Изобретение относится к области энергетического машиностроения, в частности к способу восстановления радиального зазора между статорными и роторными частями турбоагрегата при ремонте его проточной части.
Известен способ уплотнения радиальных зазоров между статорными и роторными деталями турбомашин, включающий размещение в зазоре между статором и ротором листового уплотнительного элемента, выполненного в виде многослойного композиционного материала с основой, плакированной с обеих сторон фольгой, причем с одной стороны никелевой, припаивание уплотнительного элемента к статору и отделение фольги от основы со стороны ротора, причем используют листовой уплотнительный элемент, основа которого с другой стороны плакирована железной фольгой через слой порошка графита (патент РФ №1524309 на изобретение, кл. B22F 7/04, опубл. 20.09.2005).
Недостатками известного способа являются:
- необходимость механической обработки листового уплотнительного композиционного элемента после снятия с него фольги со стороны ротора;
- низкая стойкость против эрозии композиционного материала из-за отсутствия специального защитного покрытия.
Наиболее близким к изобретению по технической сущности и поставленной задаче является способ формирования радиального зазора между статорными и роторными частями турбоагрегата, включающий покрытие внутренней части корпуса полосой (равной проекции ширины лопатки на ее периферии на ось ротора) из мягкого специального слоя, при этом применяют покрытие на основе графита, талька, асбеста, алюминиевой пудры и других компонентов. Из указанных материалов и специальных лаков изготавливают пасту, которая наносится на шероховатую поверхность корпуса (или кольца, несущего спрямляющие лопатки), сушится и протачивается резцом. Торцы лопаток при неправильно выбранном радиальном зазоре задевают мягкий слой покрытия, срабатывают его и устанавливают минимальный радиальный зазор (Г.С.Скубачевский. Авиационные газотурбинные двигатели. - М.: Машиностроение, 1974, с.84-85 - прототип).
Недостатками известного способа являются:
- высокая трудоемкость ремонтно-восстановительных работ из-за необходимости использования специализированных сушильных печей для сушки нанесенного пастообразного покрытия на внутреннюю поверхность корпуса и последующей механической обработки покрытия статора, осуществляемой только в заводских условиях и требующей демонтаж всего турбоагрегата.
Технической задачей изобретения является создание нового способа восстановления радиального зазора между статорными и роторными частями турбоагрегата, обеспечивающего снижение трудоемкости при проведении ремонтно-восстановительных работ.
Поставленная техническая задача решается при осуществлении способа восстановления радиального зазора между статорными и роторными частями турбоагрегата, заключающегося в том, что устанавливают на рабочие лопатки демонтированного ротора временный бандаж из листового металлического материала с толщиной, соответствующей зазору, закрепляют на бандаже защитное покрытие из композиционного материала, наносят на внутреннюю поверхность статора и на защитное покрытие бандажа рабочих лопаток ротора полимеризующийся материал из эпоксидного клея, проводят монтаж ротора в статор и после полимеризации клея удаляют бандаж с ротора и излишки клея, вышедшего в осевом направлении в процессе монтажа ротора в статор.
В таком способе предпочтительно в качестве листового металлического материала для бандажа использовать листовую сталь.
В таком способе предпочтительно в качестве композитного материала для защитного покрытия использовать материал типа стеклоткань или кевлар с термостойким наполнителем.
В таком способе предпочтительно полимеризацию эпоксидного клея осуществлять при температуре 15-35°С в течение 72 часов.
Сопоставительный анализ заявляемого решения и прототипа выявляет наличие отличительных признаков у заявляемого решения по сравнению с наиболее близким аналогом, что позволяет сделать вывод о соответствии заявляемого решения критерию изобретения «новизна».
Наличие отличительных признаков дает возможность получить положительный эффект, выражающийся в создании нового способа восстановления радиального зазора между статорными и роторными частями турбоагрегата, обеспечивающего снижение трудоемкости при ремонтно-восстановительных работах.
Поскольку при исследовании объектов изобретения по патентной и научно-технической литературе не выявлено решений, содержащих признаки заявляемого изобретения, отличные от прототипа, следует сделать вывод о соответствии заявляемого решения условию патентоспособности «изобретательский уровень».
Использование изобретения в энергетическом машиностроении обеспечивает ему соответствие условию изобретения «промышленная применимость».
Заявляемый способ восстановления радиального зазора между роторными и статорными частями турбоагрегата поясняется чертежом, где схематично представлены ротор и статор турбоагрегата после восстановления радиального зазора между ними.
Способ реализуется следующим образом.
1. Проводят демонтаж ротора 2 из статора 5.
2. На рабочие лопатки 1 демонтированного ротора 2 устанавливают временный бандаж 3, изготовленный из листовой стали, в частности стали марки Ст.3, и имеющий толщину, соответствующую заданному зазору между лопаткой 1 ротора 2 и поверхностью статора 5.
3. На бандаж 3 крепят защитное покрытие 4 из композиционного материала, в частности материала типа стеклоткань или кевлар с термостойким наполнителем.
4. На внутреннюю поверхность статора 5 и на защитное покрытие 4 бандажа 3 рабочих лопаток 1 ротора 2 ротора 2 наносят полимеризующийся материал 6 из эпоксидного клея.
5. Производят монтаж ротора 2 в статор 5.
6. После полимеризации клея, осуществляемой при температуре 15-35°С в течение 72 часов, демонтируют ротор 2 из статора 5, удаляют бандаж 3 с ротора 2 и излишки полимеризующегося материала 6 из эпоксидного клея, вышедшие в осевом направлении в процессе монтажа ротора 2 в статор 5.
7. Производят монтаж ротора 2 в статор 5 для дальнейшей эксплуатации.
В заявленном способе восстановления радиального зазора между статорными и роторными частями турбоагрегата установка на рабочие лопатки 1 демонтированного ротора 2 временного бандажа 3 из листового металлического материала, предпочтительно из листовой стали, с толщиной, соответствующей зазору, закрепление на бандаже 3 защитного покрытия 4 из композиционного материала, предпочтительно материала типа стеклоткань или кевлар с термостойким наполнителем, нанесение на внутреннюю поверхность статора 5 и на защитное покрытие 4 бандажа 3 рабочих лопаток 1 ротора 2 полимеризующегося материала 6, монтаж ротора 2 в статор 5 и после сушки полимеризующегося материала 6, удаление бандажа 3 с ротора 2 и излишков полимеризующегося материала 6, вышедшего в осевом направлении в процессе монтажа ротора 2 в статор 5, обеспечивает проведение ремонтно-восстановительных работ непосредственно на месте эксплуатации турбоагрегата.
В заявленном способе восстановления радиального зазора между статорными и роторными частями турбоагрегата использование в качестве полимеризующегося материала 6 эпоксидного клея и осуществление полимеризации эпоксидного клея при температуре 15-35°С в течение 72 часов исключает демонтаж турбоагрегата и потребность в специализированных сушильных печах.
Указанные преимущества обеспечивают снижение трудоемкости ремонтно-восстановительных работ турбоагрегата и выгодно отличают предлагаемое изобретение от прототипа.
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОР ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И ЭЛЕКТРИЧЕСКАЯ МАШИНА | 2012 |
|
RU2578170C2 |
| ЛЕНТА ДЛЯ ИСТИРАЕМОГО МАТЕРИАЛА В КОМПРЕССОРЕ ТУРБИНЫ | 2014 |
|
RU2679517C2 |
| СПОСОБ РЕМОНТА ДЕФЕКТНЫХ УЧАСТКОВ ТРУБОПРОВОДОВ | 2007 |
|
RU2374551C2 |
| Способ восстановления изношенных поверхностей конструкций без их демонтажа | 1985 |
|
SU1332022A1 |
| ИСТИРАЕМЫЙ СОСТАВ И УПЛОТНЕНИЕ КОЖУХА КОМПРЕССОРА ОСЕВОЙ ТУРБОМАШИНЫ | 2015 |
|
RU2695090C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2260734C1 |
| УСТРОЙСТВО И СПОСОБ РЕМОНТА ТРУБОПРОВОДА | 2013 |
|
RU2525103C1 |
| Способ ремонта обетонированного участка подводного трубопровода и устройство для его осуществления | 2015 |
|
RU2619954C1 |
| Способ выполнения работ на роторе и связанный с ним профильный элемент | 2015 |
|
RU2694603C2 |
| НАДБАНДАЖНОЕ ЛАБИРИНТНОЕ УПЛОТНЕНИЕ ДЛЯ ПАРОВОЙ ТУРБИНЫ | 2012 |
|
RU2509896C1 |
Изобретение относится к области энергетического машиностроения, в частности к способу восстановления радиального зазора между статорными и роторными частями турбоагрегата при ремонте его проточной части. Технической задачей изобретения является создание нового способа восстановления радиального зазора между статорными и роторными частями турбоагрегата, обеспечивающего снижение трудоемкости при проведении ремонтно-восстановительных работ. Поставленная техническая задача решается при осуществлении способа восстановления радиального зазора между статорными и роторными частями турбоагрегата, заключающегося в том, что устанавливают на рабочие лопатки демонтированного ротора временный бандаж из листового металлического материала с толщиной, соответствующей зазору, закрепляют на бандаже защитное покрытие из композиционного материала, наносят на внутреннюю поверхность статора и на защитное покрытие бандажа рабочих лопаток ротора полимеризующийся материал из эпоксидного клея, проводят монтаж ротора в статор и после полимеризации клея удаляют бандаж с ротора и излишки клея, вышедшего в осевом направлении в процессе монтажа ротора в статор. В таком способе предпочтительно в качестве листового металлического материала для бандажа использовать листовую сталь. В таком способе предпочтительно в качестве композитного материала для защитного покрытия использовать материал типа стеклоткань или кевлар с термостойким наполнителем. В таком способе предпочтительно полимеризацию эпоксидного клея осуществлять при температуре 15-35°С в течение 72 часов. 3 з.п. ф-лы, 1 ил.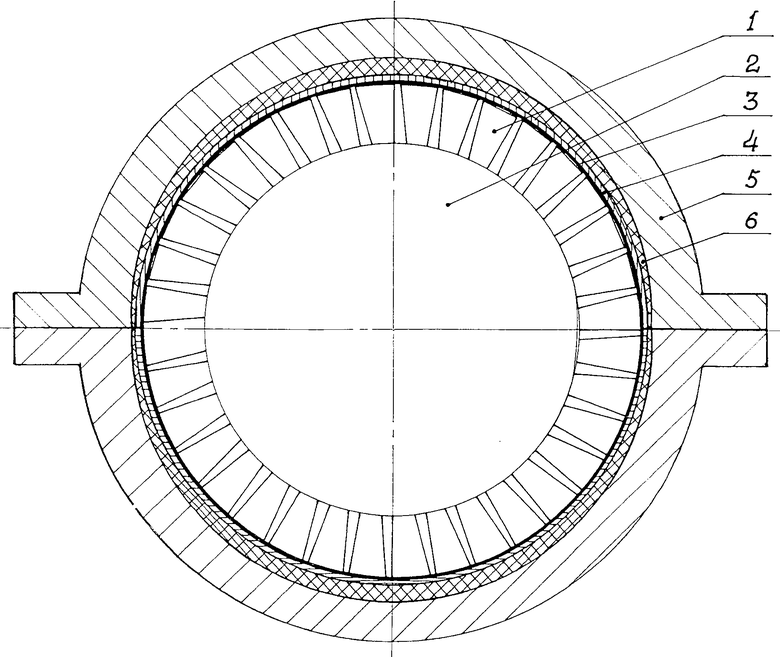
| СКУБАЧЕВСКИЙ Г.С | |||
| Авиационные газотурбинные двигатели, Москва, Машиностроение, 1974, с.84-85 | |||
| СПОСОБ УПЛОТНЕНИЯ РАДИАЛЬНЫХ ЗАЗОРОВ МЕЖДУ СТАТОРНЫМИ И РОТОРНЫМИ ДЕТАЛЯМИ ТУРБОМАШИН | 1987 |
|
SU1524309A1 |
| RU 202123582 C1, 10.04.2004 | |||
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ РАДИАЛЬНОГО ЗАЗОРА МЕЖДУ РОТОРОМ И СТАТОРОМ ТУРБИНЫ | 1986 |
|
RU1369391C |
| RU 94042009 A, 20.10.2996 | |||
| US 5127793 A, 07.07.1992 | |||
| Способ выделения первичных спиртов | 1974 |
|
SU555082A1 |

