Изобретение относится к бондарному производству и может применяться при изготовлении деревянных купелей, ванн, бассейнов и других изделий.
Известны традиционные способы изготовления бондарных изделий с применением клепок из древесины и наличием на изделиях наружных металлических обручей (1), что не соответствует современным требованиям эргономики, не позволяет широко использовать на поверхности изделий дополнительную косметическую отделку. Кроме того, металлические обручи, расположенные на внешней стороне изделия, по разным причинам могут быть деформированы или подвергнуты различным видам эрозии.
Задача настоящего изобретения - придание бондарному изделию современного вида, возможность декорировать внешнюю поверхность изделия широким спектром отделочных декоративных материалов, повысить его эргономические свойства и увеличить срок службы.
Поставленная задача решается способом изготовления бондарных изделий, заключающимся в последовательном насаживании клепок изделия на металлические обручи, затягивании обручей стяжными муфтами, вырезке уторного паза и установке в него дна, отличающимся тем, что в каждой клепке сверлятся два или более отверстия диаметром от 0,3 до 0,4 толщины клепки, выходящие на кромки клепок и расположенные перпендикулярно продольной оси клепки, а в одной или более клепках, распределенных равномерно по периметру изделия, в которых устанавливаются стяжные муфты обручей, сверлятся отверстия диаметром от 0,4 до 0,5 толщины клепки, выходящие на кромки клепок и расположенные перпендикулярно продольной оси клепки, и фрезеруются продольные пазы.
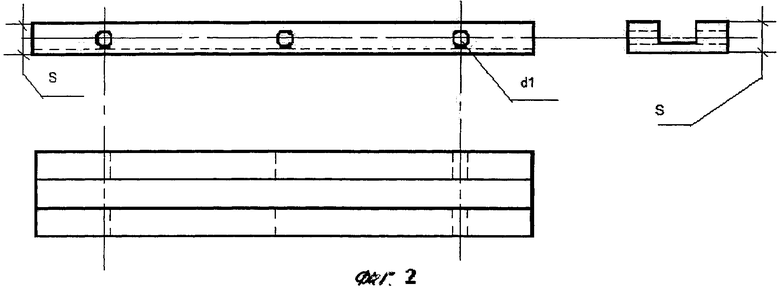
На фиг.1 - клепка для трех обручей.
На фиг.2 - клепка для установки соединительных муфт трех обручей.
На фиг.3 - стяжная муфта трубчатой формы (Bap.1).
На фиг.4 - стяжная муфта в форме шестигранной призмы (Вар.2).
На фиг.5 - вариант деревянной декоративной планки.
Способ заключается в следующем.
Для производства бондарных изделий с применением скрытых (внутренних) обручей применяются клепки из древесины любой породы. Технология изготовления самих клепок до последнего этапа производства не имеет отличий от изготовления клепок, предназначенных для традиционных бондарных изделий с наружными обручами.
Однако на последнем этапе в каждой клепке сверлятся два или более отверстия диаметром (d1) от 0,3 до 0,4 толщины клепки (S), выходящие на кромки клепок и расположенные перпендикулярно продольной оси клепки (фиг.1). Наименьшее расстояние от торца клепки до оси отверстия не должно превышать 1/4 длины клепки и рассчитывается для каждой клепки индивидуально. Кроме того, в одной или более клепках, распределенных равномерно по периметру изделия, в которых будут устанавливаться стяжные муфты обручей, сверлятся отверстия диаметром (d2) от 0,4 до 0,5 толщины клепки (S), выходящие на кромки клепок и расположенные перпендикулярно продольной оси клепки, и фрезеруются продольные пазы глубиной не более h=S/2+d2/2 (фиг.2). Кромки клепок могут сопрягаться на гладкую фугу, в паз и гребень, на продольный зубчатый микрошип, с применением клея или иначе.
В качестве скрытых (внутренних) обручей применяются стальные стержни, прутки, прокат или проволока, имеющие круглое, квадратное или любое другое поперечное сечение. На концах каждого обруча нарезается наружная метрическая или другая резьба - на одном конце левая, на другом правая, или при четном количестве обручей - на половинке обручей левая, на другой половине правая.
Для стягивания обручей применяются металлические стяжные муфты, имеющие внутреннюю метрическую или другую резьбу - на одном конце левую, на другом правую соответственно обручам. Возможно исполнение в нескольких вариантах.
Вариант 1. стяжная муфта трубчатой формы для удобства закручивания ее инструментом имеет два или более взаимно перпендикулярных или расположенных друг под другом отверстия, расположенных на некотором расстоянии друг от друга или на одной оси.
Вариант 2. Муфта имеет форму шестигранной призмы, что позволяет производить затяжку муфты гаечным ключом.
Возможны и другие варианты конструкции стяжных муфт.
Пазы в клепках, в которых будут устанавливаться стяжные муфты, закрываются декоративной планкой. Планка может быть установлена как с внутренней стороны стенок бондарного изделия, так и с внешней. Она может быть изготовлена из металла, дерева (фиг.5) или из любого другого материала. Декоративная планка крепится на клей, шурупами, устанавливается внатяг или другим способом.
Бондарное изделие с применением скрытых (внутренних) обручей собирается следующим образом.
На металлические обручи последовательно насаживаются клепки изделия, пока обручи почти не скроются внутри клепок и снаружи не останутся только участки обручей с нарезанной резьбой, затем эти участки обручей вставляются с разных сторон в клепку с продольным пазом. После этого на обручи накручиваются стяжные муфты и постепенно затягиваются инструментом.
Пазы в клепках, в которых будут устанавливаться стяжные муфты, закрываются декоративной планкой. После этого вырезается уторный паз и вставляется дно таким же способом, как и на бондарном изделии традиционной конструкции с наружными обручами.
Изготовленные с применением скрытых (внутренних) обручей бондарные изделия, в том числе деревянные купели, деревянные ванны, деревянные бассейны, могут быть любой формы: овальной, эллиптической, круглой, квадратной, треугольной и др.
Полностью собранное изделие может быть обработано (покрыто) как натуральными покрытиями (воск, масло и др.), так и синтетическими (лаки, краски, эмали и пр.).
Применение описанного способа позволяет усовершенствовать процесс изготовления бондарных изделий и придать им новые потребительские свойства.
Источник информации
1. Бондарное дело. Серия «В помощь фермеру». М.: 2001 г.



Изобретение относится к бондарному производству и может применяться при изготовлении деревянных купелей, ванн, бассейнов и других изделий. Способ заключается в последовательном насаживании клепок изделия на металлические обручи, затягивании обручей стяжными муфтами, вырезке уторного паза и установке в него дна. В каждой клепке сверлятся два или более отверстия диаметром от 0,3 до 0,4 толщины клепки, выходящие на кромки клепок и расположенные перпендикулярно продольной оси клепки, а в одной или более клепках, распределенных равномерно по периметру изделия, в которых устанавливаются стяжные муфты обручей, сверлятся отверстия диаметром от 0,4 до 0,5 толщины клепки, выходящие на кромки клепок и расположенные перпендикулярно продольной оси клепки, и фрезеруются продольные пазы. Изобретение позволяет декорировать внешнюю поверхность изделия широким спектром отделочных декоративных материалов, повысить его эргономические свойства и увеличить срок службы. 5 ил.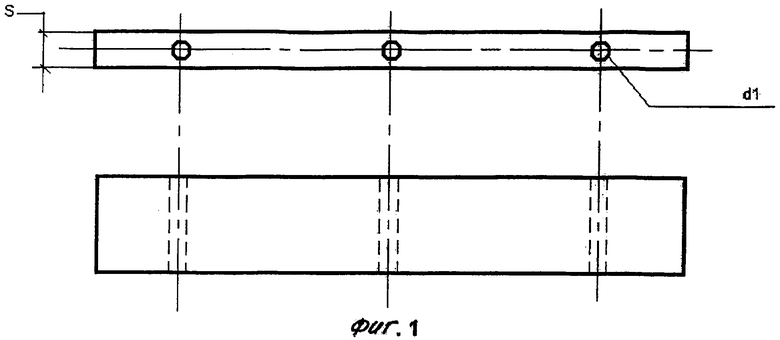
Способ изготовления бондарных изделий, заключающийся в последовательном насаживании клепок изделия на металлические обручи, затягивание обручей стяжными муфтами, вырезке уторного паза и установке в него дна, отличающийся тем, что в каждой клепке сверлятся два или более отверстия диаметром d1 от 0,3 до 0,4 толщины S клепки, выходящие на кромки клепок и расположенные перпендикулярно продольной оси клепки, при этом наименьшее расстояние от торца клепки до оси отверстия не превышает 1/4 длины клепки, а в одной или более клепках, распределенных равномерно по периметру изделия, в которых устанавливаются стяжные муфты обручей, сверлятся отверстия диаметром d2 от 0,4 до 0,5 толщины S клепки, выходящие на кромки клепок и расположенные перпендикулярно продольной оси клепки, и фрезеруются продольные пазы глубиной не более h=S/2+d2/2.
| Бондарное производство, Москва, ЦБТЭИ Центрсоюза, 1991, с.20-23 | |||
| Формообразующий механизм станка для сборки остова бочки | 1989 |
|
SU1763179A1 |
| Копировальная рамка для стереоскопических снимков | 1930 |
|
SU22468A1 |
| СПОСОБ ПРОИЗВОДСТВА ХЛЕБНОГО КВАСА | 2015 |
|
RU2587268C1 |

