Изобретение относится к способу и устройству для равномерного нанесения обрабатывающей среды на канатный материал в красильной машине.
Струйные красильные машины имеют закрытый контейнер в систему транспортной форсунки, поддерживаемой внешним механическим приводом; бесконечная лента текстильного материала помещена в контейнер и вращается в определенном направлении. Для перемещения канатного материала транспортная форсунка выпускает струю транспортной среды, состоящей из красильной жидкости, либо используются механизмы, функционирующие, как аэродинамическая система, состоящая из газа, воздуха, пара или паро-воздушной смеси.
Пример такой системы приведен в патенте США 4483032 и, соответственно, в DE 3142200.
В этом типе красильных машин в области транспортной форсунки жидкий краситель наносится на движущийся бесконечный канатный материал. Избыток жидкого красителя собирается в контейнере и возвращается в процесс с помощью рециркуляционного насоса красильной ванны. Пример такой системы приведен в патенте DE 19813593 А1. Таким образом, осуществляется паровая обработка канатного материала перед началом мокрой обработки.
Во всех вышеупомянутых красильных машинах обрабатывающие агенты, используемые для нанесения на материал (химикаты и/или красители), первоначально заливаются в подготовительный контейнер, который находится за пределами красильной машины, в подготовительном контейнере они смешиваются, если это применимо, и, если требуется, нагреваются до определенной температуры, а затем вводятся в рабочий цикл красильной ванны с помощью дополнительного насоса. Как правило, обрабатывающие агенты, таким образом, дозируются, что означает, что в определенное время в течение операции мокрой обработки определенное количество обрабатывающей среды, содержавшееся в подготовительном контейнере, распыляется струйным способом на канатный материал, предпочтительно около транспортной форсунки. Из документа DE 19813477 А1 также известно, что при подготовительной операции жидкая обрабатывающая среда циркулирует в контейнере без воздействия на канатный материал.
Если рассмотреть операцию по обработке более тщательно, то можно увидеть, что концентрация обрабатывающей среды увеличивается от одного поворота канатного материала до другого, но в то же время концентрация обрабатывающей среды в начале канатного материала ниже, чем в конце канатного материала. Если обрабатывающая среда, например, дозирована на пять оборотов канатного материала, на пятом обороте канатного материала в конце этого материала может возникнуть более высокая концентрация обрабатывающей среды, чем это требуется для обеспечения равномерной концентрации. Равномерная концентрация достигается после нескольких дополнительных оборотов канатного материала.
При обработке канатного материала обрабатывающей средой важным условием является то, что по всей длине канатного материала необходимо обеспечить равномерное распределение обрабатывающей среды, т.е. распределение красителя. Только в этом случае будет обеспечено последовательное ровное окрашивание материала.
Поэтому задача изобретения состоит в создании способа и устройства, которые обеспечат полностью равномерное распределение обрабатывающей среды на канатном материале, который вращается в машине мокрой обработки.
Для решения этой задачи создан способ обработки по изобретению в соответствии с пунктом 1 формулы изобретения.
В новом способе бесконечный канатный материал вращается в закрытом контейнере с помощью сопла Вентури, в которое подается газообразная транспортная среда. Вращательное движение канатного материала обеспечивается струей газообразной транспортной среды, а не красильной ванной. Сначала обрабатывающая среда хранится в камере, отделенной от канатного материала без контакта с канатным материалом, например, такая камера может находиться под хранилищем канатного материала, который находится в отстойнике обрабатывающей среды в контейнере. Все необходимые химикаты, красители и т.д. находятся в этом отстойнике в контейнере. Жидкая обрабатывающая среда находится в камере, и среда или красильная жидкость может быть, например, нагрета до определенной температуры и затем смешана в помощью соответствующего средства цикла выпуска обрабатывающей среды, не входя в контакт с материалом. Камера может также быть сконструирована для ее размещения вне контейнера, например, в виде отдельной емкости.
На следующей стадии операции имеющаяся обрабатывающая среда в виде свежей красильной жидкости наносится в регулируемом по времени количестве на движущийся канатный материал, обеспечивая, таким образом, в основном равномерное распределение обрабатывающей среды на канатном материале.
Нанесение обрабатывающей среды на канатный материал может быть выполнено за один или несколько оборотов канатного материала. С помощью соответствующего интеллектуального управления подача обрабатывающей среды через транспортное сопло, в направлении движения материала перед транспортным соплом и/или после сопла, в течение нескольких оборотов канатного материала (приблизительно 2-3 оборота канатного материала) или даже за один единственный оборот канатного материала может быть достигнуто равномерное нанесение обрабатывающей среды по всей длине канатного материала.
Для этой регулируемой по времени операции нанесения обрабатывающей среды в течение соответствующих оборотов канатного материала предварительно рассчитывается математическая модель, по которой осуществляется управление нанесением обрабатывающей среды на канатный материал. Предварительное вычисление порядка нанесения обрабатывающей среды на канатный материал в этой математической модели выполняется на основе конкретных данных товара, структуры и эксплуатации канатного материала и/или сопла для подачи транспортной среды. Эти данные могут быть введены оператором в компьютер, снабженный программой математической модели, или она может быть автоматически записана в машину соответствующими датчиками. Программа компьютера вычисляет на основе соответствующих параметров математической модели регулируемое по времени равномерное нанесение обрабатывающей среды на движущийся канатный материал, обеспечивая идеальное распределение обрабатывающей среды по длине канатного материала.
Преимущество этого способа состоит в том, что он обеспечивает быстрое и равномерное распределение обрабатывающей среды по всему канату, создавая необходимые предпосылки для равномерной окраски. Помимо экономии времени, требуемого для такой обработки, покрытие обрабатывающей средой требует значительно меньшего числа циклов по сравнению с описанным выше известным способом.
Дальнейшие преимущества изобретения являются объектом формулы изобретения и могут быть лучше поняты из последующего описания способа настоящего изобретения со ссылками на приложенные чертежи, на которых:
фиг.1 - красильный аппарат для штучного крашения, который работает по аэродинамическому принципу, показанный в поперечном разрезе и иллюстрирующий условия, при которых материал выкачивается из бака-дозатора, находящегося в резервуаре или поддоне красильного аппарата;
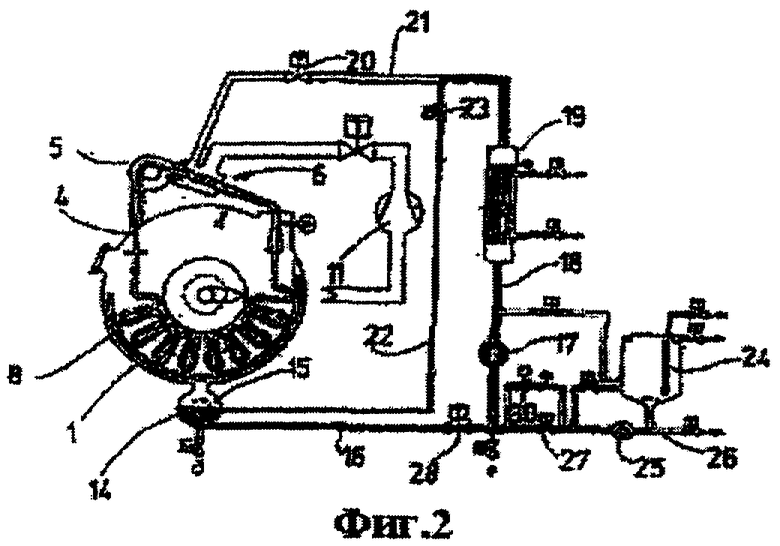
фиг.2 - красильный аппарат для штучного крашения фиг.1 в упрощенном виде, иллюстрирующий условия, создаваемые во время смешивания материала с добавками;
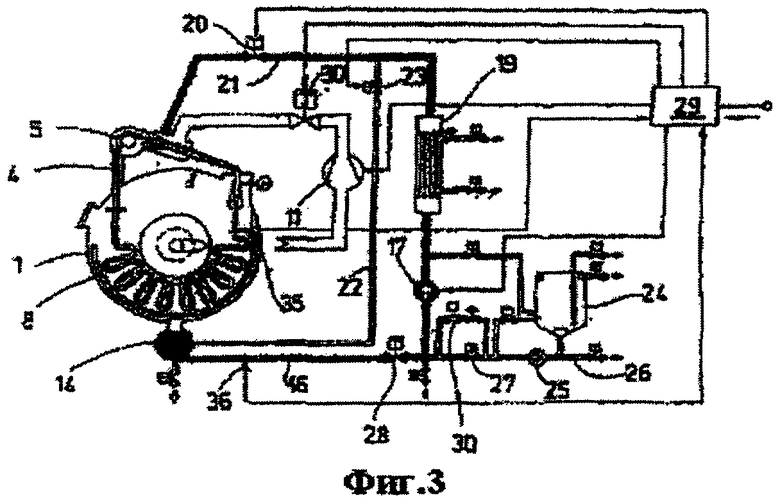
фиг.3 - красильный аппарат для штучного крашения фиг.1 в упрощенном виде, иллюстрирующий условия, создаваемые во время ввода среды/материала в сопло Вентури;
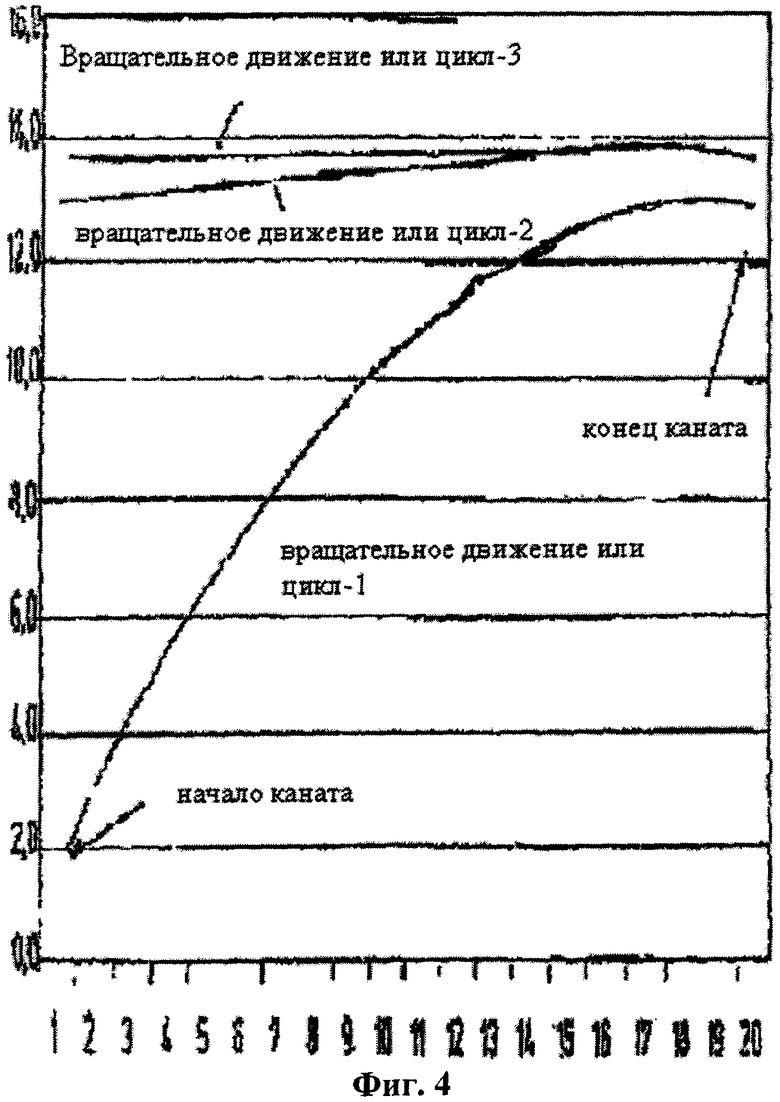
фиг.4 - схема нанесения красочного покрытия на канат в аппарате для штучного крашения, показанном на фиг.1-3, при использовании способа, описанного в настоящем изобретении;
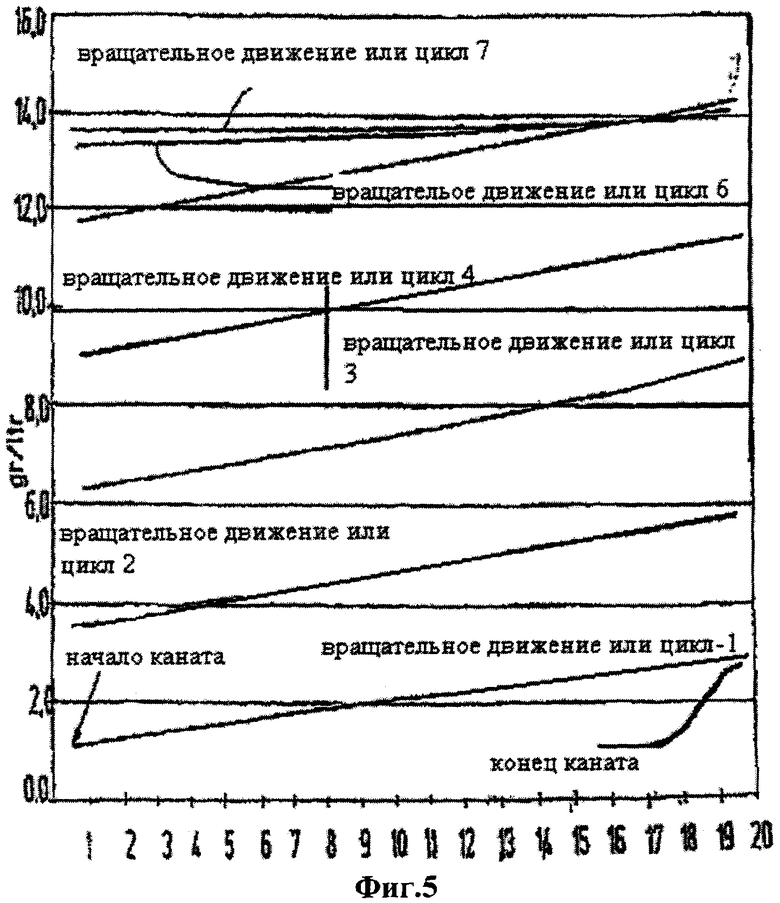
фиг.5 - схема, как показано на фиг.4, иллюстрирующая красочное покрытие на канатном материале, используя уже известный способ.
Высокотемпературный красильный аппарат штучного крашения, схематично показанный на фиг.1-3, имеет прочный цилиндрический контейнер 1, в котором имеется отверстие 3, предусмотренное для технических целей, которое может быть закрыто крышкой 2, и через это отверстие может быть введен канатный материал 4. Канатный материал 4 вводится в сопло Вентури 6 с помощью ролика 5, имеющего независимый привод. Сопло Вентури соединено с устройством для нанесения покрытия 7. Устройство для нанесения покрытия 7 укладывает канатный материал 4 в камеру 8, из которой канат снова вытягивается с помощью ролика 5. Ролик 5 и транспортное сопло 6 находятся в корпусе 9, который герметично соединен с контейнером 1. Концы канатного материала 4 соединены друг с другом, чтобы создать замкнутую петлю, после того как канат введен через отверстие 3 для обработки.
Струя газа, действующая как транспортная среда, падает на сопло 6, и эта струя газа придает канатному материалу 4 вращательное движение в направлении, показанном стрелкой 10. В обсуждаемом здесь случае транспортная среда представляет собой либо газ, либо смесь пара и воздуха. Она всасывается вакуумным насосом 11 и всасывающей трубкой 12 из контейнера 1 и подается в сопло 6 через напорную трубу высокого давления.
На дне контейнера 1 имеется резервуар или поддон, и в нем имеется сито 15 для ванны. Поддон ванны 14 соединен с всасывающим патрубком 16 основного насоса 17, выпускной патрубок которого содержит теплообменник 19, а сам выпускной патрубок соединен с соплом 6 через обратный (управляющий) клапан 20. Главный насос 17 обеспечивает циркуляцию ванны, отсосанной из контейнера 1 и поданной через его поддон в сопло 6 и контейнер 1. Параллельно теплообменнику 19 и главному насосу 17 проходит обводная труба 22, которая имеет запорный клапан 23 и соединяет поддон 14 с выпускным патрубком 21, который снова соединен с теплообменником.
Наконец, имеется еще один дозатор 24, который содержит обрабатывающую среду - химические вещества в виде раствора, эмульсии или дисперсии (химикаты, краситель и т.д.), которые могут подаваться во всасывающий патрубок 16 основного насоса 17 через дозировочный насос 25 для обрабатывающей среды и через соединительную трубу 26.
Красильный аппарат штучного крашения, описанный выше, работает на аэродинамическом принципе, который сам по себе хорошо известен. Чтобы обеспечить равномерное покрытие обрабатывающей среды на канатном материале 4, который находится во вращательном движении, используется следующий способ согласно изобретению.
Жидкая обрабатывающая среда, которая содержит все добавки, необходимые для влажной обработки (типа химических веществ, красителей и т.д.), подается в бак-дозатор 24. Контейнер 1 пуст. Канатный материал может быть либо неподвижен, либо находиться во вращательном движении под воздействием потока транспортной среды, увлекаемой вентилятором 11. На первой стадии обработки, показанной на фиг.1, обрабатывающая среда, находящаяся в баке-дозаторе 24, подается в резервуар или поддон 14 из контейнера 1 со всеми необходимыми добавками с помощью дозировочного насоса 25, служащего для подачи обрабатывающей среды. Главный насос 17 находится в нерабочем положении, и запорный клапан открыт. Очевидно, что подача обрабатывающей среды в резервуар/поддон 14 осуществляется без какого-либо контакта с канатным материалом 4, поскольку обрабатывающая среда хранится в резервуаре (поддоне) 14 (заштриховано на фиг.1) и находится ниже камеры хранения 8; следовательно, она не входит в контакт с канатным материалом 4.
После того как обрабатывающая среда была подана в резервуар/поддон 14, она циркулирует по пути циркуляции, показанном более темным цветом на фиг.2. Она циркулирует с помощью циркуляционного насоса 17 и, таким образом, полностью смешивается. Одновременно она нагревается до желательной температуры в теплообменнике 19. Как видно из чертежа, циркуляция осуществляется через обводную трубу 22 и резервуар/поддон 14 мимо насоса оборотной ванны 17 и теплообменника 19. Клапаны выключателя 23 и 28 открыты. Дозировочный насос 25, предназначенный для прокачки обрабатывающей среды, находится в нерабочем положении и заблокирован на стороне высокого давления запорным клапаном 27. Обрабатывающая среда, которая теперь циркулирует по установленному пути, пока не входит в контакт с канатным материалом 4.
На третьей стадии обработки запорный клапан 23 теперь закрыт, главный насос 15 засасывает обрабатывающую среду, которая к этому моменту полностью смешана в резервуаре/поддоне 14, и прокачивает ее через выпускной патрубок 21 в сопло 14, где она наносится на канатный материал. Избыток материала покрытия стекает в резервуар/поддон 14 и снова забирается главным насосом 15.
Процесс покрытия канатного материала 4 обрабатывающей средой управляется компьютером 29, который определяет параметры среды, проходящей через циркуляционный насос 15, и/или обратный клапан 20 в выпускном патрубке 21, и/или вентилятор 11 или дроссельный клапан 30 в выпускном патрубке 13. Компьютер 29 запрограммирован по математической модели, которая рассчитана по параметрам или данным конкретно по данному материалу и/или рассчитана, чтобы определять параметры и/или другие факторы, влияющие на обработку канатного материала 4 или работу сопла 6. Среди других данных или параметров, относящихся к материалу, можно упомянуть вес, подложку и отделку канатного материала 4. Из этих данных вычисляется максимальное количество жидкости в литрах, которое может быть впитано канатным материалом на метр площади. Количество жидкости, которое фактически поглощено, определяется как отношение веса канатного материала к так называемой величине впитывания А, которая рассматривается как характеристические данные. Среди других параметров рассматриваются такие данные, как размеры сопла, длина сопла, размеры кольцевого зазора и т.д., которые считаются данными, определенными проектом. Скорость вращательного движения канатного материала 4, температура обрабатывающей среды и расстояние между ним и обрабатывающей средой, влажность канатного материала в момент входа в сопло 6 и т.д. - все это нужно знать для определения параметров обработки. Объем обрабатывающей среды на движущемся канатном материале 4 в сопле за единицу времени регулируется компьютером 29 так, чтобы, прежде всего, достичь равномерного распределения материала, т.е. нужного слоя обрабатывающей среды на канатном материале 4. В зависимости от программы компьютера и от данных, подаваемых на вход пользователем, достигается оптимальное распределение покрытия на канатном материале 4. Материал покрытия, т.е. обрабатывающая среда, может быть нанесен в течение одного или нескольких циклов вращательного движения канатного материала.
На фиг.4 показан пример способа реализации изобретения или представление ясной картины способа, который осуществляется в этом изобретении. Обрабатывающая среда (т.е. краситель) наносится на канатный материал в количестве, измеряемом в граммах на литр, по показанной здесь длине канатного материала. Пример, используемый на фиг.4, основан на покрытии, сделанном в течение одного цикла вращательного движения канатного материала для свежего материала, взятого из резервуара/поддона 14. Однако заметим, что в первом цикле вращательного движения канатного материала разница в концентрации между началом каната и его концом относительно велика. Однако разница в концентрации между началом и концом цикла во втором цикле значительно меньше. Следовательно, очень хорошая равномерность покрытия достигается по всей длине каната уже в этом цикле. В третьем цикле вращательного движения канатного материала (показано пунктиром) почти равномерное распределение материала покрытия достигается по всей длине каната. Во втором и третьем циклах вращательного движения канатного материала обрабатывающая среда, нанесенная на канатный материал 4, содержит материал, который является смесью материалов, которые капали в течение предыдущего цикла обработки каната 4 и собирались в резервуаре/поддоне 14 и, в свою очередь, смешивались с материалом, который все еще оставался в резервуаре/поддоне 14.
Эксперименты показали, что в основном можно составить программу компьютера 29 таким образом, что он будет регулировать дозировку покрытия в среднем за единицу времени так, что желательное равномерное распределение обрабатывающей среды может быть достигнуто даже в течение одного цикла вращения канатного материала. Однако в схеме, показанной на фиг.4, это достигается только в третьем цикле, т.е. в третьем периоде вращательного движения.
Чтобы сравнить новый способ с известной технологией, на фиг.5 показан график, который соответствует фиг.4. Этот график представляет покрытие обрабатывающей среды (т.е. красителя) на канатном материале 4, который находится в движении, когда используется настоящий способ. В этом способе среда (материал), находящаяся в баке-дозаторе 24, дозируется во всасывающий патрубок 16 основного насоса 17 через дозирующий дроссель 30. Это делается таким образом, что количество рабочего материала, находящегося в баке-дозаторе 24, подается в циркуляционную инжекторную трубку красильного аппарата в течение предопределенного времени. Однако из фиг.5 можно видеть, что концентрация обрабатывающей среды на канатном материале 4 увеличивается от одного цикла обработки каната к следующему, причем концентрация покрытия в начале каната также меньше концентрации покрытия в конце каната. В пятом цикле вращательного движения канатного материала на конце каната создается более высокий уровень концентрации обрабатывающей среды, которая превышает среднюю равновесную концентрации, которая должна быть достигнута. Только после семи циклов вращательного движения канатного материала в этом примере достигается равновесная концентрация (цикл 7).
В предлагаемом способе скорость вращательного движения канатного материала 4 может быть изменена с помощью компьютера в способе нанесения обрабатывающей среды на канатный материал 4. Это также может быть выполнено при постоянной скорости. Как показали практические эксперименты, всего нескольких циклов вращательного движения достаточно для покрытия каната обрабатывающей средой. Как правило, это число значительно меньше пяти циклов. Как упоминалось выше, обрабатывающая среда может быть нанесена на канатный материал даже в течение одного цикла, если компьютер 29 запрограммирован соответствующим образом.
В случае обсуждаемого здесь устройства обрабатывающая среда вводится в сопло 6 (фиг.3) и таким образом наносится на канатный материал 4.
Альтернативно или дополнительно новый способ может быть разработан таким образом, что обрабатывающая среда может быть нанесена на канатный материал до и/или после сопла 6 по пути, по которому движется канатный материал. Это схематично показано на фиг.1. Труба 31 предназначена для подачи обрабатывающей среды, которая отбирается из выпускного патрубка 21, соединена с корпусом 9 выше ролика 5, который имеет обратный клапан (управляющий клапан), который может регулироваться компьютером 29.
Таким образом, канатный материал, поступающий в сопло 6, уже имеет нанесенную на него обрабатывающую среду. На этом участке труба 31 не обязательно должна быть соединена с этой секцией через ролик 5. В зависимости от заданных условий труба 31 может быть введена где-то между роликом 5 и отверстием сопла Вентури 6. Кроме того, возможны другие конструкции, в которых соединение трубы 31 находится в вертикальной траектории движения канатного материала 4, которая лежит между хранилищем 8 и роликом 5, а обрабатывающая среда уже нанесена до того, как канатный материал 4 достигнет ролика 5.
На фиг.1 такая модификация показана пунктиром. Эта конструкция имеет выпускной патрубок 31, снабженный управляющим клапаном 32а, который может управляться компьютером 29.
Кроме того, за соплом 33 может быть предусмотрен выпускной патрубок 33, который, например, отходит от выпускного патрубка 21 и который также имеет управляющий клапан 34, управляемый компьютером 29. Таким способом можно нанести покрытие из обрабатывающей среды на канатный материал 4 после сопла 6 или, альтернативно, дополнительное покрытие.
Процесс покрытия обрабатывающей средой канатного материала 4 управляется компьютером 29. Но этот способ может также регулироваться на основе данных, которые являются характерными для покрытия, наносимого на движущийся канатный материал 4, и эти данные могут быть получены в ходе способа покрытия. Эти данные обрабатываются компьютером 29 по его главной или специальной управляющей программе, в котором используется математическая модель, на которой основана управляющая программа. Для этой цели предусмотрены соответствующие датчики, обозначенные на фиг.3 позициями 35 и 36. Датчик 35 контролирует непосредственно канатный материал 4, а датчик 36 контролирует обрабатывающую среду. Параметрами, контролируемыми таким образом, могут быть величина рН, концентрация красителя (как он разбавлен) в обрабатываемой среде и т.д., но они могут также быть факторами, относящимися к канатному материалу, который может проверяться оптически или иным образом.
Изобретение предназначено для равномерного нанесения обрабатывающей среды на материалы типа каната. Способ для равномерного нанесения обрабатывающей среды на канатный материал в красильной машине характеризуется тем, что бесконечный канатный материал в закрытом контейнере приводится во вращательное движение соплом Вентури. Через сопло Вентури подается газообразная транспортная среда, и канатный материал подвергается действию жидкой обрабатывающей среды. Обрабатывающая среда подается в отдельную камеру от канатного материала и без контакта с канатным материалом. Далее обрабатывающая среда из отдельной камеры наносится на движущийся канатный материал в зависящем от времени регулируемом количестве обрабатывающей среды за единицу времени. Регулируемый по времени процесс нанесения обрабатывающей среды на канатный материал рассчитывается по заранее созданной математической модели. Контроль порядка нанесения обрабатывающей среды на канатный материал осуществляется согласно математической модели. Изобретение включает устройство для равномерного нанесения обрабатывающей среды на материалы типа каната. Изобретение позволяет достичь наиболее равномерное распределение рабочей среды на материале каната. 2 н. и 17 з.п. ф-лы, 5 ил.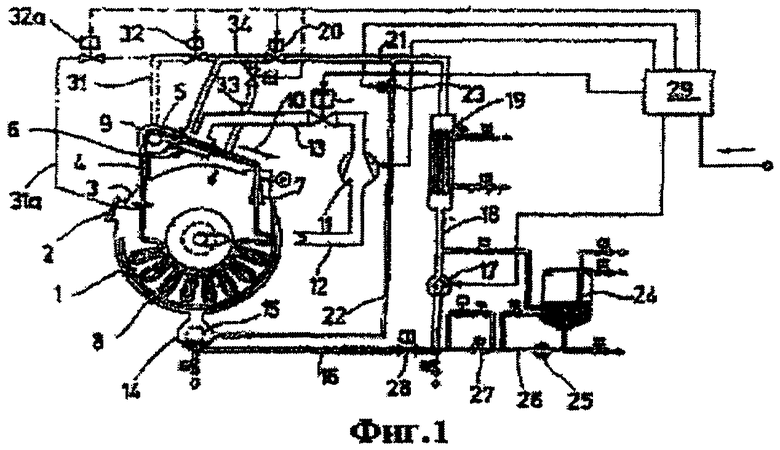
| Устройство для крашения бесконечного текстильного волокна в мотках | 1979 |
|
SU983159A1 |
| Способ обработки волокнистого материала в виде нитей или прядей | 1988 |
|
SU1727536A3 |
| US 4001945 A, 11.01.1977 | |||
| Устройство для вентиляции редуктора | 1980 |
|
SU945538A1 |
| WO 9950493 A1, 07.10.1999 | |||
| US 4483032 A, 20.11.1984. | |||

