Изобретение относится к изготовлению таблеток из стеклопряжи посредством ее перемешивания. Рассматриваемая стеклопряжа может быть использована для армирования термопластов на полимерной основе, обычно известных как АТП (армированные термопласты) и известных по-французски как ТРА "thermoplastique armé". Рассматриваемыми термопластами, в частности, являются полиолефины, как, например, полиэтилен или полипропилен, полиамиды или полибутилентерефталат.
Процесс изготовления армированных термопластов с использованием рубленой стеклопряжи включает в себя стадию приготовления смеси и перемешивания термопластичного полимера и рубленой стеклопряжи в экструдере. Эту операцию выполняют при достаточно высокой температуре для достаточного расплавления полимера и для получения по возможности однородной, готовой армированной термопластичной композиции. В частности, наличие комков пряжи в термопласте обычно приводит к плохим механическим свойствам (особенно в отношении ударной вязкости) и/или к ухудшению поверхностной отделки.
В общем, экструдер выполняет следующие функции:
- разделяет на элементарные волокна (другими словами, разбивает) комки стеклопряжи,
- как можно однороднее перемешивает стеклопряжу с термопластичной матрицей,
- нагревает смесь стеклопряжи и термопласта до температуры выше температуры размягчения термопласта и затем производит экструдированный шнур из смеси стеклопряжи и термопласта, при этом указанный экструдированный шнур может быть разрезан на таблетки.
Рубленая (стеклянная) прядь обычно представляет собой пучок из многих элементарных волокон. Эти пряди образуют единое целое и могут содержать, например, от 10 до 4000 элементарных волокон. Элементарные волокна могут иметь диаметр от 5 до 24 мкм, например около 10 мкм или около 14 мкм.
Для облегчения обращения со стеклопряжей предпринимаются попытки по ее агломерации в виде комков, как, например, таблеток или гранул. Действительно, такие комки легче использовать и дозировать, чем традиционную стеклопряжу. Кроме того, эти комки имеют более высокую кажущуюся объемную плотность, и, следовательно, одна и та же масса стеклопряжи занимает меньший объем, что в равной степени целесообразно с точек зрения хранения, транспортировки и использования. Эта плотность, измеряемая с использованием стандартизированного метода ИСО 15100, должна быть достаточно высокой для обеспечения экономичных транспортных расходов, а также легкого и надежного дозирования при вводе в экструдер. Термин "плотность", используемый в этой заявке, по существу обозначает плотность, определяемую по ИСО 15100.
Комки (таблетки в случае настоящего изобретения) рубленой стеклопряжи должны быть достаточно прочными, чтобы не повреждаться при использовании. Действительно, различные механические операции (транспортировка, распаковывание, перемещение на конвейере, дозирование) могут привести к образованию «мелочи» (мелких прядей), которая делает рубленую стеклопряжу непригодной для надлежащего использования. С другой точки зрения, эта прочность не должна быть слишком большой, потому что комки должны в соответствующий момент полностью раскрываться (другими словами, разбиваться на элементарные волокна) при смешивании с термопластичными таблетками в экструдере.
В патенте США 4840755 описывается вибрационный способ незначительного уплотнения исходной пряжи и придания ей стержнеобразных форм. Ширина поступающих прядей практически одинакова с шириной покидающих прядей.
Патентный документ WO 9640595 (из той же самой группы, что и патент США 5578535) относится к композиции, которая содержит таблетки, получаемые гидратацией для достижения содержания воды от 11 до 20% и последующим перемешиванием волокон в течение, по меньшей мере, 3 минут, пока не образуются таблетки, после чего высушивают указанные таблетки. Отношение плотности таблеток к плотности исходной пряжи составляет около 1,2-1,3.
Патентный документ WO 9843920 (из той же самой группы, что и патенты США 5868982 и 5945134) относится к способу изготовления таблеток, содержащему следующие последовательные стадии: формуют пряди, содержащие некоторое количество элементарных волокон, режут пряди, наносят гидрирующий раствор на пряжу, распыляют гидрирующий раствор на пряжу при первой операции галтовки в первой зоне, пока не образуются таблетки, уплотняют таблетки, подвергая их второй операции галтовки во второй зоне. Таблетки, изготовленные таким образом, являются цилиндрическими и имеют диаметр, составляющий 20-65% их длины. Согласно этому патентному документу невозможно достигнуть достаточного уплотнения, если операции агломерации (образования таблеток), с одной стороны, и уплотнения, с другой стороны, не разделены посредством их проведения в разных аппаратах.
В патентном документе WO 0149627 описывается способ изготовления таблеток, содержащий следующие последовательные стадии, на которых формуют пряди, содержащие некоторое количество элементарных волокон, шлихтованных первым исходным веществом, рубят пряди на мелкие отрезки, наносят раствор связующего, содержащего сополимер малеинового ангидрида и другого сополимеризующегося мономера, распыляют раствор на пряжу при первой операции галтовки в первой зоне, пока не образуются таблетки, уплотняют таблетки, подвергая их второй операции галтовки, которая не является столь интенсивной, как первая операция галтовки во второй зоне. Таким образом, достигают увеличения плотности на 13-60% по сравнению с плотностью первоначальной рубленой пряжи. Наличие второй операции галтовки позволяет достигать большего уплотнения с увеличением плотности на вплоть до 60% по сравнению с плотностью используемой рубленой пряжи.
Увеличение производительности диктует применение очень интенсивных способов транспортировки (например, пневмотранспорта), и для этого увеличения производительности требуются, среди прочего, свойства очень высокой текучести для того, чтобы гарантировать высокие скорости подачи и очень точное дозирование.
Обыкновенная рубленая пряжа обычно имеет длину отрезков прядей, равную 3 или 4,5 мм, причем такая длина отрезков принята для обеспечения хорошего компромисса между прочностью и плотностью. До сих пор необходимость в таком компромиссе всегда мешала изготовителям волокон для АТП рассматривать вопрос о более длинных отрезках прядей (например, длиной 9 или 12 мм), потому что в таком случае транспорт и дозирование такой пряжи не подходили бы для обычных экструдеров. Однако такое увеличение длины было бы полезно для увеличения остаточной длины в композите и, следовательно, для улучшения механических свойств готового композита. Задачей изобретения является разработка экструдеров для экструзии профилей, которые могут содержать отрезки прядей с наибольшей возможной длиной, следовательно, дает возможность ставить вопрос об изготовлении таблеток из более длинных отрезков прядей.
Изобретение относится к способу изготовления таблеток из стеклопряжи посредством перемешивания в присутствии 10-25% воды рубленой стеклопряжи, в которой пряди покрыты шлихтой, содержащей органосилан, при этом перемешивание осуществляют достаточно долго для увеличения плотности на, по меньшей мере, 67%, используя смеситель, который в каждый момент времени придает пряже или образующимся в нем таблеткам одинаковую частоту перемешивания, а во время перемешивания стеклопряжи вводят связующее вещество (пленкообразователь) в контакт с ней, в результате чего получают окончательно образованные таблетки, которые после сушки содержат, по меньшей мере, 95 мас.% или даже, по меньшей мере, 99 мас.% стекла.
В таблетках, полученных с использованием изобретения, "элементарные волокна" плотнее упакованы, чем при простом формовании волокон с использованием фильеры. Фактор формы таблеток приводит к оптимальной плотности.
Стеклопряжу, используемую в контексте изобретения, обычно изготавливают, используя следующую последовательность стадий:
- во влажной атмосфере вытягивают элементарные волокна через фильеры из расплавленного стекла,
- покрывают элементарные волокна шлихтующей жидкостью,
- собирают элементарные волокна в пряди,
- режут пряди для образования рубленой стеклопряжи.
На этой стадии рубленая стеклопряжа является влажной. Она обычно содержит от 5 до 25 мас.% воды, например 5-15 мас.% воды. Не требуется сушка пряжи до ее подачи на стадию перемешивания согласно изобретению, потому что эта стадия в любом случае осуществляется в присутствии воды. Таким образом, в смеситель вводят любое необходимое дополнительное количество воды (в дополнение к воде, поступающей со стадии вытягивания волокна) для достижения общего содержания воды (вода со стадии вытягивания волокна, включая воду шлихты, плюс вода, добавленная в смеситель) в пределах от 10 до 25 мас.% и предпочтительно от 12 до 15 мас.% от массы, введенной в смеситель. Предпочтительно можно не вводить дополнительную воду (чтобы уменьшить загрязнение таблетирующей машины и увеличить производительность). Все, что требуется для достижения этого, так это проведение формования волокна при влажности, достаточной для обеспечения надлежащего таблетирования.
Шлихтующая жидкость содержит, по меньшей мере, один органосилан. Этот органосилан обычно содержит, по меньшей мере, одну реакционноспособную группу, способную вступать в реакцию с гидроксильными группами над поверхностью стекла, чтобы прививать модифицированный (в том, что его реакционноспособная группа вступила в реакцию и что, следовательно, он потерял часть указанной реакционноспособной группы) органосилан к поверхности элементарных волокон. Органосиланом, используемым для шлихтования, обычно является гидролизованное производное алкоксисилана, который сам обычно содержит триалкоксисилановую группу, т.е. -Si(OR)3, где R - углеводородный радикал, как, например, метиловый, этиловый, пропиловый или бутиловый радикал. Следовательно, органосиланом может быть, например, гидролизованное производное одного из следующих соединений:
- γ-аминопропилтриэтоксисилан,
- γ-глицидоксипропилтриметоксисилан.
В шлихтующем растворе органосилан обычно присутствует в количестве от 0,05 мас.% до 1 мас.% и предпочтительно от 0,2 мас.% до 0,6 мас.%. Кроме того, шлихтующий раствор может содержать другие ингредиенты, как, например, пленкообразователь, замасливатель и антистатик. Шлихтующая жидкость может быть раствором, эмульсией или суспензией.
После стадии шлихтования элементарные волокна собирают в пряди, обычно содержащие 10-4000 элементарных волокон, а затем рубят на отрезки желаемой длины. Эти две стадии (собирания в пряди и рубки на мелкие части) как таковые известны специалистам в данной области. В этом случае получают стеклопряжу, шлихтованную органосиланом. В общем, рубленая стеклопряжа содержит меньше чем 200 весовых частей на миллион (по весу) мелких прядей (содержащих от 1 элементарного волокна до 10 объединенных элементарных волокон).
Смеситель может быть любого типа, способного перемешивать смесь, содержащую рубленую пряжу, без ее повреждения каким-либо образом. Для предотвращения разбивания пряжи в образующихся таблетках перемешивание не должно быть слишком интенсивным. Перемешивание придает повторяющееся движение рубленой пряже и затем образующимся таблеткам. Частота вращения смесителя может составлять, например, от 10 до 50 об/мин.
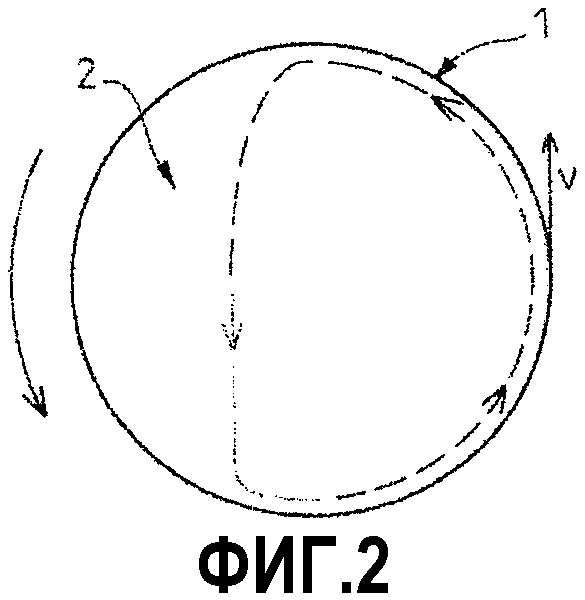
Перемешивание предпочтительно является галтовкой, означающей, что пряжа или образующиеся таблетки поднимаются вверх и падают обратно вниз, опрокидываясь, и это продолжается до тех пор, пока не будут получены желаемые таблетки. Таблетка не должна разрушаться при галтовке. Галтовку предпочитается проводить при линейной скорости пряжи или содержащих ее таблеток, составляющей от 0,2 до 1 м/с, предпочтительно 0,3-0,7 м/с и особенно около 0,5 м/с. Эта скорость перемещения является той скоростью, с которой стенка смесителя, входящая в контакт с пряжей или образующимися таблетками, перемещает их. Эта линейная скорость может быть представлена вектором, касательным к стенке, перемещающей пряжу или таблетки, как, например, вектором v на фиг.2.
Перемешивание согласно изобретению можно осуществлять за одну стадию перемешивания. Это означает, что не существует никакой необходимости прибегать к использованию двух разных смесителей, например, для начала перемешивания, с одной стороны, для конца перемешивания, с другой стороны. Следовательно, перемешивание можно выполнять в одном и том же смесителе. Кроме того, в случае использования одного смесителя не требуется образовывать разные зоны перемешивания посредством изменения, например, конфигурации смесителя с образованием разных зон, в которых образующиеся таблетки подвергаются разным режимам перемешивания. Разные режимы перемешивания могут быть, например, в виде более или менее интенсивной галтовки, т.е. галтовки при разных частотах. Следовательно, смеситель может иметь только одну единственную зону перемешивания. От начала до конца перемешивания рубленая пряжа и образованные или образующиеся таблетки могут быть подвергнуты одинаковым режимам перемешивания в смесителе, особенно после того, как частота перемешивания, например, стала постоянной. Таким образом, смеситель может быть таким, чтобы обеспечить перемешивание, особенно галтовку, частота которой является одинаковой в каждый момент времени для его всего содержимого, т.е. для рубленой пряжи или образующихся таблеток. В случае галтовки частота галтовки обычно выше, чем частота вращения смесителя (число оборотов за единицу времени), потому что, как можно видеть, в частности, на фиг.9, при одном обороте смесителя предметы в нем могут опрокидываться несколько раз. Предполагается, что смеситель приводит в движение все его содержимое с одинаковой частотой, потому что все эти предметы подвергаются одинаковым режимам перемешивания. Кроме того, смеситель может быть таким, что он приводит в движение пряжу или образующиеся таблетки с линейной скоростью, которая является постоянной от начала (со стадии ввода рубленой пряжи) до конца изготовления таблеток.
Таблетки можно непрерывно изготавливать на оборудовании, обеспечивающем перемешивание при постоянной частоте от начальной стадии ввода рубленой пряжи вплоть до конечной стадии получения готовых таблеток.
Кроме того, смеситель может содержать направляющие перегородки для образующихся таблеток для ограничивания смешивания между таблетками в только незначительно формованном состоянии и таблетками в развитом состоянии формования.
Смеситель, конкретнее галтовочный барабан, обычно вращается вокруг оси и перемешивает все находящееся в нем (от рубленой пряжи до таблеток) с одинаковой частотой. В каждый момент времени смеситель имеет только одну частоту вращения (или радиальную скорость вращения). Все, что содержит смеситель, перемешивается с одинаковой частотой, которая обычно выше, чем частота галтовки предметов внутри него.
Галтовка может осуществляться, например, в полом барабане, вращающемся вокруг своей оси вращения. Поперечное сечение барабана может быть цилиндрическим или может иметь другую подходящую форму, например многоугольную, как, например, шестиугольную форму. Ось вращения предпочтительно наклонена к горизонтали под углом в пределах от 0 до 45°. Такой барабан изображен на фиг.1. Этот барабан содержит цилиндрическую стенку 1 и торцевую стенку 2. В варианте на фиг.1 барабан является не очень глубоким (по сравнению с его диаметром) и мог быть также назван чашей. Этот барабан имеет свою ось вращения XX', образующую угол альфа с горизонталью. Этот барабан может быть выполнен для вращения вокруг своей оси вращения двигателем 3. Рубленая пряжа и другие ингредиенты смеси подлежат помещению в барабан. Как можно видеть, пряжа подвергается галтовке и следует по траектории, показанной пунктирными стрелками на фиг.2, на которой барабан, содержащий цилиндрическую стенку 1 и торцевую стенку 2, изображен на виде в направлении его оси вращения. В этом варианте можно как изменять, так и не изменять частоту галтовки во время перемешивания. Однако даже если частота изменяется во время перемешивания, то, как очевидно, в каждый момент времени частота галтовки является одинаковой для всей рубленой пряжи и таблеток, содержащихся в смесителе в то же самое время.
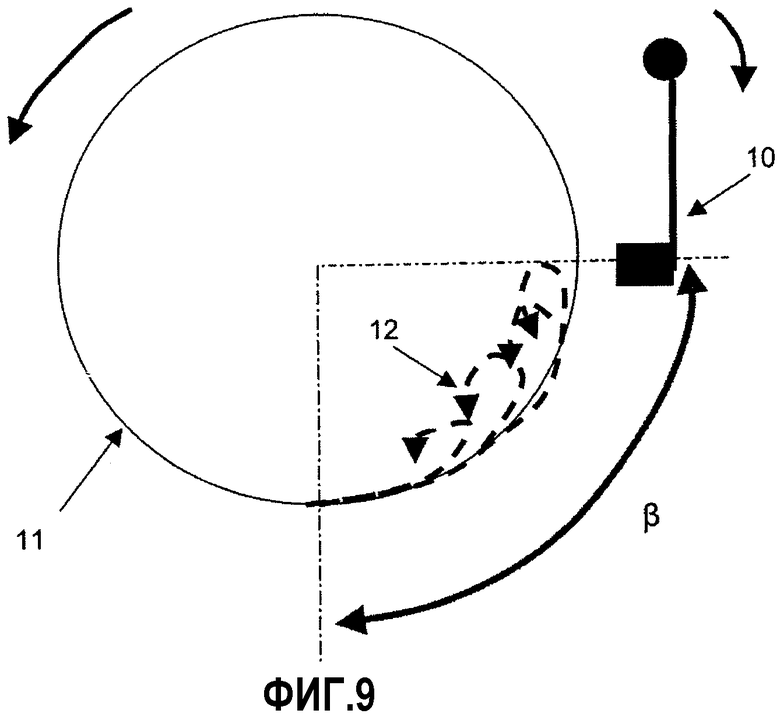
Галтовке могут способствовать удары молотка по вращающемуся галтовочному устройству (барабану или чаше). Такой вариант показан на фиг.9. Молоток 10 периодически ударяет по вращающемуся устройству 11, способствуя отделению пряжи или образующихся таблеток на внутренней поверхности устройства. Предметы 12, содержащиеся в устройстве, предпочтительно опрокидываются на части угла β около 90° между вертикальной линией и горизонтальной линией, проходящими обе через ось вращения.
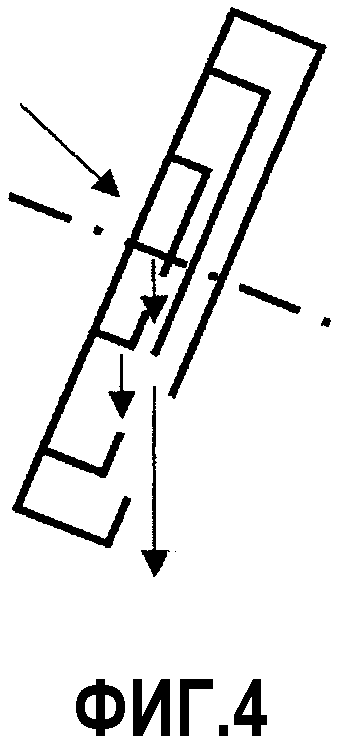
Для непрерывного промышленного процесса барабан может состоять из набора нескольких концентричных суббарабанов, установленных один над другим, при этом таблетки через отверстия проходят от одного суббарабана к другому. Такое устройство изображено на фиг.4, где стрелками показан путь таблеток. В этом варианте таблетки проходят от верхнего суббарабана к нижнему суббарабану, затрачивая определенное время пребывания в верхнем суббарабане, и так далее. Такая циркуляция благодаря лучшему разделению таблеток по их плотности дает возможность уменьшить распределение таблеток по крупности частиц. Кроме того, значительное увеличение пути перемещения дает возможность увеличить время пребывания и, следовательно, оптимизировать объем таблетирующей машины относительно массы, производимой за единицу времени. Следовательно, такой смеситель содержит направляющие перегородки для образующихся таблеток, так чтобы как можно больше избежать смешивания таблеток на ранней стадии формования с таблетками на завершающей стадии формования. Такой смеситель обеспечивает одинаковую частоту галтовки (в зависимости от частоты вращения смесителя) для поступающей рубленой пряжи и для покидающих устройство таблеток. Даже если все содержимое смесителя подвергается галтовке при одинаковой частоте, то, как оказалось, подвергающиеся галтовке предметы, однако, распределяются в данном случае по разным радиусам, а окружная скорость изменяется на каждой ступени. Следовательно, смеситель должен иметь такие размеры и действовать таким образом, чтобы галтовке предметов на больших диаметрах не препятствовала центробежная сила и чтобы предметы на малых диаметрах вращались достаточно быстро, чтобы они могли подвергаться галтовке. Следовательно, это устройство обеспечивает галтовку посредством перемешивания, при этом частота галтовки в каждый момент времени является одинаковой для рубленой пряжи (поступающей) и таблеток, включая образующиеся таблетки и покидающие устройство таблетки. В этом варианте, который может быть использован для непрерывного производства, частота галтовки обычно поддерживается постоянной. На фиг.7 и 8 показаны варианты чаши. На фиг.7 показана спиральная чаша со спиральной перегородкой, параллельной оси вращения чаши и прикрепленной к ее основанию. Образующиеся таблетки следуют по спиральному пути, определяемому перегородкой. Таблетки помещают в середину и выводят на периферии. На фиг.8 показана чаша, содержащая ряд концентричных перегородок, параллельных оси вращения указанной чаши, при этом отверстия в указанных перегородках позволяют образующимся таблеткам перемещаться из одного пространства между двумя перегородками в соседнее пространство. Это прохождение из одного пространства в следующее пространство происходит в направлении от центра к периферии.
Таким образом, перемешивание можно осуществлять в барабане, имеющем форму чаши, диаметр которой больше, чем ее глубина, при этом указанная чаша оснащена перегородками, параллельными оси вращения и увеличивающими время пребывания таблеток. Смеситель получает рубленую пряжу в центре, а таблетки покидают его на периферии чаши.
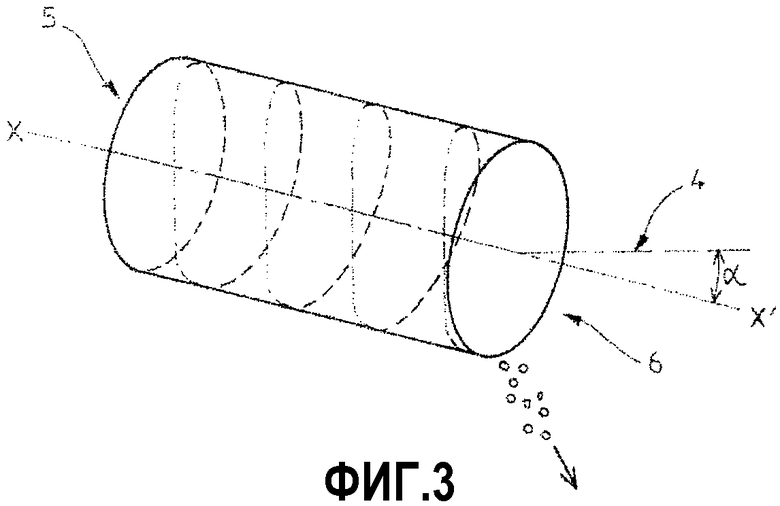
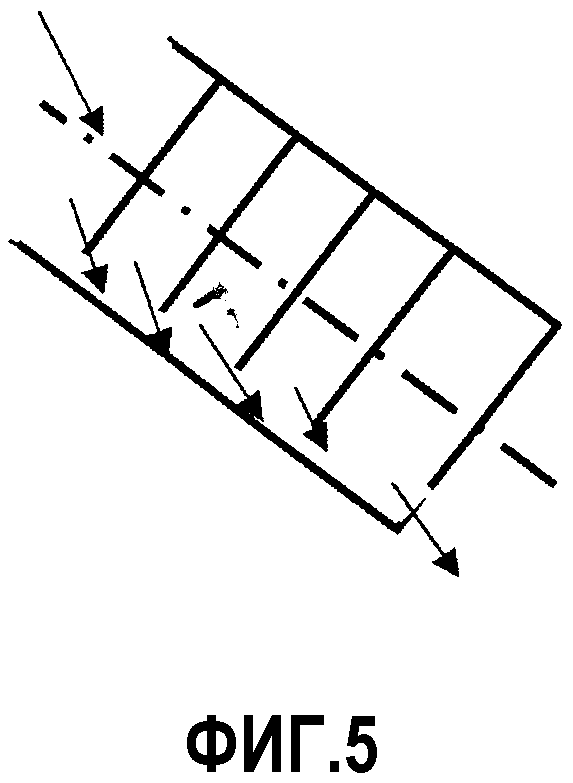
Для непрерывного промышленного процесса можно также использовать полый барабан (цилиндр, если круглое сечение барабана является круглым), ось вращения которого наклонена к горизонтали и который имеет достаточную длину для перемещения пряжи, превращаемой в таблетки, от одного конца барабана к его другому концу. Поперечное сечение, перпендикулярное его оси вращения, может быть круглым или иметь любую другую подходящую форму, например многоугольную, как, например, шестиугольную. Этот барабан может иметь небольшую величину конусности (например, 5%), будучи сходящимся или расширяющимся. Конусность определяется в процентном отношении (большой диаметр - малый диаметр)/длина по оси. Принципиальная конструкция такого барабана показана на фиг.3. Барабан наклонен под углом альфа к горизонтали 4. Рубленую пряжу загружают в барабан через одно из его отверстий 5, расположенное выше по сравнению с другим отверстием, после чего пряжа, превращаемая в гранулы, следует по пути, изображенному пунктирной линией на фиг.3, а формованные таблетки удаляют через выпускное отверстие 6, расположенное ниже по сравнению с впускным отверстием 5. Считается, что такой смеситель имеет только одну зону перемешивания, потому что от начала до конца перемешивания рубленая пряжа и образующиеся затем таблетки подвергаются одинаковым режимам перемешивания в смесителе. Барабан может также состоять из набора нескольких концентричных суббарабанов, расположенных один над другим, при этом таблетки через отверстия проходят от одного суббарабана к другому суббарабану. Такая конструкция изображена на фиг.5, на которой стрелками показан путь движения таблеток. В этом варианте таблетки проходят от верхнего суббарабана к нижнему суббарабану, затрачивая определенное время пребывания в верхнем суббарабане, и так далее. Такая циркуляция, благодаря лучшему разделению таблеток по их плотности, дает возможность уменьшить распределение таблеток по размеру частиц. Следовательно, такой смеситель содержит направляющие перегородки для образующихся таблеток для максимально возможного предотвращения смешивания таблеток на ранней стадии формования с таблетками на завершающей стадии формования. И здесь смеситель осуществляет галтовку посредством перемешивания, и частота галтовки в каждый момент времени является одинаковой для рубленой пряжи (поступающей) и таблеток, включая образующиеся таблетки и покидающие устройство таблетки. В этом случае, в общем, также поддерживается постоянная частота галтовки, и этот смеситель может быть также использован для непрерывного производства. Смесители на фиг.3 и 5 являются примерами, в которых линейная скорость, с которой приводятся в движение пряжа и таблетки, может быть постоянной на всем процессе превращения пряжи в таблетки.
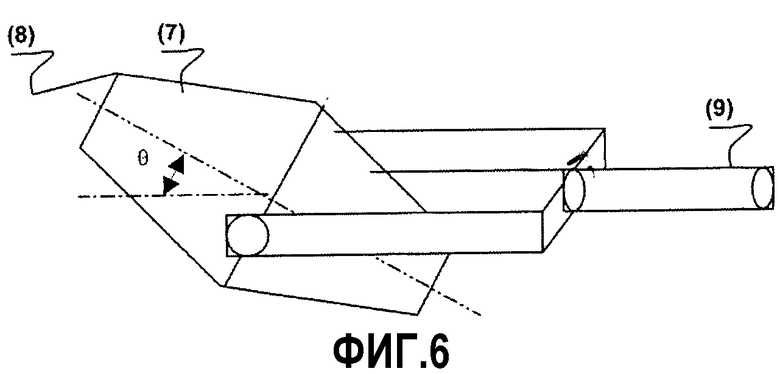
Перемешивания можно также осуществлять во вращающемся двухконусном барабане, как, например, в том, который показан на фиг.6. Двухконусный барабан (7), снабженный отверстием (8), установлен для вращения на валу (9). Ось двухконусного барабана способна принимать угол наклона θ, который может изменяться в зависимости от выполняемой операции: θ=45° при загрузке рубленой пряжей, θ=0° при добавлении воды и θ=90° при разгрузке в конце таблетирования. В качестве примера этот двухконусный барабан может работать при частоте вращения вокруг вала 9, равной 30 об/мин.
Кроме таблетирующей чаши и наклонного барабана, открытого с обоих концов, можно также использовать неподвижный барабан, в котором волокна совершают вихревое движение.
До перемешивания в смеситель вводят ингредиенты состава, подлежащего перемешиванию. Следовательно, вводят:
- рубленую шлихтованную пряжу,
- по меньшей мере, один пленкообразователь и
- воду в количестве 10-25 мас.% от общей массы указанного состава.
Рубленая шлихтованная пряжа обычно является влажной и, следовательно, уже содержит часть из 10-25% воды, необходимой для способа согласно изобретению.
Пленкообразователь и вода находятся в контакте со стеклопряжей во время перемешивания последней. Это означает, что пленкообразователь может быть введен в контакт со стеклопряжей прямо с операции формования волокон, например, во время шлихтовки посредством введения в шлихтующую жидкость или может быть позже введен в контакт со стеклопряжей независимо от стадии шлихтовки посредством его ввода отдельно в смеситель обычно до перемешивания или, возможно, во время перемешивания.
Пленкообразователь может быть, по меньшей мере, частично введен отдельно от рубленой пряжи. Однако пленкообразователь может быть также легко введен, по меньшей мере, частично одновременно с пряжей, потому что он уносится пряжей. Это, в частности, происходит тогда, когда шлихтующая жидкость содержит пленкообразователь. Весь пленкообразователь, необходимый для перемешивания, может быть введен с пряжей после его нанесения на пряжу во время шлихтовки. В этом случае не добавляют никакого дополнительного количества пленкообразователя к волокнам после стадии шлихтовки.
Пленкообразователь может присутствовать в количестве 0,3-2 мас.% от общей массы, подлежащей перемешиванию. Назначением пленкообразователя является придание рубленой пряди некоторой когезии (она удерживает вместе элементарные волокна в рубленой пряди). Однако пленкообразователь не должен препятствовать разделению элементарных волокон друг от друга при их прохождении через экструдер. Специалист в этой области техники знает, какие пленкообразователи можно использовать.
Таким образом, пленкообразователь может быть выбран из следующих соединений:
- сложного полиэфира,
- полиуретана,
- эпоксиполимера, например полимера диглицидилового эфира бисфенола А,
- эпоксиполиуретанового сополимера.
В частности, может быть использован Neoxil от DSM.
Как известно специалисту в этой области техники, пленкообразователь следует выбирать в соответствии с природой термопласта, который необходимо армировать. Для термопласта типа полиэфира, как, например, ПБТФ или ПЭТФ, можно использовать пленкообразователь эпоксидного типа, в частности, из полимера диглицидилового эфира бисфенола А (ДГЭБА). Для термопласта типа полиамида можно использовать пленкообразователь типа полиуретана.
Вода может быть, по меньшей мере, частично введена в смеситель отдельно от рубленой пряжи. Однако воду обычно также вводят, по меньшей мере, частично одновременно с пряжей, потому что она уносится пряжей после шлихтовки. В частности, рубленую пряжу обычно не высушивают до стадии перемешивания. Вся вода, необходимая для операции перемешивания, может быть также введена с пряжей после ее нанесения на пряжу, в частности, во время шлихтовки.
Если при введении пряжи в смеситель вводится не вся вода, необходимая для способа согласно изобретению, то эта вода может быть добавлена непосредственно в смеситель любыми подходящими средствами, в частности опрыскиванием/распылением или вводом водяного пара. Ввод водяного пара является предпочтительным способом добавления воды, когда воду необходимо непосредственно (без уноса пряжей) добавлять в смеситель. Это объясняется тем, что, как оказалось, использование водяного пара приводит к получению более однородных таблеток и к более высокой скорости образования таблеток.
Если воду необходимо добавлять в смеситель независимо от рубленой пряжи, то ее до ввода в смеситель можно смешивать с другим ингредиентом, например, по меньшей мере, с некоторым количеством пленкообразователя. Это целесообразно в тех случаях, когда нежелательно наносить пленкообразователь на пряжу во время стадии шлихтовки, например, по причинам токсичности, несовместимой с операцией вытяжки волокон/шлихтовки, или, с другой стороны, если пленкообразователь реагирует с другим ингредиентом в шлихтующей композиции или оказывает вредное влияние на стойкость шлихтующей эмульсии.
Следовательно, во время шлихтовки на поверхность пряжи могут наноситься некоторое количество или весь необходимый пленкообразователь и вся необходимая вода. Согласно предпочтительному варианту осуществления изобретения все необходимое количество пленкообразователя обычно вводится в жидкость, которой шлихтуют пряжу, а после шлихтовки не требуется никакого добавления пленкообразователя. Это полезно с точки зрения того, что упрощается весь способ, а также с точки зрения того, что если пленкообразователь необходимо добавлять на стадии после самой шлихтовки, например, распылением, то существуют риски, свойственные обращению с продуктом такого рода, например риски закупорки распылительных сопел. Кроме того, если во время такой стадии после шлихтовки необходимо было бы ввести некоторое количество необходимой воды в виде смеси с пленкообразователем, то было бы невозможно использовать водяной пар для этого введения.
При шлихтовке обязательно вносится, по меньшей мере, часть необходимой воды, если не вся вода. В общем, воду также вводят непосредственно в смеситель независимо от пряжи. Так как пряжа обычно содержит воду в количестве 5-15 мас.% от всей перемешиваемой массы, то воду обычно добавляют непосредственно в смеситель в количестве 5-10 мас.% от всей перемешиваемой массы, так что 10-25% и предпочтительно 12-15% всей перемешиваемой массы состоит из воды. Это - чистая вода, т.е. содержащая, по меньшей мере, 99% воды.
Таким образом, согласно предпочтительному варианту осуществления способа шлихта вносит весь пленкообразователь и, по меньшей мере, часть воды, а дополняющую вводу просто вводят непосредственно в смеситель в вышеуказанных пропорциях. Следовательно, шлихта обычно является "комплексной". Это означает, что она содержит все ингредиенты обычного шлихтующего состава для рассматриваемого применения и что обычно не требуется добавлять никакого из этих ингредиентов после шлихтовки, за исключением, возможно, воды.
Время пребывания пряжи в смесителе, необходимое для получения таблеток, обычно составляет, по меньшей мере, 2 мин, обычнее, по меньшей мере, 4 мин и еще обычнее, по меньшей мере, 8 мин, например, 10 мин. Можно перемешивать более длительный период времени, но это не нужно. Таким образом, перемешивания можно достигнуть за время менее 15 мин. Перемешивание осуществляют в течение времени, достаточного для получения желаемой плотности таблеток.
перемешивание обычно осуществляют при комнатной температуре.
предпочтительно, чтобы внутренняя поверхность смесителя была гидрофобной, абразивостойкой и достаточно скользкой относительно движущейся стеклопряжи. Такие свойства могут быть обеспечены нанесением покрытия. Это покрытие может быть выполнено из ПТФЭ или ПВДФ. Как оказалось, в случае выполнения внутренней поверхности смесителя из таких материалов движущаяся пряжа проявляет меньшую склонность к прилипанию к стенкам, что приводит к лучшей производительности. Предпочтительно, чтобы внутренняя поверхность имела подходящую шероховатость поверхности, например, с величиной Ra, равной 1,5.
Во время перемешивания рубленая пряжа собирается в комки с образованием таблеток без изменения длины отрезков прядей. Таким образом, таблетки более или менее принимают форму цилиндров, длина которых приблизительно одинакова с длиной самых длинных отрезков прядей, вводимых для начала перемешивания.
Используемая рубленая пряжа может иметь длину отрезков прядей от 1,5 до 25 мм, конкретно от 2 до 25 мм, как, например, 2-15 мм, и, конкретнее, 3 мм, 4,5 мм, 5 мм, 9 мм или 12 мм.
Можно также использовать смесь из отрезков прядей разной длины.
Кроме того, исходная рубленая пряжа может содержать «мелочь», потому что «мелочь» играет важную роль в таблетировании посредством комкования и вхождения в таблетки.
Элементарные волокна, входящие в пряди, могут иметь диаметр от 5 до 24 мкм.
Перемешивание осуществляют в течение времени, достаточного для получения таблеток желаемого диаметра или для достижения желаемого увеличения плотности. Способ согласно изобретению делает возможным изготовление таблеток, плотность которых, по меньшей мере, на 35%, 50%, 67%, 80%, 100%, 130% или даже, по меньшей мере, на 200% больше, чем плотность исходной рубленой пряжи. В общем, максимальную плотность получают в тех случаях, когда диаметр таблетки достигает величины, приблизительно равной ее длине.
Способ согласно изобретению дает возможность получать таблетки, имеющие низкую потерю при сжигании (ППЖ). Это проистекает из того, что в контексте настоящего изобретения можно использовать небольшие количества органических соединений, как, например, органосилана или пленкообразователя. Таким образом, таблетка согласно изобретению может иметь потерю при сжигании меньше чем 0,8% и даже меньше чем 0,5%, например в пределах от 0,1 до 0,55%, в частности в пределах от 0,2 до 0,4%.
Готовую таблетку можно определить как предмет, состоящий из плотно соприкасающихся, параллельных стеклянных элементарных волокон с диаметром элементарных волокон от 5 до 24 мкм, при этом эти элементарные волокна имеют одинаковый или разный номинальный диаметр. Количество элементарных волокон, содержащихся в таблетке, в частности, может быть от 50000 до 500000, в зависимости от диаметра элементарных волокон, например 360000-500000. Элементарные волокна плотно упакованы в таблетках. В нижеприведенной таблице 1 даны примеры таблеток, которые могут быть получены с использованием способа согласно изобретению.
Таблетка обычно имеет почти цилиндрическую форму, а ее приблизительный диаметр составляет 1-10 мм. В случае наличия немногих таблеток, которые являются очень крупными по сравнению с другими таблетками, можно при увеличении видеть, что они состоят из двух или трех тесно соединенных цилиндров. В случае наличия таблеток длиной, по меньшей мере, 9 мм и более цилиндр в некоторых случаях может быть слегка деформированным, а элементарные волокна не соприкасаются по всей своей длине, а смещены вдоль их оси. Это означает, что таблетки, следовательно, имеют длину, которая значительно превышает длину элементарных волокон в исходной рубленой пряже. При основной длине элементарных волокон в исходной рубленой пряже, равной 12 мм, таблетки, таким образом, могут иметь длину вплоть до 16 мм. Следовательно, эти таблетки содержат приблизительно цилиндрическую центральную часть, а основание каждого цилиндра продолжается с образованием заостренной части, как в оливе. Таким образом, при длине таблеток, по меньшей мере, 9 мм их длина может быть, по меньшей мере, на 10% больше, чем длина исходных рубленых прядей и, следовательно, длина содержащихся в них элементарных волокон.
Таблетки обычно имеют объемную плотность, по меньшей мере, на 67% больше, чем объемная плотность исходной рубленой пряжи. Они обычно имеют приблизительно такую же самую длину, как и длина указанных исходных рубленых прядей, особенно когда длина указанных таблеток меньше чем 9 мм.
Таблетки содержат шлихту, пригодную для усиления термопластов и обычно нанесенную на пряди до их рубки.
Не существует никакой необходимости образовывать полимерную оболочку вокруг таблеток для их капсулирования. Это объясняется тем, что таблетки, изготовленные согласно изобретению, после сушки являются достаточно плотными для их использования. Следовательно, после сушки они могут быть использованы для подачи в экструдер (или в любую другую подходящую машину для приготовления композиции), в который, кроме того, подается термопласт (например, полиэтилен, полипропилен, полистирол) также в виде таблеток. Так как таблетки не капсулированы, они легче разрушаются во время использования для получения композиции с термопластом.
Примеры периодического процесса таблетирования
В двухконусный смеситель, который показан на фиг.6 и который имеет внутренний объем 11,5 литра, загружают 2000 г рубленой пряжи с плотностью "денс" (см. таблицу 1). Пряди этой пряжи, содержащие приблизительно 800-4000 10-мкм элементарных волокон, были покрыты шлихтой во время вытяжки волокон с использованием накатного валика и шлихтующей жидкости, содержащей органосилан, гидролизованное производное γ-аминопропилтриэтоксисилана, имеющееся на рынке под наименованием А1100 от Crompton OSI, и пленкообразователь из полимера диглицидилового эфира бис-фенола типа А. Пряжа содержит "х" мас.% воды (см. таблицу 2). Ее потеря при сжигании (ППС) составляет "y" мас.%. Затем в виде водяного пара ("V" в таблице 2) или распылением («Р» в таблице 2) добавляют воду в количестве, необходимом для получения желаемого влагосодержания (см. таблицу 2). После закрывания крышки двухконусный смеситель устанавливают под углом θ=45° и непрерывно вращают в течение 10 минут с частотой вращения 30 об/мин.
В таблице 2 приведены основные характеристики этих примеров (рабочий режим и результаты). В этой таблице приведены:
1) основные характеристики исходной рубленой пряжи:
длина "L" отрезков прядей в мм,
плотность пряжи "Денс", измеренная по методу ИСО 15100,
содержание воды в пряже "х" в мас.%,
потеря при сжигании (ППС) "y" в мас.%,
2) способ добавления воды:
с водяным паром "V" или распылением "Р",
количество воды, добавленное в мас.% от общей массы для перемешивания,
общее содержание воды во время перемешивания,
3) характеристики готовой таблетки,
длина "L" в мм,
плотность "Денс", измеренная по методу ИСО 15100,
4) увеличение плотности таблеток по сравнению с плотностью исходной рубленой пряжи.
Примеры непрерывного процесса таблетирования
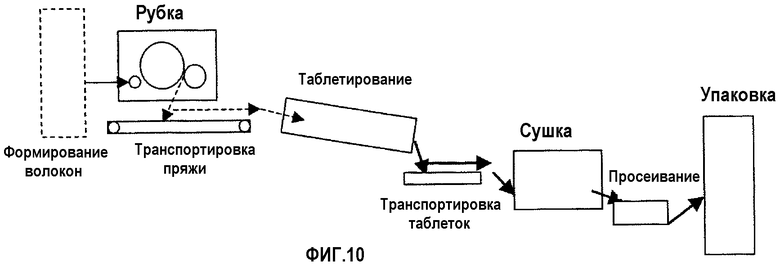
Таблетки производят с использованием устройства, изображенного на фиг.10. После вытяжки волокон, во время которой волокна покрывают шлихтой, пряди рубят и рубленую пряжу затем транспортируют к таблетирующему устройству в виде барабана, после которого таблетки транспортируют к операциям сушки и последующего просеивания, после чего упаковывают.
Условия изготовления были следующими:
Во вращающийся барабан рубленую пряжу вводят при надлежащем влагосодержании для таблетирования. Результаты приведены в таблице 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОКРЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ МАТА ИЗ РУБЛЕНЫХ ПРЯДЕЙ | 2003 |
|
RU2301858C2 |
| СПОСОБ СНИЖЕНИЯ АБРАЗИВНОГО ИЗНОСА СТЕКЛОВОЛОКОННОЙ ПРЯДИ (ВАРИАНТЫ) И СПОСОБ ПОЛУЧЕНИЯ ТКАНИ | 1999 |
|
RU2212382C2 |
| ПРОПИТАННЫЕ СТЕКЛОВОЛОКОННЫЕ ПРЯДИ И СОДЕРЖАЩИЕ ИХ ИЗДЕЛИЯ | 1999 |
|
RU2209788C2 |
| СТЕКЛОВОЛОКОННЫЕ ПРЯДИ, ПОКРЫТЫЕ ТЕПЛОПРОВОДНЫМИ НЕОРГАНИЧЕСКИМИ ЧАСТИЦАМИ, И СОДЕРЖАЩИЕ ИХ ИЗДЕЛИЯ | 1999 |
|
RU2196746C2 |
| СТЕКЛОВОЛОКОННЫЕ ПРЯДИ И СОДЕРЖАЩИЕ ИХ АРМИРОВАННЫЕ ИЗДЕЛИЯ | 2012 |
|
RU2600369C2 |
| Машина для производства штапе-лиРОВАННОй СТЕКлОпРяжи | 1978 |
|
SU793953A1 |
| ПРОКЛЕИВАЮЩАЯ КОМПОЗИЦИЯ ДЛЯ СТЕКЛОВОЛОКНА, СТЕКЛОВОЛОКНА С ЗАМАСЛИВАТЕЛЕМ И АРМИРОВАННЫЕ ИЗДЕЛИЯ, ИХ ВКЛЮЧАЮЩИЕ | 2008 |
|
RU2484114C2 |
| СПОСОБ УЛУЧШЕНИЯ КОГЕЗИОННОЙ СПОСОБНОСТИ ФИЛАМЕНТОВ РУБЛЕНОГО АРАМИДНОГО ВОЛОКНА | 2006 |
|
RU2389604C2 |
| ПРЯДЬ НА ОСНОВЕ СТЕКЛОВОЛОКНА | 2003 |
|
RU2314370C2 |
| СТЕКЛОВОЛОКОННЫЙ МАТ, СПОСОБ И ЛАМИНАТ | 2010 |
|
RU2534975C2 |

Изобретение относится к способу изготовления таблеток из стеклопряжи посредством перемешивания в присутствии 10-25 мас.% воды рубленой стеклопряжи, которая шлихтована шлихтой, содержащей органосилан. Перемешивание осуществляют в течение времени, достаточного для увеличения плотности, на, по меньшей мере, 67%, используя единственный смеситель, который в каждый момент времени придает пряже или содержащим ее образующимся таблеткам одинаковую частоту перемешивания. Во время перемешивания стеклопряжи вводят пленкообразователь в контакт с ней, в результате чего получают окончательно образованные таблетки, которые после сушки содержат, по меньшей мере, 95 мас.% стекла. Техническая задача изобретения - изготовление таблеток из более длинных отрезков прядей. 4 н. и 25 з.п. ф-лы, 10 ил., 3 табл.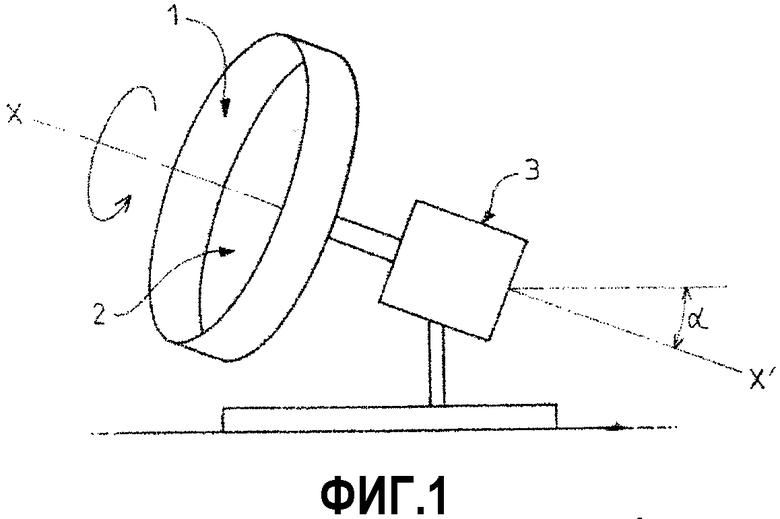
| Емкостное устройство для воспроизведения различных математических функций | 1961 |
|
SU149627A1 |
| БРИКЕТЫ ДЛЯ ПРОИЗВОДСТВА МИНЕРАЛЬНОЙ ВАТЫ, СПОСОБ ИЗГОТОВЛЕНИЯ БРИКЕТОВ ДЛЯ ПРОИЗВОДСТВА МИНЕРАЛЬНОЙ ВАТЫ И СПОСОБ ПРОИЗВОДСТВА МИНЕРАЛЬНОЙ ВАТЫ | 1991 |
|
RU2090525C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОДУКТА ИЗ СТЕКЛООБРАЗУЮЩЕГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1993 |
|
RU2082684C1 |
| US 5945134 A, 31.08.1999 | |||
| WO 9640595 А, 19.12.1996 | |||
| Датчик-измеритель | 1956 |
|
SU105722A1 |

