Изобретение относится к металлургии, в частности к производству металлопроката из низколегированной стали горячей прокаткой, и может быть использовано при производстве толстых листов и штрипсов методом контролируемой прокатки для изготовления сосудов-цистерн, работающих под давлением и используемых при транспортировке газо-смазочных материалов (ГСМ).
Известны «Контролируемая прокатка непрерывно-литого металла» Погоржельский В.И., Москва, «Металлургия», 1986 г., патенты РФ №№ 2062795, 2201972, 2242524, 2242525, патенты США и Японии №№ 4662950 и 59-61504 соответственно, а также широко применяемая для изготовления труб и близкая по технологии изготовления штрипсовая сталь марки 16Г2САФ по ТУ 14-11950-89, включающая контролируемую прокатку, нормализацию и отпуск либо закалку и отпуск.
Технология производства этой стали обеспечивает следующие механические свойства: временное сопротивление ≥590 МПа, предел текучести ≥410 МПа, относительное удлинение ≥22%, KCU при -40°С составляет 59 Дж/см2.
Однако в известном способе высокие прочностные характеристики достигаются за счёт снижения пластических характеристик и уровня ударной вязкости при отрицательных температурах.
Наиболее близким по технологии изготовления является «Способ производства толстолистовой низколегированной стали» путем использования метода термомеханической обработки с регламентированной температурой конца прокатки (патент 2225887, Мкл. C21D 8/02, публ. 20.03.2004 г. - прототип), включающий нагрев сляба до температуры аустенизации, черновая прокатка в раскат промежуточной толщины, подстуживание раската до температуры ниже Ar3 (740-760°С), чистовую прокатку с регламентированной температурой конца прокатки не выше 740°С с суммарным обжатием не менее 30%; возможны варианты способа, когда при суммарном обжатии не более 55% при чистовой прокатке температуру конца прокатки поддерживают равной 700-730°С, а при суммарном обжатии более 55% при чистовой прокатке температуру конца прокатки поддерживают равной 710-740°С, последующее охлаждение листа во всех трех вариантах осуществляют до температуры 100°С со средней скоростью не более 35°С/ч.
Листы, полученные известным способом, обладают высокими прочностными и пластическими свойствами.
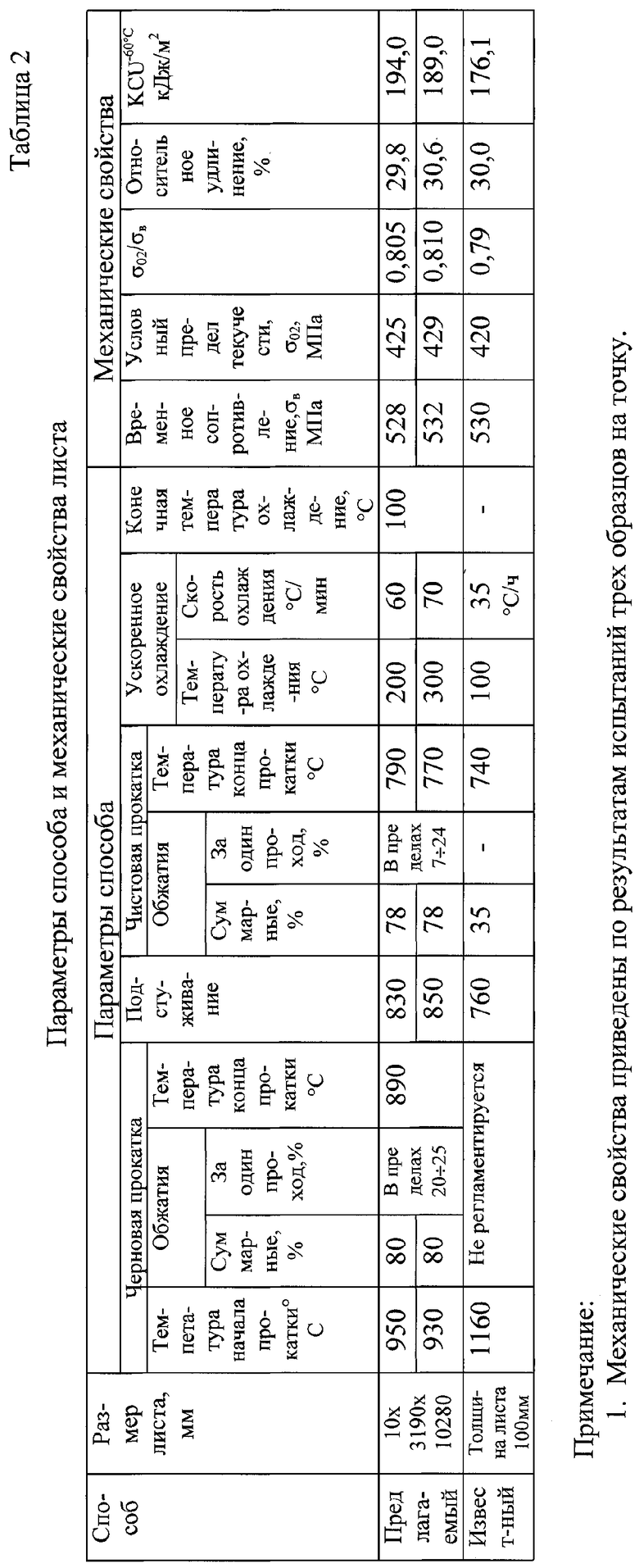
Недостатком известного способа является недостаточно высокий уровень ударной вязкости при отрицательных температурах -60°С, а также неравномерное распределение прочностных свойств по площади листа, определяемое соотношением σ0.2/σв≤0,80.
Техническим результатом, достигаемым изобретением, является повышение уровня ударной вязкости при температуре -60°С и равномерное распределение прочностных свойств по площади проката, определяемое соотношением σ0.2/σв≥0,80, при сохранении прочностных и пластических характеристик.
Технический результат достигается за счет того, что в способе производства толстолистовой низколегированной стали для изготовления сосудов, включающем нагрев заготовки до температуры выше Ас3, черновую прокатку в раскат промежуточной толщины, подстуживание, чистовую прокатку с регламентированными температурой конца прокатки и обжатием, а также охлаждение листа, согласно изобретению, черновую прокатку ведут при температуре 950-890°С с суммарным обжатием не менее 60% и частными обжатиями за проход не менее 20%, затем ведут подстуживание до температуры 840±10°С, последующую чистовую прокатку осуществляют до температуры 780±10°С с суммарным обжатием не менее 50% и частными обжатиями за проход не менее 7%, после этого проводят ускоренное охлаждение со скоростью не менее 60°С/мин от температуры конца прокатки до температуры 300-200°С с дальнейшим охлаждением листов на воздухе до температуры 100°С при однорядном их расположении на стеллаже.
Для полного использования ресурса свойств, заложенных в низколегированной стали, применен режим термомеханической обработки с контролируемой температурой конца прокатки, который должен обеспечивать оптимальный фазовый состав, измельчение зерен, формирование развитой субструктуры, а при проведении деформации в области температур, близких к точке Ar3, способствовать равномерному выделению мелкодисперсной карбидной фазы по всей площади ферритных зерен, что приводит к упрочнению твердого раствора.
Деформация выше Ас3 при температуре 950-890°С с суммарным обжатием не менее 60% и частными обжатиями за проход не менее 20% необходима для проработки крупнокристаллической структуры сляба и формирования предварительной структуры металла.
Подстуживание до температуры 840±10°С проводят с целью образования твердого поверхностного слоя, позволяющего получать при дальнейшей чистовой прокатке мелкозернистую структуру по всему сечению проката.
Чистовая прокатка с регламентированной температурой конца прокатки вблизи точки Ar3, а именно, при 780±10°С, с суммарным обжатием не менее 50% и частными обжатиями за проход не менее 7% приводит к росту количества зародышей феррита и равномерному выделению мелкодисперсной карбидной фазы и не вызывает рост зерна, так как деформация происходит выше критической степени обжатия.
Ускоренное охлаждение проката в интервале температур от 770-790°С до 300-200°С ведет к повышению дисперсности структурных составляющих.
Температурный интервал деформирования металла обеспечивали за счет варьирования степенью обжатия при прокатке листа на проходах.
Пример конкретного выполнения: сталь выплавляли в конверторе с внепечной обработкой, включающей вакуумирование и рафинирование с разливкой в непрерывно-литые заготовки-слябы.
Химический состав выплавленной стали соответствовал марке 09Г2СА ГОСТ 5520-79, улучшенной по содержанию серы и фосфора, и содержал мас.%: С - 0,10; Si - 0,63; Mn - 1,53; S - 0,008; Р - 0,010; Cr - 0,25; Ni - 0,27; Cu - 0,27; Al - 0,032; Ti - 0,021; N - 0,0057 и железо - остальное.
Температура критических точек для стали марки 09Г2СА составляла Ас3=860°С, Ar3=780°С, Ar1=625°C.
Слябы перед прокаткой нагревали выше температуры Ас3+(90-70)°С, что соответствовало 950 и 930°С, и далее подвергали черновой прокатке до промежуточной толщины с суммарным обжатием 80% и частными 20% и 25% за проход и заканчивали при температуре 890°С, затем осуществляли подстуживание раската до температуры 830°С и 850°С, с которой осуществляли чистовую прокатку с суммарными обжатиями 78% и частными обжатиями от 7% до 24% до температуры 770°С и 790°С, после этого листы подвергали ускоренному охлаждению со скоростью 60°С/мин до температуры 300°С и 200°С с последующим охлаждением на воздухе до температуры 100°С при однорядном их расположении на стеллаже.
Маршрут прокатки листов представлен в таблице 1.
Механические свойства листов определяли на поперечных образцах: разрывных тип 111 № 4 по ГОСТ 1497-84, ударных - тип 11 по ГОСТ 9454-78. Результаты испытаний приведены в таблице 2.
Снижение содержания серы до 0,008% и фосфора до 0,010% в стали 09Г2СА наряду с термомеханической обработкой и регламентированной температурой прокатки способствовали повышению ударной вязкости при отрицательной температуре -60°С.
Техническая эффективность предлагаемого изобретения выразится в увеличении надежности и долговечности изделий, изготовленных из листовой стали, прокатанной по предлагаемому способу за счет повышения ударной вязкости при отрицательных температурах и более равномерного распределения прочностных свойств по площади листа при сохранении прочностных и пластических свойств.
Маршрут прокатки листа из стали марки 09Г2СА размером 10×3190×10280 мм
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ Х60 | 2011 |
|
RU2458156C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 | 2012 |
|
RU2479638C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К56 | 2011 |
|
RU2465343C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 | 2012 |
|
RU2479639C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 | 2011 |
|
RU2465344C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССОВ ПРОЧНОСТИ К52-К60 | 2011 |
|
RU2458751C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 | 2011 |
|
RU2465345C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ | 2011 |
|
RU2458753C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 | 2011 |
|
RU2475315C1 |
| Горячекатаный лист из низколегированной стали толщиной от 15 до 165 мм и способ его получения | 2016 |
|
RU2638479C1 |
Изобретение относится к металлургии, в частности к производству толстого листа из низколегированной стали, и может быть использовано для изготовления сосудов-цистерн, работающих под давлением и используемых при транспортировке газосмазочных материалов (ГСМ). Техническим результатом, достигаемым изобретением, является повышение уровня ударной вязкости при температуре -60°С и равномерное распределение свойств по площади проката, определяемое соотношением σ0.2/σВ≥0,80, при сохранении прочностных и пластических характеристик. Технический результат достигается тем, что слябы перед прокаткой нагревают до температуры выше Ас3, проводят черновую прокатку при 950-890°С с суммарным обжатием не менее 60% с частными обжатиями за проход не менее 20% за проход, затем ведут подстуживание до температуры 840±10°С, последующую чистовую прокатку осуществляют до температуры 780±10°С с суммарным обжатием не менее 50% и частными обжатиями за проход не менее 7%, после этого проводят ускоренное охлаждение со скоростью не менее 60°С/мин от температуры конца прокатки до температуры 300-200°С с дальнейшим охлаждением листов на воздухе до температуры 100°С при однорядном расположении их на стеллаже. 2 табл.
Способ производства толстых листов из низколегированной стали для изготовления сосудов, включающий нагрев заготовки до температуры выше Ac3, черновую прокатку в раскат промежуточной толщины, подстуживание, чистовую прокатку с регламентированными температурой конца прокатки и обжатием, а также охлаждение листа, отличающийся тем, что черновую прокатку ведут при температуре 950-890°С с суммарным обжатием не менее 60% и частными обжатиями за проход не менее 20%, затем осуществляют подстуживание до температуры 840±10°С, последующую чистовую прокатку ведут до температуры 780±10°С с суммарным обжатием не менее 50% и частными обжатиями за проход не менее 7%, после этого проводят ускоренное охлаждение со скоростью не менее 60°С/мин от температуры конца прокатки до температуры 300-200°С с дальнейшим охлаждением листов на воздухе до температуры 100°С при однорядном их расположении на стеллаже.
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2002 |
|
RU2225887C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОГО ЛИСТА | 2002 |
|
RU2225886C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА (ВАРИАНТЫ) И СТАЛЬНОЙ ЛИСТ | 1999 |
|
RU2235792C2 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2003 |
|
RU2255123C1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |

