Изобретение относится к металлургии, конкретнее к прокатному производству, и может быть использовано для получения толстых листов из низколегированной теплоустойчивой стали для котлостроения.
Известен способ производства толстых листов из низколегированной стали, содержащей, мас.%: С 0,04-0,16; Si 0,02-0,50; Mn 0,4-1,2; Ni 0,2-5,0; Cr 0,2-1,5; Мо 0,2-1,0; Al 0,01-0,10; V, Nb, Ti отдельно или в их комбинации 0,03-0,15; железо и примеси - остальное. Способ включает нагрев слябов до температуры аустенитизации, прокатку с суммарным обжатием не менее 40% при температуре конца прокатки ниже 950°С, закалку с температуры (Аr3-50)°С и отпуск при температуре ниже Аc1 [1].
Недостатки известного способа состоят в том, что, во-первых, он требует закалки с отпуском прокатанных листов, и, во-вторых, при повышении толщины листов и снижении кратности обжатия вследствие недостаточной проработки литой структуры комплекс механических свойств ухудшается.
Известен также способ производства толстых листов из низколегированной стали, содержащей, мас.%: С 0,12; Si 0,25; Mn 1,0; Al 0,03; железо и примеси - остальное. Согласно этому способу производят нагрев слябов выше температуры Ас3, черновую прокатку с обжатием до 80%, ускоренное охлаждение раската до среднемассовой температуры (Аr3+100)°С, чистовую прокатку с обжатием не менее 40%, при этом скорость ускоренного охлаждения устанавливают не менее 0,6°С/с в зависимости от толщины раската [2].
Недостаток известного способа состоит в том, что толстые листы после прокатки имеют низкий комплекс механических свойств и требуют проведения дополнительной термообработки (нормализации, термического улучшения).
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ прокатки толстого листа из низколегированной стали, включающий нагрев сляба в методической печи до температуры аустенитизации 1180°С, многопроходную прокатку раската вначале до промежуточной толщины 30-40 мм, затем до конечной толщины 9-10 мм с регламентированной температурой конца прокатки 900-1000°С. При этом в промежуточной толщине температуру раската снижают до 1050°С. Горячекатаный толстый лист после охлаждения подвергают нормализации [3] - прототип.
Недостатки известного способа состоят в том, что после горячей прокатки толстый лист имеет низкий комплекс механических свойств. Поэтому необходимо дополнительное проведение термической обработки, усложняющей и удорожающей производство. Кроме того, способ не позволяет увеличивать толщину листа за счет снижения кратности обжатий, так как для полной проработки структуры стали по всей толщине отношение толщины сляба к толщине листа (кратность обжатий) должна превышать 4.
Техническая задача, решаемая изобретением, состоит в повышении механических свойств толстого листа, исключении необходимости его термической обработки и увеличении допустимой толщины за счет снижения кратности обжатия сляба.
Для решения поставленной технической задачи в известном способе производства толстого листа из низколегированной стали, включающем нагрев сляба до температуры аустенитизации, многопроходную прокатку раската вначале до промежуточной, а затем до конечной толщины с регламентированной температурой конца прокатки, согласно предложению, сляб нагревают до температуры 1150-1170°С, после чего подстуживают его поверхность до температуры не выше 950°С. Кроме того, по мере уменьшения толщины раската до величины, превышающей номинальную толщину листа на 18-22 мм, его температуру снижают до значения не более 920°С. При этом многопроходную прокатку ведут с суммарным обжатием не менее 50%, а температуру конца прокатки поддерживают не ниже 850°С и не выше 900°С.
Сущность изобретения состоит в следующем. Нагрев сляба из низколегированной стали до температуры 1150-1170°С приводит к его аустенитизации, росту аустенитного зерна, полному растворению карбидной и карбонитридной фаз. Последующее подстуживание его поверхностей до температуры не выше 950°С сопровождается созданием градиента температуры по толщине сляба, поверхностные слои приобретают повышенные прочностные свойства. При прокатке сляба с градиентным нагревом вначале происходит измельчение крупных зерен аустенита, которые не рекристаллизуются. За счет резкого повышения механических свойств поверхностных слоев деформация распространяется вглубь раската на менее прочные и более пластичные внутренние слои, что способствует эффективной их механической проработке на всю толщину, измельчению микроструктуры и интенсивному выделению упрочняющих дисперсных фаз.
Прокатка при температуре не более 920°С (в двухфазной области) с абсолютным обжатием 18-22 мм, которая завершается в температурном интервале 850-900°С, сопровождается дисперсионным упрочнением и дальнейшим измельчением зерен, продолжением α-γ превращения, развитием текстуры и получением смешанной структуры, состоящей из равноосных ферритных зерен и субзерен. Вследствие субзеренного упрочнения происходит дальнейшее повышение комплекса механических свойств толстого листа. Предложенная технология за счет рационального распределения деформации на большую глубину от поверхности раската позволяет снизить кратность обжатия сляба и увеличить допустимую толщину листа, при которой ему присущ высокий комплекс механических свойств. Однако это имеет место лишь тогда, когда суммарное обжатие составляет не менее 50%.
В процессе охлаждения толстого листа от температуры конца прокатки 850-900°С происходит его нормализация с прокатного нагрева, обеспечивающая дальнейшее повышение комплекса механических свойств.
Экспериментально установлено, что при нагреве сляба до температуры ниже 1150°С не достигается гомогенизации аустенитной структуры и температурный градиент после подстуживания недостаточно велик. Увеличение температуры нагрева выше 1170°С приводит к росту зерен аустенита, снижению прочностных свойств толстых листов.
Подстуживание сляба перед прокаткой до температуры выше 950°С не обеспечивает распространения деформации в глубину раската от поверхности. Это приводит к снижению комплекса механических свойств толстого листа в горячекатаном состоянии и к снижению допустимой толщины листа, так как требует увеличения кратности обжатия сляба.
Абсолютное обжатие менее 18 мм в температурном интервале от 920°С до температуры конца прокатки не позволяет эффективно измельчить структуру в двухфазной области, что ухудшает свойства толстого листа. Аналогичным образом негативно влияет на свойства повышение температуры сверх 920°С: в этом случае не обеспечивается получение смешанной структуры, состоящей из равноосных ферритных зерен и субзерен. Увеличение абсолютного обжатия более 22 мм в рассматриваемом температурном интервале приводит к появлению анизотропии механических свойств толстого листа, что ухудшает его качество.
Если температура конца прокатки превышает 900°С, то в процессе охлаждения прокатанного толстого листа (самонормализация с прокатного нагрева) происходит разупрочнение стали. Снижение температуры конца прокатки менее 850°С затормаживает в стали процессы, аналогичные тем, которые протекают при проведении нормализации. В толстом листе сохраняются неравновесные фазы и напряжения, комплекс его механических свойств снижается, что требует дополнительного проведения термической обработки.
Примеры реализации способа.
Для прокатки листа толщиной hн=90 мм используют непрерывнолитой сляб размерами 200×1550×4500 мм массой 10,88 т из низколегированной теплоустойчивой стали марки 12ХМ следующего химического состава, мас.%:

Суммарное относительное обжатие εΣ при прокатке листа толщиной h=90 мм из сляба толщиной h0=200 мм составляет:

Сляб загружают в газовую нагревательную печь с выдвижным подом и производят его разогрев до температуры аустенитизации Та=1160°С. После выравнивания температуры сляба по сечению его извлекают из печи и производят охлаждение поверхностей до температуры начала прокатки Тнп=940°С за время 4 мин. Середина сляба (по толщине) сохраняет температуру нагрева, равную Та=1160°С.
Сляб с удаленной гидросбивом печной окалиной разворачивают на 90° (кантуют) и прокатывают в поперечном направлении за 10 проходов до промежуточной толщины hп=110 мм, превышающую номинальную толщину листа hн на величину Δh=20 мм:
hп=hн+Δh=90 мм+20 мм=110 мм.
В процессе прокатки на толщину hП за счет изменения скорости прокатки и продолжительности пауз температуру раската снижают до значения Тп=915°С.
После этого раскат прокатывают в поперечном направлении до толщины 96 мм с одновременным снижением его температуры до температуры конца прокатки Ткп=875°С. Затем сляб вновь разворачивают на 90° (кантуют) и прокатывают в продольном направлении за один проход при температуре Ткп=875°С с толщины 96 мм до номинальной толщины hн=90 мм. Прокатанный лист охлаждают на воздухе (нормализация с прокатного нагрева).
Полученный толстый лист в толщине hн=90 мм обладает высоким комплексом механических свойств и не требует проведения дополнительной термической обработки. Помимо этого, высококачественный толстый лист получен при кратности обжатия сляба по толщине, равной 200 мм/90 мм=2,2. При известных способах производства кратность обжатия сляба для полной проработки структуры на всю толщину листа должна быть не менее 4, т.е. из сляба толщиной 200 мм можно получить лист только толщиной 50 мм и менее.
Варианты реализации предложенного способа приведены в табл. 1, а в табл. 2 даны показатели их эффективности. Как следует из табл. 1 и 2, при реализации заявленного способа (варианты №2-4) достигается повышение комплекса механических свойств толстых листов, что позволяет исключить необходимость их термической обработки. Кроме того, возрастает допустимая толщина листов за счет снижения кратности обжатия слябов.
В случаях запредельных значений заявленных параметров (варианты 1 и 5) комплекс механических свойств снижается. Одновременно уменьшается допустимая толщина листа.

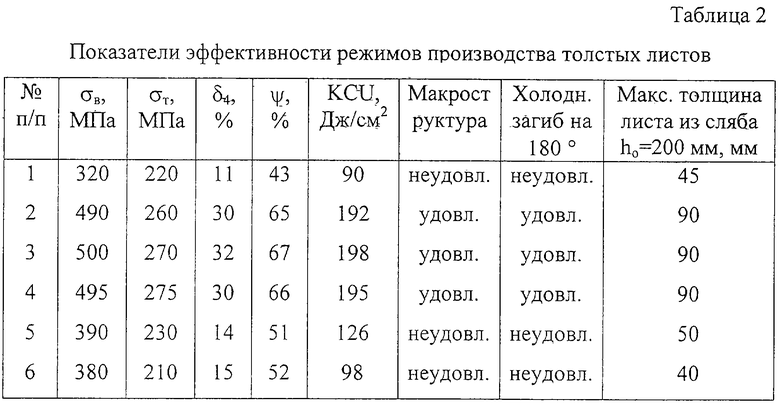
При реализации способа-прототипа (вариант 6) также имеет место снижение комплекса механических свойств. Такие листы могут быть использованы только после проведения дополнительной термической обработки (нормализации). Максимальная толщина листа, производимая из сляба толщиной 200 мм, снижается с 90 мм до 40 мм.
Технико-экономические преимущества предложенного способа заключаются в том, что подстуживание поверхностей сляба перед началом прокатки с температуры 1150-1170°С до температуры не выше 950°С обеспечивает упрочнение поверхностных слоев и проникновение деформации на всю толщину раската. Затем при регламентированной температуре 920°С, когда низколегированная сталь находится в двухфазном состоянии, прокатка раската с абсолютным обжатием 18-22 мм обеспечивает эффективное измельчение микроструктуры стали при торможении процессов рекристаллизации, выпадение упрочняющих карбонитридных частиц, что повышает комплекс механических свойств толстых листов. Указанные эффекты проявляются при многопроходной прокатке с обжатием не менее 50%. В процессе охлаждении горячекатаных листов с температуры конца прокатки 850-900°С происходит их нормализация с прокатного нагрева. Это ведет к повышению комплекса механических свойств толстых листов, исключению необходимости проведения дополнительной термической обработки. Кроме того, увеличение глубины проникновения деформации при прокатке позволяет увеличить допустимую толщину листов за счет снижения кратности обжатия слябов.
В качестве базового объекта принят способ-прототип. Применение предложенного способа обеспечивает повышение рентабельности производства толстолистовой стали на 10-12%.
Литературные источники, использованные при составлении описания изобретения:
1. Патент №4572748 (США), С 21 D 1/18, 1/62, 1986.
2. Заявка №60-56017 (Япония), С 21 D 8/02, 1985.
3. Ю.И.Матросов и др. Сталь для магистральных газопроводов. - М.: Металлургия, 1989, с.242-244, 268-269 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА | 2006 |
|
RU2318027C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2002 |
|
RU2225887C2 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2007 |
|
RU2353441C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2003 |
|
RU2242524C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2012 |
|
RU2484147C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2001 |
|
RU2201972C2 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2003 |
|
RU2255123C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ | 2007 |
|
RU2353670C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ | 2012 |
|
RU2499843C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2003 |
|
RU2241769C1 |
Изобретение относится к металлургии, конкретнее к прокатному производству, и может быть использовано для получения толстых листов из низколегированной теплоустойчивой стали для котлостроения. Технический результат изобретения, состоит в повышении механических свойств толстого листа, исключении необходимости его термической обработки и увеличении допустимой толщины за счет снижения кратности обжатия сляба. Способ включает нагрев сляба до температуры аустенитизации, многопроходную прокатку раската вначале до промежуточной, а затем до конечной толщины с регламентированном температурой конца прокатки. Нагрев сляба проводят до температуры 1150-1170°С, а перед началом прокатки производят подстуживание его поверхности до температуры не выше 950°С. Помимо этого, по мере уменьшения толщины раската до величины, превышающей номинальную толщину листа на 18-22 мм, его температуру снижают до значения не более 920°С. Многопроходную прокатку ведут с суммарным обжатием не менее 50% и завершают ее при температуре конца прокатки, поддерживая не ниже 850°С и не выше 900°С. 3 з.п.ф-лы, 2 табл.
| МАТРОСОВ Ю.И | |||
| и др | |||
| Сталь для магистральных газопроводов | |||
| - М.: Металлургия, 1989, с.242-244, 268-269 | |||
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 1995 |
|
RU2086318C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2001 |
|
RU2201972C2 |

