Изобретение относится к нефтегазодобывающей промышленности, а более конкретно к изготовлению и монтажу скважинных фильтров на проволочной основе в составе буровых обсадных колон.
Известен инструмент для односторонней клепки полыми заклепками, содержащий смонтированные на U-образном стволе фиксирующую цилиндрическую головку и проходящий через нее стержень с развальцовочным наконечником, головка выполнена с U-образным сквозным пазом по ее оси и с взаимно перпендикулярными П-образными пазами на торцевой поверхности, при этом головка снабжена шарнирно закрепленными в П-образных пазах сухарями, соединенными между собой упругими элементами (SU 627901 A1, B21J 15/34, 23.08.1978).
Однако данный инструмент не может быть использован для крепления полых пробок в циркуляционных отверстиях корпуса скважинного фильтра, поскольку предусматривает прохождение стержня с развальцовочным наконечником сквозь всю закрепляемую заклепку, что невозможно при креплении пробок, заглушенных с одного конца.
Известно устройство для временной заглушки отверстий в стенках трубопроводов, включающее эластичную шайбу и уплотнительное кольцо, при этом оно выполнено с силовым цилиндром, на штоке которого закреплен цанговый зажим, взаимодействующий с шайбой посредством образованных на одном из его концов упоров (SU 344214 A1, F16L 55/12, 24.07.1972).
Данное устройство также не может быть использовано для крепления полых пробок в циркуляционных отверстиях корпуса скважинного фильтра, поскольку предусматривает установку силового цилиндра над заглушаемым отверстием на все время нахождения заглушки в отверстии и последующий демонтаж его вместе с заглушкой при открытии отверстия, что неприемлемо для скважинного фильтра.
Задачей изобретения является обеспечение надежного и стабильного крепления безрезьбовых пробок в циркуляционных отверстиях скважинных фильтров при проверке фильтров на герметичность.
Безрезьбовое крепление посредством инструмента согласно изобретению дает существенный экономический эффект как за счет сокращения трудоемкости изготовления корпуса фильтра и пробки, так и за счет экономии металла - алюминиевого сплава, используемого в качестве материала пробок.
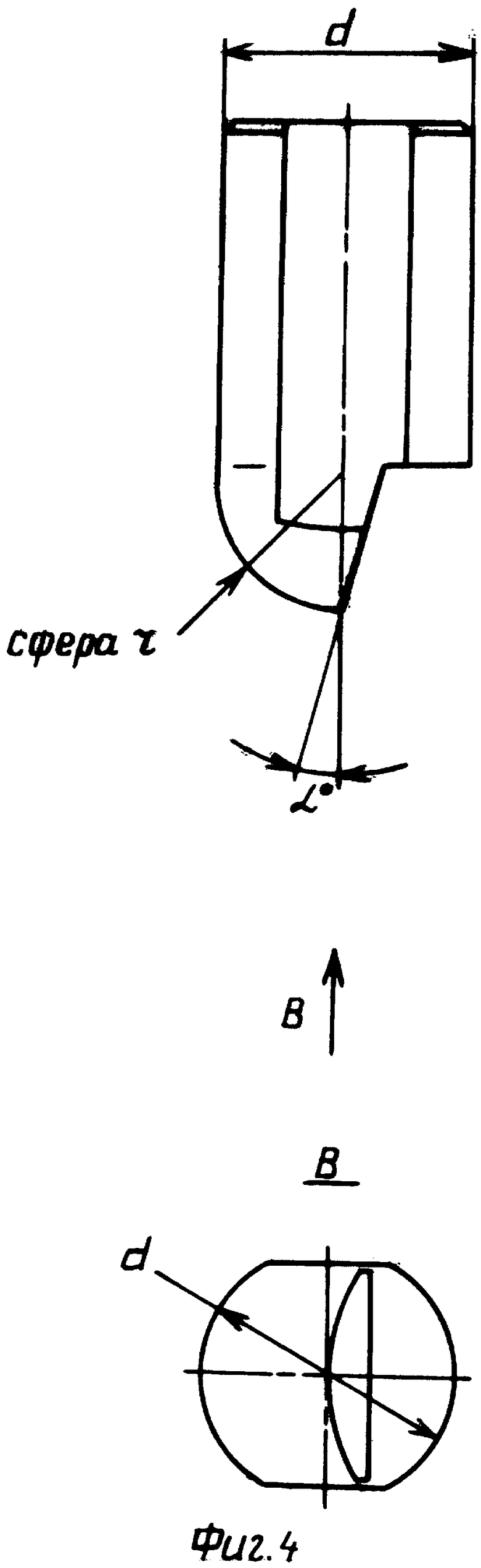
Указанный технический результат достигается тем, что инструмент безрезьбового крепления полых пробок, герметизирующих циркуляционные отверстия в корпусе скважинного фильтра, содержит оправку-держатель инструмента, выполненную с двумя взаимно перпендикулярными пазами-расточками, в которые равноудаленно от ее оси установлены керны, жестко опертые на оправку-держатель; упругую втулку для передачи одновременно на керны и на пробку усилия, деформирующего корпус фильтра и пробку, и обжатия пробки металлом корпуса, при этом оправка-держатель выполнена с центральным цилиндрическим отверстием, в которое до упора установлена упругая втулка для удержания в пазах-расточках прилегающих к втулке боковой поверхностью кернов, и со вставкой центрирования инструмента, выполненной с цилиндрическим хвостовиком, введенным в отверстие упругой втулки, выполненным с резьбовым отверстием для крепления винтом вставки центрирования инструмента к оправке-держателю и, посредством винта и хвостовика, прижатия упругой втулки, а вместе с ней и кернов к оправке-держателю, при этом керны выполнены термообработанными, из инструментальной стали, цилиндрической формы. С целью интенсификации процесса обжима пробки при креплении металлом корпуса фильтра, а также повышения прочности керна за счет увеличения площади его рабочего сечения деформирующая часть кернов выполнена сферической формы с радиусом сферы, равным r,
r≥1/2d,
где d - диаметр керна,
и срезом сферы под углом α=8-10° к оси керна, при этом под прямым углом к срезу с боковых сторон сняты лыски для входа кернов в пазы-расточки оправки-держателя с зазором, срезом с внешней стороны оправки-держателя, а центрирующая часть вставки выполнена в виде полусферы с буртом с возможностью входа в глухое отверстие пробки, а у основания полусферы, перед буртом, центрирующая часть вставки выполнена цилиндрической с диаметром, обеспечивающим посадку в отверстие пробки без зазора, при этом расстояние по высоте от острия деформирующей части керна до нижней опорной поверхности бурта вставки центрирования в свободном состоянии равно:
h=1,5...2,0 мм,
а расстояние между осью керна и осью оправки-держателя:
R=1/2(D+d) мм,
где D - диаметр верхней ступени пробки.
Назначение втулки - обеспечить разрыв в движении вставки центрирования инструмента и кернов. Вставка центрирования выступом входит в отверстие пробки и буртом упирается в ее торец. Продолжать далее движение вставка центрирования не может, так как пробка вставлена в циркуляционное отверстие корпуса фильтра и своим буртом опирается на него. А поскольку оправка-держатель инструмента продолжает движение, а вместе с ней продолжают движение и керны, то происходит сжатие упругой втулки. Именно за счет упругой деформации упругой втулки происходит движение кернов, проникающих в поверхность корпуса фильтра. Этого движения достаточно, чтобы обжать корпус пробки с ее буртом.
Данное решение является основным решением, обеспечивающим работоспособность предлагаемого инструмента достаточно простыми и надежными конструктивными средствами.
В качестве материала упругой втулки может быть использован, например, полиуретан эластичный ППУ-ЭО-130 по ТУ6-55-53-91.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, позволил установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам заявленного устройства инструмента.
Следовательно, заявленное устройство инструмента соответствует требованию «новизна» согласно действующему законодательству.
Заявленное изобретение не следует для специалиста явным образом из известного уровня техники и не является очевидным решением, следовательно, оно соответствует требованию «изобретательский уровень» по действующему законодательству.
На чертежах представлена схема заявленного устройства, где на фиг.1 изображен общий вид инструмента с устройством его привода (фрагмент);
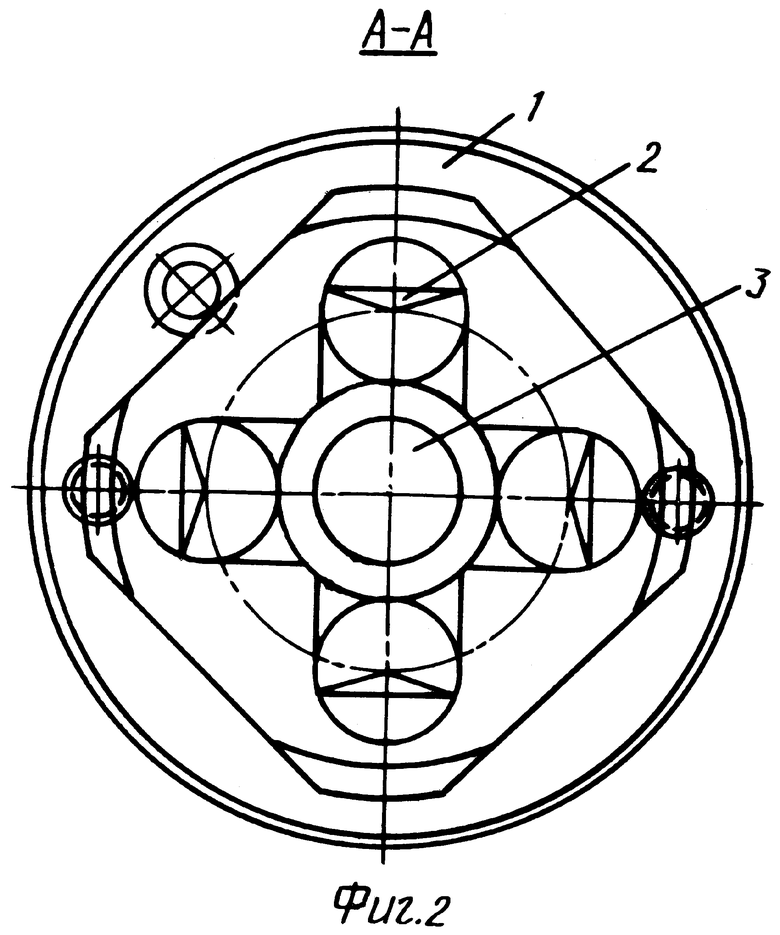
на фиг.2 - вид на устройство по фиг.1 снизу;
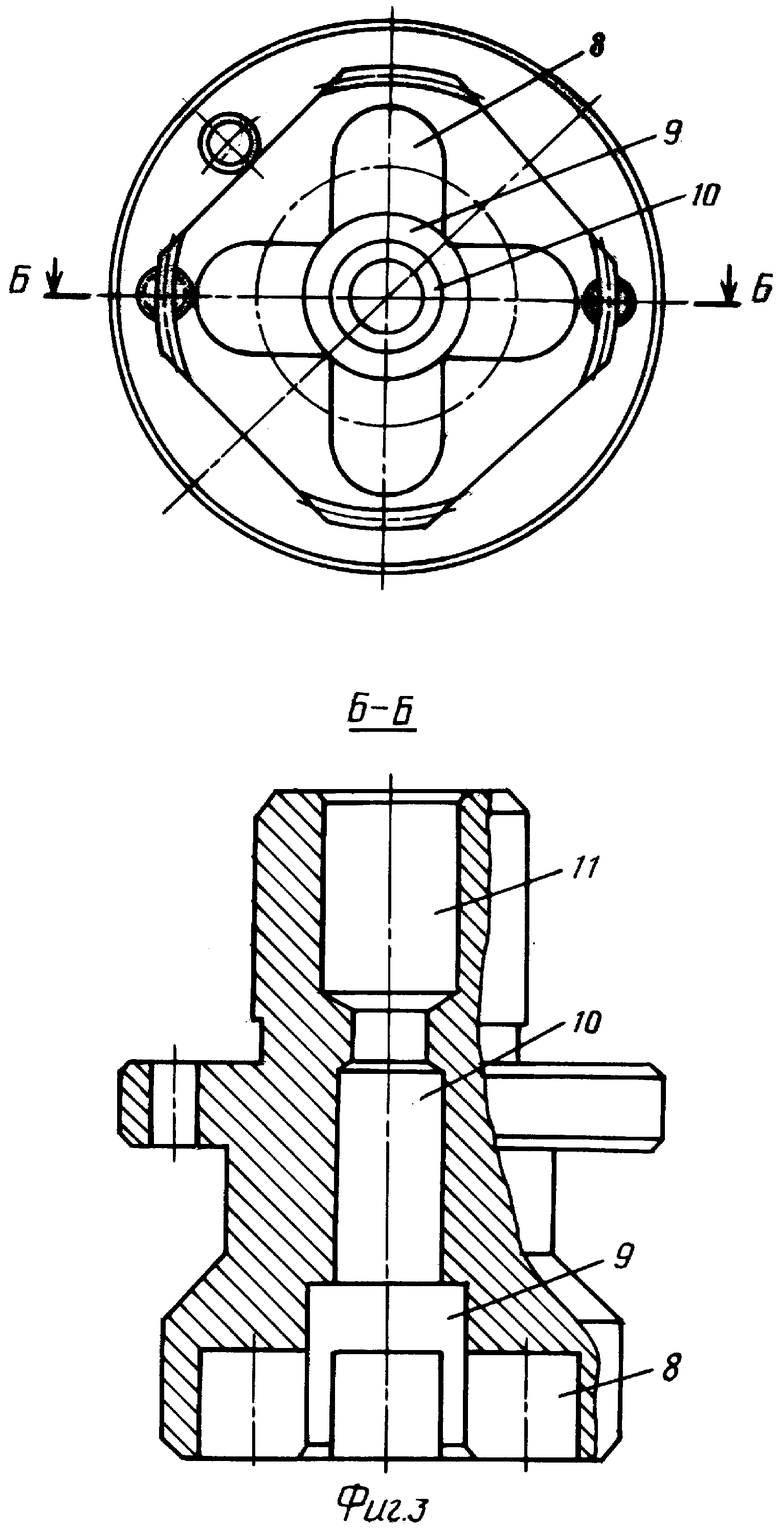
на фиг.3 изображена оправка-держатель;
на фиг.4 изображен керн.
Инструмент содержит следующие детали: оправку-держатель 1, керны 2, вставку 3 центрирования инструмента, упругую втулку 4, винт крепления 5.
Оправка-держатель 1 комплектно в сборе с перечисленными деталями крепится винтом 6 к штоку 7 цилиндра гидравлического агрегата привода инструмента (на чертежах не показан).
Оправка-держатель 1 (см. фиг.1, 3) выполнена с двумя взаимно перпендикулярными пазами-расточками 8, в которых размещены четыре керна 2 на одинаковом расстоянии от оси оправки 1. Имеет центральное отверстие 9, в котором размещается упругая втулка 4. Керны 2 и втулка 4 опираются на оправку-держатель 1. При этом боковая поверхность кернов 2 прилегает к поверхности втулки 4, несколько сдавливая ее. Оправка-держатель 1 имеет сквозное отверстие 10 для прохода крепежного винта 5 и цековку 11 с обратной стороны отверстия 10 для опоры головки крепежного винта 5. Кроме того, оправка-держатель 1 имеет бурт 12 с отверстиями под винты 6 для крепления ее к штоку 7 цилиндра гидравлического агрегата привода.
Керны 2 (см. фиг.1, 4) изготовляются из инструментальной стали с последующей закалкой. Имеют цилиндрическую форму. Рабочая часть керна выполнена в виде полусферы с радиусом r≥1/2d его внешнего диаметра. Сфера имеет скос под углом α=8-10° к оси керна. С боков перпендикулярно скосу на керне сняты параллельно друг другу лыски. Благодаря лыскам керны заходят в пазы-расточки 8 оправки-держателя 1. Керны 2 устанавливаются в пазы-расточки 8 оправки 1 угловым срезом под углом α=8-10° к внешней стороне оправки 1.
Вставка 3 центрирования инструмента (см. фиг.1, 2) имеет хвостовик с резьбовым отверстием под винт 5 крепления ее в оправке-держателе 1, хвостовик вставки 3 входит в отверстие упругой втулки 4. Центрирующая часть вставки 3 выполнена в виде полусферы с буртом. Полусфера перед буртом имеет цилиндрический участок (пояс) диаметром, несколько большим диаметра отверстия в пробке 13.
Центрирующая часть вставки 3 заходит в отверстие пробки 13 без зазора. Верхняя плоскость бурта пробки 13 утопает на 1-2 мм в отверстии корпуса 14 фильтра.
Упругая втулка 4 (см. фиг.1) имеет большое значение для обеспечения работоспособности инструмента. Она выполнена из материала, обладающего пружинящими свойствами, например из полиуретана марки эластичный ППУ-ЭО-130 по ТУ6-55-53-91.
Особенности монтажа - сборки инструмента, порядок сборки.
Керны 2 вводят в пазы-расточки 8 оправки-держателя 1. Глубина пазов-расточек 8 должна быть одинаковой, размер кернов по длине должен быть одинаков. Керны 2 по пазам 8 перемещаются с минимальным зазором свободно. Далее в центральное отверстие оправки-держателя 1 вводится упругая втулка 4. При этом она внешней цилиндрической поверхностью кернов 2 несколько деформируется, зажимая керны 2 в пазах-расточках 8 оправки-держателя 1. После этого в отверстие упругой втулки 4 вводится хвостовик вставки 3 центрирования инструмента. Хвостовик вставки 3 вводится во втулку 4 до упора в ее торец буртом вставки 3. Вворачивается винт 5 в хвостовик вставки 3 и притягивает ее до плотного прижима кернов 2 и втулки 4 к оправке-держателю 1.
Правильность изготовления и сборки инструмента проверяется соответствием размеров:
а) между острием полусферы на керне 2 и нижней опорной плоскостью бурта на вставке 3 центрирования. Размер должен быть одинаковым для всех четырех кернов и равным h,
h=1,5...2,0 мм,
острие керна должно быть выше опорной плоскости бурта,
б) между осью оправки-держателя 1 и осью керна 2. Размер должен быть одинаковым для всех 4-х кернов и равным R,
R=1/2(D+d) мм,
где D - диаметр верхней ступени (бурта) пробки, d - диаметр керна.
Принцип работы (см. фиг.1). Собранный в оправку-держатель 1 инструмент вставляют в отверстие штока 7 гидроцилиндра агрегата привода его и винтами 6 закрепляют. Далее гидроцилиндр со штоком 7 подводят к отверстию пробки 13 в корпусе 14 фильтра и опускают шток 7 вниз. При этом центрирующий выступ вставки 3 плотно входит в отверстие пробки 13. Керны 2 касаются поверхности корпуса 14 фильтра. Гидроагрегат включают на рабочий ход. Шток 7 вместе с оправкой-держателем 1 опускается вниз. Поскольку бурт вставки 3 уперт в бурт пробки 13, происходит сжатие упругой втулки 4 и одновременно с этим деформирование корпуса 14 фильтра кернами 2. При этом деформированный металл корпуса 14 обжимает пробку 13 и закрепляет ее в отверстии корпуса 14.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного изобретения усматриваемого заявителем технического результата. Следовательно, заявленное изобретение соответствует требованию «промышленная применяемость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО БЕЗРЕЗЬБОВОГО КРЕПЛЕНИЯ ПОЛЫХ ПРОБОК, ГЕРМЕТИЗИРУЮЩИХ ЦИРКУЛЯЦИОННЫЕ ОТВЕРСТИЯ В КОРПУСЕ СКВАЖИННОГО ФИЛЬТРА | 2005 |
|
RU2320857C2 |
| СПОСОБ БЕЗРЕЗЬБОВОГО КРЕПЛЕНИЯ ГЕРМЕТИЗИРУЮЩИХ И РАЗГЕРМЕТИЗИРУЮЩИХ ПОЛЫХ ПРОБОК В ЦИРКУЛЯЦИОННЫХ ОТВЕРСТИЯХ КОРПУСА СКВАЖИННОГО ФИЛЬТРА НА ПРОВОЛОЧНОЙ ОСНОВЕ | 2005 |
|
RU2301324C1 |
| РАСТОЧНАЯ ОПРАВКА | 2010 |
|
RU2440216C1 |
| Устройство для спуска потайных обсадных колонн | 1979 |
|
SU876961A1 |
| Оправка для крепления хонинговальной головки | 1978 |
|
SU776893A1 |
| КЕРНОПРИЕМНОЕ УСТРОЙСТВО | 1999 |
|
RU2160820C2 |
| СКВАЖИННЫЙ ФИЛЬТР И СПОСОБ ЕГО СБОРКИ | 2006 |
|
RU2325510C1 |
| РАЗЪЕДИНИТЕЛЬ-СОЕДИНИТЕЛЬ ШАРИФОВА ДЛЯ ПАКЕРНОЙ УСТАНОВКИ СКВАЖИНЫ (ВАРИАНТЫ) | 2004 |
|
RU2289012C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| Устройство для крепления держателя осевого инструмента к шпинделю станка | 1988 |
|
SU1713422A3 |
Изобретение относится к нефте-газодобывающей промышленности, а именно к изготовлению и монтажу скважинных фильтров в составе буровых обсадных колон. Инструмент для безрезьбового крепления полых пробок в циркуляционных отверстиях корпусов скважинных фильтров позволяет производить крепление пробки за счет обжатия ее металлом корпуса фильтра. Технический результат: обеспечение надежного и стабильного крепления безрезьбовых пробок в циркуляционных отверстиях скважинных фильтров при проверке фильтров на герметичность, сокращение трудоемкости изготовления корпуса фильтра и пробки и экономия металла - алюминиевого сплава, используемого в качестве материала пробок. 1 з.п. ф-лы, 4 ил.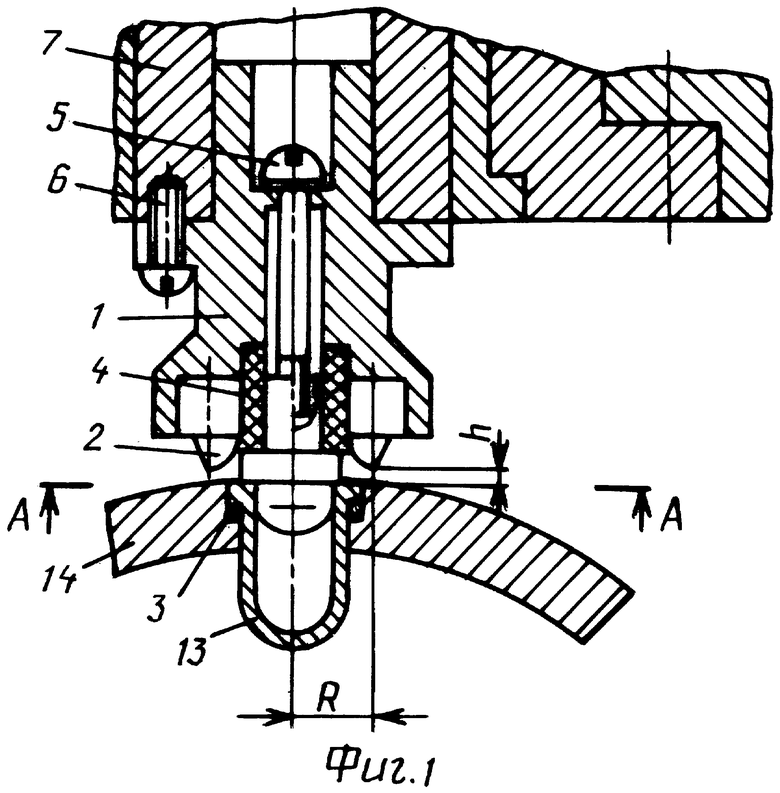
r≥1/2d,
где d - диаметр керна,
и срезом сферы под углом α=8-10° к оси керна, при этом под прямым углом к срезу с боковых сторон сняты лыски для входа кернов в пазы-расточки оправки-держателя с зазором срезом с внешней стороны оправки-держателя, а центрирующая часть вставки выполнена в виде полусферы с буртом с возможностью входа в глухое отверстие пробки, а у основания полусферы перед буртом центрирующая часть вставки выполнена цилиндрической с диаметром, обеспечивающим посадку в отверстие пробки без зазора, при этом расстояние по высоте от острия деформирующей части керна до нижней опорной поверхности бурта вставки центрирования в свободном состоянии равно h=1,5 - 2,0 мм, а расстояние между осью керна и осью оправки-держателя R=1/2(D+d) мм, где D - диаметр верхней ступени пробки.
| УСТРОЙСТВО для ВРЕМЕННОЙ ЗАГЛУШКИ ОТВЕРСТИЙ В СТЕНКАХ ТРУБОПРОВОДОВ | 0 |
|
SU344214A1 |
| Ручной инструмент для односторонней клепки | 1977 |
|
SU627901A1 |
| ЗАГЛУШКА ДЛЯ ТОНКОСТЕННЫХ ЕМКОСТЕЙ | 0 |
|
SU375444A1 |
| Способ запрессовки заглушек | 1959 |
|
SU121320A1 |
| Устройство для фиксации заглушки | 1972 |
|
SU445802A1 |

