Изобретение касается резьбонарезного винта согласно совокупности признаков пункта 1 формулы изобретения.
Подобный винт известен, например, из ЕР 1129297 А (соответствует серии ном. 09/831707 US). Здесь предусмотрены режущие элементы, выполненные в виде режущих насадочных штифтов в резьбе винта. Подобные винты имеют хорошее режущее действие, но относительно сложны в изготовлении, в особенности с учетом аспекта соединения режущих насадочных штифтов со стержнем.
Наряду с этим известны благодаря общеизвестному использованию резьбонарезные винты, которые для повышения их прочности насыщаются углеродом, то есть повышается количество содержания в них углерода, и в заключение закаляются. Как показал опыт, такие винты склонны к хрупким изломам. Причиной этого является проникающий в стержень водород, который повреждает микроструктуру материала винта.
Задача прилагаемого изобретения заключается в усовершенствовании винта упомянутого выше типа таким образом, чтобы соединение режущих элементов со стержнем было менее сложным с точки зрения изготовления, и при этом чтобы избегалась опасность хрупких изломов, которые возникают у других известных резьбонарезных винтов.
Эта задача решена с точки зрения изобретения предлагаемым винтом с признаками, указанными в пункте 1 формулы изобретения.
Изобретателем было также установлено, что минимум один режущий элемент может быть выполнен как привариваемый элемент, и при этом привариванием режущего элемента к винту создается относительно несложное соединение, которое одновременно соответствует полностью требованиям резания, например, при ввинчивании в бетонную стену. Так как винт только местно строго определенно оснащается режущими элементами с более высоким содержанием углерода, то можно избежать науглероживания винта, как это было на уровне техники. Таким образом, к удивлению, как показали испытания, можно избежать опасности хрупкого излома. Это объясняется тем, что винт благодаря привариванию режущего элемента только местно строго ограниченно нагревается, что очевидно предотвращает индуцированное водородом образование трещин. Материал стержня с содержанием углерода от 0 до 0,5 вес.% поддается формообработке при приемлемых затратах. Режущие элементы из материала с содержанием углерода больше 0,8 вес.%, обладают уже достаточной для резьбонарезания твердостью.
Материал стержней в соответствии с притязанием 2 поддается тем легче формообработке, чем меньше в нем содержание углерода. Материалы без содержания углерода, как, например, чистые металлы алюминий или латунь, могут также применяться в качестве стержневого материала.
Кроме того, режущие элементы в соответствии с притязанием 3 показывают для резьбы тем более высокую преимущественную твердость, чем выше содержание углерода.
Расположение или число режущих элементов в соответствии с притязаниями 4 и 5 зарекомендовало себя также достаточным для надежного врезания винта.
Надрезающий элемент в соответствии с притязанием 6 приводит также к контролируемому процессу резки.
Надрезающий элемент в соответствии с притязанием 7 особенно прочен.
Кроме того, выступы в соответствии с притязаниями 8 и 9 зарекомендовали себя как хороший компромисс между хорошим режущим свойством режущих элементов, с одной стороны, и плотной посадкой винта после врезки, с другой. Но тем не менее подобные выступы не обязательны.
Последующее улучшение металла термообработкой после изготовления и формовки материала стержня в соответствии с притязанием 10 может еще улучшить режущие свойства винта. Такой процесс улучшения металла впоследствии необязателен для всех применений и исполнений. Приварка режущих элементов на улучшенный материал стержня не приводит к изменению структуры улучшенного материала.
Примеры выполнения изобретения объясняются ниже на основе чертежей более подробно. На них изображены:
фиг.1 - вид винта сбоку;
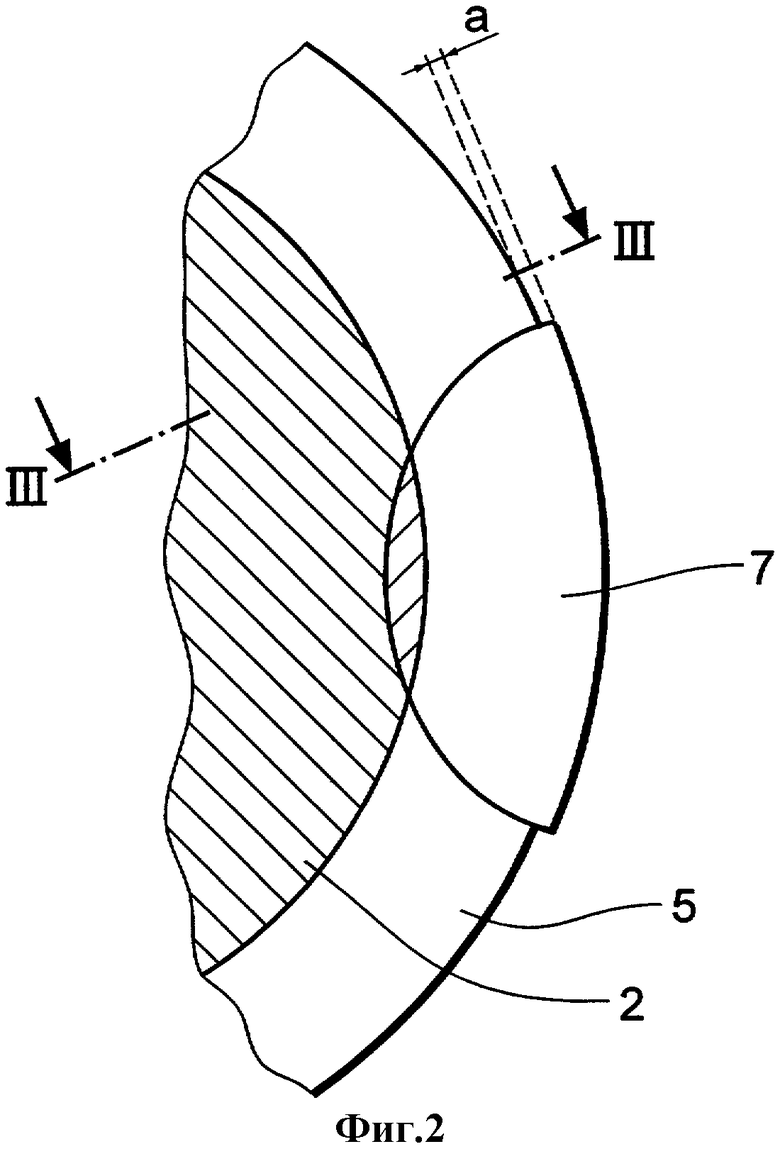
фиг.2 - частичный разрез в соответствии с линиями II-II на фиг.1 и 3 в увеличенном масштабе;
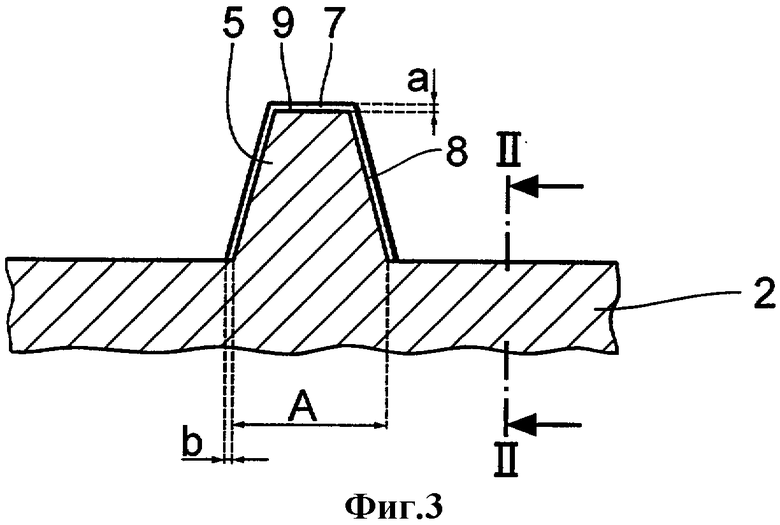
фиг.3 - частичный разрез в соответствии с линиями III-III на фиг.2 в увеличенном масштабе;
фиг.4 - разрез, аналогичный фиг.3, другое исполнение формы винта; и
фиг.5 - разрез, аналогичный фиг.3, еще одно исполнение формы винта.
На фиг.1 изображен резьбонарезной винт 1, речь идет о бетонном винте, который особенно хорошо предназначен для ввинчивания в стенку буровой скважины 1а и буровой скважины 1b. Этот винт 1 имеет цилиндрический стержень 2 из конструкционной стали с содержанием углерода порядка 0,18 вес.%. Подобные стали известны. Стержень винта 1 имеет диаметр для буровой скважины 10 мм. Возможны также и другие диаметры, например до 30 мм диаметра стержня. На одном конце стержня 2 сформирована шестиугольная головка 3, выполненная известным способом. Стержень имеет центральную продольную ось 4, которая обозначена штрихами на фиг.1.
От головки 3 противоположного конца винта 1 до приблизительно середины между двумя концами стержень 2 имеет резьбу 5, выполненную из одного с ним куска. Она выполнена в виде трапециевидной резьбы (см. фиг.3).
Отрезок резьбы 5, ведущий при ввинчивании винта 1 в буровую скважину, сформирован в виде надрезного элемента. Он так же, как и другие режущие элементы 7 следующих трех резьбовых витков резьбы 5 за надрезным элементом 6, выполнен в виде привариваемого элемента из быстрорежущей стали, с таким содержанием углерода, которое превышает 0,8 вес.%, в данном случае с содержанием углерода 0,85 вес.%. Надрезной элемент 6 имеет при этом, если сравнить его с другим режущим элементом 7, большую протяженность вдоль резьбы 5, как это видно из фиг.1. Надрезной элемент 6 формирует при ввинчивании в стену буровой скважины сразу же резьбу с определенным шагом, что делает возможным точное введение ввинченного винта 1. Функцию надрезного элемента 6 можно при этом сравнить с функцией острия винта для дерева. На каждый виток резьбы надрезному элементу 6 соответствуют три режущих элемента 7, при этом только три первых витка самой резьбы 5 обладают режущими элементами 7, и, таким образом, в общей сложности имеется девять режущих элементов 7, из которых на фиг.1 видны два.
Режущие элементы 6, 7 до такой степени вварены в резьбу 5, что гармонично продолжают ее. Режущие элементы 6, 7 выступают при этом слегка за прочую резьбу 5 как в аксиальном направлении центральной продольной оси, так и в радиальном направлении центральной продольной оси 4.
Вышеназванные выступы особенно ясно изображены на фиг.2 и 3. Режущий элемент 7 имеет в результате процесса сварки при его креплении на резьбу 5 почти ваннообразную форму, и при этом дно ванны режущего элемента 7 проникает в стержень 2. Режущий элемент 7 выступает за фланги 8 и за торцевую стенку 9 резьбы 5. Радиальный выступ режущего элемента 7 за резьбу 5 отмечен на фиг. 2 буквой «а». У винта 1 выступ «а» режущего элемента составляет 5% глубины резьбы.
На фиг.3 изображена одна часть разреза, содержащего центральную продольную ось 4 винта 1. При этом уровень разреза находится непосредственно по соседству с режущим элементом 7 фиг.2. Наряду с радиальным выступом «а» на фиг.3 виден также аксиальный выступ «b» режущего элемента 7 за резьбу 5. Он нанесен и отмечен буквой «b» на фиг.3 в направлении расстояния А, которое имеют боковые поверхности 8 резьбы 5 между собой, на переходе в стержень 2. У винта 1 выступ «b» составляет 5% расстояния А.
Глубина резьбы, а также расстояние А составляют у резьбы 5 около 2 мм. Выступы «а», «b» составляют поэтому около 0,1 мм. Другие выступы, например, 0,2 мм или 0,3 мм, могут выбираться в зависимости от диаметра стержня и глубины резьбы.
Для стержня 2 могут применяться и другие стали, например, с таким содержанием углерода, которое меньше, чем 0,5 вес.%, то есть, например, 0,42 вес.%, или которое меньше, чем 0,35 вес.%, то есть, например, 0,30 вес.%, или которое меньше, чем 0,25 вес.%, то есть, например, 0,22 вес.%, или которое меньше, чем 0,2 вес.%, например 0,18 вес.%, или которое меньше, чем 0,15 вес.%, например 0,12 вес.%. В зависимости от требований к пластичности материала для изготовления стержня 2 и резьбы 5 до присоединения режущих элементов 6, 7 может выбираться та сталь, которая в соответствии с содержанием в ней углерода соответствует предъявляемым требованиям.
В качестве материала для стержня могут применяться материалы без содержания углерода, как, например, алюминий и латунь.
В качестве материала для режущих элементов 6, 7 могут также применяться другие стали, с таким содержанием углерода, которое больше, чем 1,0 вес.%, например 1,2 вес.%, или которое больше, чем 1,5 вес.%, например 1,8, 2,0 или 2,5 вес.%. Чем выше содержание углерода, тем тверже режущие элементы 6, 7.
У альтернативных вариантов исполнения винтов может применяться меньшее количество режущих элементов 7, например четыре режущих элемента или шесть режущих элементов.
У альтернативных вариантов исполнения винтов режущие элементы 7 могут быть распределены и на меньшее количество витков резьбы, например только на два последних витка резьбы. При еще другом варианте винта режущие элементы 7 могут распределяться, например, на пяти последних витках резьбы.
Количество и распределение режущих элементов 6, 7 на резьбе 5 зависят от геометрической формы винта 1, резьбы 5, а также от материала стенки буровой скважины. В особенности при большом диаметре стержня может быть предусмотрено большее количество режущих элементов 6, 7 на виток резьбы.
Винт 1 изготовляется следующим образом. Сперва производят предварительную формовку стержня 2 с формированием на нем из одного куска резьбы-заготовки и головки 3 с помощью вальцов и прессов. Материал стержня подвергают улучшению, но от этого можно отказаться при винтах с более крупным диаметром, например при винтах с диаметром стержня для буровой скважины размером более 16 мм. После формовки резьбы 5 режущие элементы 6, 7 вваривают в резьбу 5.
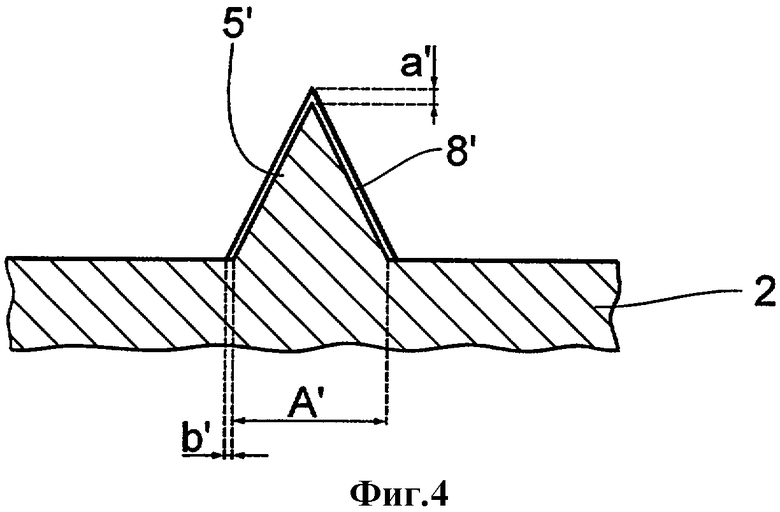
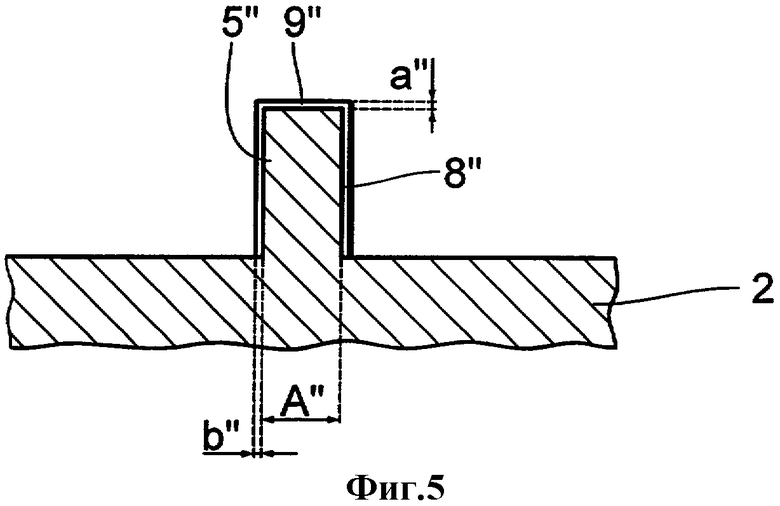
На фиг.4 и 5 изображены и другие варианты оснащения винтов в соответствии с изобретением. Элементы, которые соответствуют тем, которые уже описывались на основе фиг.1 и 3, имеют те же обозначения, но со штрихами, и описываются менее подробно.
На фиг.4 изображена резьба 5', выполненная в виде треугольной резьбы. Режущий элемент 7 выступает за обе треугольные боковые поверхности 8' резьбы 5'. Выступ режущего элемента 7 за острие резьбы 5' обозначен а', перпендикулярно к центральной продольной оси 4.
Фиг.5 изображает резьбу 5", выполненную в виде прямоугольной резьбы, как одну из других форм исполнения. Режущий элемент 7 выступает в данном случае за параллельные друг к другу боковые поверхности резьбы 8" и за торцевую стенку 9".
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОРОЖНОЕ НАПРАВЛЯЮЩЕЕ СООРУЖЕНИЕ | 2006 |
|
RU2413814C2 |
| РЕЗЬБА, АНКЕР И БУРОВОЕ ОБОРУДОВАНИЕ ШПУРА | 2006 |
|
RU2377410C9 |
| НАПРАВЛЕННОЕ БУРЕНИЕ ПУТЕМ ИЗМЕНЕНИЯ ПОПЕРЕЧНОГО СЕЧЕНИЯ СТВОЛА СКВАЖИНЫ | 2019 |
|
RU2771307C2 |
| СПОСОБ УСТАНОВКИ ВИНТОВОГО АНКЕРА | 1995 |
|
RU2081331C1 |
| КРЕПЕЖНАЯ ДЕТАЛЬ С РАСПОРНЫМ ЭЛЕМЕНТОМ | 1996 |
|
RU2115032C1 |
| Устройство для фиксации отломков кости | 1986 |
|
SU1753935A3 |
| УСТРОЙСТВО ДЛЯ ВСКРЫТИЯ ПРОДУКТИВНОГО ПЛАСТА | 2008 |
|
RU2394154C1 |
| ВЫРАВНИВАНИЕ ДВУХ ЧАСТЕЙ ТРУБЧАТОГО УЗЛА | 2018 |
|
RU2759618C1 |
| ПРУЖИННЫЙ ЦЕНТРАТОР И ЕГО ФИКСАТОР НА ОБСАДНОЙ ТРУБЕ | 2010 |
|
RU2430234C1 |
| САМОНАРЕЗАЮЩИЙ ВИНТ И ПРИМЕНЕНИЕ САМОНАРЕЗАЮЩЕГО ВИНТА | 2015 |
|
RU2683973C2 |
Изобретение относится к резьбонарезному винту. Резьбонарезной винт, в особенности винт для бетона, для ввинчивания в стенку буровой скважины включает в себя в основном цилиндрический стержень из металла, центральную продольную ось, резьбу, выполненную за одно целое со стержнем, минимум один размещенный в резьбе режущий элемент для операции резания стенки буровой скважины. При этом стержень состоит из металла, в котором содержание углерода больше 0 и меньше 0,5 вес.%, причем минимум один режущий элемент жестко соединен со стержнем. Режущий элемент, соединенный с резьбой, является привариваемым элементом из металла, содержание углерода в котором больше, чем 0,8 вес.%. В результате упрощается изготовление винта, устраняется опасность хрупких изломов. 9 з.п. ф-лы, 5 ил.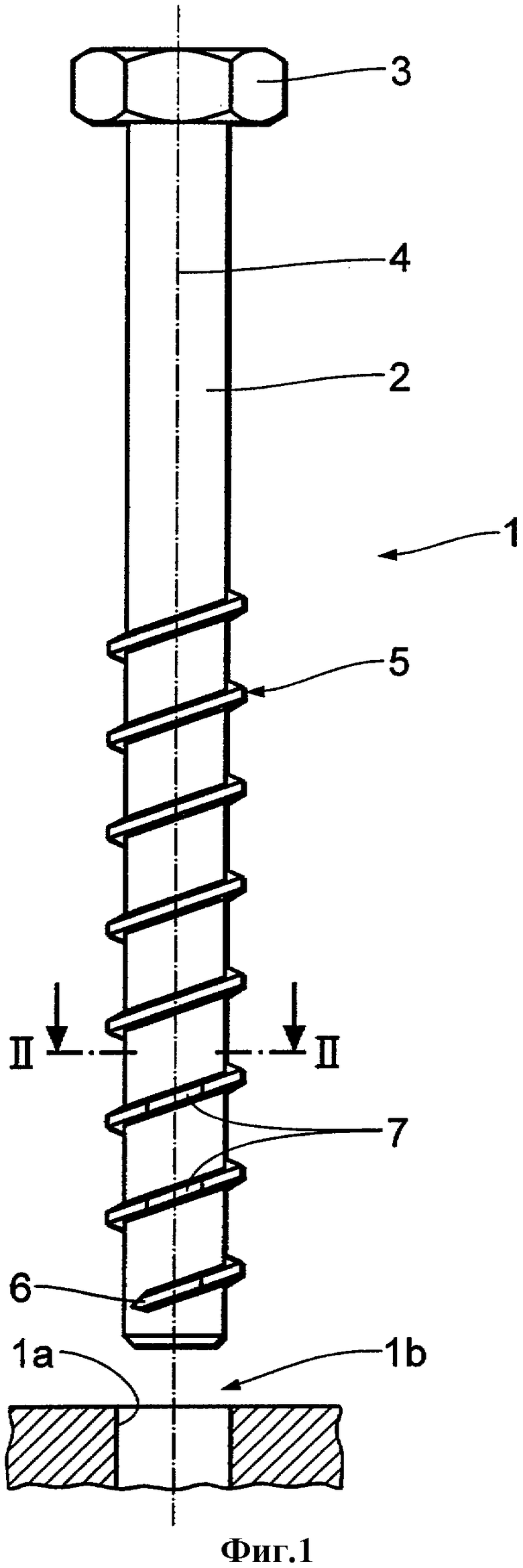
| WO 00/29754 A1, 25.05.2000 | |||
| US 4233880, 18.11.1980 | |||
| DE 4227272 A1, 24.02.1994 | |||
| Сталь | 1985 |
|
SU1305193A1 |

