Изобретение относится к области медицинской техники и может быть использовано при изготовлении медицинских пинцетов, в частности хирургических.
Большинство изготавливаемых пинцетов содержит две пружинящих бранши с рабочими поверхностями в виде губок, другие концы бранш неразъемно соединены между собой. На одной поверхности бранши закреплен фиксирующий штырь, а на другой бранше выполнено отверстие для прохождения штыря.
Такие пинцеты описаны в патенте RU 2133108, 20.07.1999, А61В 17/30. Способ изготовления таких пинцетов предусматривает изготовление бранш с рабочими губками, неразъемное крепление фиксирующего штыря перпендикулярно плоскости бранши, неразъемное соединение нерабочих концов бранш и разведение концов бранш в стороны для создания требуемой упругости бранш, необходимой для их сведения при проведении различных хирургических операций. Штифт в данном случае исключает смещение плоскостей бранш друг относительно друга, тем самым обеспечивая надежный захват различных элементов при проведении операций.
Известен также пинцет, описанный в патенте US 3167981, 02.02.1965, А61В 17/30.
Конструкция данного пинцета предусматривает изготовление бранш с рабочими губками штамповкой, неразъемное крепление фиксирующего штыря на внутренней плоскости одной из бранш, выполнение сквозного отверстия для прохода штыря на другой бранше и неразъемное соединение нерабочих концов бранш с последующим разведением свободных концов в стороны с обеспечением остаточной деформации изгиба.
Технология изготовления такого пинцета является наиболее близким техническим решением по совокупности существенных признаков.
Недостатком является то, что пинцеты, изготовленные по данной технологии, обладают относительно низкой эксплуатационной надежностью. Так, фиксация штыря путем клепки (в патенте US) или резьбовое соединение (патент RU) обеспечивают недостаточную эксплуатационную надежность инструмента, т.к. при проведении операций с использованием захвата пинцетом отдельных элементов возникают усилия, нагружающие консольное крепление штыря, которое со временем разрушается. Кроме того, выполнение нерабочих концов бранш толщиной, равной толщине пластины, и разведение свободных концов бранш путем изгиба их в месте фиксации нерабочих концов обуславливает относительно низкую эксплуатационную надежность, т.к. в этом случае имеет место ограниченное количество циклических деформаций изгиба при использовании пинцета.
Задача, на решение которой направлено заявленное изобретение, заключается в повышении эксплуатационной надежности пинцета.
Поставленная задача решается за счет того, что в способе изготовления хирургического пинцета, включающем изготовление бранш с рабочими губками путем штамповки, получение неразъемного соединения фиксирующего штыря с одной из бранш, выполнение на другой бранше сквозного отверстия для прохождения упомянутого фиксирующего штыря, получение неразъемного соединения по плоскости нерабочих концов бранш и последующее разведение их свободных концов в стороны с обеспечением остаточной деформации изгиба, в соответствии с изобретением неразъемное соединение фиксирующего штыря с одной из бранш получают путем воздействия на внутреннюю и внешнюю поверхности указанной бранши по окружности, охватывающей штырь, с усилием, обеспечивающим деформацию сжатия материала бранши, а разведение свободных концов бранш в стороны осуществляют путем их изгиба по радиусу, превышающему ширину бранш в их средней части.
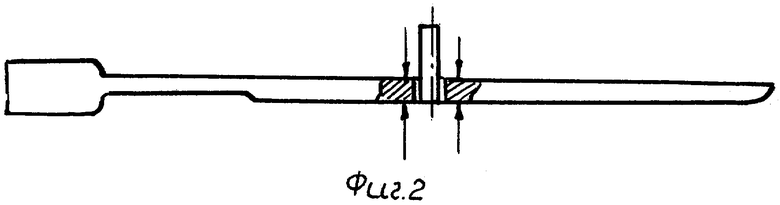
На Фиг.1-4 показана последовательность технологических операций изготовления хирургического пинцета.
Изготовление пинцета осуществляют следующим образом.
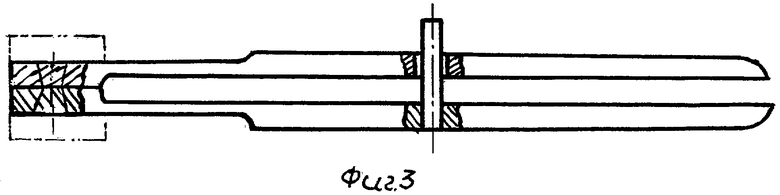
На начальном этапе изготавливают бранши с рабочими губками и утолщениями на нерабочих концах (Фиг.1). В качестве материала бранш используют сталь марки 20Х13 толщиной 1,5-1,8 мм и шириной 8-9 мм. Существенным является и то, что твердость материала бранши должна быть больше твердости материала штыря. Предварительно в одной из бранш выполняют отверстие, в котором размещают часть штыря, после чего осуществляют физическое воздействие на внешнюю и внутреннюю поверхности бранши по окружности, охватывающей штырь, с усилием, обеспечивающим деформацию сжатия материала бранши (Фиг.2).
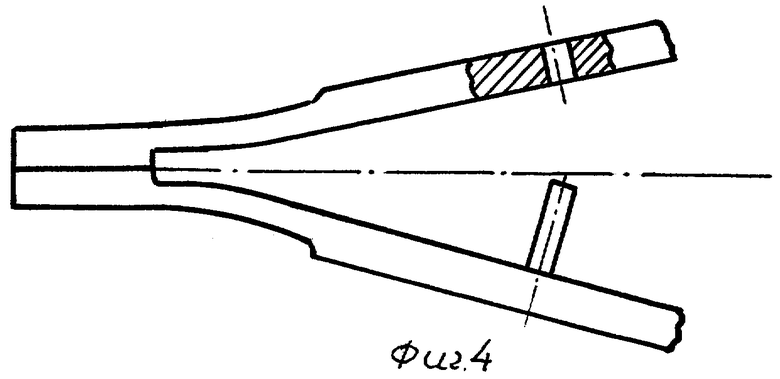
Затем получают неразъемное соединение нерабочих концов бранш точечной сваркой, после чего механически удаляют утолщение на внешней стороне каждой бранши до совпадения с плоскостью поверхности бранши. Удаление осуществляют преимущественно шлифованием (Фиг.3). После указанных операций производят разведение рабочих концов бранш в стороны путем изгиба в месте неразъемного соединения нерабочих концов бранш по радиусу, превышающему ширину бранш в средней их части (Фиг.4).
Данная технология изготовления хирургического пинцета позволяет повысить его эксплуатационную надежность при использовании при проведении различного рода операций.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОРРЕКЦИИ ПТОЗА ВЕРХНЕГО ВЕКА И НАБОР ХИРУРГИЧЕСКИХ ИНСТРУМЕНТОВ ДЛЯ КОРРЕКЦИИ ПТОЗА ВЕРХНЕГО ВЕКА | 2004 |
|
RU2257875C1 |
| КУСАЧКИ | 2005 |
|
RU2305613C1 |
| Ранорасширитель | 1988 |
|
SU1630797A1 |
| СПОСОБ СОЗДАНИЯ ГЕМОСТАЗА С ВОЗМОЖНОСТЬЮ ВОССТАНОВЛЕНИЯ КРОВОТОКА В ТРУБЧАТЫХ ЭЛАСТИЧНЫХ СТРУКТУРАХ ОРГАНИЗМА И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2485908C2 |
| Г-ОБРАЗНЫЙ ПИНЦЕТ ДЛЯ КОРРЕКЦИИ ПТОЗА ВЕРХНЕГО ВЕКА | 2004 |
|
RU2255719C1 |
| НАБОР ИНСТРУМЕНТОВ ДЛЯ ОПЕРИРОВАНИЯ ИЗ МАЛЫХ РАЗРЕЗОВ | 2005 |
|
RU2308235C2 |
| НАБОР ИНСТРУМЕНТОВ ДЛЯ ОПЕРИРОВАНИЯ ИЗ МАЛЫХ РАЗРЕЗОВ | 2005 |
|
RU2286723C1 |
| РАМОЧНЫЙ ПИНЦЕТ ДЛЯ КОРРЕКЦИИ ПТОЗА ВЕРХНЕГО ВЕКА | 2004 |
|
RU2255718C1 |
| СКАЛЬПЕЛЬ МНОГОКРАТНОГО ПРИМЕНЕНИЯ И ОДНОРАЗОВОЕ ЛЕЗВИЕ К НЕМУ | 1998 |
|
RU2133591C1 |
| Замок Ю.М.Громова для хирургических инструментов | 1986 |
|
SU1510843A1 |
Изобретение относится к медицинской технике и может быть использовано при изготовлении хирургических пинцетов. На одной из полученных методом штамповки бранш неподвижно закрепляют фиксирующий штырь. Для этого на внутреннюю и внешнюю поверхности бранши воздействуют по окружности, охватывающей штырь, с усилием, обеспечивающим деформацию сжатия материала бранши. На другой бранше выполняют сквозное отверстие для прохождения штыря. Затем бранши соединяют по плоскости их нерабочих концов и разводят свободные концы в стороны. Разведение свободных концов производят путем изгиба по радиусу, превышающему ширину бранш в средней части. В результате обеспечивается повышение эксплуатационной надежности пинцета. 4 ил.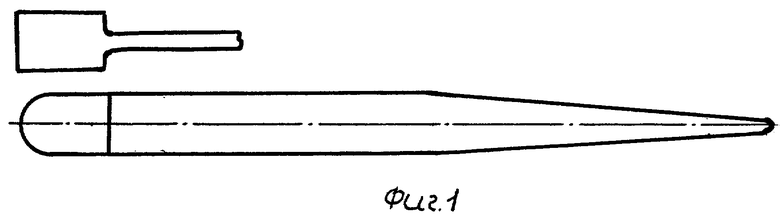
Способ изготовления хирургического пинцета, включающий изготовление бранш с рабочими губками путем штамповки, получение неразъемного соединения фиксирующего штыря с одной из бранш, выполнение на другой бранше сквозного отверстия для прохождения упомянутого фиксирующего штыря, получение неразъемного соединения по плоскости нерабочих концов бранш и последующее разведение их свободных концов в стороны с обеспечением остаточной деформации изгиба, отличающийся тем, что неразъемное соединение фиксирующего штыря с одной из бранш получают путем воздействия на внутреннюю и внешнюю поверхности указанной бранши по окружности, охватывающей штырь, с усилием, обеспечивающим деформацию сжатия материала бранши, а разведение свободных концов бранш в стороны осуществляют путем их изгиба по радиусу, превышающему ширину бранш в их средней части.
| US 3167981 А, 02.02.1965 | |||
| Способ изготовления хирургических инструментов | 1988 |
|
SU1673086A1 |
| ХИРУРГИЧЕСКИЙ ПИНЦЕТ | 1997 |
|
RU2133108C1 |
| DE 20302506 U1, 22.05.2003. | |||

