Предлагаемое изобретение относится к контрольно-измерительной технике и может быть использовано для непрерывной толщинометрии, теплофизических свойств многослойных ленточных материалов непосредственно при их производстве.
Известен способ непрерывного контроля толщины слоев биметалла с ферромагнитным основанием (С1 2210058 RU G01В 7/06, G01N 27/90, 2003 г.), заключающийся в том, что на биметалл воздействуют переменным магнитным полем, которое возбуждают индуктором с П-образным магнитопроводом, индуктор располагают с зазором со стороны ферромагнитного слоя, дополнительно используют экранную измерительную катушку, которую размещают над индуктором с противоположной стороны биметалла, второй эталонный индуктор и вторую экранную эталонную катушку, которые располагают аналогично относительно эталона, причем экранные измерительная и эталонная катушки, а также вторичные обмотки индукторов включены соответственно последовательно-встречно, отклонение толщин слоев от эталона определяют по изменению напряжений на экранной измерительной и вторичной обмотке индуктора относительно напряжений соответственно на экранной эталонной катушке и вторичной обмотке эталонного индуктора.
Недостатком данного способа является определение толщины слоев только двухслойных металлических изделий и невозможность измерения толщины слоев многослойных неметаллических изделий.
Известен индуктивный микрометр (Шевакин Ю.Ф. Технологические измерения и приборы в прокатном производстве / Ю.Ф.Шевакин, A.M.Рытиков, Н.И.Касаткин. - М.: Металлургия, 1973. - 181 с.), содержащий два ролика, один из которых укреплен на подвижном сухаре, опирающемся микрометрическим винтом на конец рычага, второй конец которого соединен с индуктивным датчиком перемещений с переменным зазором, включенным в мостовую схему измерения, а сигнал, снятый с диагонали моста, подается на миллиамперметр, градуированный в миллиметрах отклонения полосы от номинала.
Недостатком данного устройства является определение только общей толщины одно- и многослойных изделий и невозможность определения толщины каждого слоя, что также снижает область применения и функциональные возможности.
Технический результат - повышение производительности контроля в технологическом процессе производства, расширение функциональных возможностей и расширение области применения.
Технический результат достигается тем, что способ непрерывного контроля толщины слоев четырехслойного металлофторопластового ленточного материала, пористости его металлического каркаса и концентрации, входящих в четвертый слой компонент в процессе изготовления, включающий измерение толщины слоев движущейся биметаллической основы металлофторопластового ленточного материала при воздействие на биметаллическую основу переменным магнитным полем, которое возбуждают индуктором с П-образным магнитопроводом, индуктор располагают с зазором со стороны ферромагнитного слоя основы, экранную измерительную катушку размещают над индуктором с противоположной стороны биметаллической основы, эталонный индуктор и экранную эталонную катушку располагают аналогично относительно эталона, причем экранные измерительная и эталонная катушки и вторичные обмотки индукторов включены соответственно последовательно-встречно, отклонение толщин слоев от эталона определяют по изменению напряжений на экранной измерительной и вторичной обмотке индуктора относительно напряжений соответственно на экранной эталонной катушке и вторичной обмотке эталонного индуктора, для измерения толщины третьего слоя пористого металлического каркаса используют индуктивный микрометр, содержащий два ролика, один из которых укреплен на подвижном сухаре, опирающемся микрометрическим винтом на конец рычага, второй конец которого соединен с якорем индуктивного датчика, включенного в мостовую схему измерения, причем сигнал, снятый с диагонали моста, подается на миллиамперметр, градуированный в миллиметрах отклонения толщины трехслойной металлической ленты от номинала, а толщину третьего слоя определяют как разницу между толщиной трехслойной металлической ленты, измеренной посредством индуктивного микрометра, и толщиной двухслойной биметаллической основы, для измерения пористости металлического каркаса и толщины четвертого фторопластового слоя движущегося металлофторопластового ленточного материала осуществляют локальное тепловое воздействие источником тепловой энергии, сфокусированной на поверхность ленточного материала в виде полосы, измеряют температуру в центре этой полосы и в точке поверхности ленточного материала с обратной стороны напротив полосы теплового воздействия и определяют пористость металлического каркаса и толщину четвертого слоя с использованием значений мощности теплового потока источника тепловой энергии, теплопроводностей материалов и величин измеренных температур и толщин слоев. Кроме того, осуществляют воздействие точечным источником тепловой энергии, измеряют термоприемником при разных значениях мощности точечного источника избыточную температуру нагреваемой поверхности в точке, расположенной на определенном расстоянии за точечным источником тепловой энергии по линии его движения, определяют теплопроводность четвертого фторопластового слоя и концентрацию входящих в него компонент.
На фиг.1 представлен разрез металлофторопластового ленточного материала; на фиг.2 - схема непрерывного контроля характеристик качества металлофторопластового ленточного материала в технологическом потоке его изготовления; на фиг.3 - графическая зависимость теплопроводности материала от толщины прогрева при разных значениях мощности источника тепловой энергии.
Устройство контроля толщины слоев движущейся биметаллической основы металлофторопластового ленточного материала (фиг.2, а) состоит из биметаллической полосы 1, эталона 2, двух индукторов, один из которых измерительный 3, а другой - эталонный 4, соединенных с генератором 5 переменного тока, выпрямителей 6 и 7, указателей отклонения толщины 8 и 9, экранных измерительной 10 и эталонной 11 катушек.
Индуктивный микрометр (фиг.2, б) состоит из двух роликов 12, между которыми движется трехслойная металлическая лента, один из роликов укреплен на подвижном сухаре 13, опирающемся микрометрическим винтом 14 на конец рычага 15. Второй конец рычага соединен с якорем индуктивного дифференциального преобразователя 16. Установка нулевого положения датчика осуществляется вращением микрометрического винта 14. Обмотки датчика включены в схему моста, питаемую от генератора. Сигнал с диагонали моста подается на миллиамперметр 17, градуированный в миллиметрах отклонения толщины трехслойной металлической ленты от номинала.
Устройство контроля пористости металлического каркаса, теплопроводности, толщины четвертого фторопластового слоя и концентрации входящих в него компонент (фиг.2, в, г, д) состоит из источников тепловой энергии 18, 19 и трех термоприемников 20, 21, 22.
Контроль толщины слоев биметаллической основы осуществляется следующим образом.
Биметаллическая основа 1 и эталон 2 намагничиваются индукторами с П-образным магнитопроводом 3 и 4 на фиксированной частоте генератором 5. Индукторы установлены со стороны ферромагнитного слоя основы. В индукторе магнитная цепь замыкается ферромагнитным слоем измеряемой основы, в эталонном индукторе - ферромагнитным слоем эталона. Первичные обмотки индукторов питаются переменным током от генератора такой частоты, когда эффективная глубина проникновения вихревых токов больше, чем толщина измеряемой основы. Во вторичных обмотках индукторов возникают напряжения, которые пропорциональны толщинам измеряемого ферромагнитного слоя биметаллической основы и эталона. Вторичные обмотки соединены так, что их напряжения в схеме сравнения направлены навстречу одно другому. Так как напряжение, поступающее от вторичной обмотки эталонного индуктора, постоянно, а напряжение от вторичной обмотки измерительного индуктора, контролирующего толщину ферромагнитного слоя биметаллической основы, меняется в зависимости от изменения этой толщины, то результирующее напряжение будет пропорционально отклонению толщины от заданной эталоном. Выпрямленный ток поступает на указатель 8 отклонения толщины ферромагнитного слоя биметаллической основы от заданной толщины.
Экранные измерительная 10 и эталонная 11 катушки расположены соответственно над измерительным 3 и эталонным 4 индукторами с противоположной стороны биметаллической основы 1 и эталона 2. Катушки 10 и 11 соединены последовательно-встречно и напряжения в схеме сравнения направлены навстречу одно другому. Синусоидальный ток, действующий в возбуждающих (первичных) обмотках измерительного и эталонного индукторах, создает электромагнитное поле, которое возбуждает вихревые токи в электропроводящем верхнем слое биметаллической основы. Эти вихревые токи затухают по мере проникновения вглубь исследуемого объекта. Электромагнитное поле вихревых токов воздействует на измерительную 10 и эталонную 11 катушки, наводя в них эдс, которые пропорциональны толщинам измеряемого верхнего слоя биметаллической основы и эталона. Напряжение эталонной катушки также постоянно, а напряжение измерительной катушки, контролирующей толщину верхнего слоя биметаллической основы, меняется в зависимости от изменения этой толщины. Результирующее напряжение будет пропорционально отклонению толщины от заданной эталоном. Выпрямленный ток в выпрямителе 7 поступает на второй указатель 9 отклонения толщины верхнего слоя биметаллической основы от заданной толщины.
Толщину третьего слоя - пористого металлического каркаса определяют как разницу между толщиной трехслойной металлической ленты, измеренной посредством индуктивного микрометра, и толщиной двухслойной биметаллической основы. Действие индуктивного микрометра основано на преобразовании отклонений толщины трехслойной металлической ленты, воспринимаемых двумя роликами 12, в изменение индуктивности преобразователя 16, обмотки которого образуют мостовую схему, питаемую от генератора. Сигнал с диагонали моста подается на миллиамперметр 17, градуированный в миллиметрах отклонения толщины трехслойной металлической ленты от номинала.
Контроль пористости металлического каркаса, толщины четвертого фторопластового слоя, а также концентраций входящих в него компонент движущегося металлофторопластового ленточного материала заключается в следующем.
В способе неразрушающего контроля осуществляют локальное тепловое воздействие источником тепловой энергии 18, сфокусированной на поверхность ленточного материала в виде полосы длиной 40-50 мм, шириной 4-6 мм и измеряют установившуюся избыточную температуру Т1 в центре этой полосы первым термоприемником 21 и температуру Т2 в точке поверхности ленточного материала с обратной стороны напротив полосы теплового воздействия вторым термоприемником 20.
Термическое сопротивление последовательно соединенных составных стенок, ориентированных перпендикулярно тепловому потоку, определяется по формуле

где Ri, hi, λi - соответственно термическое сопротивление, толщина и теплопроводность i-ой стенки; S=l·b - площадь теплового воздействия; l, b - соответственно длина и ширина сфокусированной полосы.
Поскольку разность установившихся избыточных температур, обусловленная сопротивлением различных слоев при тепловом воздействии источником постоянной мощности, определяется в соответствии с зависимостью вида ΔT=qR, то зависимость между температурами Т1 и T2 и тепловым потоком для трехслойной системы (фиг.2, в), состоящей из стального основания, слоя меди и слоя пористого бронзового каркаса, с известными толщинами слоев будет иметь вид

где h1, λ1 - толщина и теплопроводность нижнего слоя; h2, λ2 - толщина и теплопроводность второго слоя; h3 - толщина бронзового каркаса, измеренная индуктивным микрометром (фиг.2, б); S - площадь участка активного теплового воздействия; q - мощность теплового потока источника тепловой энергии.
Тогда теплопроводность пористого бронзового каркаса определяется как

Известно также, что теплопроводность пористого металлического каркаса связана с пористостью следующей зависимостью

где λк - теплопроводность материала каркаса в компактном состоянии;
 - пористость бронзового каркаса; Vn - объем, занимаемый порами; V - объем пористого материала.
- пористость бронзового каркаса; Vn - объем, занимаемый порами; V - объем пористого материала.
Тогда из формулы (4) можно определить пористость бронзового каркаса

Для четырехслойной системы (фиг.2, д), состоящей из стального основания, слоя меди, слоя пористого бронзового каркаса, поры которого заполнены фторопластом-4 с наполнителем дисульфида молибдена, зависимость (1) будет выглядеть следующим образом

где Т1 и Т3 - новые значения установившихся избыточных температур в точках контроля; h3 - толщина бронзового каркаса, заполненного фторопластом-4 с наполнителем;  - среднеинтегральная теплопроводность двухкомпонентной системы, состоящей из бронзового пористого каркаса и фторопласта-4 с наполнителем; h4 - толщина приработочного фторопластового слоя с наполнителем; λф - теплопроводность материала приработочного слоя.
- среднеинтегральная теплопроводность двухкомпонентной системы, состоящей из бронзового пористого каркаса и фторопласта-4 с наполнителем; h4 - толщина приработочного фторопластового слоя с наполнителем; λф - теплопроводность материала приработочного слоя.
Для определения теплопроводности материала приработочного слоя (фиг.2, г) осуществляют тепловое воздействие точечным источником тепловой энергии 19, измеряют избыточную температуру термоприемником 22 нагреваемой поверхности в точке, расположенной за источником на заданном расстоянии х по линии движения источника.
Известно (С1 2182310 RU G 01 В 7/06. Способ бесконтактного неразрушающего контроля толщины и теплофизических свойств изделий 2002), что избыточная температура поверхности в точке, перемещающейся вслед за источником по линии его движения со скоростью, равной скорости перемещения источника, определяется формулой

где - Тi(x) - избыточная температура нагреваемой поверхности полубесконечного изделия в точке, перемещающейся вслед за источником по линии его движения, К; qi - мощность источника, Вт;  - среднеинтегральная теплопроводность материала, Вт/(м·К); х - расстояние между точкой контроля температуры и центром пятна нагрева поверхности исследуемого изделия сосредоточенным источником энергии.
- среднеинтегральная теплопроводность материала, Вт/(м·К); х - расстояние между точкой контроля температуры и центром пятна нагрева поверхности исследуемого изделия сосредоточенным источником энергии.
Тогда из формулы (7) среднеинтегральная теплопроводность материала определяется как:

Затем изменяют мощность источника энергии 19 в соответствии с зависимостью

и измеряют термоприемником 22 новые значения температур при каждой мощности источника энергии, по формуле (8) определяют новые значения среднеинтегральной теплопроводности материала верхнего слоя. Изменение значения теплопроводности материала верхнего слоя возможно до тех пор, пока глубина прогрева не будет превышать толщину материала верхнего слоя.
Тогда можно построить зависимость теплопроводности от толщины прогрева при разной мощности источника энергии (см. фиг.3). По графической зависимости определяют участок, на котором  при h<h4, здесь h4 - толщина верхнего слоя металлофторопластового материала.
при h<h4, здесь h4 - толщина верхнего слоя металлофторопластового материала.
Поскольку приработочный слой представляет собой композиционный материал (фторопласт с наполнителем дисульфидмолибдена), то, определив по графической зависимости (фиг.3) теплопроводность этого материала, можно определить концентрации входящих компонент по зависимости (Дульнев Г.Н., Новиков В.В. Процессы переноса в неоднородых средах. - Л.: Энергоатомиздат. Ленингр. отд-ние, 1991 - 248 с. (формула 2.4))
где  , λ1 - теплопроводность фторопласта-4; λ2 - теплопроводность дисульфида молибдена; m2=1-m1; m1, m2 - объемные концентрации компонентов верхнего слоя (соответственно дисульфида молибдена и фторопласта-4).
, λ1 - теплопроводность фторопласта-4; λ2 - теплопроводность дисульфида молибдена; m2=1-m1; m1, m2 - объемные концентрации компонентов верхнего слоя (соответственно дисульфида молибдена и фторопласта-4).
Структура пористого бронзового каркаса, поры которого заполнены фторопластом-4 с наполнителем дисульфида молибдена, представляет собой структуры в виде двух взаимопроникающих решеток. Тогда теплопроводность пористого бронзового каркаса определяется по формуле


где

П - пористость бронзового каркаса;  λф - теплопроводность фторопласта-4 с наполнителем дисульфида молибдена;
λф - теплопроводность фторопласта-4 с наполнителем дисульфида молибдена;  - теплопроводность пористого каркаса;
- теплопроводность пористого каркаса; 
Подставив выражение (11) в (6), получим формулу для определения толщины приработочного слоя

Таким образом, используя схему измерения (фиг.2), можно определить толщины слоев четырехслойного металлофторопластового ленточного материала, пористость его металлического каркаса и концентрации входящих в четвертый слой компонент в технологическом процессе производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ И ПОРИСТОСТИ МЕТАЛЛИЧЕСКОГО КАРКАСА ЧЕТЫРЕХСЛОЙНОГО МЕТАЛЛОФТОРОПЛАСТОВОГО ЛЕНТОЧНОГО МАТЕРИАЛА | 2005 |
|
RU2290604C2 |
| СПОСОБ НЕПРЕРЫВНОГО КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ БИМЕТАЛЛА С ФЕРРОМАГНИТНЫМ ОСНОВАНИЕМ | 2002 |
|
RU2210058C1 |
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ТОЛЩИНЫ, ТЕПЛОФИЗИЧЕСКИХ СВОЙСТВ И ПОРИСТОСТИ МЕТАЛЛИЧЕСКОГО КАРКАСА ДВУХСЛОЙНЫХ ЛЕНТОЧНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2293946C1 |
| СПОСОБ НЕПРЕРЫВНОГО КОНТРОЛЯ ТОЛЩИНЫ И СПЛОШНОСТИ СОЕДИНЕНИЯ СЛОЕВ БИМЕТАЛЛА | 2009 |
|
RU2399870C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ МЕТАЛЛОФТОРОПЛАСТОВОЙ ЛЕНТЫ | 2002 |
|
RU2286231C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМБИНИРОВАННОГО МЕТАЛЛОФТОРОПЛАСТОВОГО МАТЕРИАЛА | 2004 |
|
RU2277997C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ С БРОНЗОВЫМ СЛОЕМ С РИФЛЕНОЙ ПОВЕРХНОСТЬЮ ДЛЯ ПРОПИТКИ ФТОРОПЛАСТОВОЙ ПАСТОЙ | 2020 |
|
RU2764531C1 |
| Способ получения металлофторопластового материала с сетчатым антифрикционным слоем | 2018 |
|
RU2686969C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ С ВЫСОКИМИ ХАРАКТЕРИСТИКАМИ | 2001 |
|
RU2267034C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВЫХ АНТИФРИКЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2438829C2 |


Изобретение относится к контрольно-измерительной технике и может быть использовано для непрерывного контроля толщин слоев, теплофизических свойств многослойных ленточных материалов непосредственно при их производстве. Технический результат: повышение производительности контроля в технологическом процессе производства, расширение функциональных возможностей и расширение области применения. Сущность: воздействуют на биметаллическую основу переменным магнитным полем индуктора с П-образным магнитопроводом. Измеряют напряжение на экранной измерительной катушке, которую размещают над индуктором с противоположной стороны биметаллической основы. Отклонение толщин слоев от эталона определяют по изменению напряжений на экранной измерительной и вторичной обмотке индуктора относительно напряжений соответственно на экранной эталонной катушке и вторичной обмотке эталонного индуктора. Толщину третьего слоя определяют как разницу между толщиной трехслойной металлической ленты, измеренной посредством индуктивного микрометра, и толщиной двухслойной биметаллической основы. Для измерения пористости металлического каркаса и толщины четвертого фторопластового слоя движущегося металлофторопластового ленточного материала осуществляют локальное тепловое воздействие источником тепловой энергии, сфокусированной на поверхность ленточного материала в виде полосы. Измеряют температуру в центре этой полосы и в точке поверхности ленточного материала с обратной стороны напротив полосы теплового воздействия. Определяют пористость металлического каркаса и толщину четвертого слоя с использованием значений мощности теплового потока источника тепловой энергии, теплопроводностей материалов и величин измеренных температур и толщин слоев. Осуществляют воздействие точечным источником тепловой энергии. Измеряют при разных значениях мощности точечного источника избыточную температуру нагреваемой поверхности в точке, расположенной на определенном расстоянии за точечным источником тепловой энергии по линии его движения. Определяют теплопроводность четвертого фторопластового слоя и концентрацию входящих в него компонент. 3 ил.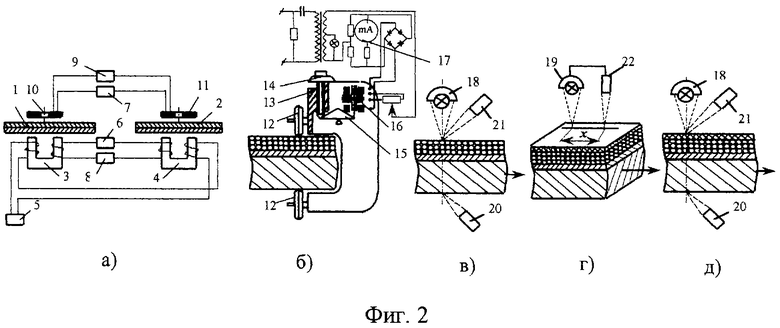
Способ непрерывного контроля толщины слоев четырехслойного металлофторопластового ленточного материала, пористости его металлического каркаса и концентрации входящих в четвертый слой компонент в процессе изготовления, включающий измерение толщины слоев движущейся биметаллической основы металлофторопластового ленточного материала при воздействии на биметаллическую основу переменным магнитным полем, которое возбуждают индуктором с П-образным магнитопроводом, индуктор располагают с зазором со стороны ферромагнитного слоя основы, экранную измерительную катушку размещают над индуктором с противоположной стороны биметаллической основы, эталонный индуктор и экранную эталонную катушку располагают аналогично относительно эталона, причем экранные измерительная и эталонная катушки и вторичные обмотки индукторов включены соответственно последовательно-встречно, отклонение толщин слоев от эталона определяют по изменению напряжений на экранной измерительной и вторичной обмотке индуктора относительно напряжений соответственно на экранной эталонной катушке и вторичной обмотке эталонного индуктора, для измерения толщины третьего слоя, пористого металлического каркаса, используют индуктивный микрометр, содержащий два ролика, один из которых укреплен на подвижном сухаре, опирающимся микрометрическим винтом на конец рычага, второй конец которого соединен с якорем индуктивного датчика, включенного в мостовую схему измерения, причем сигнал, снятый с диагонали моста, подается на миллиамперметр, градуированный в миллиметрах отклонения толщины трехслойной металлической ленты от номинала, а толщину третьего слоя определяют как разницу между толщиной трехслойной металлической ленты, измеренной посредством индуктивного микрометра, и толщиной двухслойной биметаллической основы, отличающийся тем, что для измерения пористости металлического каркаса и толщины четвертого фторопластового слоя движущегося металлофторопластового ленточного материала осуществляют локальное тепловое воздействие источником тепловой энергии, сфокусированной на поверхность ленточного материала в виде полосы, измеряют температуру в центре этой полосы и в точке поверхности ленточного материала с обратной стороны напротив полосы теплового воздействия и определяют пористость металлического каркаса и толщину четвертого слоя с использованием значений мощности теплового потока источника тепловой энергии, теплопроводностей материалов и величин измеренных температур и толщин слоев, кроме того, осуществляют воздействие точечным источником тепловой энергии, измеряют термоприемником при разных значениях мощности точечного источника избыточную температуру нагреваемой поверхности в точке, расположенной на определенном расстоянии за точечным источником тепловой энергии по линии его движения, определяют теплопроводность четвертого фторопластового слоя и концентрацию входящих в него компонент.
| СПОСОБ БЕСКОНТАКТНОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ТОЛЩИНЫ И ТЕПЛОФИЗИЧЕСКИХ СВОЙСТВ ИЗДЕЛИЙ | 2001 |
|
RU2182310C1 |
| СПОСОБ НЕПРЕРЫВНОГО КОНТРОЛЯ ТОЛЩИНЫ СЛОЕВ БИМЕТАЛЛА С ФЕРРОМАГНИТНЫМ ОСНОВАНИЕМ | 2002 |
|
RU2210058C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ТОЛЩИНЫ ЗАЩИТНЫХ ПОКРЫТИЙ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2084819C1 |
| Способ бесконтактного неразрушающего контроля толщины изделий | 1987 |
|
SU1504491A1 |
| US 4695797 A, 14.08.1985. | |||

