Изобретения относятся к области обработки материалов резанием (строганием), преимущественно на станках с числовым программным управлением (ЧПУ), и могут быть использованы, например, для гравирования рельефных структур рисунков на металлографских формах (используемых при изготовлении печатной продукции с высокой степенью защиты от подделки, в частности денежных знаков), где необходимо осуществлять процесс резания по траекториям, имеющим ломаные участки и/или участки с малыми радиусами сопряжения.
Наиболее близким по технической сущности и достигаемому результату к заявленным объектам изобретения является способ формирования рельефа в функциональном слое изделия посредством обработки строганием, описанный ниже.
Из уровня техники известен способ формирования рельефа в функциональном слое изделия посредством обработки строганием, согласно которому путем, по меньшей мере, одного технологическою прохода резца осуществляют удаление припуска в функциональном слое изделия посредством использования строгального резца. Последний содержит хвостовик и режущую часть, выполненную в виде трехгранной пирамиды с поперечным сечением в форме равнобедренного треугольника. При этом перед началом обработки (а также при изменении направления резания на противоположное; в области ломаных участков траектории резания и в области участков траектории резания, сопрягаемых с малым радиусом кривизны) осуществляют поворот резца вокруг продольной оси симметрии его хвостовика на регламентируемый направлением траектории резания угол. Поворот резца осуществляют с обеспечением оптимизации пространственного положения его передней поверхности относительно поверхности резания в процессе продолжения прохода. При этом в качестве передней поверхности режущей части может быть использована лишь одна грань пирамиды (RU, №2179094, 2002 г.).
Основным недостатком описанной выше и используемой в настоящее время технологии формирования рельефа в функциональном слое изделия посредством обработки строганием на станках с ЧПУ является ограничение примерно в 25° на разворот резца (без подъема, т.е. в материале удаляемого припуска) в процессе строгания. Объясняется это тем, что поперечное сечение режущей части резца представляет собой вытянутый равнобедренный треугольник. Данная форма резца ограничивает угол его разворота на месте (в объеме снимаемого припуска) без подъема резца, поскольку свободная задняя кромка врезается в материал припуска, отгибается и разрушается. Это приводит к необходимости поднимать резец над верхней плоскостью функциональной поверхности при изменении направления резания, например, на ломаных участках траектории резания.
В связи с тем, что у станка с ЧПУ скорость поворота резца значительно меньше скорости перемещения по координатам X, Y, Z, примерно 50% времени (при подъеме и повороте резца и/или при его повороте непосредственно в материале удаляемого припуска) станок работает вхолостую, т.е. снижается производительность технологического процесса.
В основу настоящего изобретения была положена задача создания такой технологии формирования рельефа в функциональном слое изделия, которая позволила бы в значительной степени повысить производительность процесса строгания за счет снятия ограничения на угол поворота резца в процессе резания без его подъема посредством использования строгального резца специальной конструкции.
Поставленная задача в отношении первого варианта способа (пп.1-4 формулы) решена посредством того, что в способе формирования рельефа в функциональном слое изделия посредством обработки строганием, согласно которому путем, по меньшей мере, одного прохода осуществляют удаление припуска в функциональном слое посредством использования строгального резца, содержащего хвостовик и режущую часть, выполненную в виде трехгранной пирамиды, при этом перед началом обработки, а также при изменении направления резания на противоположное; в области ломаных участков траектории резания и на участках траектории резания, сопрягаемых с малым радиусом кривизны, осуществляют поворот резца вокруг продольной оси симметрии хвостовика на регламентируемый направлением траектории резания угол с обеспечением оптимизации пространственного положения передней поверхности резца относительно поверхности резания, согласно изобретению используют резец с режущей частью в виде правильной усеченной пирамиды, продольная ось симметрии которой совмещена с продольной осью симметрии хвостовика, меньшее основание является «вершиной» резца, каждую из ее боковых граней в зависимости от направления резания используют в качестве передней поверхности резца, а при изменении направления резания на противоположное и в зоне ломаных участков траектории резания, а также на участках траектории резания с малым радиусом сопряжения в качестве передней поверхности резца используют ту грань режущей части, которую путем упомянутого поворота резца необходимо развернуть на минимальный угол для оптимизации ее пространственного положения относительно поверхности резания для осуществления процесса продолжения данного прохода.
Допустимо оптимизацию пространственного положения передней поверхности резца относительно поверхности резания осуществлять путем ее установки под тупым углом относительно поверхности резания, величина которого менее 120°.
Целесообразно (перед упомянутым поворотом резца на угол, превышающий 25°) осуществлять подъем резца с обеспечением выхода его «вершины» на верхнюю плоскость функционального слоя, после чего обеспечивать поворот резца на регламентируемый направлением продолжения траектории резания угол и осуществляют его повторное врезание в припуск функционального слоя на исходную глубину.
При выполнении предыдущего условия разумно подъем и опускание резца на ломаных участках траектории резания осуществлять с одновременным сообщением ему главного движения резания в область удаляемого припуска.
Поставленная задача в отношении другого варианта способа (п.5 и п.6 формулы) решена посредством того, что в способе формирования рельефа в функциональном слое изделия посредством обработки строганием, согласно которому путем, по меньшей мере, одного прохода осуществляют удаление припуска в функциональном слое посредством использования строгального резца, содержащего хвостовик и режущую часть, выполненную в виде трехгранной пирамиды, при этом перед началом обработки осуществляют оптимизацию пространственного положения передней поверхности резца относительно поверхности резания, согласно изобретению используют резец с режущей частью в виде правильной усеченной пирамиды, продольная ось симметрии которой совмещена с продольной осью симметрии хвостовика, меньшее основание является «вершиной» резца, каждая из ее боковых граней в зависимости от направления резания функционально может являться передней поверхностью резца, а в зоне ломаных участков траектории резания, а также на участках траектории резания с малым радиусом сопряжения, при изменении направления траектории резания на угол, равный или близкий к 60°, в качестве передней поверхности резца используют ту грань режущей части, пространственное положение которой (в данный момент времени) оптимизировано относительно поверхности резания для осуществления процесса продолжения данного прохода.
Оптимизацию пространственного положения передней поверхности резца относительно поверхности резания осуществляют вышеописанным образом, т.е. путем ее (передней поверхности) установки под тупым углом относительно поверхности резания, величина которого менее 120°.
Изобретения поясняются графическими материалами.
Фиг.1 - обозначение элементов структуры рельефа в функциональном слое изделия.
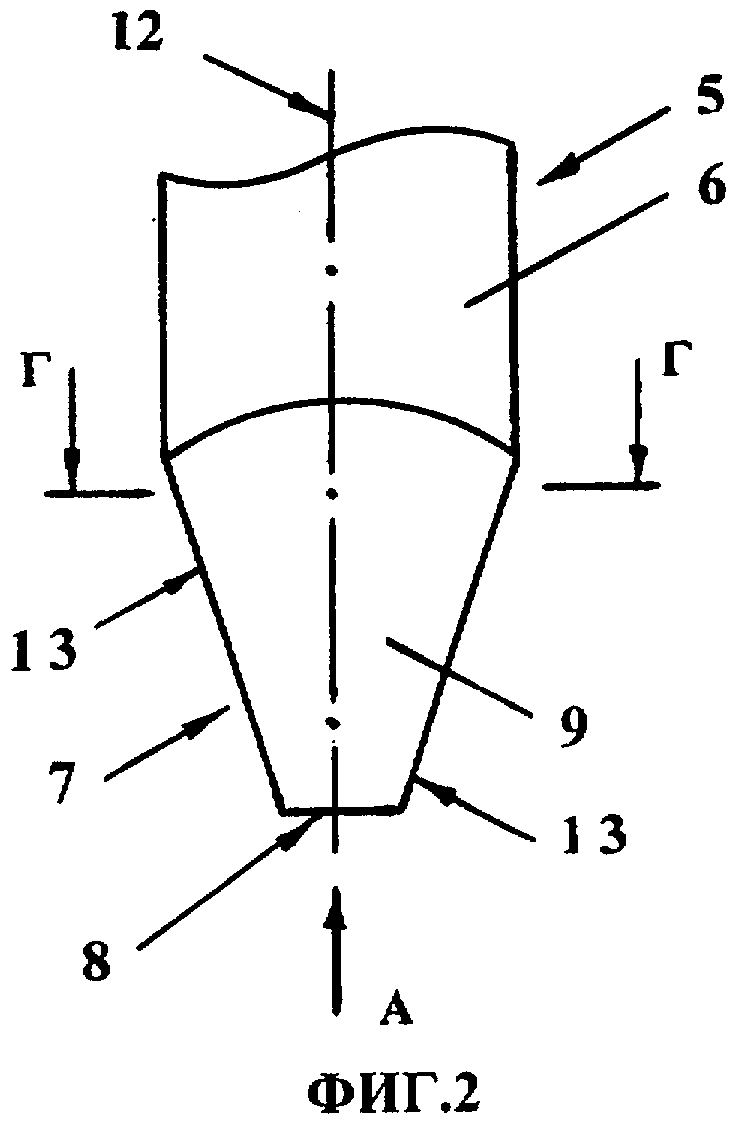
Фиг.2 - общий вид строгального резца с режущей частью в виде правильной усеченной пирамиды со стороны одной из передних поверхностей.
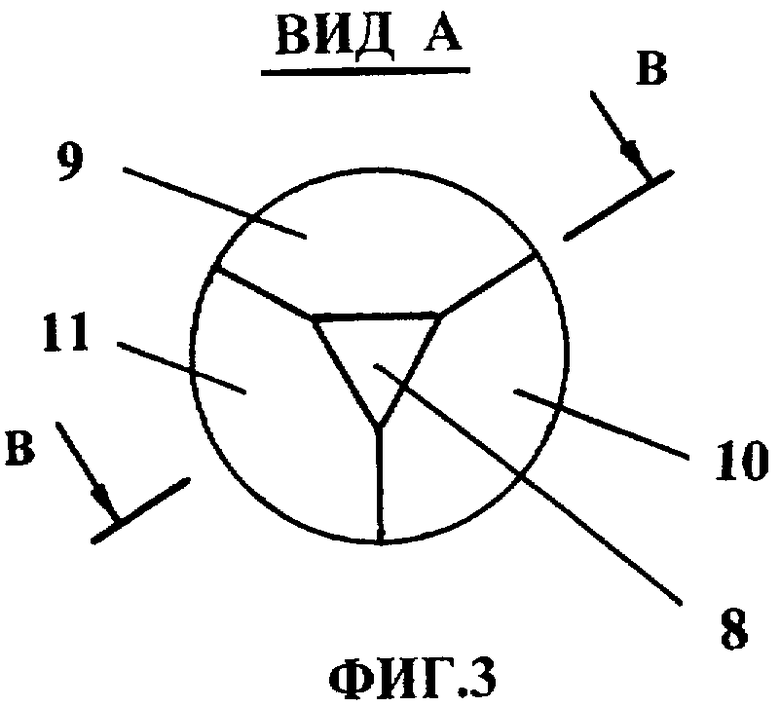
Фиг.3 - вид А по фиг.2.
Фиг.4 - сечение В-В по фиг.3.
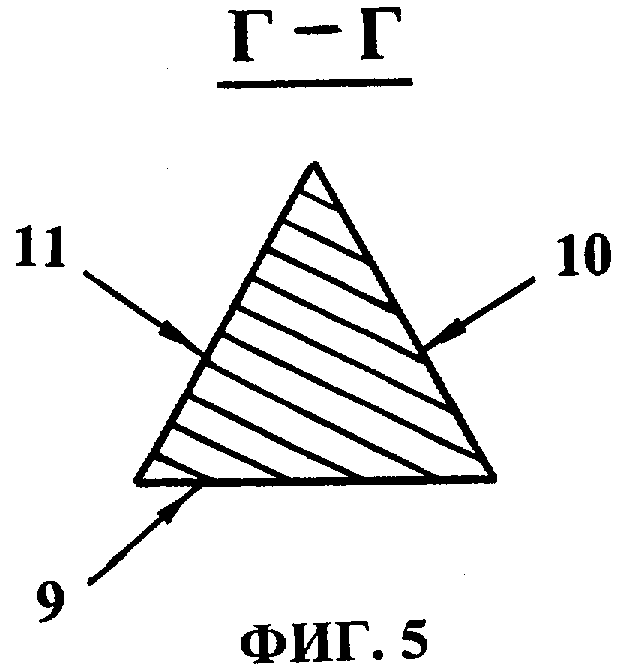
Фиг.5 - сечение Г-Г по фиг.2.
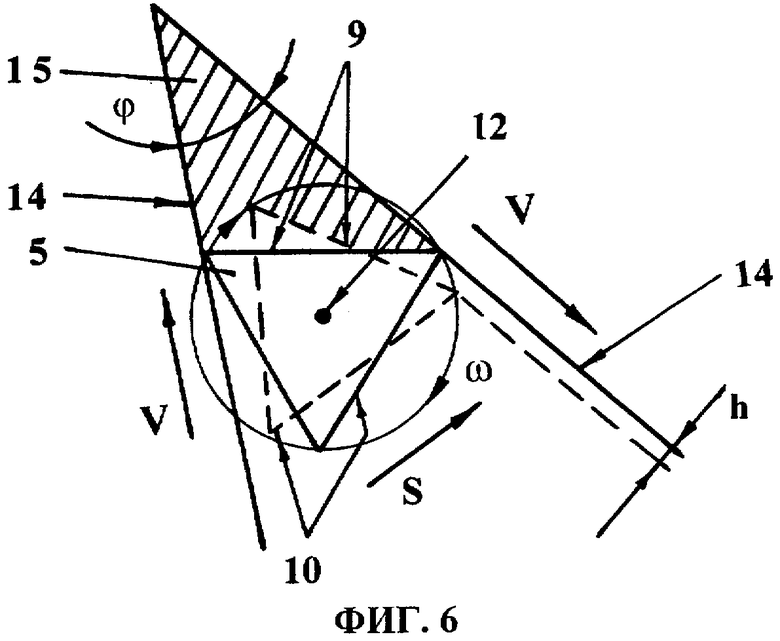
Фиг.6 - схематичное изображение технологии резания на ломаных участках траектории резания при внутреннем угле ϕ меньше 90°, но не равном 60°.
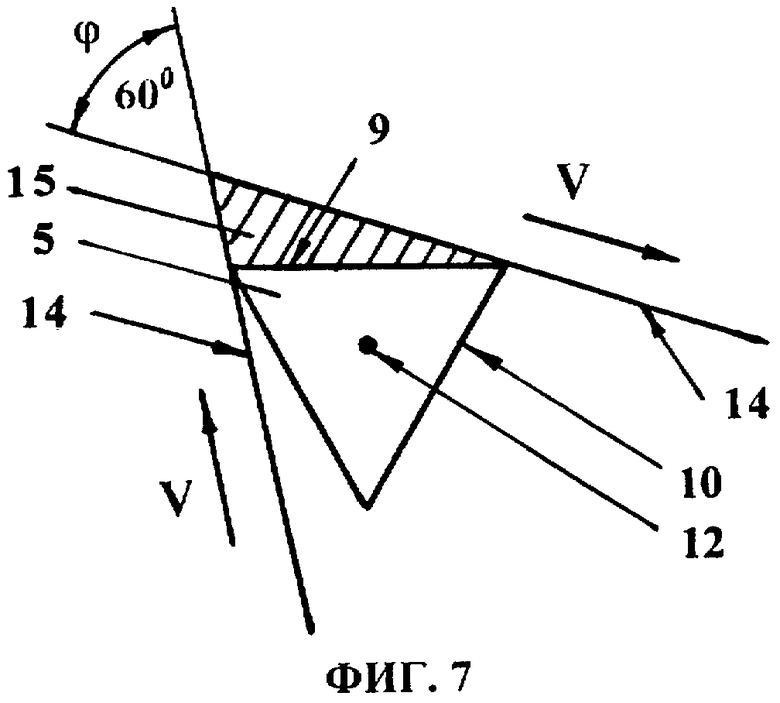
Фиг.7 - схематичное изображение технологии резания на ломаных участках траектории резания при внутреннем угле ϕ равном 60°.
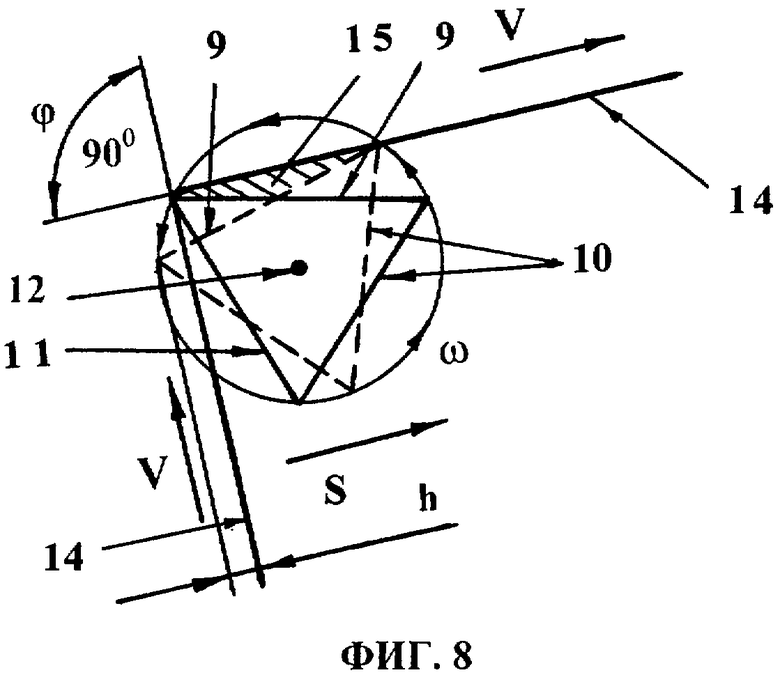
Фиг.8 - схематичное изображение технологии резания на ломаных участках траектории резания при внутреннем угле ϕ равном 90°.
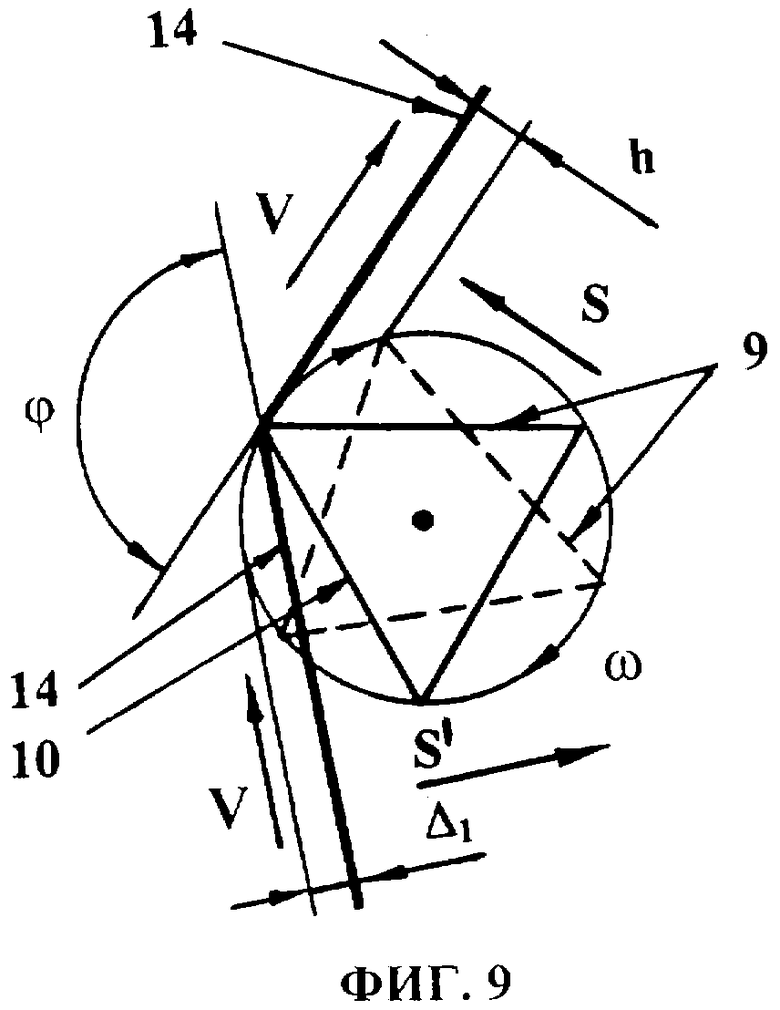
Фиг.9 - схематичное изображение технологии резания на ломаных участках траектории резания при внутреннем угле ϕ более 90°.
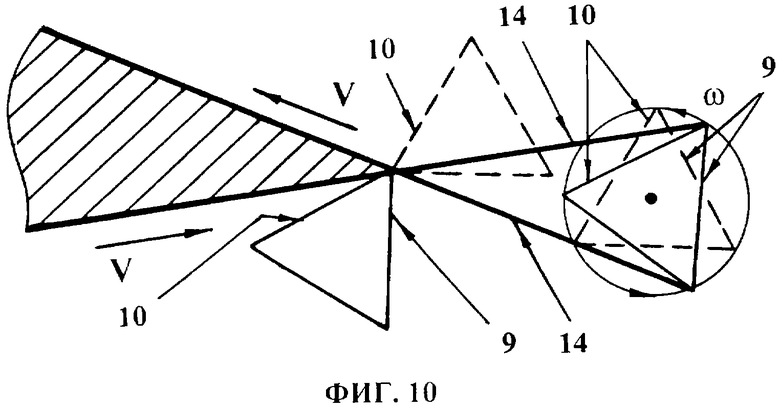
Фиг.10 - схематичное изображение технологии резания на ломаных участках траектории резания при внешнем угле ϕ более 180°.
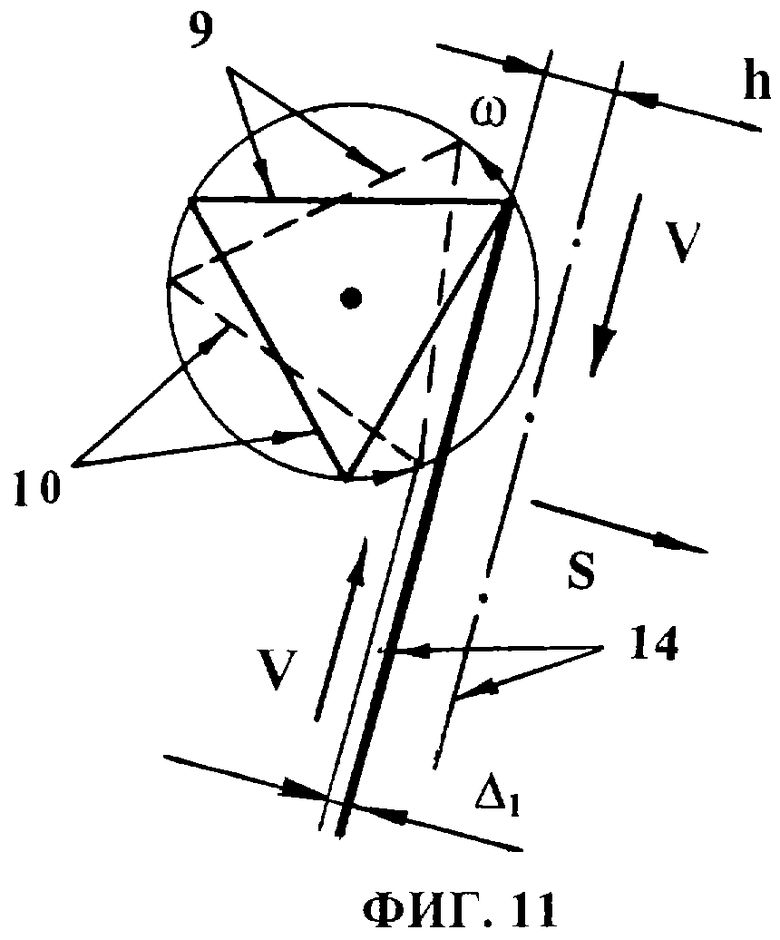
Фиг.11 - схематичное изображение технологии резания при изменении направления резания на противоположное (обратный ход резца, траектория обратного хода обозначена штрихпунктирной линией).
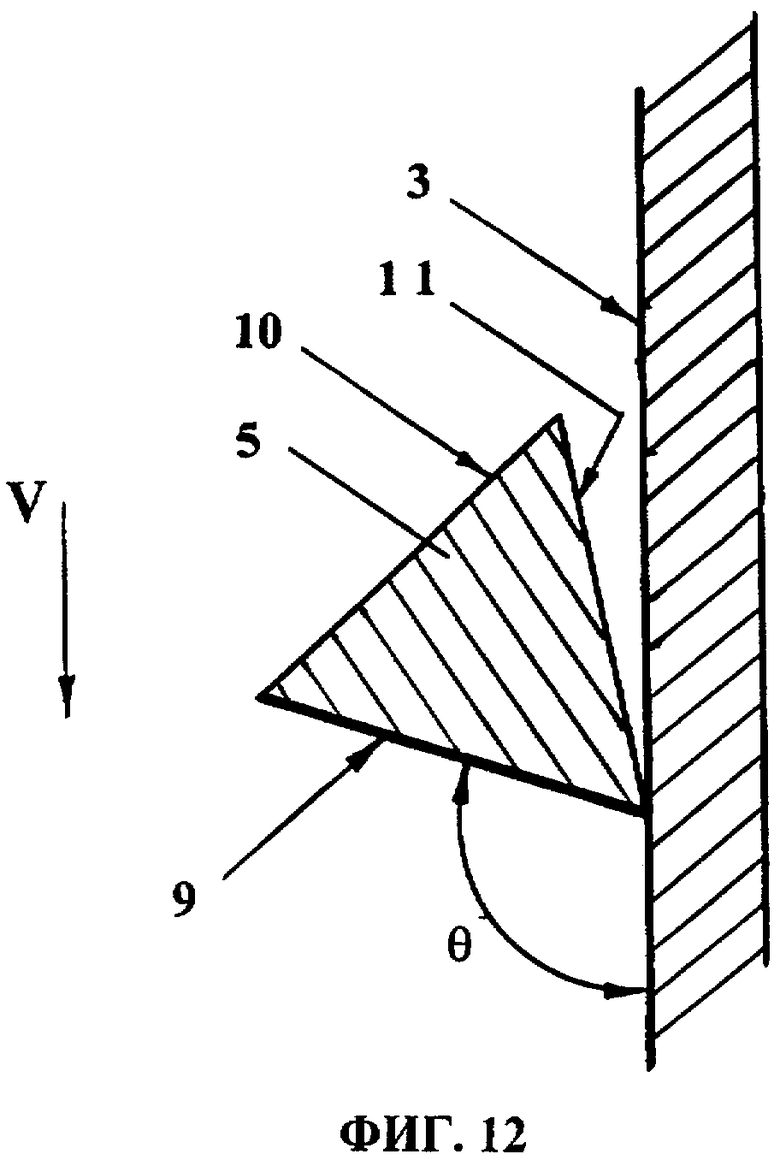
Фиг.12 - оптимальное положение передней поверхности резца относительно поверхности резания.
Способ формирования рельефа в функциональном слое изделия посредством обработки строганием осуществляют следующим образом.
Во-первых, целесообразно отметить, что согласно настоящему изобретению под термином «изделие» 1, как правило, понимается металлографская форма, содержащая законченную гравюру из набора канавок и выступов (рельефа), программно сформированных методами компьютерной графики (до начала технологической обработки) и обеспечивающих требуемое качество оттисков после практической реализации этого рельефа в функциональном слое 2 изделия 1 (фиг.1).
На фиг.1 графических материалов также позиционно обозначены поверхность 3 резания и верхняя плоскость 4 функционального слоя 2.
Перед началом осуществления патентуемой технологической обработки формируемую в функциональном слое 2 изделия 1 общую гравюру разделяют (программно) на отдельные объекты обработки - рисунки, представляющие собой законченные части гравюры, которые не связаны, например, общими выступами с другими законченными частями этой гравюры.
Следует отметить, что заявленная технология обработки может быть практически реализована только посредством строгального резца 5 специальной (нижеописанной) конструкции.
Данный строгальный резец 5 содержит хвостовик 6 и режущую часть 7, выполненную в виде правильной трехгранной усеченной пирамиды, меньшее основание которой функционально является «вершиной» 8 резца 5, а каждая из ее боковых граней 9, 10, 11 расположена под острым углом α к продольной оси 12 симметрии хвостовика 6 и функционально может являться передней поверхностью резца 5 (в зависимости от пространственного положения этой грани 9 или 10, или 11 относительно направления V резания).
Продольная ось 12 симметрии хвостовика совмещена с продольной осью симметрии режущей части 7.
Ребра пирамиды, функционально являющиеся боковыми режущими кромками 13, пересекаются в пространстве с продольной осью симметрии режущей части 7 (или осью 12 хвостовика, что адекватно) под острым углом.
Способ формирования рельефа в функциональном слое 2 изделия 1 посредством обработки строганием согласно пп.1-4 формулы реализуют следующим образом. Путем, по меньшей мере, одного прохода резца 5 осуществляют удаление припуска в функциональном слое 2 посредством использования строгального резца 5, содержащего хвостовик 6 и режущую часть 7. Последняя выполнена в виде правильной трехгранной усеченной пирамиды. При этом перед началом обработки, а также при изменении направления резания на противоположное и в области ломаных участков (а также в области участков с малыми радиусами сопряжения) траектории 14 резания осуществляют поворот (по стрелке ω) резца 5 вокруг продольной оси 12 симметрии хвостовика 6 на регламентируемый направлением траектории 14 резания угол с обеспечением оптимизации пространственного положения передней поверхности (т.е. граней 9 или 10, или 11) резца 5 относительно поверхности 3 резания. При изменении направления резания на противоположное и в зоне ломаных участков траектории 14 резания (а также на участках сопряжения с малым радиусом кривизны) в качестве передней поверхности резца 5 используют ту грань 9 или 10, или 11 режущей части 7, которую (путем упомянутого поворота резца 5) необходимо развернуть на минимальный угол для оптимизации ее пространственного положения относительно поверхности 3 резания для осуществления процесса продолжения данного прохода.
Оптимизацию пространственного положения передней поверхности (т.е. одной из граней 9, 10, 11) резца 5 относительно поверхности 3 резания осуществляют путем ее (т.е. передней поверхности) установки под тупым углом θ относительно поверхности 3 резания, величина которого менее 120°. В противном случае другая грань будет касаться (скользить) обработанной поверхности.
Отдельным серьезным вопросом является процесс стружкоотвода из зоны резания. Из-за наклона передней поверхности (грани) режущей части материал припуска будет выдавливаться по ходу резания, и, возможно, будет приводить к образованию заусенцев (наклепа) на поверхности функционального слоя. Однако если передняя поверхность резца будет пространственно ориентирована под тупым углом θ к поверхности резания. то отвод стружки будет происходить в сторону обработанной области.
Перед упомянутым поворотом резца 5 на угол, превышающий 25°, можно осуществлять подъем резца 5 с обеспечением выхода его «вершины» 8 на верхнюю плоскость 4 функционального слоя 2. После этою обеспечивать поворот резца 5 на регламентируемый направлением продолжения траектории 14 резания угол (по стрелке ω) и осуществлять его повторное врезание в припуск функционального слоя 2 на исходную глубину.
Данный технологический прием не только обеспечивает повышение долговечности резца 5, но и позволяет осуществить дополнительную выборку оставшегося припуска 15 в угловых зонах (внутренних углах), например, ломаных участков траектории 14 резания.
Подъем и опускание резца 5 на ломаных участках траектории 14 резания допустимо осуществлять с одновременным сообщением ему главного движения резания (по стрелке V) в область удаляемого припуска.
Данный технологический прием позволяет осуществить по максимуму дополнительную выборку оставшегося припуска 15 в угловых зонах (внутренних углах), например, ломаных участков траектории 14 резания, а в совокупности с предыдущим обеспечивает повышение долговечности резца 5.
Способ формирования рельефа в функциональном слое изделия посредством обработки строганием согласно другому варианту исполнения (см. п.5 и п.6 формулы изобретения) аналогичен вышеописанному. Отличия состоят лишь в том, что в нем нет необходимости осуществлять поворот резца 5 вокруг оси 12 хвостовика 6. Однако он может быть использован лишь в ряде частных случаев. А именно при изменении направления траектории 14 (в зоне ломаных участков) резания на угол равный или близкий к 60°. При этом в качестве передней поверхности резца используют ту грань 9 или 10, или 11 режущей части 7, пространственное положение которой (в данный момент времени) оптимизировано относительно поверхности 3 резания для осуществления процесса продолжения данного прохода.
В этом варианте исполнения оптимизацию пространственного положения передней поверхности резца 5 относительно поверхности 3 резания также осуществляют путем ее (передней поверхности) установки под тупым углом относительно поверхности резания 3, величина которого менее 120°.
Совершенно очевидно, что согласно заявленной технологии строгания с использованием специального строгального резца в значительной степени повышается производительность технологическою процесса за счет снижения времени на повороты инструмента. Так, например, согласно известным из уровня техники способам при изменении направления строгания на противоположное необходимо обеспечить поворот резца на 180°, в то время как согласно изобретению резец достаточно повернуть на угол в диапазоне от 60°, но менее 90°.
Таким образом, если изготовить режущую часть резца в форме правильной усеченной трехгранной пирамиды, то все три ее грани получатся одинаковыми (равноценными для процесса резания), и при обработке можно будет переходить на резание с одной грани (передней поверхности) на другую.
Более подробно технология строгания согласно изобретению раскрыта в графических материалах и дополнительных пояснений не требует. На всех схемах резания сплошным треугольником обозначено предыдущее положение поперечного сечения режущей части резца, а пунктирным треугольником - его последующее положение (т.е. после изменения направления траектории резания).
Целесообразно лишь более подробно описать оптимизированные схемы резания по фиг.6, 8, 9 и 11.
Из данных схем следует, что для того чтобы исключить выход соответствующего ребра (режущей кромки 13) за пределы номинальной траектории 14 резания (т.е. несанкционированную выборку припуска в функциональном слое), а также вывести другую режущую кромку 13 на соответствующий участок номинальной траектории 14 резания, необходимо обеспечить следующее.
Согласно схеме резания по фиг.6 для того чтобы совместить с номинальной траекторией 14 резания соответствующую режущую кромку 13 грани 10, необходимо резцу 5 (после его поворота) сообщить дополнительное перемещение в направлении номинальной траектории 14 резания (или поверхности 3 резания) по стрелке S на величину h.
Согласно схеме резания по фиг.8 для того чтобы исключить подрезку (при повороте резца 5) уже обработанной поверхности 3 резания режущей кромкой 13 грани 11, необходимо сообщить резцу 5 дополнительное перемещение по стрелке S на величину h (перед поворотом резца 5).
Согласно схеме резания по фиг.9 для того, чтобы исключить подрезку (гранью 11) уже обработанной (гранью 9) поверхности 3 резания при повороте резца 5, необходимо сообщить ему (перед поворотом) дополнительное перемещение по стрелке S1 на величину Δ1. А для того чтобы совместить соответствующую режущую кромку 13 грани 9 (после поворота резца 5) с номинальной траекторией 14 резания, необходимо резцу 5 сообщить дополнительное перемещение в направлении номинальной траектории 14 резания по стрелке S на величину h+Δ1.
Согласно схеме резания по фиг.11 для того, чтобы совместить соответствующую режущую кромку 13 грани 10 с номинальной траекторией 14 резания, необходимо резцу 5 сообщить (после поворота) дополнительное перемещение по стрелке S на величину h+Δ1 к направлении номинальной траектории 14 резания (штрихпунктирная линия).
Все вышеуказанные дополнительные перемещения, как правило, осуществляются программным путем.
Совершенно очевидно, что дополнительные перемещения необходимо обеспечивать лишь в тех случаях, когда их величины превышают допуск на обработку структур формируемого рельефа, в частности поверхности 3 резания.
Таким образом, патентуемые варианты способа формирования рельефа в функциональном слое изделия посредством обработки строганием профильных структур формируемого рисунка могут быть промышленно реализованы в различных областях техники. Например, при формировании механическим путем рельефа в функциональных слоях металлографских форм (клише) для глубокой печати с субмикронным разрешением формируемых структур (печатных и пробельных элементов), используемых преимущественно в производстве денежных знаков и иных ценных бумаг (требующих высокой степени защиты от подделки), а также в других областях техники, где необходимо получение в функциональном слое изделия гравюры с заданным субмикронным разрешением ее структур с произвольной конфигурацией.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРОГАЛЬНЫЙ РЕЗЕЦ | 2006 |
|
RU2311271C1 |
| СПОСОБ ФОРМИРОВАНИЯ РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ИЗДЕЛИЯ МЕТОДОМ МНОГОПРОХОДНОГО СТРОГАНИЯ НА СТАНКАХ С ЧПУ И СТРОГАЛЬНЫЙ РЕЗЕЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296036C1 |
| СПОСОБ ФОРМИРОВАНИЯ ОБЪЕМНЫХ МИКРОСТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ МЕТАЛЛОГРАФСКОЙ ФОРМЫ НА АВТОМАТИЗИРОВАННОМ ГРАВИРОВАЛЬНОМ ПРОГРАММНО-АППАРАТНОМ КОМПЛЕКСЕ | 2011 |
|
RU2467859C1 |
| СПОСОБ ФОРМИРОВАНИЯ ОБЪЕМНЫХ МИКРОСТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ МЕТАЛЛОГРАФСКОЙ ФОРМЫ НА АВТОМАТИЗИРОВАННОМ ГРАВИРОВАЛЬНОМ ПРОГРАММНО-АППАРАТНОМ КОМПЛЕКСЕ (ВАРИАНТЫ) | 2011 |
|
RU2467858C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФА В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ | 2005 |
|
RU2288844C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА СТАНКА АВТОМАТИЗИРОВАННОГО ГРАВИРОВАЛЬНОГО КОМПЛЕКСА | 2005 |
|
RU2279964C1 |
| СПОСОБ ОБРАБОТКИ ФАСОННОЙ ВОЛНИСТОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ СТРОГАНИЕМ | 2010 |
|
RU2456130C2 |
| СПОСОБ ФОРМИРОВАНИЯ ДИСКРЕТНЫХ ПРОФИЛЬНЫХ СТРУКТУР РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2007 |
|
RU2356704C2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЛЬЕФА В ФУНКЦИОНАЛЬНОМ СЛОЕ ПЕЧАТНОЙ ФОРМЫ | 2001 |
|
RU2299813C2 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2004 |
|
RU2282524C2 |

Изобретение относится к области обработки материалов резанием, гравированием рельефных структур. Способ заключается в том, что путем по меньшей мере одного прохода осуществляют удаление припуска посредством строгального резца, содержащего хвостовик и режущую часть, выполненную в виде трехгранной пирамиды. Перед началом обработки и при изменении направления траектории резания на противоположное в области ломаных участков траектории резания и на участках траектории резания, сопрягаемых с малым радиусом кривизны, осуществляют поворот резца вокруг продольной оси симметрии хвостовика на регламентируемый направлением траектории резания угол. Для повышения производительности обработки используют резец с режущей частью в виде правильной усеченной пирамиды, продольная ось симметрии которой совмещена с продольной осью симметрии хвостовика, а меньшее основание является вершиной резца, каждую из боковых граней упомянутой пирамиды в зависимости от направления резания используют в качестве передней поверхности резца. При изменении направления резания на противоположное и в зоне ломаных участков траектории резания и на участках траектории резания с малым радиусом сопряжения в качестве передней поверхности резца используют грань режущей части, которую путем поворота резца необходимо развернуть на минимальный угол для оптимизации ее пространственного положения относительно поверхности резания. 2 н. и 4 з.п. ф-лы, 12 ил.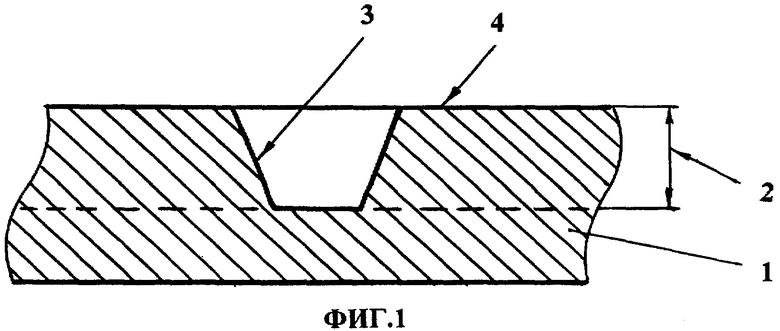
| РЕЗЕЦ ДЛЯ СТАНОЧНОЙ ОБРАБОТКИ | 1999 |
|
RU2179094C2 |
| Граверный резец | 1973 |
|
SU816800A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 1999 |
|
RU2153958C1 |
| РЕЗЕЦ ДЛЯ ГРАВИРОВАЛЬНЫХ РАБОТ | 2000 |
|
RU2173267C1 |
| US 3937873 A, 10.02.1976. | |||

