Область техники, к которой относится изобретение
Изобретение имеет отношение к области статических уплотнений, в частности, для фланцев трубопроводов, предназначенных для транспортировки текучих сред при очень высокой температуре.
Уровень техники
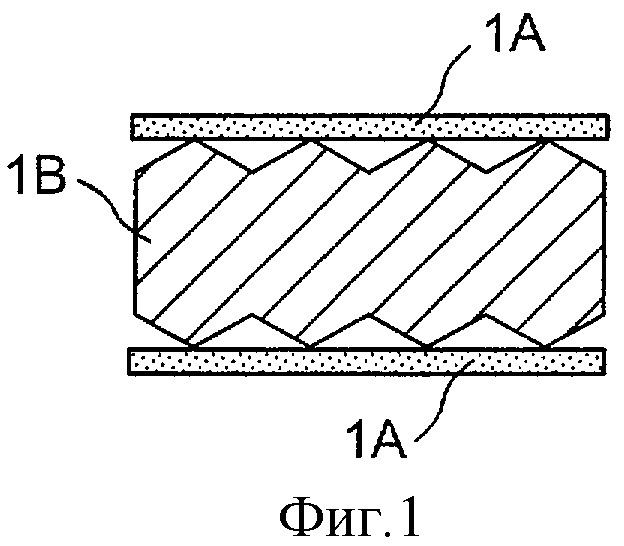
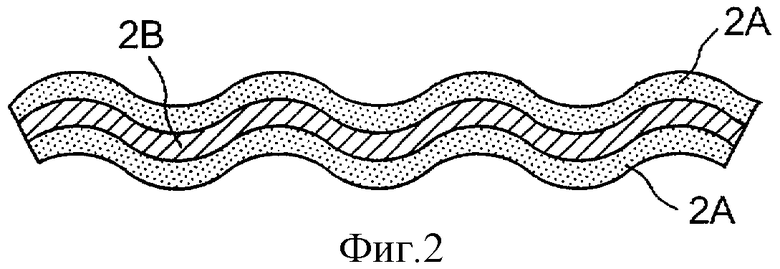
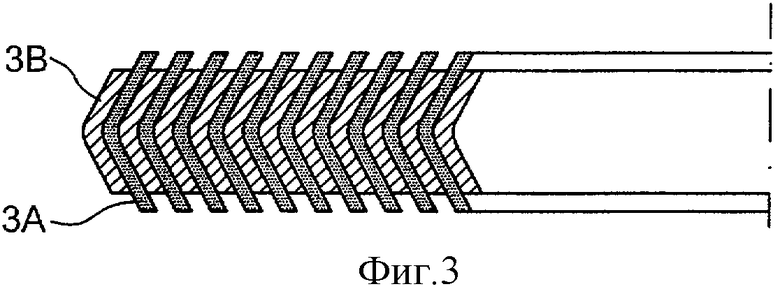
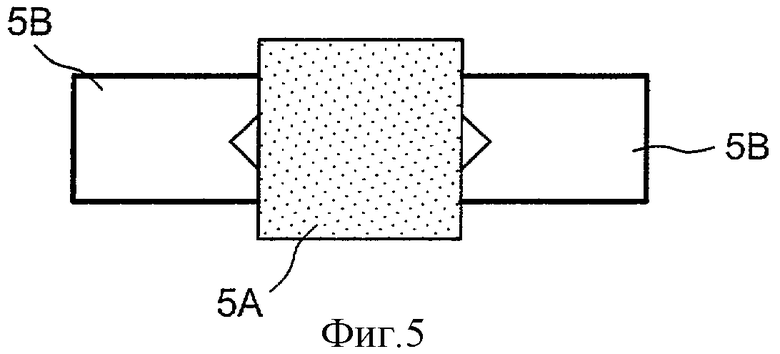
Известны многие типы уплотнений, использующих несколько материалов, таких как металл и графит. Они показаны на фиг.1, 2, 3, 4, 5, 6.
Во всех этих типах металлопластиковых уплотнений асбест уступает свое место мягкому графиту, называемому также «вспученный графит». Такой графит используют непосредственно в качестве уплотнительного материала, т.е. он имеет непосредственный контакт с элементами, между которыми он должен обеспечить уплотнение, а именно с фланцами. Это, например, уплотнения спиральные, волнообразные, рифленые с наполнителем. Его также используют в качестве наполнителя, например, в металлопластиковых уплотнениях.
Замена асбеста графитом не решила, однако, проблем, связанных с наблюдаемой дисперсией характеристик этих уплотнений, называемых «композитными», т.е. соединяющими графит и металл. Вот почему в очень жестких условиях работы уплотнения «полностью графитные» быстро доказали свое превосходство, потому что была отмечена не только их очень большая способность восстанавливать свои характеристики, но и то, что они допускают также контакт металла по металлу между фланцами на кольцах, которые ограничивают объем, занимаемый графитом.
Пределы применимости таких новых уплотнений с графитовой матрицей тесно связаны с пределами применимости самого материала, т.е. мягкого графита. Так, основной характеристикой вспученного графита является степень его чистоты, т.е. максимальная зольность. Вероятность коррозии и скорость окисления связаны, следовательно, с этим индексом чистоты, так что обычно за предельную температуру принимают 550° для самого чистого графита в присутствии кислорода.
Цель изобретения - устранить эти недостатки, предложив другой тип прокладки, в которой использованы графит и металл и которая может сопротивляться температурам выше 550°.
Раскрытие изобретения
Объектом изобретения является уплотнение для высоких температур, содержащее мягкую сердцевину из графита и металлическую оболочку, окружающую мягкую сердцевину.
Согласно изобретению этот комплект, образованный мягкой сердцевиной, окруженной металлической обечайкой, в свою очередь заключен в герметично закрытый корпус таким образом, чтобы этот комплект мог бы работать в контролируемой атмосфере. Действительно, было замечено, что в инертной атмосфере, т.е. без кислорода, температура работы графита может быть поднята до 2000° без ухудшения физических свойств.
По этой причине первый вариант осуществления изобретения предусматривает создание частичного вакуума внутри кожуха.
По другому варианту осуществления изобретения внутрь кожуха помещают нейтральный газ.
Преимущественно для изготовления мягкой сердцевины используют мягкий графит.
В основном варианте осуществления изобретения предусмотрено, что кожух металлический.
С точки зрения формы кожух по первому варианту осуществления изобретения может состоять из частей, сваренных, по меньшей мере, в одной плоскости, проходящей через уплотнение.
По второму варианту осуществления изобретения кожух может быть выполнен также из частей, сваренных по противоположным ребрам, если уплотнение имеет четырехугольное сечение.
Наконец, по третьему варианту осуществления изобретения предусмотрено, что кожух состоит из четырех частей, из которых две боковых, одна верхняя, одна нижняя, все сваренные между собой.
Кожух, преимущественно, имеет квадратное или прямоугольное сечение.
Представляет интерес тот факт, что обечайки имеют выступы на сторонах, на которых предусмотрено нагружение при обжатии уплотнения.
Краткое описание чертежей
Изобретение и его различные технические характеристики будут более понятны при чтении приведенного далее описания, сопровождаемого многочисленными фигурами, первые из которых уже описаны.
Эти фигуры соответственно представляют:
фиг.1 - в разрезе первый тип уплотнения, называемый «рифленый»;
фиг.2 - в разрезе второй тип уплотнения, называемый «волнистый»;
фиг.3 - в разрезе третий тип уплотнения, называемый «спиральный»,
фиг.4 - в разрезе четвертый тип уплотнения, называемый «металлопластиковый»,
фиг.5 - в разрезе пятый тип уплотнения, называемый «полностью графитовый»;
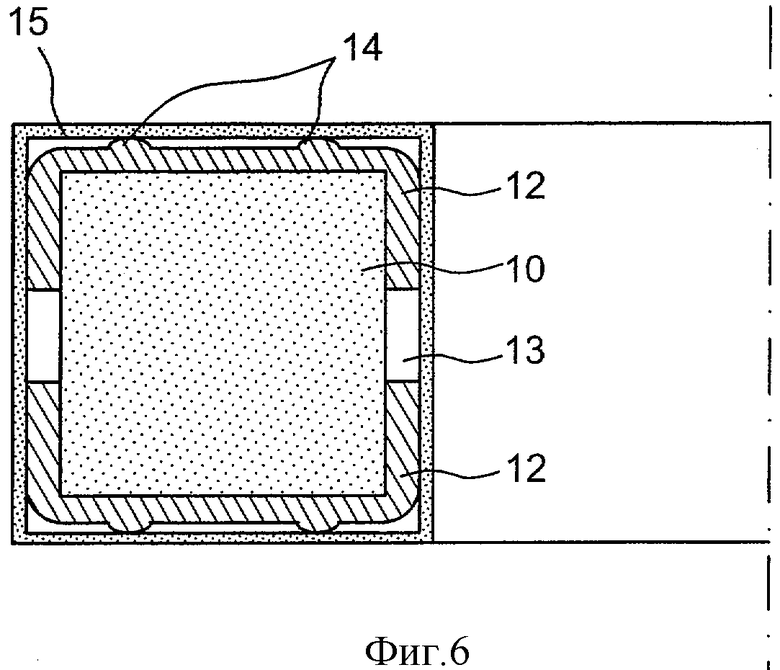
фиг.6 - в разрезе шестой тип изготовления уплотнения;
фиг.7 - в разрезе первый вариант изготовления уплотнения согласно изобретению;
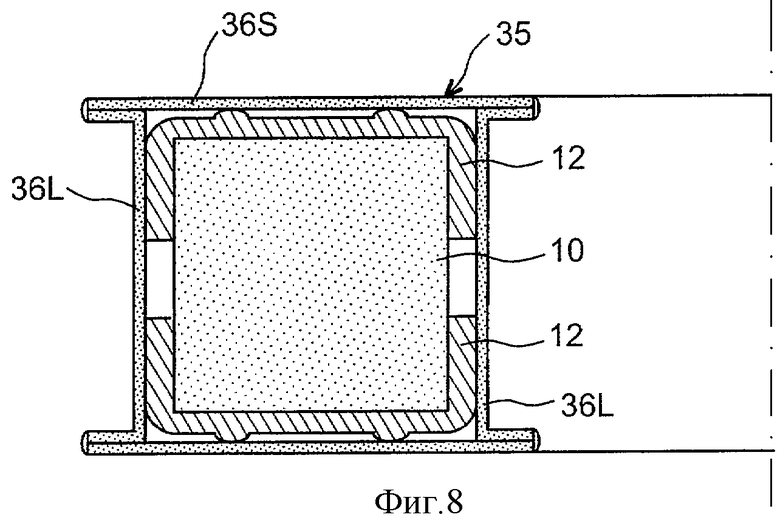
фиг.8 - в разрезе второй вариант изготовления уплотнения согласно изобретению;
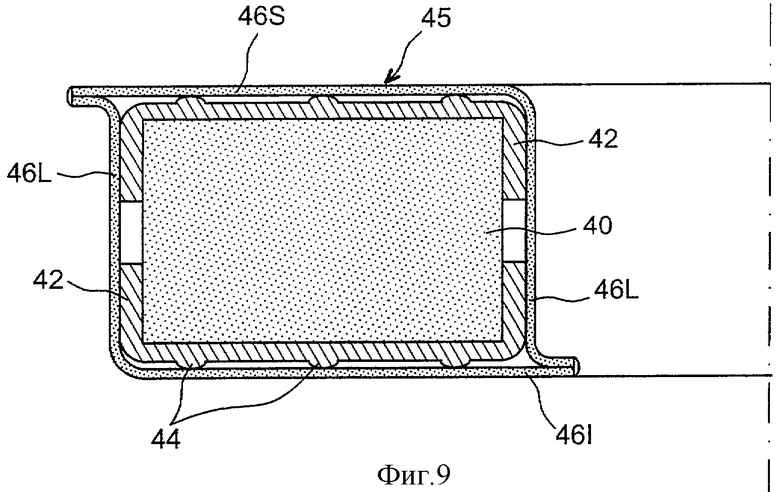
фиг.9 - в разрезе третий вариант изготовления уплотнения согласно изобретению.
Осуществление изобретения
Как следует из фиг.6, уплотнение - это композитная прокладка, объединяющая мягкую сердцевину 10, состоящую из вспученного графита или существенно эквивалентного материала. Напомним, что вспученный графит для сохранения своих упругих свойств при температуре выше 550° должен находиться в среде, не содержащей кислород. Вот почему, согласно изобретению, кожух 15 выполняют герметично закрытым с тем, чтобы воспрепятствовать любому доступу коррозирующего газа к графиту. При необходимости предусматривают возможность удаления кислорода, если это необходимо, и замену его нейтральным газом, таким как аргон, например.
Таким образом, кожух 15 образует металлическую коробку, которая препятствует поступлению любого газа из среды, окружающей эту коробку, вовнутрь и наоборот. Мягкая сердцевина 10 из вспученного графита помещена между двумя металлическими обечайками 12, образующими металлическую оболочку, ограничивая тем самым объем сердцевины для того, чтобы полностью исключить экструзию графита во время его уплотнения при обжатии. Отметим, что между двумя этими обечайками 12 до обжатия предусмотрен зазор 13, который уменьшается до минимума в конце обжатия.
Обечайки 12 имеют на своих поверхностях, которые обращены к тем сторонам кожуха 15 и которые должны контактировать с деталями, между которыми должно быть обеспечено уплотнение, многочисленные выступы 14. Это позволяет обеспечить концентрацию усилия в зоне контакта между уплотнением и поверхностью детали, т.е. там, где необходимо добиться уплотнения. Эти выступы 14 имеют форму закругленных выступов, но могут также иметь треугольное, прямоугольное сечение. Их высота выбрана такой, чтобы избежать разрывов кожуха 15 при работе прокладки в условиях высоких температур.
Металлическая оболочка, образованная двумя обечайками 12, имеет значительно большую жесткость, чем кожух, также выполненный из металла. При сдавливании уплотнения, т.е. при сближении обеих деталей, между которыми должно быть обеспечено уплотнение, мягкий графит сердцевины 10 уменьшает свой объем, уплотняясь при этом, и оказывает возрастающее воздействие на кожух 15. Это воздействие концентрируется на выступах 14, сформированных на наружной поверхности обеих обечаек 12.
На фиг.7 представлен первый вариант реализации уплотнения согласно изобретению, немного более совершенный. Действительно, кожух 25 образован двумя отдельными частями: верхней частью 25S и нижней частью 25I. Обе эти части сварены в срединной плоскости прокладки своими соответствующими концами 27, которые выступают наружу, создавая тем самым гибкие губки, позволяющие облегчить выполнение сварки и делая в то же время кожух 25 менее жестким. Мягкая сердцевина 10 и обечайки 12, образующие металлическую оболочку, идентичны ранее описанным и показанным на фиг.6.
На фиг.8 представлен второй вариант реализации уплотнения согласно изобретению, показывающий, что кожух 35 может быть изготовлен из четырех частей, из которых одна часть 36S - верхняя, одна часть 36I - нижняя и две части 36L - боковые. Эти четыре части сварены попарно в двух плоскостях, которые являются внутренними стенками верхней части 36S и нижней части 36I. Мягкая сердцевина 10 и обечайки 12 могут иметь те же формы, что для предыдущих вариантов реализации изобретения.
На фиг.9 представлен третий вариант реализации уплотнения, у которой мягкая сердцевина не квадратного, а скорее прямоугольного сечения. Вследствие этого обечайки 42 несколько шире и имеют большее число выступов 44. Напротив, кожух 45 состоит из двух частей, из которых одна часть 46S - верхняя и одна часть 46I - нижняя, причем каждая из них имеет боковую сторону 46L. Сварные швы, следовательно, предусмотрены на противоположных ребрах четырехугольника, образованного комплектом уплотнения.
Из-за условий работы материалы, используемые для изготовления металлического кожуха и обечаек, выбирают в зависимости от их поведения при высокой температуре и их механического сопротивления в горячем состоянии. Кожух должен быть, преимущественно, из сплава на основе никеля или на основе железа, в зависимости от способности этих материалов образовывать высокотемпературный защитный антикоррозийный слой, который может быть образован оксидом алюминия или оксидом хрома. Выбор материалов для обечаек более широк потому, что обечайки защищены от коррозии кожухом. Без каких-либо ограничений могут быть использованы широко известные сплавы никель/хром/железо. Также могли бы быть использованы другие материалы, типа керамик, с целью их дальнейшего использования или из-за срока их службы.
В качестве размерного примера для уплотнения со средним диаметром от 50 мм до 150 мм можно использовать графит сечением 50×50 мм, совместно с обечайками толщиной 0,5 мм. Толщина (стенок) кожуха может быть выбрана произвольно от 0,10 до 0,20 мм, при этом высота выступов соответственно должна быть от 0,05 мм до 0,15 мм.
Таким образом, понятно, что сердцевина из графита, однажды заключенная в герметичную оболочку, созданную кожухом, будет сохранять свои эффективные свойства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОРА ПОЛОЗКОВОГО ШАССИ ИЛИ ПОЛОЗКОВАЯ ХВОСТОВАЯ ОПОРА (ВАРИАНТЫ) И ПАТРОННОЕ УСТРОЙСТВО К НЕЙ | 1995 |
|
RU2144489C1 |
| КОНТЕЙНЕР ДЛЯ ТРАНСПОРТИРОВКИ И/ИЛИ ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2011 |
|
RU2465662C1 |
| КОНДЕНСАЦИОННЫЙ ТЕПЛООБМЕННИК | 2020 |
|
RU2805432C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАФЕНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2648424C2 |
| СТАБИЛИЗАТОР ПЛАМЕНИ | 2016 |
|
RU2700815C2 |
| КОНТЕЙНЕР ДЛЯ ТРАНСПОРТИРОВКИ И/ИЛИ ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2012 |
|
RU2510770C1 |
| Способ изготовления охлаждающего устройства | 1988 |
|
SU1745138A3 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ВЫСТРЕЛА | 2008 |
|
RU2376542C2 |
| ВОЛНОВАЯ ПРОКЛАДКА | 2016 |
|
RU2641987C1 |
| МОЛОТИЛЬНО-СЕПАРИРУЮЩЕЕ УСТРОЙСТВО | 2001 |
|
RU2194382C1 |

Изобретение относится к уплотнениям трубопроводов, предназначенных для транспортировки текучих сред при высокой температуре. Уплотнение состоит из сердцевины из мягкого графита, форма которого сохраняется благодаря двум не соприкасающимся металлическим обечайкам. Все это заключено в герметичный кожух, дающий возможность содержать мягкую сердцевину в нейтральной среде, такой как частичный вакуум или нейтральный газ. Изобретение повышает надежность соединений. 9 з.п. ф-лы, 9 ил.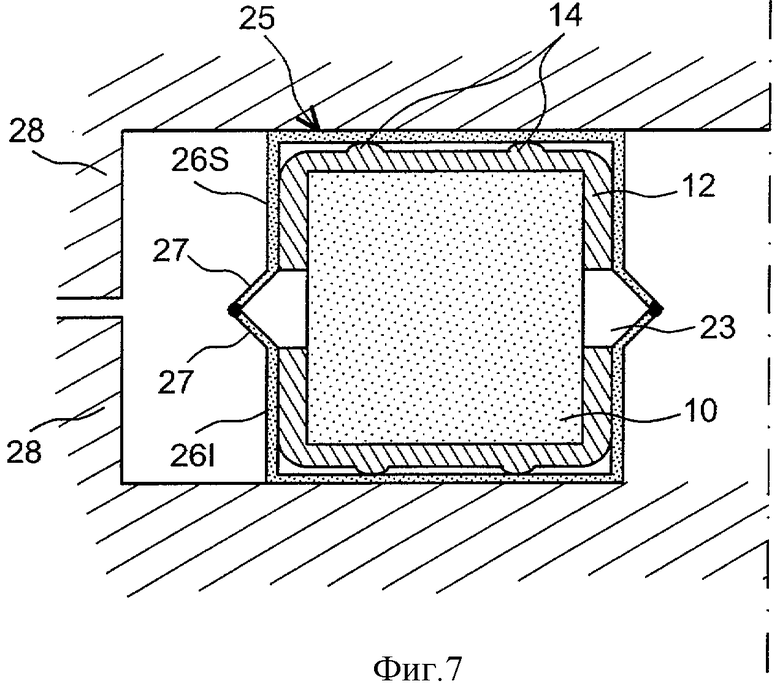
| РАМА РАЗГРУЗО-ПОГРУЗОЧНОГО ТРАНСПОРТНОГО СРЕДСТВА И ТРАНСПОРТНОЕ СРЕДСТВО ДЛЯ РАЗГРУЗО-ПОГРУЗОЧНЫХ РАБОТ | 1992 |
|
RU2069631C1 |
| Уплотнительный узел фланцевого соединения | 1990 |
|
SU1781493A1 |
| Уплотнение | 1990 |
|
SU1820113A1 |
| Уплотнение Пивеня | 1990 |
|
SU1756701A1 |
| Уплотнительное кольцо | 1988 |
|
SU1679103A1 |

