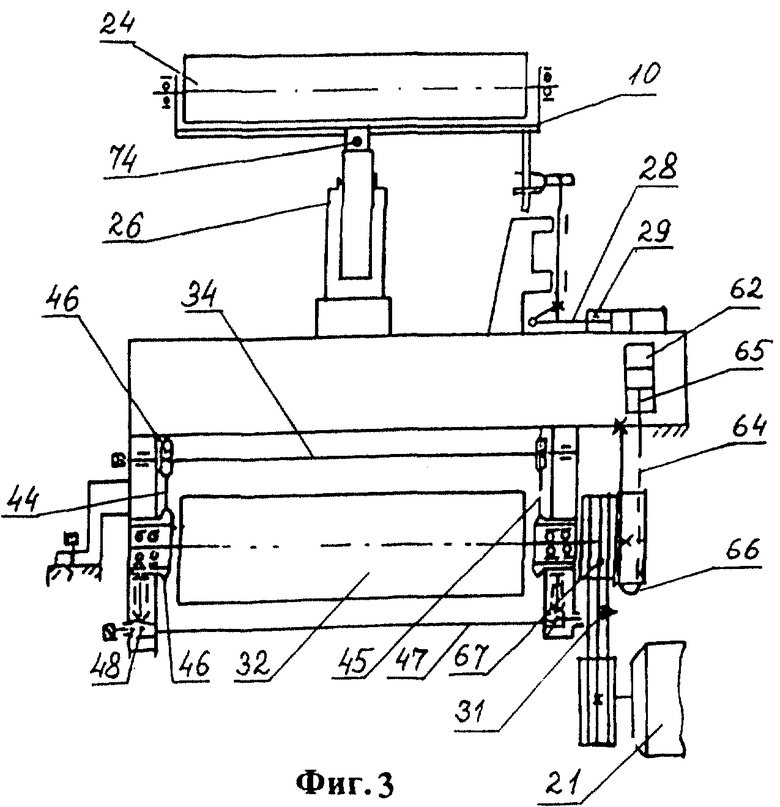
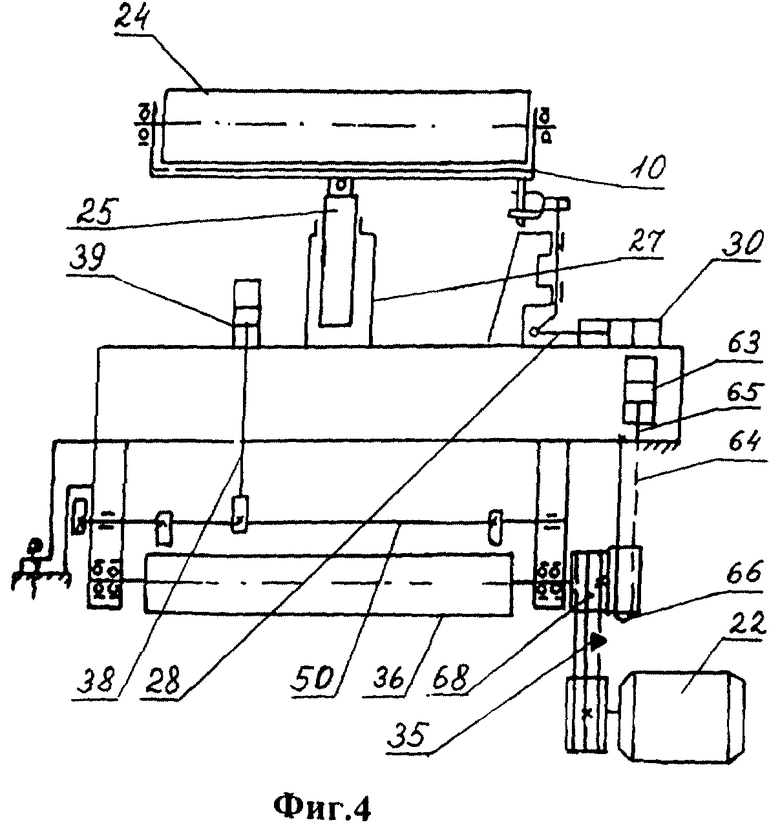
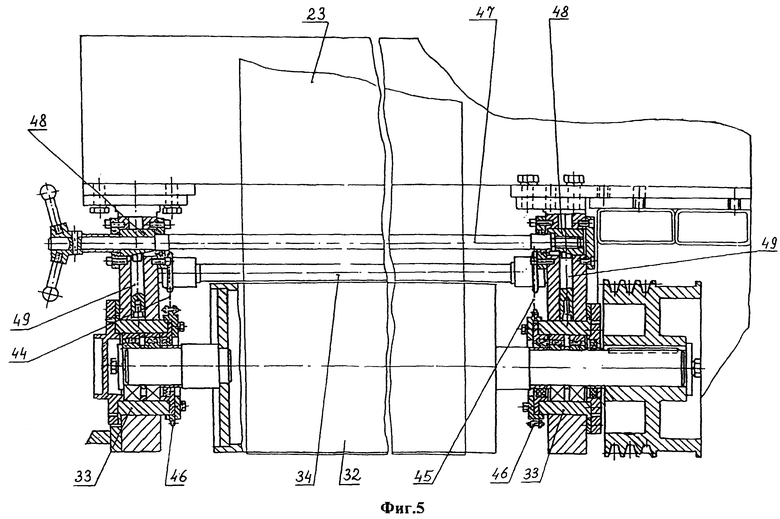
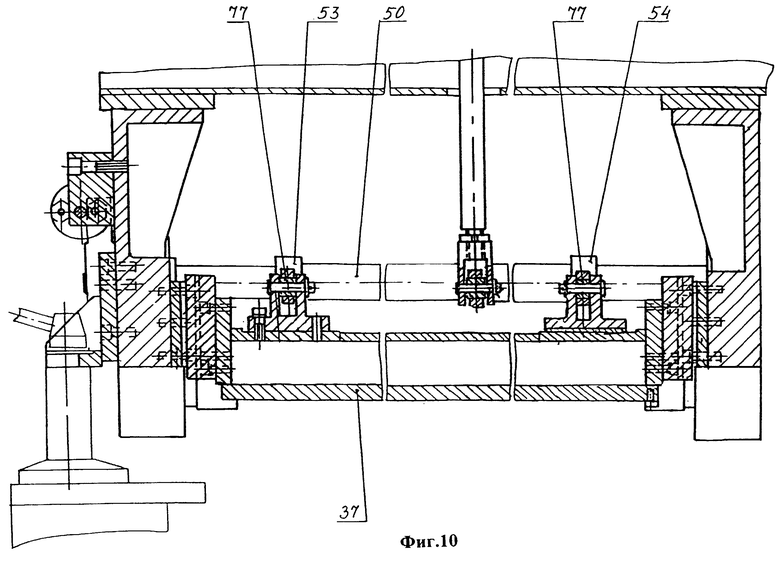
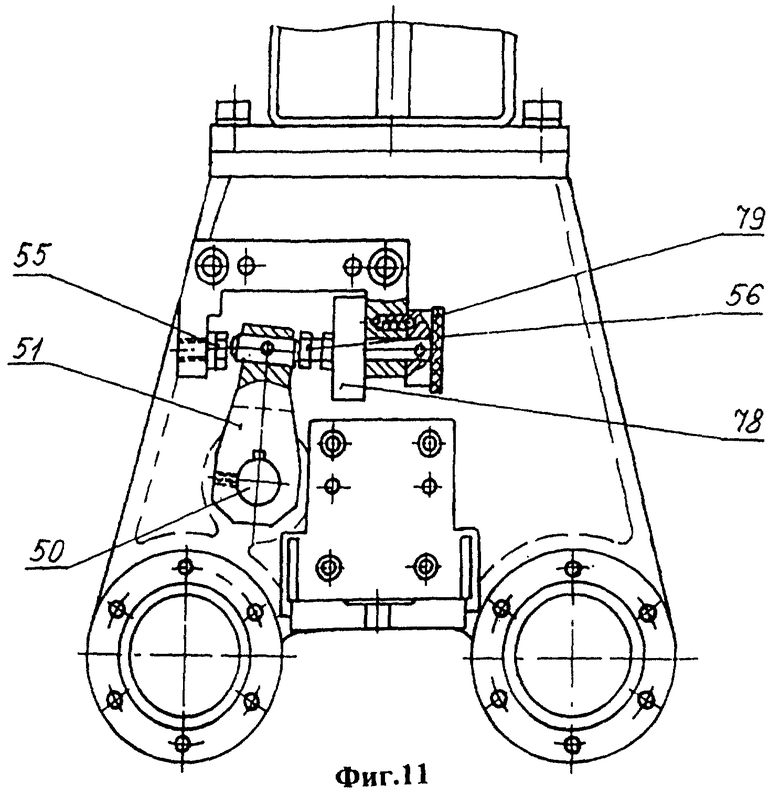
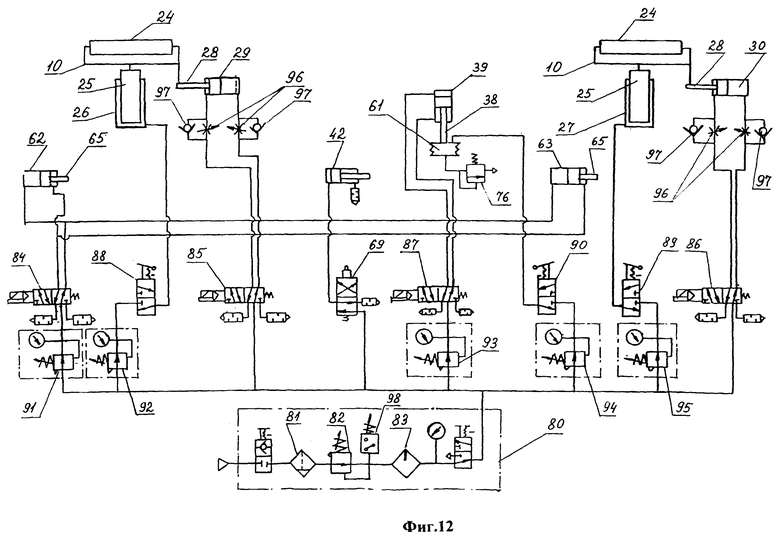
На фиг.1 изображена общая кинематическая схема шлифовального широколенточного станка, на фиг.2 - вид сверху на конвейер, на фиг.3 - схема вальцового шлифовального агрегата, на фиг.4 - схема утюжкового шлифовального агрегата, на фиг.5 - приводной контактный валец вальцового шлифовального агрегата, на фиг.6 - механизм натяжения, на фиг.7 - конструкция утюжка, на фиг.8 - приводной валец утюжкового шлифовального агрегата, на фиг.9 - разрез по штоку пневмоцилиндра подъема и опускания утюжка, на фиг.10 - разрез по направляющей утюжка, на фиг. 11 - расположение ограничительных упоров рычажной системы утюжкового шлифовального агрегата, на фиг.12 - принципиальная схема пневмосистемы станка.
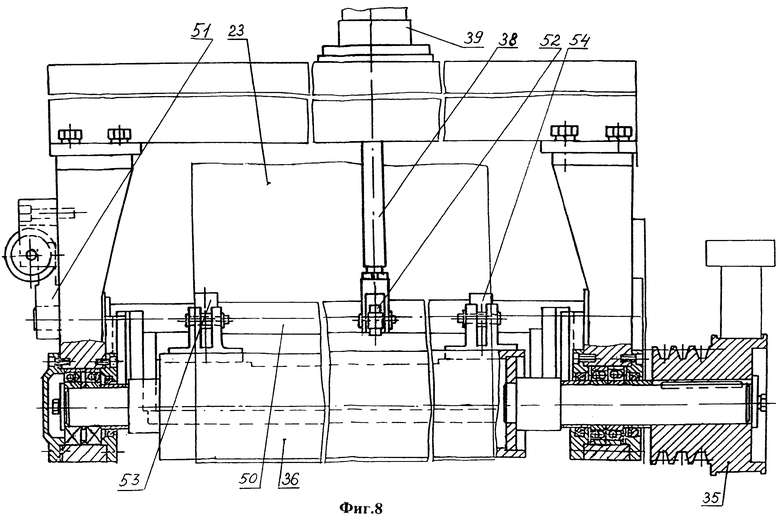
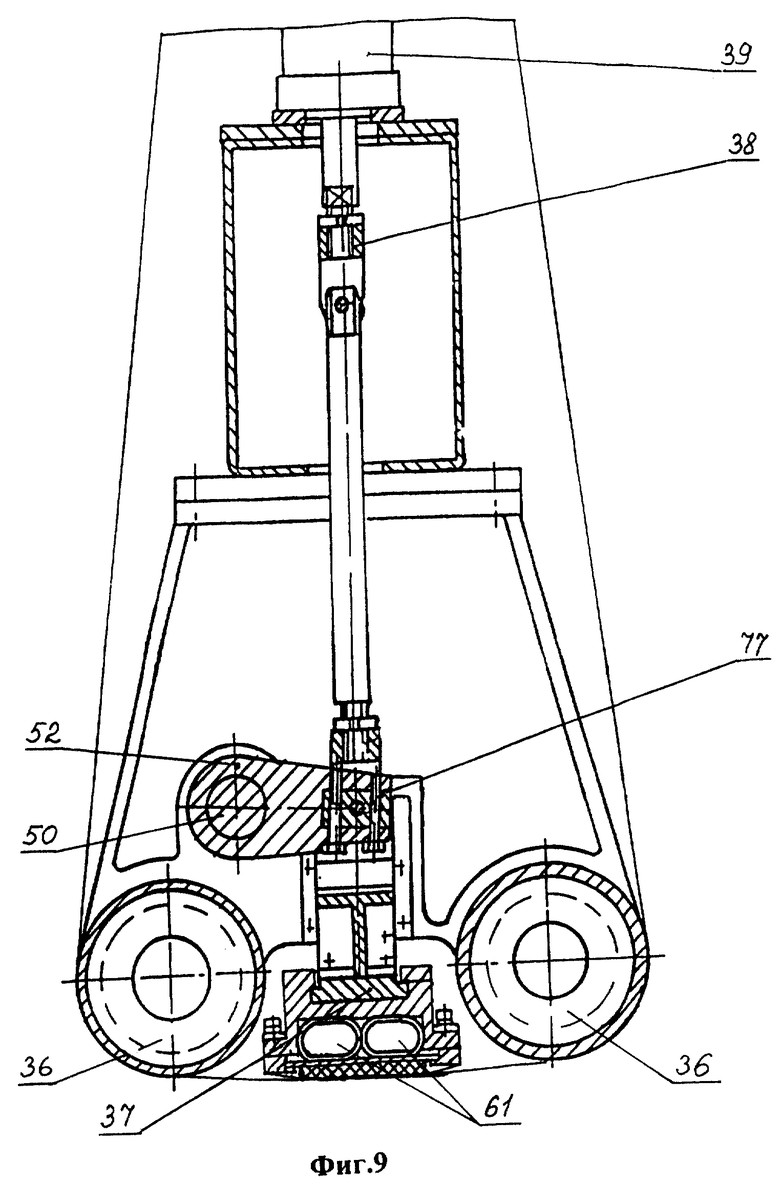
Станок шлифовальный широколенточный содержит станину 1, конвейер с натяжным роликом 2 конвейерной ленты 3, столом 4 и приводным роликом 5, связанным гибкой клиноременной передачей 6 с двигателем (электродвигателем) 7 привода конвейера, перемещающего заготовку (изделие) 8, механизм подъема конвейера с четырьмя опорами 9, в резьбовых втулках 12 которых вертикально установлены ходовые винты 13, кинематически связанные гибкой передачей 14 с двигателем (электродвигателем) 15 подъема, а также размещенные вдоль конвейера прижимы с прижимными роликами 16-19 и опорными балками 20, вальцовый первый и утюжковый второй шлифовальные агрегаты, каждый из которых имеет приводной двигатель 21, 22, соответственно, датчик (не изображен) крайнего положения абразивной шлифовальной ленты 23 и расположенный в верхней части последней натяжной валец 24, установленный на вилке 10, связанной со штоком (или, что эквивалентно, плунжером) 25 вертикально закрепленного пневмоцилиндра 26, 27 натяжения, соответственно, и со штоком 28 горизонтально установленного пневмоцилиндра 29, 30 поворота, соответственно, причем приводной двигатель (электродвигатель) 21 первого агрегата связан гибкой клиноременной передачей 31 с приводным контактным вальцом 32, установленным на подшипниках (не обозначены) в эксцентриковых втулках 33 с возможностью подъема и опускания при повороте регулировочной оси 34, а приводной двигатель (электродвигатель) 22 второго агрегата связан гибкой клиноременной передачей 35 с двумя приводными вальцами 36, расположенными по сторонам утюжка, направляющая 37 которого связана через рычажную систему со штоком 38 пневмоцилиндра 39 подъема и опускания, подключенного к пневмосистеме подачи воздуха под давлением.
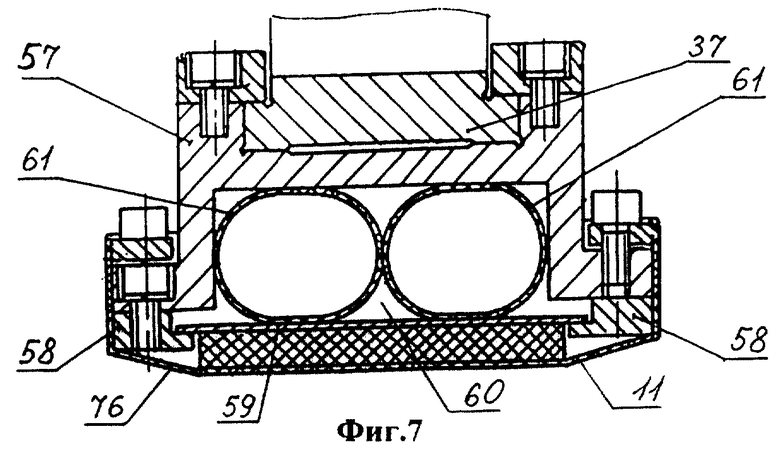
Стол 4 конвейера соединен с опорами 9 ходовых винтов 13, гибкая передача 14 механизма подъема выполнена в виде цепной передачи, четыре звездочки 40 которой установлены на ходовых винтах 13, а пятая через червячный редуктор 41 связана с двигателем 15 подъема. Конвейер снабжен датчиком крайнего положения его ленты 3, пневмоцилиндром 42 углового смещения натяжного ролика 2 и червячным редуктором 43 для связи приводного ролика 5 с гибкой передачей 6 двигателя 7 привода конвейера. При этом приводные двигатели 21, 22 первого и второго шлифовальных агрегатов размещены ниже их приводных вальцов 32, 36 в нижней части станины 1. Вилка 10 каждого из натяжных вальцов 24 установлена с возможностью наклона в вертикальной плоскости, первый агрегат снабжен двумя цепными передачами 44, 45, звездочки 46 которых попарно установлены на эксцентриковых втулках 33 и на регулировочной оси 34, и механизмом фиксации в виде вспомогательной оси 47, двух установленных на ней клиновых зажимов в виде втулок 48 со скосами и двух толкателей 49, каждый из которых оперт одним концом на скос соответствующей втулки 48, а другим - на эксцентриковую втулку 33. Рычажная система второго агрегата выполнена в виде поворотного вала 50 с четырьмя установленными на нем рычагами 51, 52, 53, 54, из которых рычаг 51 закреплен с возможностью взаимодействия с дополнительно установленными упорами 55, 56, рычаг 52 соединен со штоком 38 пневмоцилиндра 39 подъема и опускания, а рычаги 53, 54 - с направляющей 37 утюжка, на которой расположен корпус 57 утюжка, снабженного набором пластин 58, 59, установленных с образованием полости 60, в которой размещены надувные камеры 61.
Первый шлифовальный агрегат выполнен с межосевым расстоянием А между его вальцами 24, 32, равным 4-4,6 диаметра приводного контактного вальца 32. Если диаметр последнего составляет 230 мм, то А=920-1060мм.
Второй шлифовальный агрегат выполнен с приводными вальцами 36 одинакового диаметра, с межосевым расстоянием Б между ними, равным 1,8-2 их диаметра, и межосевым расстоянием В между натяжным 24 и каждым из приводных вальцов 36, равным 7,5-8 диаметра приводного вальца 36. Если диаметр последнего составляет 125 мм, то Б=220-250 мм, В=940-1000 мм.
Первый шлифовальный агрегат выполнен с диаметром приводного вальца 24, составляющим 1,8-2 диаметра каждого приводного вальца 36 второго шлифовального агрегата.
Величина эксцентриситета ε наружной и внутренней поверхностей эксцентриковых втулок 33 первого шлифовального агрегата составляет не менее 0,01 диаметра приводного вальца 32 этого агрегата, например, ε=3 мм.
Шлифовальные агрегаты размещены с межосевым расстоянием Г между их натяжными вальцами 24, равным 0,55-0,65 межосевого расстояния А или В между натяжным и приводным вальцами 24 и 32 или 36 любого из агрегатов. Г =520-690 мм.
Каждый из шлифовальных агрегатов снабжен тормозным устройством в виде тормозного пневмоцилиндра 62, 63, соответственно, и стальной ленты 64, соединенной одним концом со штоком 65 пневмоцилиндра 62 или 63, жестко закрепленной другим концом и снабженной фрикционной накладкой 66 на поверхности, взаимодействующей со шкивом 67 или 68 гибкой передачи 31, 35 соответствующего агрегата при его торможении.
Тормозные устройства могут иметь иные конструктивные исполнения.
Датчики крайнего положения шлифовальной ленты 23 каждого из шлифовальных агрегатов выполнены в виде оптических датчиков с фотоэлементами (не изображены), а датчик крайнего положения ленты 3 конвейера выполнен в виде нажимного выключателя, например, толкателя (не изображен), установленного с возможностью переключения пневмораспределителя 69, подключенного к пневмоцилиндру 42 углового смещения натяжного ролика 2. В других случаях исполнения станка могут быть применены различные виды датчиков, например, струйные.
Гибкая передача 6 конвейера выполнена с трехручьевыми шкивами 70, 71 или с вариатором (не изображен).
Приводной ролик 5 конвейера выполнен обрезиненным, а его лента 3 - прорезиненной, с протектором на тянущей поверхности.
Опорные балки 20 прижимов для настройки их положения снабжены восьмигранными эксцентриками 72, причем прижим 20, размещенный перед первым шлифовальным агрегатом, выполнен с двумя прижимными роликами 16, 17, снабженными обгонными муфтами (не изображены), допускающими движение только в сторону шлифовальных агрегатов.
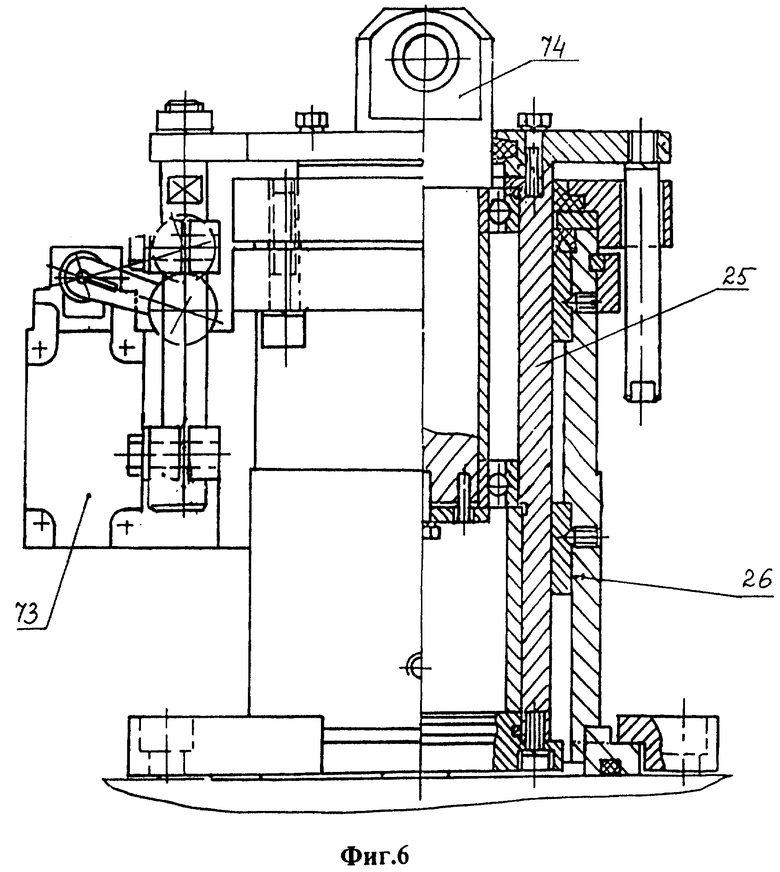
Пневмоцилиндры 26, 27 натяжения снабжены конечными выключателями 73 для останова шлифовального агрегата при крайних положениях натяжного вальца 24, а вилка 10 последнего выполнена с отверстием для шарнирного соединения с осью 74, дополнительно установленной на подшипниках (не обозначены) в штоке 25 каждого пневмоци-линдра натяжения 26 и 27.
Первый шлифовальный агрегат снабжен индикатором 75 положения контактного вальца 32, имеющим щуп (не изображен) для взаимодействия с эксцентриковой втулкой 33 (через промежуточные детали, не изображенные на чертеже).
Утюжок второго шлифовального агрегата выполнен с двумя надувными камерами 61 и снабжен штуцером (не изображен) для подвода воздуха под давлением и клапаном 76 ограничения давления в них.
Пластина 59 утюжка второго шлифовального агрегата, расположенная ниже полости 60 утюжка, оклеена мягким материалом, например, фетром, а вся нижняя поверхность утюжка, т. е. пластины 58, 59, обтянута антифрикционной лентой 11.
Рычаги 52, 53, 54 рычажной системы второго шлифовального агрегата выполнены с пазами 77 для соединения с направляющей 37 утюжка и штоком 38 пневмоцилиндра 39 подъема и опускания.
Второй шлифовальный агрегат снабжен поворотным барабаном 78 с двумя регулируемыми упорами 56 и рукояткой 79, установленным с возможностью взаимодействия одного из этих упоров 56 с одной стороной рычага 51 рычажной системы.
Пневмосистема станка выполнена в виде пневмоблока 80 подготовки воздуха с фильтром 81, редукционным пневмоклапаном 82 и маслораспылителем 83, а также восьми двухпозиционных пневмораспределителей 69, 84, 85, 86, 87, 88, 89, 90 (на фиг.12 изображены в исходном положении). Пневмораспределители 84, 85, 86, 87 выполнены с электромагнитами управления и снабжены глушителями (не обозначены), пневмораспределители 88-90 - с ручным управлением и пневмораспределитель 69 - с возвратной пружиной и глушителем (не обозначены). При этом пневмораспределитель 84 подключен к тормозньм пневмоцилиндрам 62, 63 обоих шлифовальных агрегатов, пневмораспределители 85, 86 - к пневмоцилиндрам 29, 30 поворота натяжных вальцов 24 этих агрегатов, пневмораспределитель 87 - к пневмоцилиндру 39 подъема и опускания утюжка. Пневмораспределитель 69 с нажимным выключателем (толкателем) подключен к пневмоцилиндру 42 углового смещения натяжного ролика 2 конвейера, а пневмораспределители 88-90 с ручным управлением - к пневмоцилиндрам 26, 27 натяжения обоих шлифовальных агрегатов и к надувным камерам 61 утюжка, соответственно. На входах пневмораспределителей 84, 87, 88, 89, 90, подключенных к тормозным пневмоцилиндрам 62, 63, пневмоцилиндрам 26, 27 натяжения, пневмоцилиндру 39 подъема и опускания и к надувным камерам 61, установлены редукционные пневмоклапаны 91, 92, 93, 94, 95, при этом к каждой полости пневмоцилиндров 29, 30 поворота натяжных вальцов 24 пневмораспределители 85, 86 подключены через параллельно включенные пневмодроссели 96 и обратные клапаны 97. Штоки, поршни и полости пневмоцилиндров на чертежах не обозначены.
Пневмоцилиндры 29, 30 поворота натяжных вальцов 24 выполнены с отношением диаметра поршня к диаметру штока, равным 3-3,2. При диаметре штока, равном 20 мм, диаметр поршня равен 60-66 мм.
Блок 80 снабжен реле 98 давления, настроенным на давление ниже настройки клапана 82 и выше настройки клапанов 93-95.
Редукционные пневмоклапаны 91, 92, установленные на входах пневмораспределителей 84, 88 первого шлифовального агрегата, выполнены с настройкой на давление, меньшее настройки редукционного пневмоклапана 82 пневмоблока 80 подготовки воздуха не более чем на 0,2 МПа и большее настройки редукционных пневмоклапанов 93-95, установленных на входах пневмораспределителей 87, 89, 90 второго шлифовального агрегата, не менее чем на 0,05 МПа. Давление настройки пневмоклапанов 91-95 и реле 98 контролируется по манометрам (не обозначены).
Пневмоклапан 82 настраивается на давление 0,5-0,6 МПа. Пневмоклапаны 91, 92 настраиваются на 0,4-0,5 МПа, а клапаны 93, 95 - на 0,3-0,35 МПа. Пневмоклапан 94 настраивается на 0,02-0,1 МПа. Реле 98 давления настраивается на давление 0,4 МПа. Скорость перемещения пневмоцилиндров 29 и 30 устанавливается пневмодросселями 96. Дозировка расхода масла маслораспылителя 83 осуществляется встроенным дросселем (не изображен) в количестве 3-5 капель на 1 м3 проходящего воздуха.
Станок работает следующим образом.
Заготовка 8 перемещается с лентой 3 конвейера и обрабатывается в начале первым, а затем вторым шлифовальными агрегатами. Возможна также обработка только одним из шлифовальных агрегатов.
Привод подачи ленты 3 конвейера осуществляется от электродвигателя 7 через клиноременную передачу 6 и червячный редуктор 43. Трехручьевые шкивы 70, 71 позволяют ступенчато изменять скорость подачи конвейера. В случае установки мотор-редуктора с вариатором (исполнение по спецзаказу) изменение скорости подачи осуществляется бесступенчато.
Натяжение ленты 3 конвейера производится смещением ролика 2. Для предотвращения сбега конвейерной ленты 3 один конец ролика 2 смещается на небольшой угол с помощью пневмоцилиндра 42. Управление смещением ролика 2 производится пневмораспределителем 69, расположенным у одной из кромок конвейерной ленты 3.
Установка конвейера по высоте при изменении толщины заготовки 8 производится с помощью электродвигателя 15, червячного редуктора 41, цепной передачи 14 и четырех винтов 13.
Прижим заготовки 8 к конвейеру осуществляется роликами 16-19, которые опущены несколько ниже плоскости опорных балок 20. Обгонные муфты роликов 16, 17 препятствуют обратному движению заготовки 8 в аварийных ситуациях. Выставка опорных балок 20 производится с помощью восьмигранных эксцентриков 72, расположенных по краям балок 20.
Конвейерная лента 3 удерживается на приводном и натяжном роликах 2, 5 посредством пневмораспределителя 69 и пневмоцилиндра 42. Как только кромка конвейерной ленты 3 переместит золотник пневмораспределителя 69, сжатый воздух от пневмоблока 80 подготовки воздуха через каналы пневмораспределителя 69 поступит в поршневую полость пневмоцилиндра 42. Шток последнего переместится, а следовательно и натяжной ролик 2 конвейерной ленты 3, которая начнет смещаться в противоположную сторону. Как только кромка ленты 3 освободит золотник пневмораспределителя 69, сжатый воздух из поршневой полости пневмоцилиндра 42 через каналы пневмораспределителя 69 и глушитель вытеснится в атмосферу. Шток пневмоцилиндра 42 под усилием натяжения ленты 3 переместится в исходное положение. В этом случае конвейерная лента 3 начнет повторное смещение в сторону пневмораспределителя 69. Далее описанный цикл удержания конвейерной ленты 3 на приводном и натяжном роликах 2, 5 повторяется.
Привод вращения контактного вальца 32 первого шлифовального агрегата осуществляется от электродвигателя 21 через клиноременную передачу 31. Настройка вальца 32 по высоте производится с помощью оси 34, цепных передач 44, 45 и втулок 33 до касания поверхности заготовки 8. Опускание и подъем вальца 32 происходит при синхронном повороте оси 34 и эксцентриковых втулок 33. Величину подъема и опускания показывает индикатор 75. Фиксация втулок 33 после их поворота осуществляется толкателями 49 под действием клиновых зажимов 48. Натяжной валец 24 подвешен на оси 74 для компенсации разницы длины шлифовальной ленты по краям. Натяжение ленты 23 производится плавно пневмоцилиндром 26. Натяжной валец 24 имеет возможность поворота относительно вертикальной оси. Этот поворот необходим для удержания ленты 23 от сбега и осуществляется пневмоцилиндром 29 и вилкой 10.
Контроль за положением ленты 23 производится с помощью оптического датчика, расположенного у одной из кромок ленты 23. Шлифовальная лента 23 в крайнем положении перекрывает датчик, производится поворот вальца 24 и лента 23 движется вдоль вальца 24 в обратную сторону до освобождения датчика, при этом валец 24 поворачивается в исходное положение. Шлифовальная лента 23 постоянно совершает осциллирующее движение. Частота движений и ход регулируются углом поворота вилки 10.
Утюжковый агрегат может работать в двух режимах:
- зачистка поверхности после калибровки (утюжок в нижнем положении);
- шлифовка поверхности, фанерованной тонким шпоном (утюжок автоматически опускается и поднимается в процессе прохождения заготовки через станок).
В первом случае нижняя поверхность утюжка выставляется на 0,1-0,3 мм ниже уровня опорных балок 20, во втором случае нижнее положение утюжка примерно на 2 мм ниже уровня опорных балок 20. Шлифование фанерованных щитов производится только утюжковым агрегатом, позволяющим копировать кривизну их поверхности без прошлифовок тонкого шпона.
Привод вращения нижних приводных вальцов 36 утюжкового агрегата осуществляется от электродвигателя 22 через клиноременную передачу 35. Подъем-опускание утюжка происходит с помощью пневмоцилиндра 27 через систему рычагов 52 - 54. Верхнее положение утюжка ограничивается упором 55, а нижнее - поворотным барабаном 78 с двумя настраиваемыми упорами 56. Удержание шлифовальной ленты 23 от сбега происходит аналогично вышеописанному для вальцового агрегата.
При реализации этой последовательности работы пневмосистема станка обеспечивает на первом и втором шлифовальном агрегате натяжение лент 23 пневмоцилиндрами 26, 27, поворот вальцов 24 пневмоцилиндрами 29, 30, торможение приводных вальцов 32, 36 пневмоцилиндрами 62, 63, удержание ленты 3 конвейера от недопустимого смещения пневмоцилиндром 42 и перемещение (подъем и опускание) утюжка пневмоцилиндром 39.
После установки шлифовальных лент 23 на первом и втором шлифовальном агрегатах пневмораспределители 88, 89 перемещаются в рабочие положения. В этом случае сжатый воздух от пневмоблока 80 подготовки воздуха через редукционные пневмоклапаны 92, 95, каналы пневмораспределителей 88, 89 поступят в пневмоцилиндры 26, 27, которые переместят вверх вальцы 24, в результате чего произойдет натяжение шлифовальных лент 23. Для замены шлифовальных лент 23 на первом и втором агрегатах пневмораспределители 88, 89 переводятся в противоположное положение. От массы вальцов 24 и плунжеров или штоков последние переместятся вниз в исходные положения, в результате чего шлифовальные ленты 23 освободятся от натяжения, что позволит их снять и заменить другими.
При работе шлифовальных агрегатов ленты 23 осциллируют по приводным и натяжным вальцам 32, 36, 24 за счет изменения параллельности их осей посредством пневмоцилиндров 29, 30. Кромка шлифовальной ленты 23 при ее смещении перекрывает оптический датчик, который выдает команду на включение электромагнита пневмораспределителя 85. Сжатый воздух от пневмоблока 80 подготовки воздуха через каналы пневмораспределителя 85 и обратный клапан 97 поступит в штоковую полость пневмоцилиндра 29. Сжатый воздух из поршневой полости пневмоцилиндра 29 через пневмодроссель 96, каналы пневмораспределителя 85 и глушитель вытеснится в атмосферу. Произойдет перемещение штока пневмоцилиндра 29, а следовательно, и поворот вальца 24 и, как следствие этого, обратное перемещение шлифовальной ленты 23. Как только кромка шлифовальной ленты 23 при своем смещении откроет луч фотоэлемента, последний выдаст команду на снятие электрического сигнала с электромагнита пневмораспределителя 85. Тогда сжатый воздух от пневмоблока 80 подготовки воздуха через каналы пневмораспределителя 85 и обратный клапан 97 снова поступит в поршневую полость пневмоцилиндра 29. Сжатый воздух из штоковой полости пневмоцилиндра 29 через пневмодроссель 96, каналы пневмораспределителя 85 и глушитель вытеснится в атмосферу. Произойдет обратный ход штока пневмоцилиндра 29 и, следовательно, поворот вальца 24, который заставит шлифовальную ленту 23 перемещаться в обратном направлении. Таким образом, происходит осцилляция шлифовальной ленты 23 на приводном вальце 32 и натяжном вальце 24 первого шлифовального агрегата. Аналогичное управление шлифовальной лентой 23 происходит и на втором шлифовальном агрегате посредством такого же оптического датчика, пневмораспределителя 86 и пневмоцилиндра 30.
Утюжковый шлифовальный агрегат работает в двух режимах. В первом шток 38 пневмоцилиндра 39 при шлифовании всегда находится в нижнем положении и величина прижима шлифовальной ленты 23 обеспечивается камерами (пневмомембраной) 61. Во втором случае шток 38 пневмоцилиндра 39 опускается на передний торец проходящей заготовки 8 и отводится, когда ее задний торец входит под утюжок. Когда очередная заготовка 8 передним торцом пройдет примерно 2/3 ширины утюжка, подается команда на включение электромагнита пневмораспределителя 87. Сжатый воздух от пневмоблока 80 подготовки воздуха через редукционный пневмоклапан 93 и каналы пневмораспределителя 87 поступит в поршневую полость пневмоцилиндра 39.
Сжатый воздух из штоковой полости пневмоцилиндра 39 через каналы пневмораспределителя 87 и глушитель вытеснится в атмосферу.
Произойдет опускание штока 38 пневмоцилиндра 39 в нижнее положение, а следовательно, и утюжка через шлифовальную ленту 23 на переднюю кромку проходящей заготовки 8. Как только задняя кромка заготовки 8 войдет под утюжок, дается команда на отключение электромагнита пневмораспределителя 87. Сжатый воздух от пневмоблока 80 подготовки воздуха через редукционный пневмоклапан 93, каналы пневмораспределителя 87 поступит в штоковую полость пневмоцилиндра 39. Произойдет подъем штока 38 пневмоцилиндра 39, а следовательно, и утюжка. С поступлением очередной заготовки 8 цикл работы шлифовального агрегата повторяется. Камеры 61 утюжка заполняются сжатым воздухом от пневмоблока 80 через редукционный пневмоклапан 94 и каналы пневмораспределителя 96.
В случае обрыва ленты 23 на одном из шлифовальных агрегатов подается команда на кратковременное включение электромагнита пневмораспределителя 84 и одновременно на выключение электродвигателей 21, 22. Сжатый воздух от пневмоблока 80 подготовки воздуха через редукционный пневмоклапан 91 и каналы пневмораспределителя 84 поступит в поршневые полости пневмоцилиндров 62, 63. Сжатый воздух из поршневых полостей пневмоцилиндров 62, 63 через каналы пневмораспределителя 84 и глушитель вытеснится в атмосферу. Произойдет перемещение штоков пневмоцилиццров 62, 63, а следовательно, и охват стальными лентами 64 и фрикционными накладками 66, т.е. ленточными тормозами, шкивов 67, 68 приводных вальцов 32, 36 шлифовальных агрегатов. После выдержки времени электромагнит пневмораспределителя 84 отключается. При этом сжатый воздух от пневмоблока 80 подготовки воздуха через редукционный пневмоклапан 91 и каналы пневмораспределителя 84 поступит в поршневые полости пневмоцилиндров 62, 63. Сжатый воздух из поршневых полостей пневмоцилиндров 62, 63 через каналы пневмораспределителя 84 и глушитель вытеснится в атмосферу. Произойдет возврат штоков пневмоцилиндров 62, 63 в исходное положение, а следовательно, и разжим ленточных тормозов. После замены шлифовальной ленты 23 цикл работы пневмосистемы повторяется.
В результате настоящего изобретения разработан экономичный, эффективный и серийнопригодный шлифовальный широколенточный станок, а также расширен арсенал деревообрабатывающего оборудования.
При этом достигается оптимальное взаимное расположение и сочетание размеров основных рабочих узлов и силовых элементов, благодаря чему снижена металло- и энергоемкость станка с одновременным повышением долговечности, точности и надежности, облегчен доступ к контрольным зонам станка, снижена трудоемкость настройки, регулировки и технического обслуживания, повышено качество выравнивания и чистоты шлифования.
Испытания экспериментального образца подтверждают получение указанного технического результата.
Источники информации
1. ЕП 0571343, 1993.
2. "Теория и конструкции деревообрабатывающих машин" под редакцией Маковского Н.В., Москва, "Лесная промышленность", 1990, с. 411- 413, рис.16.49 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2200087C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ ЦЕНТР | 2002 |
|
RU2212998C1 |
| ПРЕСС СРАЩИВАНИЯ ДРЕВЕСИНЫ ПО ДЛИНЕ | 2001 |
|
RU2181662C1 |
| ВАЙМА ГИДРАВЛИЧЕСКАЯ ВЕРТИКАЛЬНАЯ | 2002 |
|
RU2202469C1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1970 |
|
SU267869A1 |
| ПРЕСС ДЛЯ СКЛЕИВАНИЯ БРУСА И ЩИТА | 2002 |
|
RU2205103C1 |
| ВАГОН ШАХТНЫЙ САМОХОДНЫЙ | 2000 |
|
RU2205120C2 |
Изобретение служит для обработки плоских поверхностей преимущественно в деревообрабатывающей промышленности. Станок содержит конвейер, механизм его подъема, вальцовый и утюжковый шлифовальные агрегаты. Каждый из последних имеет датчик крайнего положения шлифовальной ленты и натяжной валец, установленный на вилке, связанной с штоком вертикально закрепленного пневмоцилиндра натяжения и с штоком пневмоцилиндра поворота. Контактный валец вальцового агрегата установлен в эксцентричных втулках. Два приводных вальца утюжкового агрегата расположены по сторонам утюжка, направляющая которого связана через рычажную систему со штоком пневмоцилиндра подъема и опускания. Приводные двигатели шлифовальных агрегатов размещены ниже их приводных вальцов. Вилка каждого из натяжных вальцов установлена с возможностью наклона в вертикальной плоскости. Рычажная система утюжкового агрегата выполнена в виде поворотного вала с четырьмя установленными на нем рычагами. Конвейер снабжен датчиком крайнего положения его ленты и пневмоцилиндром углового смещения ее натяжного ролика. Изобретение позволяет повысить долговечность, точность и надежность станка, снизить трудоемкость его настройки, регулировки и технического обслуживания. 22 з.п. ф-лы, 12 ил.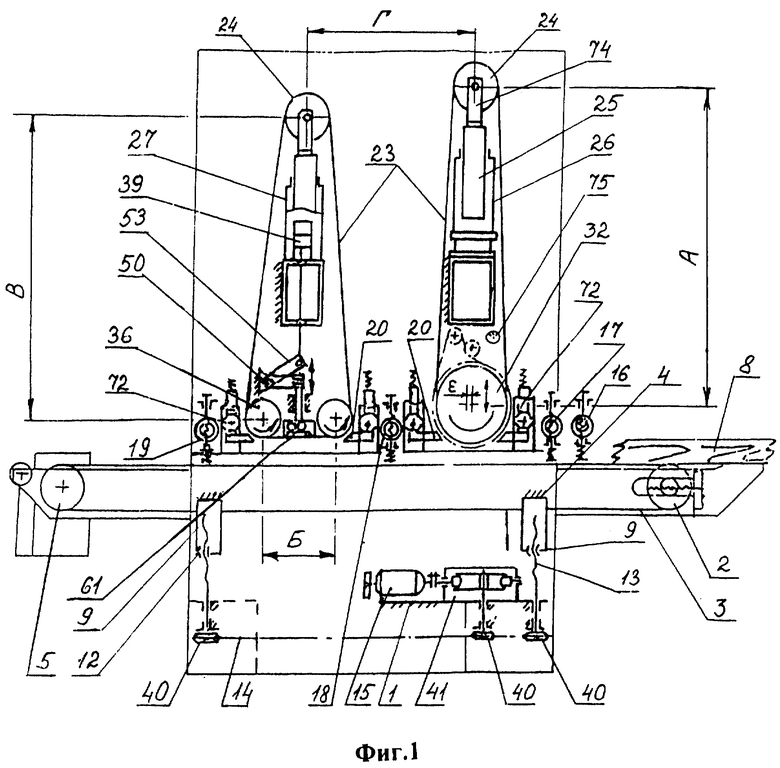
| Теория и конструкция деревообрабатывающих машин /Под ред | |||
| Н.В.Маковского | |||
| - М.: Лесная промышленность, 1990, с | |||
| Способ укрепления электродов в катодных лампах | 1923 |
|
SU411A1 |
| Устройство для ленточного шлифования | 1973 |
|
SU496163A1 |
| US 3832807, 03.09.1974 | |||
| DE 3041377 A1, 13.05.1982. | |||

