Изобретение относится к области машиностроения и может быть, преимущественно, использовано при механической обработке изделий со сложным профилем обрабатываемой поверхности, например металлографских модельных форм, на строгальных станках.
Известен способ обработки изделий строганием, согласно которому перед началом обработки производят исходную пространственную ориентацию инструмента, включающую заданную ориентацию его продольной оси и установку передней поверхности инструмента по нормали к поверхности резания, а в процессе обработки осуществляют по заданной программе синхронное относительное перемещение обрабатываемого изделия и инструмента по двум ортогональным координатным осям. При этом продольную ось инструмента ориентируют параллельно плоскости расположения упомянутых координатных осей, а упомянутое относительное перемещение осуществляют по прямолинейной траектории (SU 1618524, B 23 D 1/00, 1991 г).
К недостаткам данного известного из уровня техники способа обработки изделий строганием следует отнести то, что он практически неприемлем в случае его использования при формировании на поверхности обрабатываемого изделия профильных элементов, например канавок, со сложной геометрической формой (в плане) по траектории, включающей криволинейные участки, например участки с переменным радиусом кривизны.
Объясняется это тем, что в данном известном способе не предусмотрены какие-либо средства и/или методы для осуществления изменения относительного пространственного положения передней поверхности инструмента относительно ее исходного пространственного положения в процессе обработки участков криволинейной траектории, в том числе участков с переменным радиусом кривизны таким образом, чтобы при прохождении любой точки участка упомянутой траектории эта передняя поверхность оставалась бы перпендикулярной к плоскости, которая пересекает плоскость расположения упомянутых координатных осей и ориентирована параллельно проекции вектора мгновенной относительной скорости инструмента в этой точке на плоскость расположения упомянутых координатных осей.
Отсутствие же в рассматриваемом известном способе обработки строганием вышеуказанного процесса ведет:
- во-первых, к снижению стойкости инструмента, ввиду возникновения неблагоприятных условий резания при прохождении инструмента по соответствующим участкам траектории относительного перемещения инструмента, например, по криволинейным участкам с переменным радиусом кривизны, т.к. происходит изменение пространственной ориентации задних поверхностей инструмента относительно поверхности резания;
- а во-вторых, к значительному снижению точности обработки, ввиду изменения геометрии формируемого профиля (в случае нарезания, например, криволинейных профильных канавок на поверхности изделия), поскольку изменяется пространственная ориентация передней поверхности инструмента относительно ее исходной ориентации по отношению к направлению относительного перемещения инструмента.
При этом следует учесть, что точность обработки является наиболее важным критерием качества, например, для металлографских модельных форм, используемых, например, в процессе изготовления денежных знаков и иных ценных бумаг, поскольку за счет этого параметра обработки, как правило, обеспечивается дополнительная степень защиты от подделки упомянутых ценных изделий.
В основу заявленного способа обработки изделий строганием была положена задача создания такой технологии строгания (резания), которая одновременно с расширением области применения и технологических возможностей обеспечивала бы повышение точности обработки по отношению к известным из уровня техники технологиям.
Поставленная задача достигается за счет того, что в способе обработки изделий строганием, согласно которому в начале обработки производят исходную пространственную ориентацию инструмента, включающую заданную ориентацию его продольной оси и установку передней поверхности инструмента по нормали к поверхности резания, а в процессе обработки осуществляют по заданной программе синхронное относительное перемещение обрабатываемого изделия и инструмента по двум координатным осям (преимущественно, ортогональным), согласно изобретению продольную ось инструмента ориентируют под углом, близким или равным 90o к плоскости расположения упомянутых координатных осей, относительное перемещение обрабатываемого изделия и инструмента осуществляют по траектории, включающей криволинейные участки, а при изменении направления проекции вектора скорости относительного перемещения инструмента на плоскость расположения упомянутых координатных осей изменяют пространственное положение передней поверхности инструмента по отношению к ее предыдущему положению таким образом, чтобы при прохождении любой точки упомянутой траектории перемещения эта передняя поверхность оставалась бы перпендикулярной к плоскости, которая пересекает плоскость расположения координатных осей и ориентирована параллельно проекции вектора мгновенной относительной скорости инструмента в этой точке на плоскость расположения упомянутых координатных осей.
Допустимо упомянутое изменение пространственного положения передней поверхности инструмента осуществлять путем поворота обрабатываемого изделия и/или инструмента вокруг соответствующих осей, ориентированных по нормали к плоскости расположения координатных осей.
С конструктивно-технологической точки зрения наиболее целесообразно для осуществления обработки использовать в качестве инструмента резец с треугольным профилем режущей части, передняя поверхность которого ориентирована параллельно продольной оси резца, а упомянутое изменение пространственного положения передней поверхности резца, в этом случае, следует осуществлять путем поворота резца вокруг оси, проходящей через его вершину и ориентированной по нормали к плоскости расположения упомянутых координатных осей.
Изобретение иллюстрируется графическими материалами.
Фиг. 1 - траектория, включающая криволинейные участки относительного перемещения обрабатываемого изделия и инструмента (траектория резания) в ортогональных координатных осях "X" и "Y", а также пространственное положение передней поверхности инструмента в различных точках этой траектории.
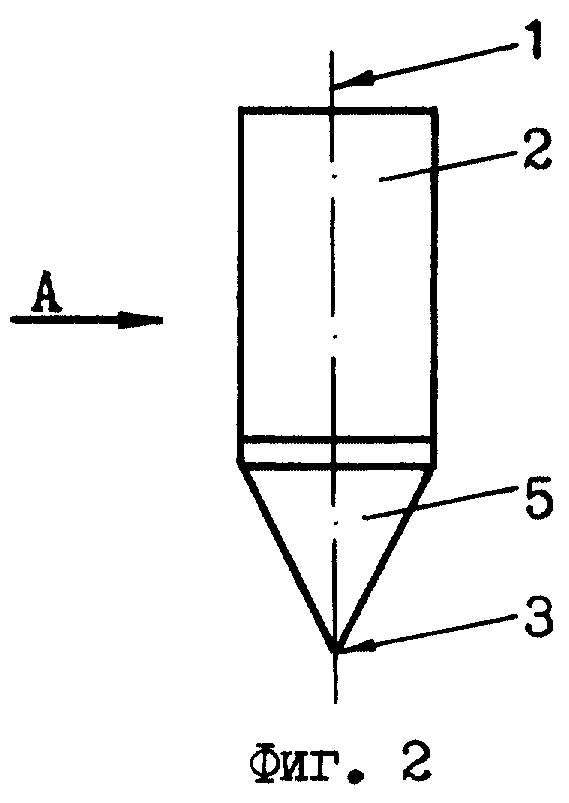
Фиг. 2 - одна из возможных конструкций инструмента (резца), используемого для промышленной реализации способа.
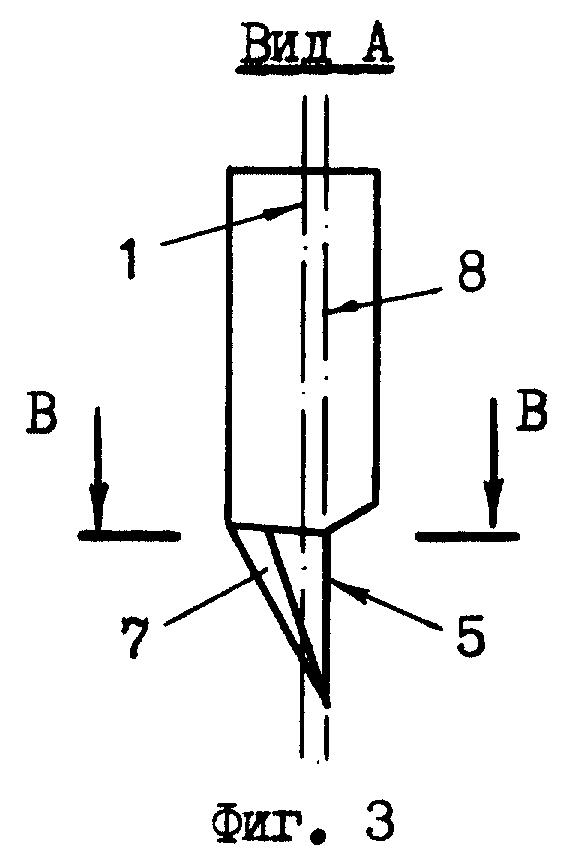
Фиг. 3 - вид по стрелке "A" на фиг. 2.
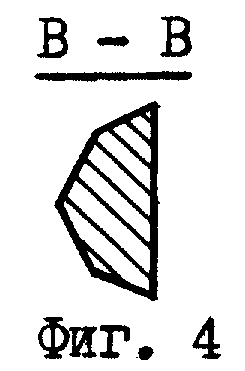
Фиг. 4 - сечение B-B на фиг. 3.
Техническая сущность способа обработки изделий строганием заключается в следующем.
Перед началом осуществления обработки изделия продольную ось 1 инструмента (резца 2) ориентируют под углом, близким или равным 90o к плоскости расположения упомянутых координатных осей "X" и "Y", вдоль которых обеспечивается относительное перемещение (направление которого условно показано на фиг. 1 стрелками "S") резца 2 и обрабатываемого изделия (согласно фиг.1 - к плоскости чертежа). Вершину 3 резца 2 устанавливают в начальную точку траектории 4 резания (или траектории относительного перемещения инструмента и обрабатываемого изделия, что эквивалентно) и ориентируют переднюю поверхность 5 резца 2 по нормали к траектории 4 резания в этой начальной точке. Далее, в процессе обработки осуществляют по заданной программе, обеспечивающей необходимую криволинейную траекторию 4 резания, синхронное относительное перемещение обрабатываемого изделия и инструмента по двум координатным осям "X" и "Y" (преимущественно, ортогональным, см. фиг. 1). Упомянутое относительное перемещение осуществляют с возможностью обеспечения результирующего относительного перемещения резца 2 по заданной траектории 4 с криволинейными участками, например, с участками постоянного или переменного радиуса кривизны. При изменении направления проекции вектора "V" мгновенной скорости относительного перемещения инструмента на плоскость расположения координатных осей "X" и "Y", например в процессе изменения радиуса кривизны на определенном участке траектории 4, изменяют относительное пространственное положение передней поверхности 5 резца 2 по отношению к исходному (или предыдущему) положению этой поверхности 5 таким образом, чтобы при прохождении любой точки упомянутой траектории 4, например на участке с переменным радиусом кривизны, передняя поверхность 5 оставалась бы перпендикулярной к плоскости 6, которая пересекает плоскость расположения координатных осей "X" и "Y" и ориентирована параллельно проекции вектора "V" мгновенной скорости относительного перемещения инструмента в этой точке на плоскость расположения упомянутых координатных осей "X" и "Y" (на фиг. 1 плоскость 6 условно показана в виде прямой линии, являющейся линией пересечения плоскости 6 с плоскостью расположения координатных осей "X" и "Y").
Обеспечение указанной пространственной ориентации передней поверхности 5 резца 2 в любой точке траектории 4 резания создает оптимальные неизменные условия резания по всей длине прохода вследствие неизменности пространственной ориентации задних поверхностей резца 2 по отношению к поверхности резания, что повышает стойкость инструмента (резца 2) и точность обработки изделия в целом.
Здесь необходимо отметить, что в случае осуществления процесса обработки с постоянной глубиной резания на всей траектории 4 относительного перемещения резца 2, упомянутая проекция вектора "V" мгновенной скорости инструмента в каждой конкретно взятой точке траектории перемещения строго параллельна вектору "V" мгновенной скорости в этой точке. При осуществлении процесса обработки с переменной глубиной резания (что также допустимо в рамках патентуемого способа обработки) указанное условие не выполняется. В связи с чем пространственная ориентация условной плоскости 6 осуществлена посредством ее привязки именно к проекции (на плоскость расположения координатных осей "X" и "Y") упомянутого вектора "V" мгновенной скорости резца 2 в каждой конкретно взятой точке криволинейной траектории 4 резания.
Упомянутое изменение пространственного положения передней поверхности 5 резца 2 может быть осуществлено широко известными из уровня техники средствами путем поворота обрабатываемого изделия и/или резца 2 вокруг соответствующих осей, ориентированных по нормали к плоскости расположения координатных осей "X" и "Y".
С конструктивно-технологической точки зрения для осуществления обработки изделия в соответствии с патентуемым способом целесообразно использовать резец 2 с треугольным профилем режущей части 7, передняя поверхность 5 которого ориентирована параллельно продольной оси 1 резца 2. При этом упомянутое изменение пространственного положения передней поверхности 5 резца 2 наиболее выгодно осуществлять путем поворота резца 2 (посредством известных из уровня техники средств) вокруг оси 8, проходящей через его вершину 3 и ориентированной по нормали к плоскости расположения упомянутых координатных осей "X" и "Y".
Таким образом, заявленный способ обработки изделий строганием может быть, преимущественно, использован при механической обработке на строгальных станках с ЧПУ изделий со сложным профилем обрабатываемой поверхности (например, металлографских форм, рельеф рабочей поверхности которых образован упорядоченным множеством профильных канавок различных размеров и геометрических форм), а также иных изделий с повышенными требованиями к точности обработки, в функциональных слоях которых необходимо обеспечить получение рисунка заданной глубины с субмикронным разрешением его структур.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ СТРОГАНИЕМ | 2004 |
|
RU2282524C2 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ИНСТРУМЕНТА В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА СТАНКА | 1999 |
|
RU2165348C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ РЕЗАНИЕМ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО АГРЕГАТА | 2010 |
|
RU2446034C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ИЗДЕЛИЯ С ПОВЕРХНОСТЬЮ СЛОЖНОГО ПРОФИЛЯ И ФУНКЦИОНАЛЬНЫМ СЛОЕМ ПОНИЖЕННОЙ ЖЕСТКОСТИ ПОСРЕДСТВОМ МНОГОФУНКЦИОНАЛЬНОГО ПРОГРАММНО-АППАРАТНОГО КОМПЛЕКСА | 2010 |
|
RU2446033C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ПЛАСТИН ИЗ ПОЛУПРОВОДНИКОВЫХ МАТЕРИАЛОВ В КООРДИНАТНОЙ СИСТЕМЕ ОТСЧЕТА УСТАНОВКИ ДЛЯ АБРАЗИВНОЙ РЕЗКИ ПЛАСТИН НА "ЧИП"Ы | 2002 |
|
RU2220474C1 |
| СПОСОБ ОБРАБОТКИ ФАСОННОЙ ВОЛНИСТОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ СТРОГАНИЕМ | 2010 |
|
RU2456130C2 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ОРИЕНТАЦИИ ИЗДЕЛИЙ | 1999 |
|
RU2177865C2 |
| Способ строгания нелинейных поверхностей тонкостенных деталей лопаточных машин и инструмент для его реализации | 2023 |
|
RU2818545C1 |
| Способ строгания бронзовой плиты | 2019 |
|
RU2699350C1 |
| СПОСОБ ГЕТТЕРИРУЮЩЕЙ ОБРАБОТКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2001 |
|
RU2224330C2 |
Изобретение может быть использовано при механической обработке изделий со сложным профилем обрабатываемой поверхности, например металлографских форм, на строгальных станках с ЧПУ. Способ обработки изделий строганием заключается в следующем. Перед началом обработки изделия продольную ось 1 резца 2 ориентируют под углом, близким или равным 90° к плоскости расположения координатных осей Х и Y. Вершину резца 2 устанавливают в начальную точку траектории 4 резания и ориентируют переднюю поверхность 5 по нормали в траектории 4 резания в этой начальной точке. В процессе обработки осуществляют по заданной программе синхронное относительное перемещение обрабатываемого изделия и резца 2 по двум ортогональным координатным осям Х и Y. Упомянутое относительное перемещение осуществляют с возможностью обеспечения результирующего относительного перемещения резца 2 по заданной траектории 4 с криволинейными участками. При изменении, например, радиуса кривизны на участке этой траектории 4 изменяют пространственное положение передней поверхности резца 2 относительно ее предыдущего положения таким образом, чтобы при прохождении любой точки участка упомянутой траектории 4 с переменным радиусом кривизны передняя поверхность 5 оставалась бы перпендикулярной к плоскости 6, которая пересекает плоскость расположения координатных осей и ориентирована параллельно проекции вектора  мгновенной относительной скорости резца 2 в этой точке на плоскость расположения упомянутых координатных осей Х и Y. Обеспечение указанной пространственной ориентации передней поверхности 5 резца 2 в любой точке траектории 4 резания создает оптимальные условия резания по всей длине прохода вследствие неизменности пространственной ориентации задних поверхностей относительно поверхности резания, что повышает стойкость резца 2 и точность обработки изделия в целом. 2 з.п.ф-лы, 4 ил.
мгновенной относительной скорости резца 2 в этой точке на плоскость расположения упомянутых координатных осей Х и Y. Обеспечение указанной пространственной ориентации передней поверхности 5 резца 2 в любой точке траектории 4 резания создает оптимальные условия резания по всей длине прохода вследствие неизменности пространственной ориентации задних поверхностей относительно поверхности резания, что повышает стойкость резца 2 и точность обработки изделия в целом. 2 з.п.ф-лы, 4 ил.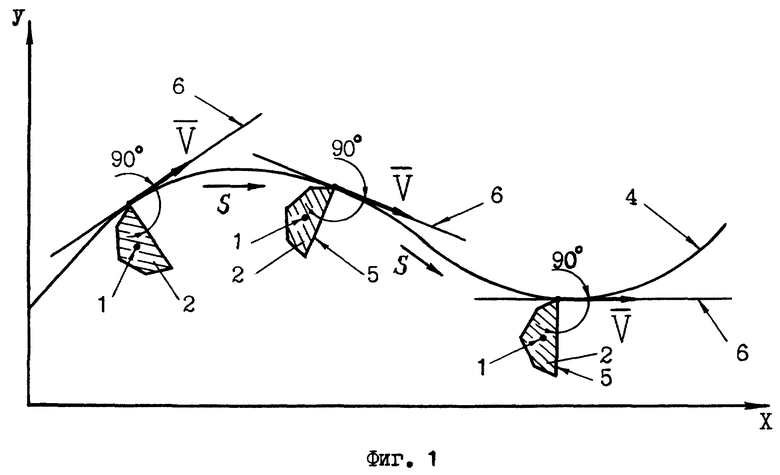
| Способ строгания Г.Н.Степанова | 1968 |
|
SU1618524A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ | 0 |
|
SU278363A1 |
| СПОСОБ СТРОГАНИЯfi^i;:inltv>&ii.Ai;/:'U. hiii'lrr<:'!';:''. •:'•'.41 • S>&.v-" i i.БИБЛ^'ЮТ^ИА^^ | 0 |
|
SU326024A1 |

