Изобретение относится к переработке пищевого сырья и может быть использовано в линиях производства экструдированных продуктов.
Наиболее близкой по технической сущности и достигаемому эффекту является линия производства экспандированных - гранулированных продуктов различного гранулометрического состава, содержащая смеситель, устройство для кондиционирования исходного сырья, экспандер-экструдер (экструдер), просеиватель, охладитель, измельчитель гранул и просеиватель для разделения на фракции гранулированной крошки [Алексанян И.Ю., Синяк С.В. Перспективные технологии экспандированных продуктов на базе изучения свойств и кинетики процессов сорбции и обезвоживания / Сборник научных трудов второй Всероссийской научно-технической конференции-выставки с международным участием «Высокоэффективные пищевые технологии и технические средства для их реализации». Часть I. - М.: МГУПП, 2004. - 394 с. - С.247-249].
Недостатком известной линии является большое количество промежуточных операций и, как следствие, большое количество оборудования, потери сырья, невысокое качество производимых экспандированных-гранулированных продуктов вследствие недостаточной эффективности их обработки на технологическом оборудовании линии, а также узкий ассортимент выпускаемой продукции.
Технической задачей изобретения является получение экструдированных палочек стандартного диаметра, устранение брака и сокращение потерь сырья, подбор наиболее рациональных режимов для переработки нестандартной продукции без ухудшения ее качества.
Поставленная задача достигается тем, что в линии производства экструдированных продуктов, содержащей загрузочный бункер, смеситель, устройство для предварительной гидротермической обработки исходного сырья, экструдер, нож для нарезки гранул, просеиватель, дробилку, циклон, новым является то, что смеситель и устройство для предварительной гидротермической обработки исходного сырья выполнены в виде одного горизонтального корытообразного корпуса с патрубками для подачи пара внутрь корпуса, внутри которого расположен вращающийся перфорированный шнек для прохода пара внутрь корпуса, экструдер имеет загрузочное устройство, выполненное с возможностью перемещения по поверхности корпуса экструдера, просеиватель-охладитель представляет собой цилиндрический наклонный корпус с воронкой для подачи экструдированных продуктов, патрубком для подачи охлаждающего воздуха и патрубком для отвода отработанного воздуха с пылевидными фракциями, в котором расположен наклонный цилиндрический вращающийся двухсекционный перфорированный барабан, причем первая секция имеет более мелкие отверстия, а вторая - отверстия, соответствующие стандартному диаметру экструдированных продуктов, при этом нижняя часть корпуса просеивателя-охладителя разделена на два разгрузочных бункера, причем первая секция перфорированного барабана с мелкими отверстиями находится над первым разгрузочным бункером, в котором собирается мелкая фракция экструдированных продуктов, а вторая секция перфорированного барабана с отверстиями для стандартных экструдированных продуктов находится над вторым разгрузочным бункером, из которого готовые экструдированные продукты направляются на фасовочный автомат, где они фасуются в пачки, которые затем упаковываются в коробки на упаковочном автомате, а сходом из наклонного цилиндрического барабана идет крупная фракция экструдированных продуктов, которая затем измельчается на дробилке и направляется в промежуточный бункер-накопитель, а мелкая фракция направляется в промежуточный бункер-накопитель, отработанный воздух из просеивателя-охладителя с пылевидными фракциями подается в циклон, где они улавливаются и направляются в промежуточный бункер-накопитель, из которого они поступают в кондиционер для обработки паром и затем подаются в экструдер для повторного формования.
На чертеже изображен общий вид линии производства экструдированных продуктов.
Линия производства экструдированных продуктов содержит загрузочные бункеры 1 для хранения различного зернового сырья заданного фракционного состава с установленными в их нижней части роторными дозаторами 11, устройство для смешивания и предварительной гидротермической обработки исходного сырья, выполненное в виде горизонтального шнекового транспортера 2, имеющего перфорированный шнек для прохода пара внутрь корпуса, экспандер-экструдер 3, просеиватель-охладитель 4, дробилку 5, промежуточный бункер-накопитель 6, кондиционер 7, циклон 8, фасовочный автомат 9. Готовые пачки упаковывают в коробки на упаковочном автомате 10.
Шнековый транспортер 2 предназначен для смешивания и предварительной гидротермической обработки исходного сырья. Он представляет собой горизонтальный корытообразный корпус, внутри которого расположен вращающийся перфорированный шнек. Нижняя часть корпуса оснащена трубопроводом для подачи пара внутрь корпуса и его непосредственного контакта с постоянно перемешиваемым продуктом.
Экспандер-экструдер 3 оснащен загрузочным устройством 12, установленным с возможностью перемещения вдоль корпуса экструдера с возможностью регулирования положения загрузки продукта для изменения продолжительности его пребывания в экструдере, а следовательно, и для изменения глубины физико-химических изменений, происходящих в продукте при экструдировании. Экспандер-экструдер 3 снабжен ножом для резки экструдированного жгута после его выхода из экструдера, например, на палочки.
Просеиватель-охладитель 4 предназначен для сортирования экструдированных продуктов в зависимости от диаметра экструдированных палочек и их охлаждения. Просеиватель-охладитель 4 представляет собой наклонный цилиндрический корпус 16, в котором расположен двухсекционный перфорированный барабан 13, выполненный с возможностью вращения в корпусе 16. Каждая секция цилиндрического барабана 13 имеет перфорацию: первая секция имеет более мелкие отверстия, а вторая - отверстия, соответствующие стандартному диаметру экструдированных палочек. Нижняя часть корпуса 16 просеивателя-охладителя 4 разделена на два разгрузочных бункера 14 и 15, причем первая секция перфорированного барабана с мелкими отверстиями находится над первым разгрузочным бункером 14, а вторая секция перфорированного барабана с отверстиями для стандартных экструдированных палочек находится над вторым разгрузочным бункером 15. Сходом из наклонного цилиндрического двухсекционного перфорированного барабана 13 идут крупные экструдированные палочки. Корпус 16 просеивателя-охладителя 4 снабжен патрубком для подачи охлаждающего воздуха и патрубком для отвода отработанного воздуха с пылевидными фракциями.
Мелкая фракция экструдированных палочек направляется в промежуточный бункер-накопитель 6. Крупная фракция экструдированных палочек направляется в дробилку 5 для измельчения и затем - в промежуточный бункер-накопитель 6. Отработанный воздух с пылевидными фракциями экструдатов подается в циклон 8, где они улавливаются и также направляются в промежуточный бункер-накопитель 6.
Кондиционер 7 представляет собой вертикальный цилиндр с наклонными полочками для перемещения мелких фракций экструдата. В нижней части сбоку установлен патрубок для подачи пара, а в нижней центральной части - питатель роторного типа для выгрузки продукта в загрузочный бункер 12 экспандера-экструдера 3. Кондиционер 7 предназначен для увлажнения мелких частиц экструдата и доведения их до стандартной влажности.
Предлагаемая линия производства экструдированных продуктов работает следующим образом.
Исходные компоненты (различное зерновое сырье заданного фракционного состава с начальной влажностью 12...14%), хранящиеся в загрузочных бункерах 1, роторными дозаторами 11, которые установлены в нижней части загрузочных бункеров 1, подаются в шнековый транспортер 2, где они захватываются вращающимся шнеком (см. чертеж). Одновременно в шнековый транспортер 2 подводится заданное количество пара. При этом перемешиваемая зерновая смесь контактирует с потоком пара и при соприкосновении он конденсируется на поверхности частиц зерновой смеси, в результате чего происходит их быстрый прогрев. При этом достигается выполнение двух задач. Во-первых, за счет сконденсировавшейся влаги продукт доводится до наиболее оптимальной влажности (например, 18...23%), т.к. именно такая влажность обеспечивает наилучший режим при последующем экструдировании. Во-вторых, за счет теплоты, подводимой паром, происходит частичная декстринизация крахмала и денатурация белков. Таким образом, продукт, поступающий в экспандер-экструдер 3, проходит начальную стадию гидротермической обработки, создавая рациональные условия для протекания процесса экструзии (уменьшается величина давления экструдата в предматричной зоне, продолжительность его пребывания в экструдере, снижается температура обработки, повышается содержание термолабильных питательных компонентов в готовом продукте и др.).
Затем предварительно обработанная смесь через загрузочный патрубок поступает в экспандер-экструдер 3.
Включается привод и вращающийся шнек экспандера-экструдера 3 начинает захватывать и перемещать продукт, который последовательно проходит через зоны загрузки, смешивания, гомогенизации и дозирования. По мере продвижения зерновая смесь перемешивается в зоне смешивания, нагревается и размягчается до получения однородной среды. Далее в зоне гомогенизации происходит превращение размягченных гранул в расплав за счет возрастания давления, при этом плавное уменьшение межвиткового объема шнека в сторону предматричной зоны обеспечивает дегазацию и постепенное увеличение давления продукта. В зоне гомогенизации зерновая смесь окончательно переходит из твердой фазы в вязкопластичную; здесь происходит плавление в результате преобразования механической энергии рабочих органов машины в тепловую энергию и за счет внутреннего трения в самом продукте. Давление расплава экструдата в зоне дозирования достигает желаемого значения, происходит окончательное расплавление мелких включений и образуется расплав, однородный по структуре и температуре. Это позволяет для нормальной работы экспандера-экструдера иметь заданную, однородную по сечению температуру расплава продукта. Затем он попадает в матричную зону, где экструдат выходит из экспандера-экструдера через отверстия цилиндрической формы в формующей головке. От величины давления зависит также однородность и пористость готового продукта.
После выхода продукта из матрицы в результате резкого перепада температуры и давления происходит мгновенное испарение влаги, аккумулированная им энергия высвобождается со скоростью, примерно равной скорости взрыва, что приводит к образованию пористой структуры и увеличению объема экструдата (расширению). При этом в результате «взрыва» продукта (или «декомпрессионного шока») происходят глубокие преобразования его структуры: разрыв клеточных стенок, деструкция, гидролиз [Термопластическая экструзия: научные основы, технология, оборудование / Под ред. А.Н.Богатырева, В.П.Юрьева. - М.: Ступень, 1994. - 200 с.]. На выходе из матрицы экструдированный жгут ножом режется на палочки заданной длины.
Затем экструдированные палочки подают в просеиватель-охладитель 4, где наклонный цилиндрический двухсекционный перфорированный барабан 13 приводится во вращение. Одновременно через патрубок в верхней части корпуса 16 просеивателя-охладителя 4 подается охлаждающий воздух. Он контактирует с пересыпающимися внутри барабана 13 экструдированными палочками и охлаждает их. Затем через патрубок в нижней части корпуса отработанный воздух с пылевидными фракциями экструдатов подается циклон 8, в котором пылевидные фракции улавливаются и направляются в промежуточный бункер-накопитель 6.
Экструдированные палочки, перемещаясь по перфорированной поверхности барабана 13, просеиваются и разделяются на три фракции: готовый продукт, имеющий стандартный диаметр; мелкую и крупную фракции.
Мелкая фракция экструдата, прошедшая через мелкие отверстия первой секции барабана, поступает в первый разгрузочный бункер 14, а из него в промежуточный бункер-накопитель 6.
Сходом из двухсекционного перфорированного барабана выходят крупные экструдированные палочки, которые направляются в дробилку 5 для измельчения и затем - в промежуточный бункер-накопитель 6.
Таким образом, в промежуточный бункер-накопитель 6 поступают три потока мелких частиц. Здесь они накапливаются и по мере необходимости направляются в кондиционер 7. В кондиционере 7 мелкие фракции экструдата поступают на верхнюю наклонную полочку. Угол наклона полочек подбирается таким образом, чтобы обеспечить ссыпание и перемещение мелких фракций. Одновременно в кондиционер 7 через патрубок подается пар, который контактирует с мелкими фракциями экструдата. При соприкосновении с ними пар конденсируется на их поверхности, в результате чего нагревает и доводит их до наиболее оптимальной влажности (например, 18...23%), т.к. именно такая влажность обеспечивает наилучший режим при последующем экструдировании. Затем загрузочный бункер 12 экспандера-экструдера 3 перемещается вдоль корпуса и устанавливается в крайнее правое положение, тем самым уменьшая время пребывания продукта в корпусе экспандера-экструдера 3 и осуществляя лишь операцию формования. Затем предварительно обработанная смесь питателем роторного типа через загрузочный патрубок 12 подается в рабочую камеру экспандера-экструдера 3. Таким образом, изменяется продолжительность пребывания продукта в экспандере-экструдере 3, а следовательно, и регулируется глубина физико-химических изменений, происходящих в продукте при экструдировании.
После переработки некондиционной продукции, поступающей из промежуточного бункера-накопителя 6, загрузочный патрубок 12 возвращается в исходное положение на корпусе экспандера-экструдера 3, который снова переходит на переработку исходной зерновой смеси.
Из второй секции перфорированного барабана со стандартными отверстиями экструдированные палочки поступают во второй разгрузочный бункер 15. Из него готовые палочки направляют на фасовочный автомат 9. Готовые пачки упаковывают в коробки на упаковочном автомате 10.
Таким образом, использование изобретения позволит:
- повысить технологические возможности линии по производству комбинированных продуктов;
- сократить количество позиций машин и аппаратов технологической линии и, как следствие, снизить себестоимость продукции без потери качества готового продукта;
- получать экструдированные палочки стандартного диаметра, устранить брак и сократить потери сырья;
- подобрать наиболее рациональные режимы для переработки нестандартной продукции без ухудшения ее качества за счет снижения температуры обработки в экспандере-экструдере и уменьшения продолжительности пребывания в нем экструдата.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРМОВ ПУТЕМ ЭКСТРУЗИИ БИОЛОГИЧЕСКИХ И СЕЛЬСКОХОЗЯЙСТВЕННЫХ ОТХОДОВ, ЛИНИЯ ПРОИЗВОДСТВА ДЛЯ РЕАЛИЗАЦИИ СПОСОБА И КОРМ, ПОЛУЧАЕМЫЙ УКАЗАННЫМ СПОСОБОМ | 2017 |
|
RU2667161C1 |
| ЛИНИЯ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ПРОДУКТОВ | 2006 |
|
RU2302337C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ВЫСОКОУСВОЯЕМЫХ КОМБИКОРМОВ ДЛЯ РАННЕЙ МОЛОДИ РЫБ | 2021 |
|
RU2764804C1 |
| КОМПЛЕКСНАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ВЫСОКОУСВОЯЕМЫХ КОМБИКОРМОВ С ЗАЩИЩЕННЫМ БЕЛКОМ И ВИТАМИННО-АМИНОКИСЛОТНО-ЭНЗИМНЫМ КОМПЛЕКСОМ ДЛЯ КРУПНОГО РОГАТОГО СКОТА | 2020 |
|
RU2759383C1 |
| СПОСОБ ПРОИЗВОДСТВА СНЕКОВ НА ОСНОВЕ МЯСОРАСТИТЕЛЬНЫХ КОМПОНЕНТОВ | 2013 |
|
RU2515036C1 |
| ЛИНИЯ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ КОМБИКОРМОВ | 2006 |
|
RU2304417C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ПОЛНОРАЦИОННЫХ КОМБИКОРМОВ | 2019 |
|
RU2728603C1 |
| ЛИНИЯ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ПРОДУКТОВ | 2010 |
|
RU2443130C1 |
| Технологическая линия производства комбикормов нового поколения для пушных зверей | 2020 |
|
RU2749885C1 |
| ЛИНИЯ ПРОИЗВОДСТВА ПРЕСТАРТЕРНЫХ КОМБИКОРМОВ | 2013 |
|
RU2543271C2 |
Изобретение относится к переработке пищевого сырья и может быть использовано в линиях производства экструдированных продуктов. Линия содержит загрузочный бункер, смеситель, устройство для предварительной гидротермической обработки исходного сырья, экструдер, нож для нарезки гранул, просеиватель, дробилку, циклон. Смеситель и устройство для предварительной гидротермической обработки исходного сырья выполнены в виде одного горизонтального корытообразного корпуса с патрубками для подачи пара внутрь корпуса, внутри которого расположен вращающийся перфорированный шнек для прохода пара внутрь корпуса. Загрузочное устройство экструдера выполнено с возможностью перемещения по поверхности корпуса экструдера. Просеиватель-охладитель представляет собой цилиндрический наклонный корпус с воронкой для подачи экструдированных продуктов, патрубками для подачи охлаждающего воздуха и для отвода отработанного воздуха с пылевидными фракциями, в котором расположен наклонный цилиндрический вращающийся двухсекционный перфорированный барабан, причем первая секция имеет более мелкие отверстия, а вторая - отверстия, соответствующие стандартному диаметру экструдированных продуктов. Нижняя часть корпуса просеивателя-охладителя разделена на два разгрузочных бункера, причем первая секция перфорированного барабана с мелкими отверстиями находится над первым разгрузочным бункером, а вторая секция перфорированного барабана с отверстиями для стандартных экструдированных продуктов находится над вторым разгрузочным бункером. На фасовочном автомате готовый продукт фасуют в пачки, затем упаковывают в коробки на упаковочном автомате, а сходом из наклонного цилиндрического барабана идет крупная фракция экструдированных продуктов, которая затем измельчается на дробилке и направляется в промежуточный бункер-накопитель, а мелкая фракция направляется в промежуточный бункер-накопитель, отработанный воздух из просеивателя-охладителя с пылевидными фракциями подается в циклон, где они улавливаются и направляются в промежуточный бункер-накопитель, из которого они поступают в кондиционер для обработки паром и затем подаются в экструдер для повторного формования. Изобретение позволяет устранить брак и сократить потери сырья, подобрать наиболее рациональные режимы для переработки нестандартной продукции без ухудшения ее качества. 1 ил.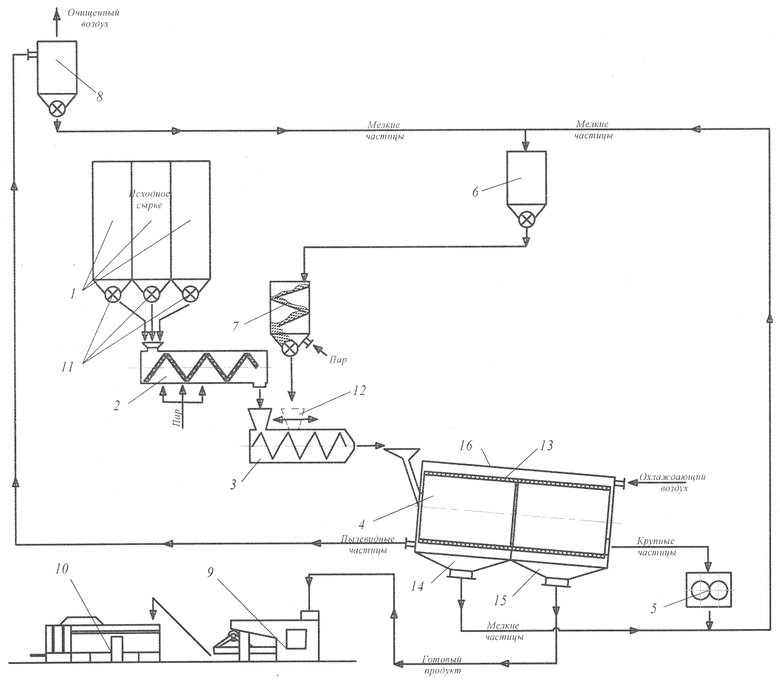
Линия производства экструдированных продуктов, содержащая загрузочный бункер, смеситель, устройство для предварительной гидротермической обработки исходного сырья, экструдер, нож для нарезки гранул, просеиватель, дробилку, циклон, отличающаяся тем, что смеситель и устройство для предварительной гидротермической обработки исходного сырья выполнены в виде одного горизонтального корытообразного корпуса с патрубками для подачи пара внутрь корпуса, внутри которого расположен вращающийся перфорированный шнек для прохода пара внутрь корпуса, экструдер имеет загрузочное устройство, выполненное с возможностью перемещения по поверхности корпуса экструдера, просеиватель-охладитель представляет собой цилиндрический наклонный корпус с воронкой для подачи экструдированных продуктов, патрубком для подачиохлаждающего воздуха и патрубком для отвода отработанного воздуха с пылевидными фракциями, в котором расположен наклонный цилиндрический вращающийся двухсекционный перфорированный барабан, причем первая секция имеет более мелкие отверстия, а вторая - отверстия, соответствующие стандартному диаметру экструдированных продуктов, при этом нижняя часть корпуса просеивателя-охладителя разделена на два разгрузочных бункера, причем первая секция перфорированного барабана с мелкими отверстиями находится над первым разгрузочным бункером, в котором собирается мелкая фракция экструдированных продуктов, а вторая секция перфорированного барабана с отверстиями для стандартных экструдированных продуктов находится над вторым разгрузочным бункером, из которого готовые экструдированные продукты направляются на фасовочный автомат, где они фасуются в пачки, которые затем упаковываются в коробки на упаковочном автомате, а сходом из наклонного цилиндрического барабана идет крупная фракция экструдированных продуктов, которая затем измельчается на дробилке и направляется в промежуточный бункер-накопитель, а мелкая фракция направляется в промежуточный бункер-накопитель, отработанный воздух из просеивателя-охладителя с пылевидными фракциями подается в циклон, где они улавливаются и направляются в промежуточный бункер накопитель, из которого они поступают в кондиционер для обработки паром и затем подаются в экструдер для повторного формования.
| СПОСОБ ПРОИЗВОДСТВА ЗЕРНОВЫХ ПАЛОЧЕК | 2004 |
|
RU2266005C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА БРИКЕТИРОВАННЫХ ПИЩЕВЫХ КОНЦЕНТРАТОВ | 1992 |
|
RU2063152C1 |
| ПОЛИФУНКЦИОНАЛЬНЫЙ АППАРАТ ДЛЯ ОБРАБОТКИ ПИЩЕВЫХ ПРОДУКТОВ | 2000 |
|
RU2186509C1 |

