fe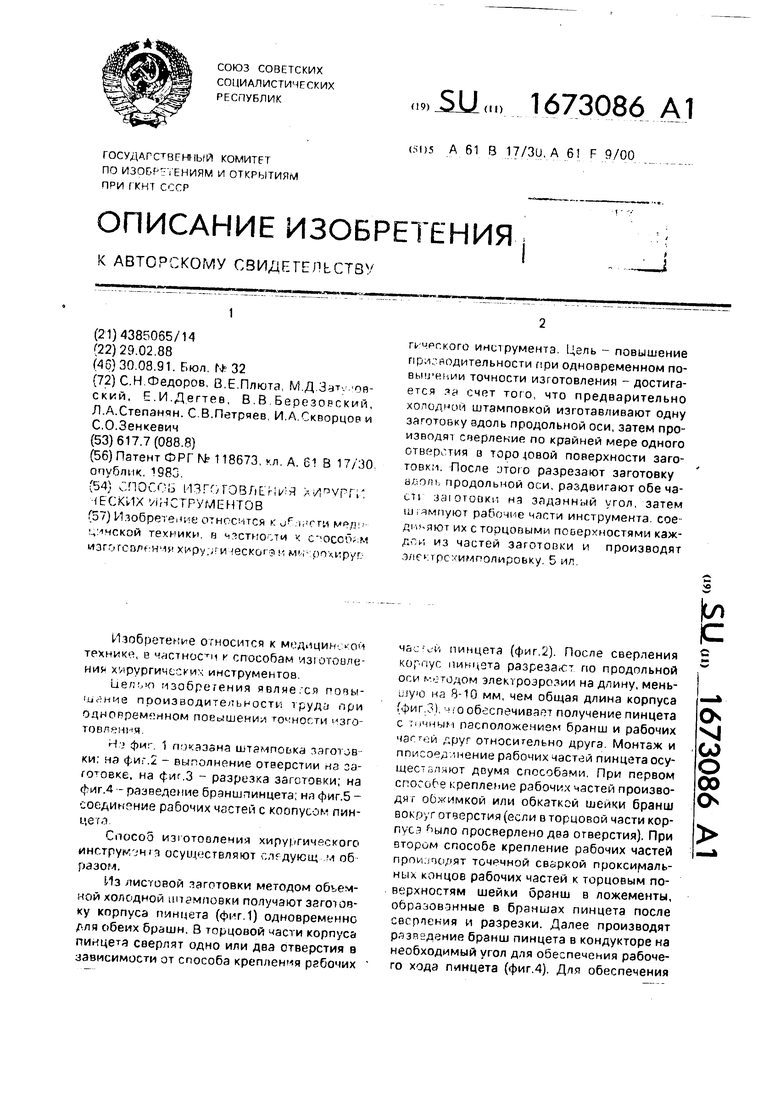
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОХИРУРГИЧЕСКИЙ БИПОЛЯРНЫЙ ПИНЦЕТ | 2004 |
|
RU2299702C2 |
| Способ изготовления топоров | 1982 |
|
SU1080908A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ КОРРЕКЦИИ ПТОЗА ВЕРХНЕГО ВЕКА | 2004 |
|
RU2255717C1 |
| СПОСОБ КОРРЕКЦИИ ПТОЗА ВЕРХНЕГО ВЕКА И НАБОР ХИРУРГИЧЕСКИХ ИНСТРУМЕНТОВ ДЛЯ КОРРЕКЦИИ ПТОЗА ВЕРХНЕГО ВЕКА | 2004 |
|
RU2257875C1 |
| ХИРУРГИЧЕСКИЙ ПИНЦЕТ | 1997 |
|
RU2133108C1 |
| КОМБИНИРОВАННЫЙ ЗАЖИМ-ИГЛА ДЛЯ ЛИГАТУРНОЙ ГЕРНИОРАФИИ | 2013 |
|
RU2529396C1 |
| НАБОР ИНСТРУМЕНТОВ ДЛЯ ОПЕРИРОВАНИЯ ИЗ МАЛЫХ РАЗРЕЗОВ | 2005 |
|
RU2308235C2 |
| НАБОР ИНСТРУМЕНТОВ ДЛЯ ОПЕРИРОВАНИЯ ИЗ МАЛЫХ РАЗРЕЗОВ | 2005 |
|
RU2286723C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АТРАВМАТИЧЕСКИХ ИГЛ | 1996 |
|
RU2106817C1 |
| Г-ОБРАЗНЫЙ ПИНЦЕТ ДЛЯ КОРРЕКЦИИ ПТОЗА ВЕРХНЕГО ВЕКА | 2004 |
|
RU2255719C1 |
Изобретение относится к области медицинской техники, в частности к способам изготовления хирургического и микрохирургического инструмента. Цель - повышение производительности при одновременном повышении точности изготовления достигается за счет того, что предварительно холодной штамповкой изготавливают одну заготовку вдоль продольной оси, затем производят сверление по крайней мере одного отверстия в торцовой поверхности заготовки. После этого разрезают заготовку вдоль продольной оси, раздвигают обе части заготовки на заданный угол, затем штампуют рабочие части инструмента, соединяют их с торцовыми поверхностями каждой из частей заготовки и производят электрохимполировку. 5 ил.
Изобретение относится к медицин -ои техник, в нстностн к способам изютооле- HHJ хирургических инструментов
изобретения являе ся РОЧЫ- (цсние пооизводительности труд при одноррем нном повышении точности згоТОВГРНИЧ
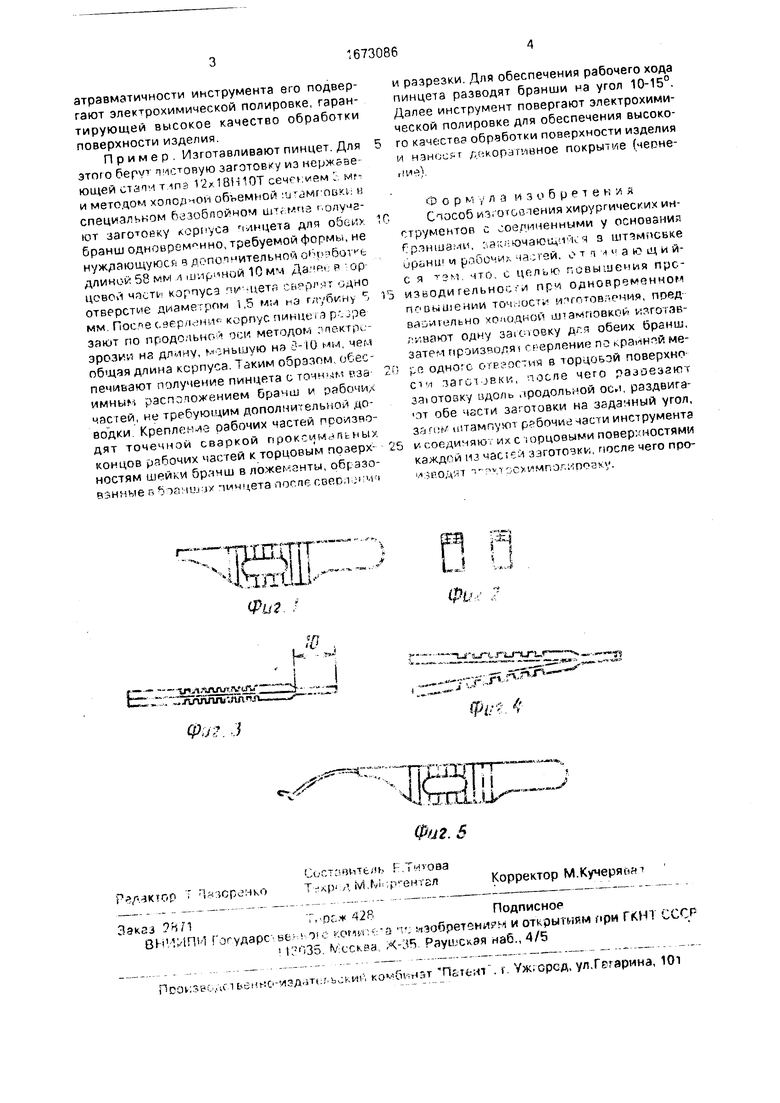
Н ,j фиг 1 показана штампоька тзгот в- ки; на фиг.2 - выполнение отверстии на са- готовке, на фиг 3 - разрезка заготовки; на фиг.4 - разведение брэншпинцета, на фиг.5 - соедикрние рабочих частей с коопусом пин- r л
Способ изютооления хирургического инстру нп осуществляют г,лсдующ м об разом.
Из листовой заготовки методом объемной холодной ип мповки получают заготочку корпуса пинцета (фиг 1) одновременно ля обеих брашн. В торцовой части корпуса пиицетз сверлят одно или два отверстия в зависимости от способа крепления рабочих
чй„ ,и пинцета (фиг 2) После сверления корпус пиы,«та разрезав по продольной оси м-.тодом элемроэрозии на длину, мень- Liyio на 8-10 мм, чем общая длина корпуса Гфиг 3) о обеспечивает получение пинцета с тмчнын расположением бранш и рабочих частги друг относительно друга Монтаж и пписо д инение рабочих частей пинцета осу- щес-о/иют двумя способами При первом способе крепление рабочих частей производя г обхимкой или обкаткой шейки бранш вокр г отверстия (если в торцовой части кор- nvc ыло просверлено два отверстия). При втором способе крепление рабочих частей лрои ТОЧРЧНОЙ св&ркой проксимальных концов рабочих частей к торцовым поверхностям шейки оранш в ложементы, образовэнные в браныах пинцета после свгрпения и разрезки. Далее производят разведение бранш пинцета в кондукторе на необходимый угол для обеспечения рабочего хода пинцета (фиг.4). Для обеспечения
( VJ
СО
о
00
о
атравматичности инструмента его подвергают электрохимической полировке, гарантирующей высокое качество обработки поверхности изделия
Пример Изготавливают пинцет Для этого 6epv постовую заготовку из нержзве ющей стапм т 1пэ 12И8Н10Т /ем I и методом холодной объемной н специальном блобпойчом илт мпз f олуча- ют заготовку к-орруса пинцета для обси бранш одновременно, требуемой формы, не нуждающуюся вдппопмительнойоИ Ьсн t длиной 58 мм 1 ширимой 10 мм Р ор цсвоЛ корпуса v -цетп ir одно отверстие диаме ром 1,5 мм на о мм Поспесаерм м-ы корпус, р --ре зают по продольно 1 оси методов /пекг эрозии на дл-/1ну, м-ньиую нэ 3-Ю им чем общая длина корпуса Таким образом обеспечивают получение пинцета о тоннчн рза имныь распгпожением брачш и рабочие астей, не тррбую цим flonoflnnvenbVion доводки Крепление оабочих «астей псоизчо- дят точечной сваркой проксимчПсНЫУ концов рабочих частей к торцовым поверхностям шейки бр.ччш в , об.эзо- взниые г ton ILU дх чичцета ЛОГПР свес 1. м i
ташж s4 in-dLL
Фо .,
V У-Д-iJVWr у (JV I,..jruwuvyw .
j
.
I Ш Ll
X T:;-IOT
xiVrrdLi
ij
Сис-с чить. ь f P - iKTOC1 icpo-ikoT- p м М
и разрезки Для обеспечения рабочего хода пинцета разводят бранши на угол 10-15°. Далее инструмент повергают электрохимической полировке для обеспечения высоко- го качества обработки поверхности изделия и /н корлмвное покрытие (чернег Ий
о о р м , л а и з о б р Р т е и и л
Сюсоб из. отоо тения хирургических инструментов с ооелиненными у основания Гртнша-ш, : Эк. ючаюи Гк-1 а штчмпсвке ирьни1 и ia,ей, о т а л ч а ю щ и й- с я тзм (то цел о к4 г.овы.иения прсизводигельно : и при одновремчнчогч повышении точ ocTiH итптов-они«, пред зд икзльно хппидиой ш а повкои иаготав- /г /,нают одну заковку дп обеих браиш, затем произчодж ГЕ йрление пэ крайней одно с О РЭОГТЧЯ в юрциьэй поверхнп ci(i JBKH, -осле чего разрезают 3aiOTOBK/ идоль ,фодоль.ой оси раздвига- зт обе чзсти заготовки на задачный угол, 3 jn f/ штампуют рабочие части инструмента
и соединяю их с .орцовыми поверхностями каждой из частей зэготозк, после чего про- ipOa iT ivif ,0. ;г).
ir-IHO.-
Фи
-™Г1Ь ЈЬ ГГ Гч « i -f
i
ij
M «ILAJ#0 /2. 5
Корректор М.Кучеряиа
| Камера сгорания для четырехтактных двухклапанных дизелей | 1958 |
|
SU118673A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
