Изобретение относится к металлургии, конкретнее к прокатному производству, и может быть использовано при изготовлении толстых листов и штрипсов из низколегированных сталей с применением контролируемой прокатки.
Известен способ производства толстых стальных листов, включающий нагрев сляба до температуры аустенитизации 1200°С, черновую прокатку до промежуточной толщины 70 мм с температурой раската 900°С. Затем раскат транспортируют в зону охлаждения вне линии прокатки и охлаждают на воздухе до температуры ниже 800°С. Чистовую прокатку раската до конечной толщины проводят с температурой конца прокатки 730°С и охлаждают лист до температуры окружающей среды [1].
Толстый лист, полученный согласно известному способу, имеет низкие механические свойства, в особенности ударную вязкость при отрицательных температурах. Помимо этого, способ не позволяет увеличивать толщину листа без увеличения толщины сляба, что существенно снижет его возможности.
Известен также способ производства толстолистовой конструкционной стали, содержащей, мас.%: С≤0,23; Мn≤1,35; Р≤0,04; S≤0,05; Si≤0,50; V≤0,10; Ni≤0,50; Cr≤0,70; Сu≤0,40; остальное - железо и примеси. Способ предусматривает нагрев сляба до температуры 1120-1180°С, черновую прокатку с обжатием 40-60% и чистовую прокатку при температуре не выше 980°С с обжатием 40-60% и температурой конца прокатки ниже 870°С [2].
Недостатки данного способа состоят в том, что при его использовании толстый лист из низколегированной стали обладает низкими механическими свойствами. Кроме того, увеличение толщины листа приводит к ухудшению его механических свойств вследствие недостаточной проработки средней части (по толщине) в процессе прокатки.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ производства толстолистовой низколегированной стали, включающий нагрев сляба до температуры аустенитизации, черновую прокатку в раскат промежуточной толщины, подстуживание до температуры ниже Аr3, чистовую прокатку с регламентированной температурой конца прокатки и охлаждение листа [3] - прототип.
Способу-прототипу присущи следующие недостатки. Во-первых, он не обеспечивает высоких механических свойств толстолистовой низколегированной стали, в особенности, ударной вязкости при низких температурах. Во-вторых, толщина листа не может превышать 80 мм (толщина раската превышает толщину листа в 2,5-5 раз), так как дальнейшее ее повышение приводит к резкому ухудшению механических свойств, вследствие неравномерности деформации по толщине и недостаточной “проработки” пластическим деформированием внутренней зоны сляба. Поэтому минимальное отношение толщины раската после черновой прокатки к толщине листа не может быть менее 2,5.
Техническая задача, решаемая изобретением, состоит в повышении механических свойств листа и увеличении допустимой толщины листа при сокращении кратности обжатия сляба.
Для решения поставленной технической задачи, в известном способе производства толстолистовой низколегированной стали, включающем нагрев сляба до температуры аустенитизации, черновую прокатку в раскат промежуточной толщины, подстуживание до температуры ниже Аr3, чистовую прокатку с регламентированной температурой конца прокатки и охлаждение листа, согласно предложению, подстуживание раската ведут до температуры 740-760°С, а чистовую прокатку осуществляют с суммарным обжатием не менее 30% и температурой конца прокатки не выше 740°С.
Возможны варианты реализации способа, согласно которым при суммарном обжатии при чистовой прокатке не более 55% температуру конца прокатки поддерживают равной 700-730°С, а при суммарном обжатии более 55% - равной 710-740°С. Кроме того, охлаждение листа от температуры конца прокатки до температуры 100°С ведут со средней скоростью не более 35°С/ч.
Сущность изобретения состоит в следующем. Для полного использования ресурса свойств, имеющегося в низколегированной стали, режим ее деформационно-термического производства должен обеспечивать оптимальный фазовый ферритно-перлитный состав и морфологию фаз, измельчение зерен микроструктуры, упрочнение твердого раствора, дисперсионное твердение, дислокационное и текстурное упрочнение.
Нагрев слябов до температуры аустенитизации и черновая прокатка в температурном интервале выше критической точки Аr3 является подготовительной ступенью и обеспечивает получение однородной структуры путем измельчения зерна аустенита за счет статической рекристаллизации. В процессе многопроходной черновой прокатки размер аустенитного зерна прогрессивно измельчается и составляет 30-70 мкм.
Подстуживание раската до температуры 740-760°С и контролируемая чистовая прокатка в двухфазной области к процессам дисперсионного упрочнения и измельчения зерен до 11-12 балла добавляет развитие текстуры и образование субзерен. Субзеренное упрочнение имеет определяющее значение в улучшении механических свойств готового проката лишь в случае, если суммарное обжатие достигает критического значения, равного 30% или превышает его. Образующиеся при этом субзерна, помимо повышения прочности, повышают сопротивление хрупкому разрушению и усталости.
Упрочнение толстолистовой стали в процессе чистовой многопроходной прокатки в двухфазной области с затрудненной рекристаллизацией аустенита приводит к тому, что в первых проходах наиболее интенсивно упрочняются поверхностные слои сляба, где деформация максимальна. По мере упрочнения поверхностных слоев деформация начинает проникать вглубь и охватывает всю толщину раската при достижении величины обжатия 30%. Наиболее глубоко деформация проникает в толщину раската при его прокатке в температурном интервале от 740-760°С до температуры конца прокатки, не превышающей 740°С. За счет того, что для полной проработки раската на всю толщину достаточно суммарного обжатия в 30%, появляется возможность увеличить допустимую толщину листа при сокращении кратности обжатия. В частности, если по известному способу при минимально допустимой кратности обжатия по толщине, равной 2,5, из сляба толщиной 250 мм можно получить лист толщиной 100 мм, то при использовании предложенной технологии из такого сляба можно получить лист толщиной 140 мм с проработанной на всю толщину микроструктурой и более высокими механическими свойствами.
При суммарном обжатии в процессе чистовой прокатки не более 55% температуру конца прокатки следует поддерживать в пределах 700-730°С, так как это позволяет получить мелкозернистую структуру и высокие механические свойства толстолистовой стали. Увеличение обжатия более 55% способствует более интенсивной проработке микроструктуры и измельчению зерен, поэтому температуру конца прокатки можно увеличить без ухудшения качества толстых листов до 710-740°С.
Для стабилизации свойств толстолистовой стали, снятия остаточных внутренних напряжений, листы желательно от температуры конца прокатки до 100°С охлаждать со средней скоростью не более 35°С/ч. При указанной скорости охлаждения в толстолистовой стали протекают процессы, аналогичные процессам при нормализации, что повышает уровень механических свойств толстых листов.
Экспериментально установлено, что при температуре подстуживания раската выше 760°С не достигается требуемая степень измельчения микроструктуры в процессе чистовой прокатки, что ведет к снижению комплекса свойств листов и не позволяет увеличить их толщину. Снижение этой температуры менее 760°С приводит к уменьшению доли волокнистой составляющей в изломе, ухудшению хладостойкости толстых листов.
Суммарное обжатие сляба в 30% является минимально допустимым, при котором в температурном диапазоне деформации в чистовых проходах имеет место максимальная проработка структуры раската по толщине. Поэтому снижение суммарного обжатия менее 30% приводит к ухудшению механических свойств и не позволяет повысить толщину листа.
Если при суммарном обжатии не более 55% температура конца прокатки будет выше 730°С, то это приведет к неравномерности микроструктуры и ухудшению свойств листов с толщиной, близкой к предельной. Увеличение обжатия более 55% потребует снижения толщины листа, а снижение температуры конца прокатки менее 700°С вызовет анизотропию механических свойств в продольном и поперечном направлениях листа, ухудшающую его качество.
При чистовой прокатке более тонких листов, когда обжатие превышает 55%, температуру конца прокатки целесообразно повысить. Если обжатие менее 55%, а температура конца прокатки выше 740°С, то вязкостные свойства толстых листов ухудшаются. Снижение температуры конца прокатки менее 710°С приведет к наклепу аустенита и феррита, неравномерности микроструктуры и свойств.
При охлаждении толстых листов от температуры конца прокатки до 100°С со скоростью более 35°С/ч не достигается стабилизация свойств толстолистовой стали и полное снятие остаточных напряжений. Если температура окончания регламентированного охлаждения превышает 100°С, то такие толстые листы не пригодны к дальнейшей переработке (резке, правке, транспортировке).
Примеры реализации способа
1. Для производства листа толщиной Нл=140 мм используют непрерывнолитой сляб сечением 250×1550 мм массой 11 т из низколегированной стали марки 09Г2С следующего химического состава, мас.%: С 0,10; Si 0,6; Mn 1,5; Cr 0,2; Ni 0,2; Сu 0,1; N 0,007; Fe+примеси - остальное.
Температуры критических точек для стали марки 09Г2С составляют:
Аr3=780°С; Аr1=625°С.
Сляб загружают в газовую печь с выдвижным подом и нагревают до температуры аустенитизации Та=1160°С. После выравнивания температуры по сечению, сляб подают к толстолистовому реверсивному стану кварто 5000 и подвергают продольной прокатке (протяжке) на толщину 240 мм. Затем раскат разворачивают на 90° (кантовка) и прокатывают в поперечном направлении (разбивка ширины) в раскат промежуточной толщины Нр=200 мм.
Полученный раскат подстуживают (охлаждают) на воздухе до температуры начала чистовой прокатки Тнп=750°С, которая на 30°С ниже температуры критической точки Аr3.
По завершении подстуживания раскат вновь задают в реверсивный стан кварто 5000 и прокатывают за 8 проходов с толщины Нр=200 мм до конечной толщины листа Нл=140 мм с суммарным обжатием ε∑, равным

Температуру конца прокатки (температуру раската в последнем проходе) поддерживают равной Ткп=700°С. Регулирование Ткп достигают изменением скорости прокатки раската по проходам и продолжительности пауз между проходами.
Прокатанный лист помещают в кессон (термостат) и охлаждают от температуры Ткп=700°С до 100°С со скоростью Vо=20°С/ч.
2. Такой же сляб, как и в примере 1, используемый для прокатки листа (штрипса) толщиной Нл=12 мм. После разогрева сляба до температуры аустенитизации Та=1150°С его прокатывают с разбивкой ширины на реверсивном стане кварто 5000 в раскат с промежуточной толщиной Нр=60 мм. Затем раскат подстуживают до температуры Тнп=760°С и прокатывают за 10 проходов до конечной толщины с суммарным обжатием

Температуру конца прокатки поддерживают равной Ткп=740°С.
Прокатанный лист (штрипс) со средней скоростью Vо=35°С/ч до температуры 100°С.
В табл. 1 даны варианты реализации способа производства толстолистовой низколегированной стали, а в табл. 2 - показатели их эффективности.
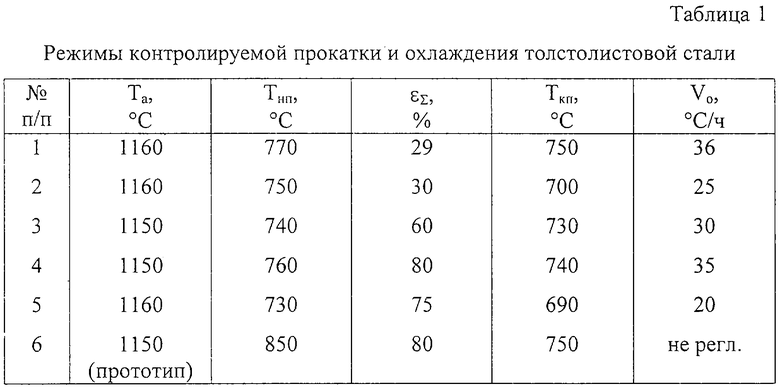
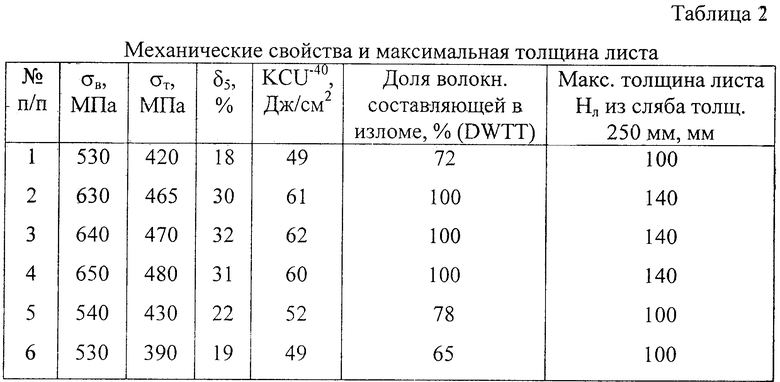
Из табл. 1 и 2 следует, что при реализации предложенного способа (варианты №2-4) достигается повышение механических свойств листа и увеличение допустимой толщины листа до 140 мм за счет сокращения кратности обжатия сляба. При запредельных значений заявленных параметров (варианты 1 и 5) механические свойства толстолистовой стали ухудшаются, снижается допустимая толщина листа выкатываемого из сляба толщиной 250 мм. Также более низкие механические свойства достигаются при реализации способа-прототипа (вариант 6), по которому кратность обжатия сляба по толщине не может быть менее 2,5, следовательно толщина листа, получаемого из сляба толщиной 250 мм, не может превышать 100 мм.
Технико-экономические преимущества предложенного изобретения состоят в том, что предложенные деформационно-термические режимы производства позволяют в наибольшей степени использовать все механизмы упрочнения низколегированной стали: измельчение зерен микроструктуры, тупоугольные границы зерен, дислокационное упрочнение, дисперсионное твердение, ламинарная структура и текстура. Интенсивное упрочнение металла при деформации в таких условиях обеспечивает проникновение зоны пластической деформации от поверхности сляба на всю его глубину при относительном обжатии, начиная с 30%. Этим обеспечивается увеличение допустимой толщины листа при сокращении кратности обжатия сляба.
В качестве базового объекта при определении технико-экономической эффективности предложенного изобретения принят способ-прототип. Использование предложенного способа обеспечит повышение рентабельности производства толстолистовой низколегированной стали на 10-12%.
Литературные источники, использованные при составлении описания изобретения:
1. Заявка №59-61504 (Япония), МПК В 21 В 1/38; В 21 В 1/22, 1984.
2. Патент №4662950 (США), МПК С 21 D 8/02, 1987.
3. Беняковский М.А. и др. Технология прокатного производства. Кн. 2. Справочник. - М.: Металлургия, 1991, с.518-522 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОЙ СТАЛИ | 2010 |
|
RU2414516C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОГО ЛИСТА | 2002 |
|
RU2225886C2 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2007 |
|
RU2353441C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2003 |
|
RU2242524C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2390568C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2003 |
|
RU2255123C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2003 |
|
RU2241769C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2001 |
|
RU2201972C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННЫХ И УГЛЕРОДИСТЫХ МАРОК СТАЛИ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ПРОИЗВОДСТВА СОСУДОВ | 2005 |
|
RU2311465C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ С ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ | 2014 |
|
RU2544326C1 |
Изобретение относится к металлургии, конкретнее к прокатному производству, и может быть использовано при изготовлении толстых листов и штрипсов из низколегированных сталей с применением контролируемой прокатки. Технический результат состоит в повышении механических свойств листа и увеличении допустимой толщины листа при сокращении кратности обжатия сляба. Способ включает нагрев сляба до температуры аустенитизации, черновую прокатку в раскат промежуточной толщины, подстуживание раската до температуры 740-760°С, чистовую прокатку с суммарным обжатием не менее 30% и температурой конца прокатки не выше 740°С. Кроме того, при суммарном обжатии в процессе чистовой прокатки не более 55% температуру конца прокатки поддерживают равной 700-730°С, а при суммарном обжатии более 55% температуру конца прокатки поддерживают равной 710-740°С. При этом охлаждение листа до температуры 100°С ведут со средней скоростью не более 35°С/ч. 3 з.п.ф-лы, 2 табл.
| БЕНЯКОВСКИЙ М.А | |||
| и др | |||
| Технология прокатного производства | |||
| Кн | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Справочник | |||
| - М.: Металлургия, 1991, с.518-522 | |||
| СВАРИВАЕМАЯ ВЫСОКОПРОЧНАЯ КОНСТРУКЦИОННАЯ СТАЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ КОРРОЗИОННО-СТОЙКИХ ТРУБ И ЕМКОСТЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2102521C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1995 |
|
RU2086318C1 |
| СПОСОБ ПРОИЗВОДСТВА КАТАНЫХ ЗАГОТОВОК | 2000 |
|
RU2156313C1 |

