Изобретение относится к области медицины, а конкретнее к травматологии, ортопедии, т. е. ортопедическим устройствам, и относится к специальному приспособлению, облегчающему самостоятельное передвижение пользователя после ампутации одной ноги, при травмах и заболеваниях нижних конечностей, таза, а также при повреждениях позвоночника и спинного мозга, т.е. с нарушениями или с частичной утратой опорно-двигательного аппарата. Костыль может использоваться как внутри помещения, так и вне его в качестве как постоянного средства перемещения так и временного. В случае временного средства передвижения, в последнем случае костыль впоследствии должен быть заменен по показаниям протезом или ортопедическим аппаратом.
Аналогом предполагаемого изобретения является костыль (Большая медицинская энциклопедия // главный редактор академик Б.В. Петровский. М.: Советская энциклопедия, 1979 г., том II, издание третье). Костыль содержит две стойки, опорный стержень с надетым на него резиновым наконечником, две перекладины - подмышечник и рукоятка. Для уменьшения жесткости подмышечник обшивают войлоком и покрывают плотным материалом, замшей или кожей. Недостатком данного костыля медицинского является то, что обшитый подмышечник войлоком и покрытый плотным материалом замшей или кожей приводит к сквозному изнашиванию одежды в подмышечной области. Есть пользователи, у которых ослаблена функция рук, в результате чего они не выдерживают веса, висят на подмышечниках, способствуя тем самым еще более быстрому сквозному изнашиванию одежды в подмышечной области. Костыль, изготовленный из цельной древесины, обладает большим недостатком, в случае косослоя, который трудно распознать, костыль легко ломается, и острым концом может проникнуть в тело человека как нож. Недостатком также является то, что очень маленький коэффициент использования древесины из-за наличия сучков, трещин, гнили. Коэффициент использования древесины приблизительно 0,1.
Прототипом предлагаемого изобретения является описание изобретения к авторскому свидетельству 1680169 А1, А 61 Н 3/02, 30.09.91 (Бюллетень 36 Устройство для противоскольжения). Данное устройство применимо только в теоретическом плане, практически будет постоянно заклиниваться движение резинового кольца по боковой поверхности наконечника, так как не выдержано соотношение наружного диаметра наконечника к высоте резинового кольца, которое должно быть не менее 42 мм, т.е. 1,5 диаметра от 28 мм (наружный диаметр наконечника). Вышеописанное относится к известному правилу в технике, когда для свободного движения втулки по валу должно быть соотношение не менее 1: 1,5, т.е. высота втулки должна быть не менее 1,5 внутреннего диаметра втулки. Согласно данному устройству для противоскольжения соприкосновение со льдом костыля при ходьбе происходит только с двумя упорными прутками, что и приводит к перекосу и заклиниванию резинового кольца. Между стенками резинового кольца и наконечника имеется зазор, который забивается грязью, песком, что также приводит к заклиниванию резинового кольца. Использование костыля с устройством противоскольжения в помещении приводит к порче поверхности пола, а на мраморном полу упорные прутки скользят как по льду, не втыкаются в него, едут как коньки, наконечник должен касаться пола, а здесь касаются пола упорные прутки, силу сжатия пружины подбирают при помощи перемещения втулки на стойке, при этом болтики надежно фиксируют втулку настойке, при этом не предусмотрено изменение силы сжатия пружины путем откручивания болтиков каким-либо инструментом в процессе эксплуатации, так как в последнем ГОСТе на реабилитационные изделия регулировка в процессе эксплуатации изделия должна осуществляться без применения инструмента. Прототипом предлагаемого изобретения является пресс для гнутья планки костыля (см. технологический процесс 095 механической обработки детали "Планка", костыль 748,01, раздел - "Гнутье", Уфимский завод металлических и пластмассовых изделий, 27.06.90 г. ). Согласно данной технологии гнутье планки костыля осуществлялось в прессе 26-0070. Пресс представляет собой каркас, сваренный из четырех стальных уголков 45•45 - двух длинных параллельно расположенных и двух коротких параллельно расположенных приваренными к двум длинным четырех перемычек из стального уголка 45•45 одной полкой вниз, к которым в точках пересечения с осью симметрии привариваются резьбовые шпильки по одной на каждой перемычке, надевают и крепят шурупами три бруска опорных на шпильки два на крайние и один на две средние и крепят их шурупами к перемычкам, а еще два опорных бруска крепятся шурупами к коротким уголкам.
Форма поверхностей опорных брусков повторяет форму планки в местах гиба. К брускам прикрепляют войлок. Далее надевают прижимы на шпильки, форма поверхностей которых тоже повторяют форму планки в местах сгиба, к прижимам приклеивают войлок. Планки из пилобука кладут на поддон, помещают в пропарочную камеру, включают подачу влажного насыщенного пара, доводят температуру в камере до 95-105oС, распаривают планки в течение 20-25 минут, вытаскивают поддон с планками из камеры и немедленно раскладывают выпуклой поверхностью вверх в подготовленный пресс в количестве 6 шт., завинчивают зажимные гайки на шпильках. Ставят пресс в сушильный шкаф и сушат в течение 10-12 часов при температуре 60-65oС до влажности 10-11%, выгружают пресс из сушильного шкафа и остужают вместе с планками, отвинчивают гайки на прессе, вытаскивают планки.
К недостаткам данного метода относится низкая производительность, продолжительная выдержка, нестабильность геометрических размеров из-за разности степени упругости и косослоя. Косослой был основным дефектом, его трудно увидеть, когда ломается костыль, тогда только он обнаруживается, были случаи, когда планки ломались при гибке во время закручивания гаек на шпильках и при сборке костыля. Данный метод гнутья применим для костылей с гибким подмышечником, для чего введен верхний гиб. Костыли, выполненные из бука, намного дороже, очень маленький коэффициент использования древесины бука (сучки, трещины, косослой), 90% бука идет на дрова, 10% - на костыли. У березы прочность меньше, чем у бука, поэтому планки из березы намного шире, чем из бука, костыль получается неуклюжим, шире, если изготавливать из цельной древесины, из березы, планка ломалась с такой шириной, которая на 8 мм больше, чем из бука, в результате чего костыль получался некрасивым. Когда бук перестали поставлять из Румынии, встал вопрос изготовления костыля из фанеры. Задача, на решение которой направлено заявляемое техническое решение, заключается в расширении ассортимента костылей медицинских с универсальными функциональными возможностями, заключающимися в увеличении срока службы, повышении прочности, удобстве пользования, повышении безопасности, уменьшении веса.
Сущность изобретения заключается в достижении упомянутого технического эффекта за счет того, что костыль медицинский содержит две боковые стойки параллелепипедообразной формы прямоугольного поперечного сечения с размерами сторон 12, 28 мм, расположенные параллельно в верхней части с пятью сквозными отверстиями с шагом 38 мм, с расстоянием до первого -348±
Пресс-форма на заготовку боковой стойки костыля медицинского содержит цельные верхний пуансон, нижнюю матрицу с грузовыми винтами по два с каждой стороны, закрепленными соответственно неподвижным плитам верхней и нижней шестью болтами, с выполненными в них по диагонали четырьмя глухими пазами параллелепипедообразной формы, скругленными по концам, совмещающимися с профрезерованными по диагонали с Т-образными пазами соответственно в верхней, нижней плитах гидравлического пресса и крепящихся четырьмя болтами с размещенным между ними набором пуансономатриц, выполненных в виде цельной параллелепипедообразной формы, плавно переходящей с одной стороны, снизу на длине 130, 430 мм, в средней части, с внешними и внутренними радиусами 200 мм, с размещенными на них свободно и закрепленных алюминиевых листов соответственно на поверхностях матрицы, пуансономатриц, обращенных в сторону пуансона, и пуансона, пуансономатриц, обращенных в сторону матрицы, в количестве пяти штук также с грузовыми винтами по два с каждой стороны с переходниками на их входе, пуансоне, матрице с одной стороны в виде втулок двухступенчатоцилиндрическообразной формы с резьбовым отверстием для термометра, соединенные между собой и пуансоном с двух сторон серьгами параллелепипедообразной формы, скругленной по концам, установленные в них на консолях трехступенчатоцилиндрическообразной формы, опирающихся с одной стороны на среднюю часть, с другой на шайбу со шплинтом, обеспечивающих зазор при размещении между матрицей, пуансономатрицами, пуансоном и алюминиевыми листами, размещенного на них набора семи слоев шпона, обеспечивающих двенадцатимиллиметровую толщину заготовки боковой стойки костыля медицинского, с выполненными в них, внутри, круглыми каналами зигзагопрямоугольно П-образной формы для нагрева острым паром до температуры 120oС всей пресс-формы, соединенные на входе и выходе соответственно с переходниками с двух сторон цилиндрическообразной формы с двумя фланцами параллелепипедообразной формы, аналогичными переходниками паропровода. Березовые бревна подвергают гидротермической обработке в специальных бассейнах, извлекают из них, транспортируют на центральную балансировочную станцию, торцуют по концам, подают на лущение шпона, который раскраивается на листы размерами, соответствующими фанерному блоку заготовке боковой стойке костыля медицинского с припусками на последующие технологические операции, подвергаются сушке в сушильных камерах на входе с температурой 260oС, на выходе - 130oС, выравниваются по кромкам на кромкофуговальном станке КФ-9М, разрезают на специальных станках, называемых ножницами, по ширине и длине на листы размерами, соответствующими по ширине и длине заготовки боковой стойки костыля медицинского с припусками при сортировке и прирубке шпона, листы шпона толщиной 1,15±0,5 мм собираются в пачки высотой не более 90 мм, прирубаются в первую очередь вдоль волокон на ширину 500±5 мм по разметке на столе, затем - поперек волокон на длину 1100±5 мм на специальных станках, называемых ножницами, в случае неровных кромок перед прирубкой их торцуют на ножницах, прирубку шпона производят под углом 90o, далее на сборочном столе собираются фанерные блоки (заготовки боковой стойки костыля медицинского) из наружного лицевого слоя, поочередно укладываемых внутренних слоев в количестве пяти штук с нанесенным клеевым слоем с одной стороны и оборотным слоем со взаимно параллельными направлениями волокон, на пресс-форме на заготовку боковой стойки костыля получают гнутоклееные блоки (заготовки боковой стойки костыля медицинского), отрезают кромки с облоем на круглопильном станке Ц6, разрезают вдоль на ширину 29±1,0 мм на круглопильном станке Ц6, полученную боковую стойку торцуют с одного конца, выполняя размер 130-1,0 мм до первого гиба и со второго конца, выполняя размер 1000-2,0 мм на круглопильном станке Ц2М, на горизонтально-сверлильном станке сверлятся одновременно семь сквозных отверстий диаметром 6,5+0,4 мм, соответственно два отверстия с расстоянием снизу 30 мм, между ними - 70±0,8 мм, пять отверстий с расстоянием сверху 348±
На фигуре 1 изображен общий вид костыля медицинского;
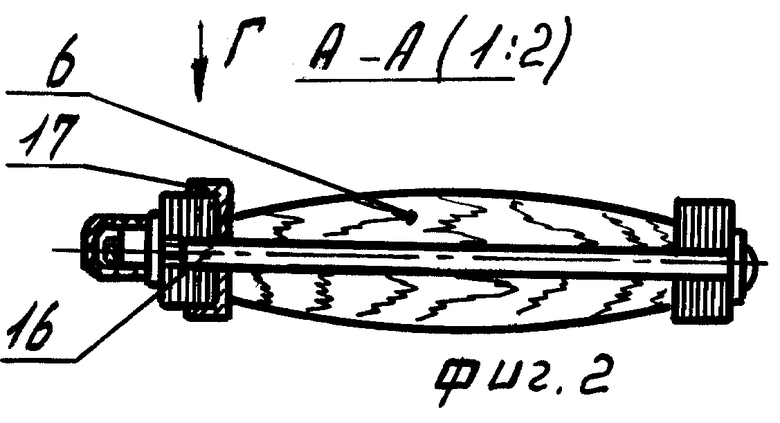
На фигуре 2 - сечение А-А фиг.1;
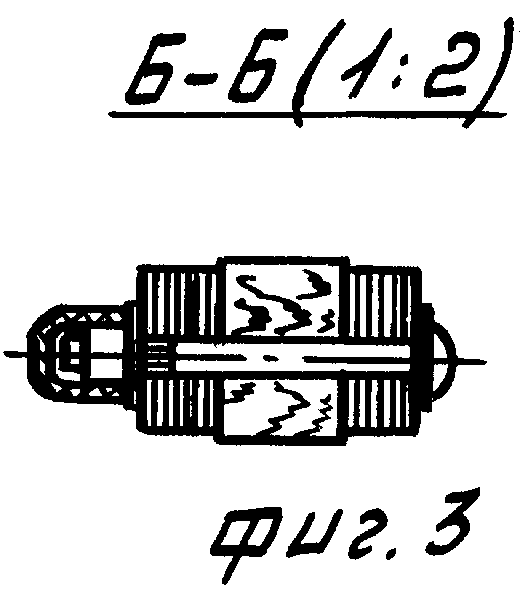
На фигуре 3 - сечение Б-Б фиг.1;
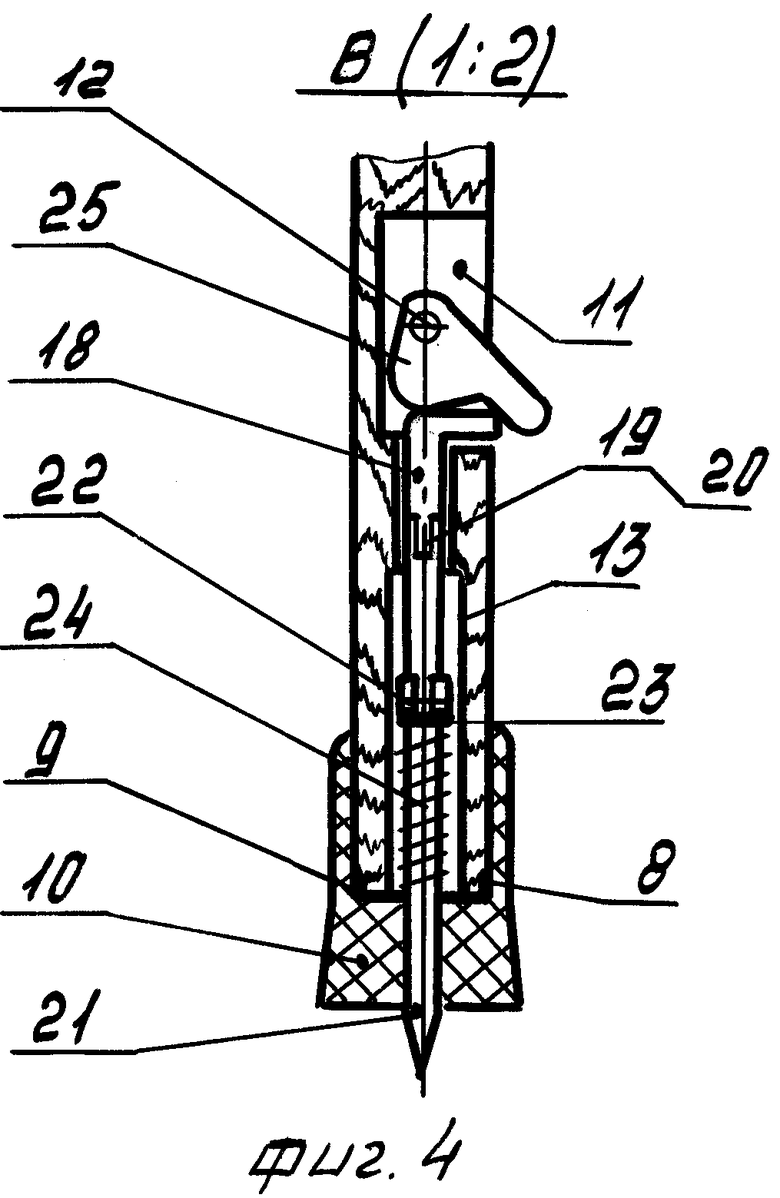
На фигуре 4 - место В фиг.1;
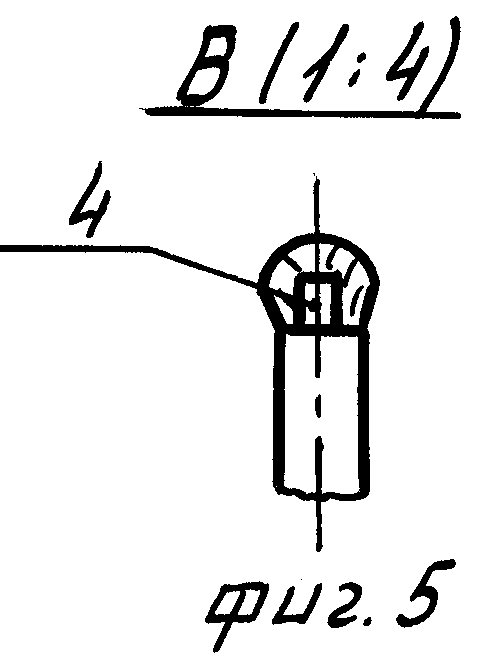
На фигуре 5 - вид В фиг.1;
На фигуре 6 - вид Г фиг.2;
На фигуре 7 - изображен общий вид пресс-формы на заготовку боковой стойки костыля медицинского;
На фигуре 8 - сечение А-А фиг.7.
Костыль медицинский содержит две боковые стойки 1 параллелепипедообразной формы прямоугольного сечения с размерами сторон 12, 28 мм, расположенные параллельно в верхней части с пятью сквозными отверстиями 2 с шагом 38 мм, с расстоянием до первого 348±
Подмышечник 5 выполнен из полистирола или дерева объемно трапецеидальной формы, переходящей в верхней части по краям в выпукло-сферическую, средней - вогнуто-сферическую формы, с выполненными в них по краям снизу круглыми глухими отверстиями (на чертеже не показано) под шипы 4, с торцов на внешней поверхности снизу, на внутренней поверхности - множеством бесформенных углублений с целью уменьшения усадки и облегчения веса; ручка 6 выполнена бочкообразной формы, переходящей в параллелепипедообразный шип 15 на одном из концов, с круглым сквозным отверстием под костыльный винт 16 с установленной на нем и боковой стойке 1 скобы 17 в виде двух отогнутых взаимоперпендикулярных в противоположных направлениях П-образных пластин соответственно по форме шипа 15, боковой стойки 1 с центральным круглым отверстием, служащей для предотвращения проворачивания ручки 6 вокруг костыльного винта 16.
Резиновый наконечник 10 с центральным круглым отверстием выполнен в виде объемной усеченной двухступенчато-конусообразной формы, с внутренней стороны, цилиндрическообразной формы с глухим дном, выполненным в основании с внешней стороны вогнутообразной формы с множеством ступенчато расположенных радиальных колец. Устройство против скольжения включает головку 18, выполненную Г-образной формы из круглого прутка с круглым шипом 19 на конце, вставленную через глухой продольный паз 11 параллелепипедообразной формы, скругленной по концам, цилиндрическообразной формы центральной стойки 7 в глухое отверстие 20 стержня 21, установленного в осевое продольное сквозное двухступенчатое круглое отверстие 13 в цилиндрическообразной форме центральной стойки 7, заостренного на конце на конус, с двумя усиками 22 на его теле с надетыми на него плоской шайбой 23 до упора в них, цилиндрической пружиной сжатия 24, металлическим колпачком 9 с центральным отверстием, и кулачок 26, выполненный в виде объемной трапецеидальной формы, плавно переходящей в одной из боковых граней под тупым углом в ручку параллелепипедообразной формы, скругленной на конце, а в другой - в сферическую поверхность со сквозным круглым отверстием, в которое вставляется ось, установленная в круглом поперечном сквозном отверстии 12 перпендикулярно оси симметрии средней части глухого продольного паза 11 параллелепипедообразной формы, скругленной по концам, в цилиндрическообразной центральной стойке 7, развальцованной по концам заподлицо с ее поверхностью. Пресс-форма на заготовку боковой стойки костыля медицинского содержит цельные верхний пуансон 1, нижнюю матрицу 2 с грузовыми винтами 3 по два с каждой стороны, закрепленные соответственно неподвижным плитам 4 верхней и нижней шестью болтами, с выполненными в них по диагонали четырьмя глухими пазами параллелепипедообразной формы, скругленными по концам, совмещающимися с профрезерованными по диагонали с Т-образными пазами соответственно в верхней, нижней плитах гидравлического пресса и крепящимися четырьмя болтами (на чертеже не показано), с размещенным между ними набором пуансономатриц 5, выполненных в виде цельной параллелепипедообразной формы, плавно переходящей с одной стороны, снизу на длине 130, 430 мм, в средней части, с внешними и внутренними радиусами 200 мм, с размещенными на них свободно и закрепленными алюминиевыми листами 6 соответственно на поверхностях матрицы 2, пуансономатриц 5, обращенных в сторону пуансона 1, и пуансона 1, пуансономатриц 5, обращенных в сторону матрицы 2. Пуансономатрицы 5 в количестве пяти штук выполнены также с грузовыми винтами 3 по два с каждой стороны, с переходниками 7 на их входе, пуансоне 1, матрице 2 с одной стороны в виде втулок двухступенчатоцилиндрическообразной формы с резьбовым отверстием для термометра, соединенные между собой и пуансоном 1 с двух сторон серьгами 8 параллелепипедообразной формы, скругленной по концам, установленные в них на консолях 9 трехступенчатоцилиндрическообразной формы, опирающихся с одной стороны на среднюю часть, с другой - на шайбу 10 со шплинтом 11, обеспечивающих зазор при размещении между матрицей 2, пуансономатрицами 5, пуансоном 1 и алюминиевыми листами 6, размещенных на них, набора семи слоев шпона 12, обеспечивающих двенадцатимиллиметровую толщину заготовки боковой стойки 1 костыля медицинского. В пуансономатрицах 5, матрице 2, пуансоне 1 внутри выполнены круглые каналы 13 зигзагопрямоугольно П-образной формы для нагрева острым паром до температуры 120oС всей пресс-формы, соединенные на входе и выходе соответственно с переходниками 14 с двух сторон цилиндрическообразной формы с двумя фланцами параллелепипедообразной формы, аналогичными переходниками паропровода (на чертеже не показаны). Пресс-форма на заготовку боковой стойки костыля медицинского изготавливается по традиционной технологии механической обработки с использованием стандартного оборудования.
Костыль медицинский изготавливается следующим образом. Боковые стойки 1 костыля медицинского изготавливаются из древесины березовых бревен, которые подвергаются гидротермической обработке в специальных бассейнах с целью уменьшения упругих свойств древесины и повышения пластичности древесины, затем бревна поступают в центральную балансировочную станцию, где подвергаются торцеванию по концам, далее по транспортеру поступают на лущение. Лущение шпона - основная технологическая операция в производстве костыля медицинского. Лущением называется процесс резания древесины в плоскости, параллельной направлению волокон, при котором бревно совершает вращательное движение, а лущильный нож - поступательное движение на бревно. Лущение шпона осуществляется на отечественных лущильных станках ЛУ17-4. После лущения березовый шпон раскраивается на листы размерами, соответствующими блоку фанерного (заготовке боковой стойке 1 костыля медицинского) с припусками на последующие технологические операции, листы подвергаются сушке в сушильных камерах на входе с температурой 260oС, на выходе - 130oС. К моменту завершения операции сушки 15-20% всего сухого шпона выходит в виде так называемых кусков или полос кускового шпона. Для придания кускам товарного вида их обрабатывают по кромкам, т.е. выравнивают на кромкофуговальном станке КФ-9М или гелиотивных ножницах, для чего кусковой шпон набирается в пачки высотой 90 мм, которые укладываются на стол и плотно прижимаются к столу прижимом.
Вдоль стола станка с прижатой пачкой перемещается каретка с установленными на ней рабочими инструментами для грубой и чистовой обработки. Кусковой шпон, обработанный на гелиотивных ножницах как полуфабрикат, используется в производстве гнутокленых заготовок для получения боковых стоек 1 костыля медицинского. Далее куски шпона разрезают на специальных станках, называемых ножницами, по ширине и длине на листы размерами, соответствующими размерам по ширине и длине фанерного блока (заготовке боковой стойки 1 костыля медицинского) с припусками при сортировке и прирубке шпона. Далее листы шпона толщиной 1,15±0,5 мм собираются в пачки (высота пачки не должна быть более 90 мм), прирубаются в первую очередь вдоль волокон на ширину 500±5 мм по разметке на столе, затем эту пачку прирубают поперек волокон на длину 1100±5 мм на специальных стенках, называемых ножницами. Прирубка обеспечивает высокую чистоту кромок листов, их прямолинейность торцовым кромкам, тем самым обеспечивая принципы симметрии. Если кромки пачки неровные, то перед прирубкой для выравнивания кромки пачки торцуют на ножницах, прирубку шпона производят под углом 90o. Далее на сборочном столе собираются фанерные блоки (заготовки боковой стойки костыля медицинского), где на наружный слой используется шпон сорта А, на подслой - сорт ВВ, на внутренние слои - сорт ВВ. Сборка фанерного блока осуществляется следующим образом. Вначале укладывают наружный лицевой слой блока, затем - поочередно внутренние слои в количестве пяти штук с нанесенным на клеенаносящем станке клеевым слоем (карбомидоформальдегидная смола КФ-Л ГОСТ 14231) с одной стороны и оборотным слоем. Фанерный блок выполнен со взаимно параллельным направлением волокон как во внутренних слоях шпона, так и в наружном лицевом и оборотном с целью исключения коробления фанеры. Лучший по качеству наружный слой фанеры называется лицевым слоем. Наличие в блоке семи слоев шпона объясняется тем, что с каждой стороны от плоскости симметрии на равном расстоянии должно находиться одинаковое число слоев (листов) шпона одинаковой толщины, одинакового направления волокон, одной и той же породы древесины (березы) и одинаковой влажности, не более 10% изготовленных одним и тем же способом (лущением). С целью уменьшения корабления в блоке фанеры лицевая и оборотная стороны шпона чередуются. Также в блоке фанеры слои шпона, находящиеся на равном расстоянии от плоскости симметрии, должны быть одинаковой толщины 1,15±0,05 мм. При нарушении этого правила в листах шпона различной толщины могут появляться неодинаковые напряжения при усушке и разбухании, что ведет к их кораблению. То же самое наблюдается при несоблюдении симметрии в направлении волокон древесины (шпона). С соблюдением всех принципов симметрии при сборке листа фанеры в значительной степени уменьшается деформация фанеры. Корабление фанеры также зависит от разницы по влажности листа шпона. Правильным подбором листов шпона по влажности считается такой подбор, при котором разность между наружными и внутренними слоями не будет превышать 3%. Склеивание фанерных блоков производится сухим горячим способом при одновременном воздействии тепла и давления при их размещении в зазорах пресс-формы на заготовку боковой стойки 1 костыля медицинского, содержащей цельные верхний пуансон 1, нижнюю матрицу 2 с грузовыми винтами 3 по два с каждой стороны, закрепленных соответственно неподвижной плитой 4 верхней и нижней шестью болтами, с выполненными в них по диагонали четырьмя глухими пазами параллелепипедообразной формы, скругленными по концам, совмещающимися с профрезерованными по диагонали Т-образными пазами соответственно в верхней, нижней плитах гидравлического пресса и крепящимися четырьмя болтами (на чертеже не показано), с размещенными между ними набора пуансономатриц 5 в количестве пяти штук.
Пуансономатрицы 5, матрица 2, пуансон 1 выполнены в виде цельной параллепепипедообразной формы, плавно переходящей с одной стороны, снизу по длине 130, 430 мм, в средней части, с внешними и внутренними радиусами 200 мм, с размещенными на них свободно и закрепленными алюминиевыми листами 6 соответственно на поверхностях матрицы 2, пуансономатриц 5, обращенных в сторону пуансона 1, и пуансона 1, пуансономатриц 5, обращенных в сторону матрицы 2. Пуансономатрицы 5 выполнены также с грузовыми винтами 3 по два с каждой стороны с переходниками 7 на их входе, в пуансоне 1, матрице 2 в виде втулок двухступенчатоцилиндрической формы с резьбовым отверстием для термометра, соединенные между собой и пуансоном 1 с двух сторон серьгами 8 параллелепипедообразной формы, скругленной по концам, установленных в них на консолях трехступенчатоцилиндрическообразной формы, опирающихся с одной стороны на среднюю часть, с другой - на шайбу 10 со шплинтом 11, обеспечивающих зазор при размещении между матрицей 2, пуансономатрицами 5, пуансоном 1 и алюминиевыми листами 6, размещенного на них набора семи слоев шпона 12, обеспечивающих двенадцатимиллиметровую толщину заготовки боковой стойки 1 костыля медицинского. В пуансономатрицах 5, матрице 2, пуансоне 1 выполнены внутри круглые каналы 13 зигзагопрямоугольно П-образной формы для нагрева острым паром до температуры 120oС всей пресс-формы, соединенные на входе и выходе соответственно переходниками 14 с двух сторон цилиндрическообразной формы с двумя фланцами параллепипедообразной формы, аналогичными переходниками паропровода (на чертеже не показаны). Собранные блоки фанеры из семи слоев шпона 12 в количестве шести штук размещают в зазорах между матрицей 2, пуансономатрицами 5, пуансоном 1 и размещенными свободно и закрепленными алюминиевыми листами 6 соответственно на внешних поверхях матрицы 2, пуансономатриц 5, обращенных в сторону пуансона 1, и внутренних поверхностях пуансономатриц 5, внешней поверхности пуансона 1, обращенных в сторону матрицы 2.
Алюминиевые листы 6 применяются с целью исключения засорения фанерных блоков при их размещении в пресс-форме на заготовку боковой стойки 1 костыля медицинского. Нагревание блоков фанеры необходимо для ускорения отвердения клея. В гидравлическом прессе с размещенной в нем пресс-форме для заготовки боковой стойки 1 костыля медицинского тепло передают блоку фанеры плиты пресс-формы 4 верхняя и нижняя, горячие плиты пуансономатриц 5, пуансона 1, матрицы 2, нагрев которых острым паром до температуры 120oС обеспечивается выполненными в них внутри, кроме плит пресс-формы 4 нижней и верхней, круглыми каналами 13 зигзагопрямоугольно П-образной формы, соединенными на входе и выходе соответственно переходниками 14 с двух сторон цилиндрическообразной формы с двумя фланцами параллепипедообразной формы, аналогичными переходниками паропровода (на чертеже не показаны). Температура прогревания верхней и нижней плит 4 пресс-формы, пуансономатриц 5, матрицы 2, пуансона 1, контролируется термометрами, вставленными в переходники 7 на их входах, кроме верхней и нижней плит, пресса и выполненных в виде втулок двухступенчатоцилиндрической формы с резьбовым отверстием для термометра. После размещения блоков фанеры и последующего смыкания плит верхней гидравлического пресса, верхней 4 пресс-формы, пуансона 1, пуансономатриц 5, матрицы 2 серьги 8 прямоугольно П-образной формы, скругленные по концам, установленные в пуансоне 1, пуансономатрицах 5 на консолях 9 трехступенчатоцилиндрической формы, опирающихся с одной стороны на среднюю часть, с другой - на шайбу 10 со шплинтом 11, свободно свешиваются, наружные листы блока (лицевой и оборотный) и внутренние слои с нанесенным краевым слоем с одной стороны, примыкающие к ним, нагреваются вследствие теплоизлучения плит 4 верхней и нижней пресс-формы, пуансона 1, матрицы 2, пуансономатриц 5 и контакта с ними, температура которых является основным фактором, влияющим на интенсивность прогрева блока фанеры. Давление гидравлического пресса в 130 атмосфер уменьшает воздушную прослойку между слоями шпона и всеми плитами, кроме плит пресса, понижающих температуропроводность, и уменьшает время прогрева блока фанеры пропорционально величине уплотнения. Создание контакта между склеенными листами шпона и сохранение его в течение всего времени, равного семи минутам, обеспечивает получение прочного клеевого соединения, обеспечиваемого внешним давлением. Это давление характеризуется силой, действующей на 1 см2 листа фанеры, называется удельным давлением, которое равно 13 кгс/см2. Продолжительность выдержки блока фанеры под давлением 130 атм - 7 минут (время термообработки). Это время необходимо для того, чтобы в клеевом слое закончились физико-химические процессы и прочность клеевого соединения достигла максимума. Во время снятия давления температура в разных точках блока фанеры не изменяется и только при втором периоде снижения и размыкания плит пресса, пресс-формы 4, пуансона 1, пуансономатриц 5 заметно уменьшается, что связано с выходом паров из блоков. При склеивании фанеры горячим способом обеспечивается создание контакта склеиваемых поверхностей с прослойкой карбомидоформальдегидной смолы, сохранение контакта до отвердения смолы, обеспечивающего получение прочного клеевого соединения. Выполнение этих условий достигается прессованием в пресс-форме на заготовку боковой стойки 1 костыля медицинского, т. е. воздействием внешнего давления на склеиваемый материал (блок фанеры для заготовки боковой стойки костыля медицинского).
Прочность клеевого соединения зависит не только от достижения контакта склеиваемых поверхностей с прослойкой смолы, необходимо также сохранение их контакта и после отвердения смолы, без появления в клеевом шве значительных внутренних напряжений, которые возникают как в плоскости склеивания, так и по толщине клеевого слоя. Причина возникновения этих напряжений - усадка клея и шпона. Почти все клеи при переходе в твердое состояние уменьшают свой объем. Уменьшению клеевой прослойки по площади препятствует сила связи клея с поверхностью материала, в результате чего появляются напряжения в плоскости склеивания. Эти напряжения тем больше, чем больше клеевой шов. Напряжение в плоскости склеивания приводит к короблению готовой детали. Напряжения, возникающие по толщине клеевого шва, обусловлены усадкой клея и упругими уплотнениями шпона при прессовании. Применение клея с меньшей усадкой (более концентрированных или с твердым наполнителем) - карбомидоформальдегидной смолы - и лучшая обработка склеиваемых поверхностей позволяет снизить величину возникающих при склеивании внутренних напряжений по толщине клеевого шва. Гнутоклееный блок на заготовку боковой стойки 1 костыля медицинского кладут на стол станка (круглопильный станок Ц6), отрезают кромки с облоем. Далее гнутоклееный блок разрезают вдоль по ширине на круглопильном станке Ц6. Ширина обеспечивается зазором, образованным между упором и пилой, и равна 29±1,0 мм. Полученную боковую стойку 1 кладут на каретку круглопильного станка Ц2М, торцуют с одного конца, выполняя размер 130-1,0 мм, и со второго конца, выполняя размер 1000-2,0 мм. Затем стойка 1 боковая устанавливается в приспособлении горизонтально-сверлильного станка - УЗМПИ, зажимается, сверлятся одновременно семь сквозных отверстий диаметром 6,5+0,4 мм, соответственно два отверстия с расстоянием снизу 30 мм, между ними 70±0,8 мм, пять отверстий с расстоянием сверху 348±
Заготовки длиной 540±1,0 мм режутся в торец на круглопильном станке Ц 2М до размера 500±2 мм, которое предусматривает отрезание концов бруска с дефектами (трещинами, сучками и др.), обрабатывают на четырехстороннем строгальном станке ПАРК-7 с четырех сторон до размеров сторон квадратного поперечного сечения 31,3-1,6 мм. На специальном фрезерном станке нижнюю часть на расстоянии 155 мм снизу получают цилиндрической формы диаметром 30±0,5 мм, а остальную часть, верхнюю на горизонтально-фрезерном, получают в виде параллелепипедообразной формы прямоугольного сечения, сверлятся восемь отверстий на специальном многошпиндельном горизонтально-сверлильном станке на расстоянии снизу 200±1,0 мм и расстоянии между ними 35 мм, в цилиндрической нижней части на сверлильно-пазовальном станке СВПА-2 фрезеруют глухой паз 11 параллелепипедообразной формы, скругленной по концам, по оси симметрии длиной 50+1,0 мм с поперечным сечением в виде прямоугольника с размерами сторон 7+0,2 мм, 25+1,0 мм, с расстоянием 92±0,8 мм от конца снизу, на сверлильно-пазовальном станке СВПА-2 сверлится сквозное круглое отверстие 12 диаметром 5,6+0,2 мм, перпендикулярное пазу с расстоянием снизу 120±0,5 мм, в которое вставляется ось, развальцовывается по концам заподлицо с поверхностью цилиндрическообразной центральной стойки 7, на сверлильно-пазовальном станке СВПА-2 сверлят осевое двухступенчатое отверстие 13 на длину 77±0,5 мм с диаметром 12+0,4 мм снизу, переходящее в отверстие диаметром 8+0,5 мм на длину 30±0,9 мм с одновременным получением на конце центральной стойки 7 круглого шипа 8 диаметром 22,5±
Ручка 6 костыля медицинского изготавливается следующим образом. Из брусков с поперечным квадратным сечением 40•40 мм (отходы от заготовок центральной стойки костыля медицинского) раскраивают бруски на заготовку с вырезкой дефектных мест длиной 135±5 мм, на токарно-копировальном станке заготовке придается бочкообразная форма, отрезаются концы за один проход, выдерживая размеры по длине 111+0,5 мм с диаметром 24±0,5 мм по торцу. После чего на горизонтальном фрезерном станке на одном из концов выполняется шип 15 пераллелепипедообразной формы длиной 8,5±0,3 мм сверлится сквозное отверстие на горизонтально сверлильном станке с диаметром 5,5±0,2 мм под костыльный винт с головкой и шайбой с одной стороны, шайбой с гайкой и декоративным колпачком - с другой стороны.
Затем заготовка подается на шлифовку на шлифовальном станке шлифовальной шкуркой 16, далее - отправляется на покрытие мебельным лаком, а после покрытия ручка 6 готова к сборке. Подмышечник 5 может быть изготовлен как из дерева (березы), так и из пластмассы (полиэтилен, полистирол). Подмышечник 5 из дерева (береза) изготавливается следующим образом. У березовой доски толщиной 50 мм, длиной 800-3000 мм отрезаются концы до здоровой части древесины, но не менее 100 мм, на циркулярной пиле торцуют доски на длину 340, 480, 650, 800 мм, распиливают доски на бруски длиной 340-800 мм и шириной 35 мм, толщиной 50 мм, сушат бруски до 10% абсолютной влажности. На вертикально-фрезерно-копировальном станке из бруска получают подмышечник 5 объемнотрапецеидальной формы, переходящей в верхней части по краям в выпукло-сферическую высотой 31±0,8 мм, средней - вогнутую форму с минимальной высотой 21±0,5 мм, длиной 120 мм, шириной 25±0,5 мм. На двухшпиндельном горизонтально-сверлильном станке сверлят два глухих круглых отверстия под шипы 4 на боковых стойках 1, далее подмышечник 5 поступает на шлифовку, на покрытие мебельным лаком, затем на сборку.
Подмышечник 5 из пластмассы (полиэтилен, полистирол) изготавливают в сложной пресс-форме, в которой все бесформенные пустоты соответствуют множеству бесформенных углублений подмышечника 5, при смыкании пресс-формы осуществляется впрыск расплавленного полистирола или полиэтилена, затем выдерживается несколько минут, и вытягивается готовая деталь. За счет наличия в готовой детали - подмышечнике 5 - бесформенных углублений как с торца, так и снизу расходуется материал значительно меньше, усадка которого также значительно меньше. Изготовление подмышечника 5 из полистирола или полиэтилена, относящихся к ударопрочным материалам, обеспечивает ему надежность в случае произвольного падения костыля медицинского. Сборка костыля медицинского с устройством против скольжения осуществляется на сборочном конвейере следующим образом. В нижние два отверстия первой боковой стойки 1 вставляются два костыльных винта головками с шайбами, концы которых вставляются в два отверстия 3 нижней части центральной стойки 7, затем - в два отверстия 3 второй боковой стойки 1, далее надевают на концы винтов шайбы, наживляют гайки, надевают скобу 17 на боковую стойку 1, продевают костыльный винт с шайбой в одно из пяти отверстий 2 в средней части боковой стойки 1 и в отверстие скобы 17, надевают на костыльный винт этикетку, ставят ручку 6 на костыльный винт, вставляют торец ручки 6 с шипом 15 на конце в скобу 17, надевают на конец костыльного винта шайбу и наворачивают гайку на два-три оборота, заворачивают все три гайки до отказа, ставят подмышечник 5 отверстиями на шипы 4 боковых стоек 1 киянкой до упора, сверлят два сквозных отверстия диаметром 3+0,12 мм на пересечении от симметрии боковых стоек 1 c линией, расположенной на расстоянии 43±3 мм от верхней точки (максимальной точки) выпуклой части подмышечника 5. Также допускается сверление двух глухих отверстий диаметром 2 мм при сборке на гвозди, вставляем в каждое из двух отверстий заклепку или гвоздь. Расклепать последовательно оба конца каждой заклепки или забить два гвоздя. Сборку деревянного подмышечника 5 допускается выполнять без заклепок или гвоздей на клею ПВАД или казеиновом. Посадка декоративных полиэтиленовых колпачков - на гайки боковой стойки 1 - по три на каждый костыль медицинский осуществляется следующим образом. Колпачки декоративные полиэтиленовые насыпают на металлический поддон или другую емкость, ставят в сушильный шкаф и нагревают до температуры 45-50oС, берут декоративные полиэтиленовые колпачки быстро (пока не остыли), надевают их на гайки по три на каждый костыль медицинский, напрессовывая их ударом киянки. Установка устройства против скольжения в костыль медицинский осуществляется следующим образом. Устройство против скольжения устанавливается в глухом продольном пазу 11 паралеллепипедообразной формы, скругленной по концам, с выполненным в его средней части, перпендикулярным от симметрии круглым поперечным сквозным отверстием 12, в осевом продольном сквозном двухступенчатом круглом отверстии 13, выполненных в цилиндрическообразной части - центральной стойке 7. Вставляем в круглое поперечное сквозное отверстие 12 ось с головкой и шайбой на концах, сажаем на нее кулачок 25, развальцовываем конец оси заподлицо с поверхностью центральной стойки 7. Далее головка 18 Г-образной формы из круглого прутка с круглым шипом 19 на конце вставляется через глухой продольный паз 11 в центральной стойке 7 в глухое отверстие 20 стержня 21, установленного в продольное сквозное двухступенчатое круглое отверстие 13 центральной стойки 7, заостренного на конце на конус и двумя усиками 22 на его теле, с надетыми плоской шайбой 23 до упора в усы, цилиндрической пружины сжатия 24, опирающейся в шайбу 23 и в колпачок 9, установленным на конец центральной стойки 7, на круглый шип 8, далее напрессовывается резиновый наконечник 10 с центральным отверстием под стержень 21 до упора металлического колпачка 9 с глухим дном внутренней цилиндрическообразной формы его стороны на цилиндрическообразную форму центральной стойки 7. Металлический стержень 21, заостренный на конус, выдвигается наружу резинового наконечника 10 при повороте кулачка 25 вокруг оси, вставленной в круглое поперечное сквозное отверстие 12, перпендикулярное оси симметрии средней части глухого продольного паза 11, выполненного в цилиндрическообразной части центральной стойки 7. При повороте кулачка 25 вокруг оси вниз происходит его давление на головку 18, пружина 24 сжимается, стержень 21 выдвигается из резинового наконечника 10. При повороте кулачка 25 вокруг оси в исходное состояние, т.е. верхнее положение, пружина 24 разжимается, возвращая стержень 21 в исходное положение, задвигая конусную часть стержня 21 в резиновый наконечник 10. Ход стержня 21 должен быть плавным без заеданий. Выступание стержня 21 за основание резинового наконечника 10 должно быть не менее 6 мм и не более 10 мм. Утопание стержня 21 в резиновый наконечник 10 от 2 до 6 мм. Резиновый наконечник 10 должен быть плотно без перекосов насажен на центральную стойку 7.
Костыль, изготовленный из березового шпона, практически не имеет такого дефекта, как косослой, твердость, упругость древесины (береза) в шпоне везде одинаковая. Выход костылей медицинских из древесины (береза) в два раза больше, чем из древесины (бука). Костыли, изготовленные из древесины (береза), дешевле.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРЕСЛО-КОЛЯСКА | 2005 |
|
RU2271187C1 |
| ПЕТЛЯ ДВЕРНАЯ | 2007 |
|
RU2353744C1 |
| ПЕТЛЯ ДВЕРНАЯ | 2007 |
|
RU2363826C1 |
| ПЕТЛЯ ДВЕРНАЯ | 2015 |
|
RU2591149C1 |
| УНИВЕРСАЛЬНЫЙ ШПИНГАЛЕТ ДЛЯ РАСПАШНЫХ ДВЕРЕЙ ИЗ АЛЮМИНИЕВОГО И ПОЛИВИНИЛХЛОРИДНОГО ПРОФИЛЕЙ | 2014 |
|
RU2546496C1 |
| ОГРАЖДЕНИЕ ЛОДЖИИ ИЛИ БАЛКОНА | 2007 |
|
RU2347878C1 |
| ПЛОДОРЕЗКА СО СМЕННЫМ БЛОКОМ-РЕЗАКОМ "ВИКОСТ" | 2000 |
|
RU2195848C2 |
| КРИВОЛИНЕЙНЫЙ КОМПОЗИТНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2297332C2 |
| Способ изготовления детали мебели | 2024 |
|
RU2839992C1 |
| Устройство для выдавливания рисунка | 1977 |
|
SU734021A1 |
Изобретение относится к области медицины, а конкретнее к травматологии, ортопедии, т.е. ортопедическим устройствам. Костыль медицинский содержит две боковые стойки в верхней части с пятью сквозными отверстиями, в нижней - с двумя отверстиями, имеющие плавно переходящие в средней части, снизу на длине 130, 430 мм с внешним и внутренним радиусами 200 мм, заканчивающиеся наверху круглыми шипами с установленным на них подмышечником, соединенные в средней части ручкой, внизу - центральной стойкой. Устройство для изготовления содержит цельные верхний пуансон, нижнюю матрицу с грузовыми винтами по два с каждой стороны, прикрепленными соответственно к неподвижным верхней и нижней плитам болтами, с выполненными в них по диагонали четырьмя глухими пазами параллелепипедообразной формы, скругленных по концам, совмещающихся с профрезерованными по диагонали с Т-образными пазами соответственно в верхней, нижней плитах гидравлического пресса, крепящихся четырьмя болтами с размещенным между ними набором пуансономатриц. Березовые бревна подают на лущение шпона, который раскраивается на листы размерами, соответствующими фанерному блоку, с припусками на последующие технологические операции, подвергают сушке в сушильных камерах. Листы шпона собираются в пачки высотой не более 90 мм, прирубают в первую очередь вдоль волокон на ширину 500±5 мм по разметке на столе, затем - поперек волокон на длину 1100±5 мм на станках. Собирают фанерные блоки, на пресс-форме получают гнутоклееные блоки (заготовки боковой стойки костыля медицинского). Разрезают вдоль на ширину 29±1,0 мм на круглопильном станке, полученную боковую стойку торцуют с одного конца, выполняя размер 130-1,0 мм до первого гиба, и со второго конца, выполняя размер 1000-2,0 мм на круглопильном станке. На горизонтально сверлильном станке сверлятся одновременно семь сквозных отверстий диаметром 6,5±0,4 мм, на горизонтально-фрезерном станке сверху фрезеруется цилиндрический шип диаметром 14±0,3 мм, высотой 30±1,0 мм. Центральная стойка изготавливается из березового бревна, которое распиливается на доски на пилораме, далее на станке (циркулярная пила) получают заготовки параллелепипедообразной формы квадратного сечения, распиливают по длине на нужные заготовки - бруски длиной 540±1,0 мм, отправляют в сушильную камеру, торцуют по двум концам до размера 500±2,0 мм, на специальном фрезерном станке на расстоянии 155 мм снизу получают цилиндрическую форму диаметром 30±0,5 мм, а остальную часть фрезеруют в виде параллелепипедообразной формы прямоугольного сечения, на специальном станке сверлятся восемь отверстий, в цилиндрической части фрезеруется глухой паз, сверлится двухступенчатое круглое отверстие с одновременным получением на конце центральной стойки круглого шипа под металлический колпачок. Технический результат - расширение ассортимента костылей медицинских с универсальными функциональными возможностями, заключающимися в увеличении срока службы, повышении прочности, в удобстве пользования, повышении безопасности, уменьшении веса. 3 с. и 2 з.п.ф-лы, 8 ил.
| Устройство для противоскольжения | 1989 |
|
SU1680169A1 |
| US 5445175 А, 29.08.1995 | |||
| US 5197502 А1, 30.03.1993 | |||
| US 3646949 А, 07.03.1972 | |||
| US 5341829 А, 30.08.1994 | |||
| US 3881504 А, 06.05.1975 | |||
| DE 869405 А, 05.03.1953 | |||
| Костыль | 1978 |
|
SU721097A1 |
| Медицинский костыль | 1981 |
|
SU957901A1 |

