Настоящее изобретение относится к производственной линии для изготовления тестовых брикетов или хлебных заготовок.
Известные производственные линии имеют тот недостаток, что они совершенно не способны раскатывать липкое тесто, например тесто для ржаного хлеба, в результате чего в листе теста после раскатывания все еще содержатся высокие внутренние напряжения. В тесто приходится вводить добавки для обеспечения поднятия теста. Для формования брикетов теста в этих известных производственных линиях используется так называемое формование прессованием, при котором приходится дополнительно обсыпать формы мукой. Одной из проблем, вызываемых этой операцией, является повышение запыления внутренней атмосферы пекарни. Кроме того, управление подборочным оборудованием и шаговым перемещением пресса, используемым на традиционных линиях по производству хлеба, основано на механических средствах управления.
Задача настоящего изобретения состоит в устранении указанных выше проблем посредством производственной линии для изготовления хлебных заготовок, содержащей:
- дозатор теста и взаимодействующий с ним первый раскатывающий узел для приготовления листа теста;
- первый транспортер для приема ленты теста;
- один или более последовательных раскатывающих/вытягивающих узлов, расположенных для совместной работы с первым транспортером таким образом, что вытягивающий валок каждого узла обращен к нижней поверхности транспортера, а опорный валок этого узла расположен над транспортером в непосредственном контакте с верхней поверхностью листа теста;
- второй раскатывающий узел, расположенный на выходном конце первого транспортера для обрезания листа теста до окончательной ширины и высоты;
- второй транспортер для приема обрезанного листа теста; и
- работающее совместно со вторым транспортером средство формования/снятия хлебных заготовок из обрезанного листа теста, движущегося вместе со вторым транспортером.
Согласно предпочтительному варианту настоящего изобретения средство формования/снятия хлебной заготовки содержит два последовательно работающих вырубных узла со сменными формами, у которых движение вырубки согласовано с движением листа теста, т.е. с движением второго транспортера.
Производственная линия по изобретению выполнена с возможностью производить лист теста со снятыми напряжениями, тем самым обеспечивая высокое качество конечного продукта. Поскольку раскатывающие валки не находятся в прямом контакте с тестом, эта производственная линия пригодна также для раскатывания липкого теста. Содержание воды в тесте можно увеличить и устраняется необходимость введения добавок в тесто. Формование хлебных заготовок осуществляется без дополнительной обсыпки форм мукой, за счет чего содержание пыли в атмосфере снижается. Кроме того, снижается содержание нежелательной сухой муки в самом изделии, в результате чего изделие дольше остается свежим. Температуру выпечки можно понизить примерно на 10°С, что дает существенную экономию энергии. Формование осуществляется линейным движением, и эта технология является более точной и быстрой, чем традиционный способ формования, основанный на вырубающем рычаге, под действием силы тяжести.
В производственной линии по направлению движения листа теста после средства формования/снятия хлебных заготовок, имеется линия возврата обрезков листа теста для возврата излишков теста в бункер дозатора производственной линии, при этом подбор обрезков кромки листа теста и остатков листа теста после вырубки осуществляется под управлением электрических средств управления.
В качестве необязательного средства, средство формования/снятия также может включать вращающийся нож, что позволяет изготавливать хлебные заготовки в форме пиццы.
Приемные концы первого и второго транспортеров производственной линии расположены на расстоянии от места, в котором лист теста входит в контакт с приемным транспортером. Поэтому узел обсыпки мукой может быть расположен над приемными концами обоих транспортеров для обсыпки мукой поверхности соответствующего транспортера до того, как на него попадет лист теста. Предпочтительно приемный конец второго транспортера наклонен вниз посредством роликов перемены направления в скошенное положение, образующее острый угол с горизонтальной плоскостью. В предпочтительном варианте этот острый угол наклона составляет около 30°. При таком расположении узел для обсыпания мукой второго транспортера можно легко разместить под раскатывающими узлами производственной линии, тем самым сокращая площадь, необходимую для установки этой производственной линии.
Непосредственно после первого раскатывающего узла по направлению движения и, возможно, также после второго раскатывающего узла расположен узел для обсыпания мукой верхней поверхности раскатанного листа теста. Если узел для обсыпания мукой установлен также и после второго раскатывающего узла, производственная линия может быть дополнительно оснащена щеточным средством, установленным по направлению движения вслед за последним узлом для обсыпания мукой, и это щеточное средство служит для разглаживания слоя муки, нанесенного на лист теста.
Разделенные хлебные заготовки далее перемещаются вторым транспортером дальше по направлению движения непосредственно в печь или, в качестве альтернативы, если выходной конец второго транспортера выполнен как загрузчик хлебных заготовок, на полки для выпекания.
Ниже следует более подробное описание настоящего изобретения со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 - вид сбоку одного варианта линии по производству хлебных заготовок по изобретению, и
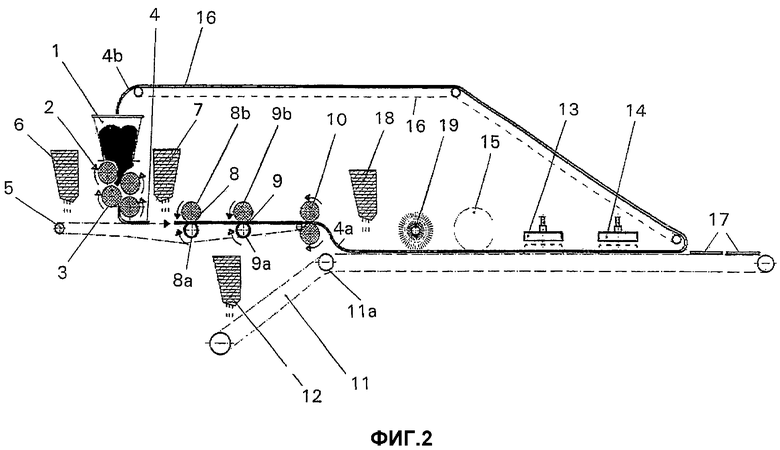
Фиг.2 - схематичный вид рабочих участков производственной линии по изобретению.
Линия по производству хлебных заготовок по изобретению включает узел подачи теста, содержащий дозатор 1 теста, под которым расположены два подающих валка 2, по существу, многоугольные в сечении и выполненные с возможностью вращения в противоположных направлениях. Ниже этих подающих валков 2 с их охватом установлен первый раскатывающий узел 3, состоящий из двух гладких валков, выполненных с возможностью вращения в противоположных направлениях и предназначенных для формирования листа 4 теста. Подающие валки 2 и разглаживающие валки 3 расположены относительно друг друга так, что при формовании листа 4 теста они последовательно проталкивают тесто через три зазора между валками, имеющих разные размеры, причем первый зазор имеет наибольший размер и образован двумя подающими валками 2, следующий зазор имеет промежуточный размер и образован одним подающим валком и одним гладким валком первого раскатывающего узла, и последний зазор имеет наименьший размер и образован двумя гладкими валками первого раскатывающего узла. Сформированный таким образом лист 4 теста укладывается на первый горизонтальный транспортер 5 производственной линии, предпочтительно имеющий приемный конец, расположенный настолько далеко по направлению движения за дозатором теста, что первый узел 6 для обсыпания мукой может быть расположен над приемным концом этого первого транспортера 5, для обсыпки мукой верхней поверхности первого транспортера 5 до того, как лист 4 теста войдет с ним в контакт. Непосредственно после первого раскатывающего узла 3 по направлению движения расположен второй узел 7 для обсыпания мукой верхней поверхности этого сформированного листа 4 теста.
В показанном варианте непосредственно после второго узла 7 для обсыпания мукой последовательно установлены два раскатывающих/вытягивающих узла 8 и 9, работающие совместно с первым транспортером 5, каждый из которых содержит раскатывающие валки 8а, 9а, воздействующие на лист 4 теста через первый транспортер 5 и взаимодействующие с опорными валками 8b, 9b, расположенными над первым транспортером для непосредственного контактного воздействия на лист 4 теста. Преимущественно раскатывающий валок 8а, 9а составлен из ряда смежных эксцентричных кулачковых дисков, которые расположены относительно друг друга так, что образуют по периметру раскатывающего валка 8а, 9а гребень, проходящий спирально от середины валка симметрично в форме шеврона к обоим концам валка, при этом раскатывающий валок выполнен с возможностью вращения со скоростью, значительно превышающей скорость первого транспортера 5 таким образом, что гребень раскатывающего валка 8а, 9а формирует на листе 4 теста углубления, быстро перемещающиеся от середины листа одновременно к обоим краям листа, что приводит к вытягиванию/утончению листа теста и, одновременно, к снижению внутренних напряжений в листе теста. Более эффективное снятие внутренних напряжений в листе 4 теста может быть достигнуто путем дополнительного оснащения производственной линии одним или более вытягивающим/раскатывающим узлом 8, 9.
На втором конце первого транспортера установлен второй раскатывающий узел 10, служащий для обрезания листа 4 теста до окончательной ширины и толщины.
Зазоры между валками в обоих раскатывающих узлах 3, 10, а также в вытягивающих/раскатывающих узлах 8, 9 выполнены индивидуально регулируемыми.
Обрезанный лист 4а теста, выходящий из второго раскатывающего узла 10, подается на второй, по существу, горизонтальный транспортер 11, приемный конец которого проходит с наклоном вниз, предпочтительно под углом около 30°, так, что он заходит под второй раскатывающий узел 10 и под вытягивающие/раскатывающие узлы 8, 9, что позволяет установить узел 12 для обсыпания мукой второго транспортера 11 в пространстве между первым транспортером 5 и приемным концом второго транспортера 11 для обсыпания мукой верхней поверхности второго транспортера 11 перед тем, как обрезанный лист 4а теста попадет на второй транспортер 11, что облегчает снятие листа теста на последующей стадии процесса формования.
Совместно со вторым транспортером 11 работает средство 13, 14 формования/снятия хлебных заготовок, которое согласно предпочтительному варианту выполнения изобретения содержит два последовательно установленных вырубных узла со сменными формами, при этом движение вырубки этих узлов согласовано с движением листа 4а и, следовательно, с движением второго транспортера 11. В этом средстве 13, 14 первый вырубной узел выполняет первоначальное формование хлебной заготовки, а второй вырубной узел осуществляет окончательное отделение хлебных заготовок 17 от листа 4а теста.
Производственная линия также может быть оснащена вращающимся ножом 15, работающим совместно со вторым транспортером 11. Посредством вращающегося ножа 15 из листа 4а теста можно вырезать, например, круглые хлебные заготовки 17 в форме пиццы.
Факультативно за вторым раскатывающим узлом 10 можно установить один или более узлов 18 для обсыпания мукой верхней поверхности обрезанного листа 4а теста, если это необходимо. Вслед за узлом 18 для обсыпания мукой по ходу листа 4а теста можно установить щетку 19 для разравнивания слоя муки на листе 4а теста до того, как лист 4а теста войдет в средство 13, 14 для формования/снятия. В результате устраняется необходимость обсыпки вырубных узлов средства 13, 14.
По ходу обрезанного листа 4а теста, вслед за средством формования/снятия хлебных заготовок, установлена подбирающая/возвратная линия 16 для обрезков 4b, остающихся от листа 4а теста после отделения от нее хлебных заготовок 17. Посредством этой подбирающей/возвратной линии 16 излишки теста, особенно краевые обрезки, срезанные с листа 4а теста, и другие обрезки теста, остающиеся после отделения хлебных заготовок 17, снимаются с поверхности второго транспортера посредством электрического датчика и возвращаются в дозатор 1 теста производственной линии, при условии, что производимые изделия допускают рециркуляцию обрезков теста по производственной линии.
Хлебные заготовки 17, снятые с выходного конца второго транспортера, переносят непосредственно в печь или, в качестве альтернативы, укладываются партиями на полки для выпекания, при условии, что выходной конец второго транспортера 11 выполнен как возвратно-поступательно работающий загрузочный конец.
Изобретение относится к производственной линии для изготовления тестовых брикетов или хлебных заготовок. Изобретение содержит дозатор (1, 2) с первым раскатывающим узлом (3), взаимодействующим с ним для подготовки листа (4) теста; первый транспортер (5) для приема листа (4) теста; по меньшей мере, один последовательно установленный вытягивающий/раскатывающий узел (8, 9), расположенный для совместной работы с первым транспортером (5) таким образом, что раскатывающий валок (8а, 9а) каждого узла обращен к нижней поверхности транспортера (5), а опорный валок (8b, 9b) узла расположен над транспортером в непосредственном контакте с верхней поверхностью листа (4) теста; второй раскатывающий узел (10), установленный на выходном конце первого транспортера (5) для обрезания листа (4а) теста до окончательной ширины и высоты; второй транспортер (11) для принятия обрезанного листа (4а) теста; и работающее совместно со вторым транспортером (11) средство (13, 14) для формования/снятия хлебных заготовок (17) из обрезанного листа (4а) теста, движущегося вместе со вторым транспортером (11). Изобретение позволяет, например, понизить запыления внутренней атмосферы пекарни. 9 з.п. ф-лы, 2 ил.
узел подачи теста (1, 2) и взаимодействующий с ним первый раскатывающий узел (3) для приготовления листа (4) теста;
первый транспортер (5) для приема листа (4) теста;
по меньшей мере один последовательно установленный вытягивающий/раскатывающий узел (8, 9), расположенный для совместной работы с первым транспортером (5) таким образом, что раскатывающий валок (8а, 9а) каждого узла образован рядом смежных эксцентриковых кулачковых дисков, способен вращаться со скоростью значительно выше скорости первого транспортера и обращен к нижней поверхности транспортера (5), а опорный валок (8b, 9b) узла расположен над транспортером в непосредственном контакте с верхней поверхностью листа (4) теста;
второй раскатывающий узел (10), расположенный на выходном конце первого транспортера (5) для обрезания листа (4а) теста до окончательной ширины и высоты;
второй транспортер (11) для принятия обрезанного листа (4а) теста; и
работающее совместно со вторым транспортером (11) средство (13, 14) формования/снятия хлебных заготовок (17) из обрезанного листа (4а) теста, движущегося вместе со вторым транспортером (11).
| Съемная шпилька для установки опок | 1929 |
|
SU22850A1 |
| Устройство, позволяющее слепо глухому воспринимать звуки обычной речи с помощью осязания | 1958 |
|
SU118264A1 |
| US 2888888, 02.06.1959. | |||

