Изобретение относится к области машиностроения и может быть использовано для модификации и восстановления металлических поверхностей узлов трения деталей машин, в частности насосов высокого давления, форсунок распылителей топливных систем дизельных двигателей, двигателей внутреннего сгорания, редукторов и других деталей, условия эксплуатации которых требуют высоких триботехнических свойств.
В настоящее время разработаны различные способы обработки рабочих поверхностей узлов трения, направленные на улучшение антифрикционных свойств, снижение энергопотребления и расхода горючесмазочных материалов, в которых в качестве модифицирующего состава используют измельченное минеральное сырье.
Так, известен способ обработки металлических деталей, включающий изготовление модифицирующего состава на основе смеси измельченных до дисперсности 0,1-10 мкм серпентинитов, смешивание модифицирующего состава с жидким органическим связующим, подачу технологической среды на обрабатываемую поверхность детали посредством погружения детали в технологическую среду и механоактивацию ультразвуком (RU 2209852, С23С 26/00, 10.08.2003) [1].
Способ обеспечивает получение на поверхности деталей обладающего высокой долговечностью однородного по структуре и толщине металлокерамического слоя. Однако указанный способ имеет целый ряд недостатков, ограничивающих область его применения. Так, указанный способ невозможно осуществить в эксплуатационном режиме, поскольку операция погружения требует разборки деталей. Кроме того, модифицирующий порошок получают раздельным дроблением серпентинитов в шаровых мельницах и классификацией каждого размолотого минерала по размерам, сушкой и последующим перемешиванием для получения смеси, что значительно усложняет процесс.
Наиболее близким к предложенному изобретению является способ формирования покрытия на трущихся поверхностях, включающий измельчение смеси природных минералов, содержащей хризотил-асбест, офит, антигорит и лизардит, добавление ПАВ и получение твердосмазочной композиции, смешивание ее со связующим, размещение полученного состава между трущимися поверхностями и получение покрытия насыщением поверхности путем приработки в режиме штатной эксплуатации (RU 2179270, С23С 26/00, 10.02.2002) [2].
Способ позволяет обеспечить прочно связанный с поверхностью трения слой и за счет этого повысить долговечность узлов трения. Однако известный способ имеет целый ряд существенных недостатков. В качестве модификатора используют смесь природных минералов, содержащих абразивно-подобный порошок, что связано с использованием для помола шаровых мельниц, не позволяющих без их участия измельчить хризотил-асбест до тонкого размера. Проведение размола и классификация осуществляется не в едином цикле, что значительно удлиняет процесс обработки и требует дополнительного оборудования. Кроме того, как показали наши экспериментальные исследования, полученные покрытия не обладают достаточно хорошими триботехническими свойствами, что связано с использованием в составе модифицирующей смеси абразивно-подобного порошка.
Задачей, на которую направлено настоящее изобретение, является создание экономичного способа обработки трущихся поверхностей, позволяющего увеличить срок службы узлов трения.
Техническим результатом изобретения является повышение экономичности процесса за счет возможности измельчения и разделения частиц по фракциям в едином цикле и возможности одновременной обработки металлических трущихся поверхностей составами с различными фракциями в зависимости от величины зазора между поверхностями, а также улучшение свойств обработанных поверхностей узлов трения за счет отсутствия в модифицирующем составе абразивно-подобных твердых частиц.
Технический результат достигается тем, что в способе обработки поверхностей узлов трения деталей машин, включающем измельчение минерального сырья, смешивание с жидким органическим связующим, размещение полученной смеси между трущимися поверхностями и насыщение поверхностей деталей в режиме штатной эксплуатации, в качестве минерального сырья используют искусственный хризотил-асбест, измельчение осуществляют в вихревой мельнице с подачей воздуха в нижней ее части под давлением 2-4 атм и непрерывно-последовательным разделением полученного порошка на 3 фракции: 8-15 мкм, 5-10 мкм, 2-5 мкм; смешивание полученных фракций со связующим осуществляют в соотношении 0,1-0,2 г порошка - 5 мл связующего, а насыщение осуществляют одной из полученных смесей в зависимости от величины зазора между деталями.
Размещение полученной смеси между трущимися поверхностями деталей можно осуществлять через штатную систему смазки или напылением с последующей обкаткой при минимальных нагрузках.
Смесь желательно добавлять в штатную систему смазки в соотношении 5 мл смеси на 1 л смазки.
В качестве органического связующего, в частном случае реализации изобретения используют смесь, содержащую 30 мас.% керосина и 70 мас.% моторного масла.
Перед смешиванием со связующим порошок можно активировать в растворе электролита или керосине.
Извлечение фракции размером 2-5 мкм осуществляют принудительно посредством компрессора.
При зазоре между трущимися поверхностями деталей, составляющем 18-25 мкм, насыщение осуществляют смесью, содержащей порошок фракции 8-15 мкм.
При зазоре между трущимися поверхностями деталей, составляющем 10-18 мкм, насыщение осуществляют смесью, содержащей порошок фракции 5-8 мкм.
При зазоре между трущимися поверхностями деталей, составляющем 6-10 мкм, насыщение осуществляют смесью, содержащей порошок фракции 2-5 мкм.
В качестве сырья для получения модифицирующего состава используют искусственный хризотил-асбест, теоретический состав которого выражается следующей формулой: H4(Mg, Fe)3Si2О9[3(Mg, Fe)О·2SiО2·2H2О; Mg3Si2О5(OH)4]. Хризотил-асбест состоит из мягких тонких волокон и плохо поддается измельчению до тонких размеров в обычно используемых шаровых мельницах. Для улучшения процесса измельчения в состав добавляют твердые минералы, обладающие абразивными свойствами, что в конечном итоге негативно отражается на триботехнических свойствах, обработанных такими составами узлов трения. Настоящее изобретение позволило использовать хризотил-асбест без добавок за счет способа его переработки. Для измельчения искусственного хризотил-асбеста была применена вихревая мельница. Схема установки приведена на чертеже.
Измельчение осуществляют следующим образом. В емкость вихревой мельницы (1) загружают сырье - искусственный хризотил-асбест (2). Через отверстие (3), расположенное в нижней части вихревой мельницы, осуществляют подачу воздуха под давлением 2-4 атм. Подача воздуха под давлением более 4 атм формирует поток слишком большой скорости, что затрудняет разделение частиц на фракции в едином цикле, а следовательно, к снижению производительности и экономичности процесса. Скорость подачи воздуха ниже 2 атм недостаточна для получения нужной степени измельчения. Часть измельченного сырья в виде газопорошкового потока выводится через периферийный выход (4) в емкость (5), где часть порошка дисперсностью 8-15 мкм осаждается. Более легкие фракции, дисперсностью 2-10 мкм, попадают в емкость (6) в виде газовзвеси, где осаждаются порошки фракции 5-10 мкм. Из емкости (6) через периферийный выход (7), расположенный в верхней части емкости, противоположный отверстию, через которое осуществляется попадание газовзвеси в емкость (6), осуществляют принудительное извлечение наиболее легких фракций дисперсностью 2-5 мкм (8) посредством компрессора (9), работающего на всасывание. Измельчение минерала с подачей воздуха снизу под давлением дает возможность осуществлять последовательное разделение порошка на 3 тонкие фракции в едином с измельчением цикле. Выбор размера фракций связан с величиной зазора между поверхностями в сопряжении узлов трения. Каждую из полученных фракций смешивают со связующим в соотношении 0,1-0,2 г порошка на 5 мл связующего, в качестве которого может быть использовано органическое связующее на основе моторного или индустриального масла, топлива, минеральных масел и т.д. Введение порошка в связующее в количестве, большем 0,2 г, вызывает коагуляцию частиц, общая поверхностная площадь порошка уменьшается, что приводит к снижению эффективности обработки и, как следствие, к ухудшению триботехнических свойств. Введение порошка в количестве, меньшем 0,1 г, недостаточно для насыщения поверхности узлов трения.
Каждую из полученных смесей наносили на поверхность узлов трения деталей машин либо напылением, либо через штатную систему смазки, при этом смесь добавляют в штатную систему смазки в количестве 5 мл на литр смазки. Выбор смеси при нанесении определялся величиной зазора между сопряженными поверхностями узлов трения. Так, при зазоре между трущимися поверхностями 18-70 мкм наносят смесь, содержащую порошок фракции 8-15 мкм, при зазоре, составляющем 10-50 мкм, наносят смесь, содержащую порошок фракции 5-8 мкм, а при зазоре 6-25 мкм - смесь, содержащую порошок фракции 2-5 мкм. После чего проводили насыщение поверхности в режиме штатной эксплуатации узла трения.
Обработке была подвергнута пара трения "стальной диск - чугунная колодка". В качестве штатной системы смазки использовали моторное масло. Антифрикционные свойства определяли на машине трения МИ-6 по методике снятия кривых Штрибека. Среднее значение коэффициента трения (КТР) после обработки снизился на 17,4%.
Стендовые испытания узлов трения топливного насоса дизеля Д49, обработанного по предложенной технологии, показали, что гидроплотность плунжерной пары выросла с 23-27 сек до 45-46 сек.
Таким образом, предложенный способ позволяет улучшить триботехнические характеристики узлов трения и одновременно увеличить производительность процесса обработки и его экономичность.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРИБОТЕХНИЧЕСКИЙ СОСТАВ | 2001 |
|
RU2188227C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКОГО АНТИФРИКЦИОННОГО ПОКРЫТИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ УЗЛОВ ТРЕНИЯ | 2006 |
|
RU2293892C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА ТРУЩИХСЯ ПОВЕРХНОСТЯХ | 2007 |
|
RU2357123C2 |
| СОСТАВ ДЛЯ БЕЗРАЗБОРНОГО УЛУЧШЕНИЯ ТРИБОТЕХНИЧЕСКИХ ХАРАКТЕРИСТИК УЗЛОВ ТРЕНИЯ "ГЕОМОДИФИКАТОР ТРЕНИЯ" | 1999 |
|
RU2169172C1 |
| ТРИБОТЕХНИЧЕСКАЯ ДОБАВКА К СМАЗОЧНЫМ МАСЛАМ И ПЛАСТИЧНЫМ СМАЗКАМ | 2004 |
|
RU2277577C1 |
| СПОСОБ МОДИФИКАЦИИ ЖЕЛЕЗОСОДЕРЖАЩИХ ПОВЕРХНОСТЕЙ УЗЛОВ ТРЕНИЯ | 2016 |
|
RU2623538C1 |
| СОСТАВ ДЛЯ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ УЗЛОВ ТРЕНИЯ | 2002 |
|
RU2246531C2 |
| МОДИФИКАТОР ДЛЯ ПОНИЖЕНИЯ КОЭФФИЦИЕНТА ТРЕНИЯ | 2010 |
|
RU2434055C2 |
| СОСТАВ ДЛЯ УЛУЧШЕНИЯ АНТИФРИКЦИОННЫХ И ПРОТИВОИЗНОСНЫХ СВОЙСТВ УЗЛОВ ТРЕНИЯ | 2011 |
|
RU2469074C1 |
| Способ формирования модифицированного антифрикционного слоя на рабочих поверхностях узла трения | 2016 |
|
RU2633436C1 |
Изобретение может быть использовано для модификации и восстановления металлических поверхностей узлов трения деталей машин, условия эксплуатации которых требуют высоких триботехнических свойств. Измельчение искусственного хризотил-асбеста производят в вихревой мельнице с подачей воздуха в нижней ее части под давлением 2-4 атм и непрерывно-последовательным разделением полученного порошка на 3 фракции: 8-15 мкм, 5-10 мкм, 2-5 мкм. Полученные фракции смешивают с органическим связующим в соотношении 0,1-0,2 г порошка - 5 мл связующего. Размещают полученную смесь между трущимися поверхностями и насыщают поверхности деталей в режиме штатной эксплуатации одной из полученных смесей в зависимости от величины зазора между деталями. Способ позволяет повысить экономичность процесса за счет возможности измельчения и разделения частиц по фракциям в едином цикле и возможности одновременной обработки металлических трущихся поверхностей составами с различными фракциями в зависимости от величины зазора между поверхностями, а также улучшение свойств обработанных поверхностей узлов трения за счет отсутствия в модифицирующем составе абразивно-подобных твердых частиц. 9 з.п. ф-лы, 1 ил.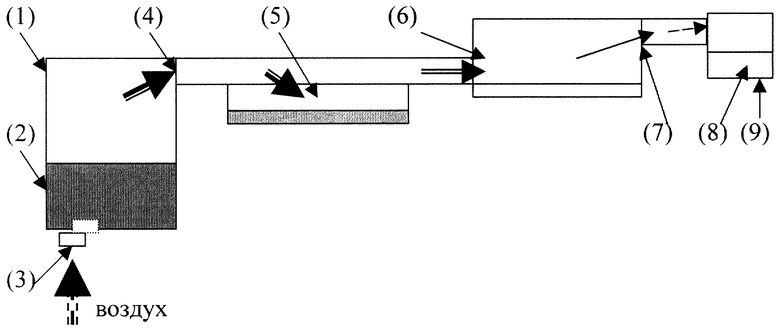
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА ТРУЩИХСЯ ПОВЕРХНОСТЯХ | 2000 |
|
RU2179270C1 |
| СПОСОБ МОДИФИКАЦИИ ЖЕЛЕЗОСОДЕРЖАЩИХ ПОВЕРХНОСТЕЙ УЗЛОВ ТРЕНИЯ | 2001 |
|
RU2201998C2 |
| Среда для нанесения износостойких покрытий на трущиеся поверхности | 1990 |
|
SU1784658A1 |
| US 5249360 A1, 05.10.1993. | |||

